1. Giới thiệu
In 3D kim loại, còn được gọi là sản xuất bồi đắp kim loại, đang cách mạng hóa cách thiết kế sản phẩm, nguyên mẫu, và sản xuất.
Công nghệ này cho phép tạo ra các phức hợp, các bộ phận hiệu suất cao trực tiếp từ các mô hình kỹ thuật số, cung cấp sự tự do thiết kế chưa từng có và hiệu quả vật liệu.
Đây là lý do tại sao in 3D kim loại đang thu hút sự chú ý:
- Tùy chỉnh: Nó cho phép sản xuất các bộ phận có tính tùy chỉnh cao cho các ứng dụng thích hợp.
- Tạo nguyên mẫu nhanh: Tăng tốc đáng kể quá trình lặp lại thiết kế.
- Giảm chất thải: Sản xuất các bộ phận với chất thải vật liệu tối thiểu so với sản xuất truyền thống.
- Hình học phức tạp: Cho phép tạo ra các hình dạng phức tạp mà không thể hoặc rất tốn kém để sản xuất bằng các phương pháp thông thường.
Trong blog này, chúng ta sẽ đi sâu vào quá trình, những lợi ích, thử thách, và ứng dụng của in 3D kim loại, khám phá cách công nghệ này đang định hình lại bối cảnh sản xuất.
2. In 3D kim loại là gì?
In 3D kim loại là một hình thức sản xuất bồi đắp trong đó các lớp vật liệu, thường ở dạng bột hoặc dây, được hợp nhất để tạo ra một vật thể ba chiều.
Không giống như sản xuất trừ truyền thống, liên quan đến việc cắt bỏ vật liệu khỏi một khối rắn, sản xuất bồi đắp xây dựng đối tượng theo từng lớp.
Quá trình này mang lại những lợi thế đáng kể về tính linh hoạt trong thiết kế, hiệu quả vật chất, và tốc độ sản xuất.

Lịch sử in 3D kim loại bắt đầu từ những năm 1980, với sự phát triển của thiêu kết laser chọn lọc (SLS) và thiêu kết laser kim loại trực tiếp (DMLS).
Trong những năm qua, tiến bộ trong công nghệ laser, nguyên vật liệu, và phần mềm đã dẫn đến sự phát triển của các công nghệ in 3D kim loại khác nhau, mỗi cái có bộ khả năng và ứng dụng riêng.
3. Công nghệ in 3D kim loại
In 3D kim loại, còn được gọi là sản xuất phụ gia, sử dụng các kỹ thuật khác nhau để sản xuất các bộ phận kim loại phức tạp và chức năng theo từng lớp, trực tiếp từ một tập tin kỹ thuật số.
Mỗi công nghệ in 3D kim loại đều có quy trình và lợi ích riêng, làm cho nó phù hợp cho các ứng dụng khác nhau trong các ngành công nghiệp như hàng không vũ trụ, ô tô, chăm sóc sức khỏe, và năng lượng.
Dưới, chúng ta sẽ khám phá các công nghệ in 3D kim loại phổ biến nhất, tính năng của họ, và ứng dụng lý tưởng.
Thiêu kết Laser kim loại trực tiếp (DMLS) & Nóng chảy bằng Laser có chọn lọc (SLM)
Tổng quan:
Cả DMLS và SLM đều là công nghệ nhiệt hạch bột sử dụng tia laser công suất cao để làm tan chảy và nung chảy bột kim loại thành các bộ phận rắn.
Sự khác biệt chủ yếu nằm ở cách tiếp cận bột kim loại và tính chất vật liệu.
- DMLS thường sử dụng hợp kim kim loại (như thép không gỉ, titan, hoặc nhôm) và làm việc với nhiều loại bột kim loại, bao gồm các hợp kim như Inconel Và coban-chrome.
- SLM sử dụng một quy trình tương tự nhưng tập trung nhiều hơn vào kim loại nguyên chất như thép không gỉ, titan, và nhôm. Tia laser làm tan chảy hoàn toàn bột kim loại, hợp nhất nó để tạo thành một phần vững chắc.

Ưu điểm:
- Độ phân giải cao: Có khả năng sản xuất các bộ phận có chi tiết đẹp và hình học phức tạp.
- Bề mặt hoàn thiện tuyệt vời: Có thể đạt được bề mặt hoàn thiện tốt trực tiếp từ máy in, mặc dù việc xử lý hậu kỳ vẫn có thể được yêu cầu để có chất lượng cao nhất.
- Phạm vi vật liệu rộng: Làm việc với nhiều loại kim loại bao gồm cả thép không gỉ, titan, nhôm, và hơn thế nữa.
Nhược điểm:
- Chậm cho các bộ phận lớn: Quá trình từng lớp có thể tốn thời gian cho các bộ phận lớn hơn.
- Cấu trúc hỗ trợ: Yêu cầu cấu trúc hỗ trợ cho các tính năng nhô ra, phải được loại bỏ sau khi in.
- Căng thẳng nhiệt cao: Độ dốc nhiệt độ cao có thể gây ra ứng suất nhiệt ở các bộ phận.
Ứng dụng lý tưởng: Linh kiện hàng không vũ trụ, cấy ghép y tế, dụng cụ phức tạp, và phụ tùng ô tô hiệu suất cao.
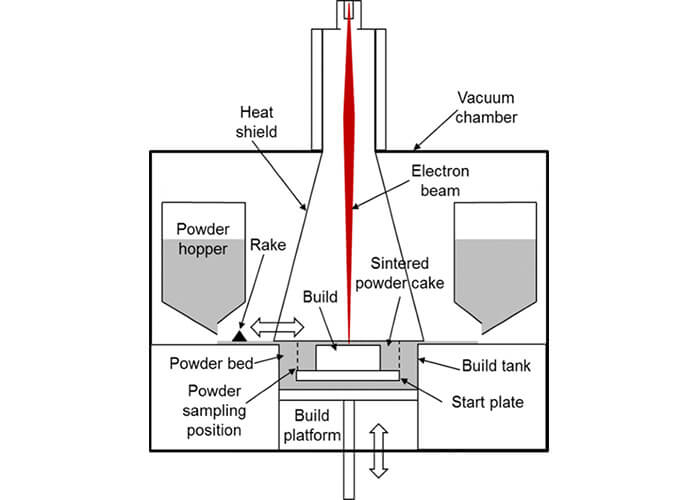
Chùm tia điện tử nóng chảy (EBM)
Tổng quan:
EBM là một quá trình tổng hợp giường bột sử dụng một chùm tia điện tử thay vì sử dụng tia laser để làm tan chảy và nung chảy bột kim loại. Nó được thực hiện trong môi trường chân không để đảm bảo điều kiện tối ưu cho quá trình nóng chảy.
EBM thường được sử dụng cho các vật liệu hiệu suất cao như titan hợp kim, coban-chrome, Và Inconel.
- Quá trình hoạt động ở nhiệt độ cao, mang lại lợi thế trong hiệu suất nhiệt độ cao Và độ chính xác cho các hợp kim cụ thể.
Ưu điểm:
- Không cần cấu trúc hỗ trợ: EBM có thể sản xuất các bộ phận mà không cần hỗ trợ nhờ quá trình gia nhiệt trước của lớp bột, làm giảm ứng suất nhiệt.
- Khả năng nhiệt độ cao: Thích hợp cho các vật liệu cần nhiệt độ cao để nóng chảy, như titan.
Nhược điểm:
- Hạn chế về vật liệu: Giới hạn ở các vật liệu tương thích với môi trường chân không, loại trừ một số hợp kim.
- Hoàn thiện bề mặt: Bề mặt hoàn thiện có thể không mịn như với SLM/DMLS do kích thước vệt tia lớn hơn.
Ứng dụng lý tưởng: Cấy ghép y tế (đặc biệt là titan), linh kiện hàng không vũ trụ, và những phần mà việc không có cấu trúc hỗ trợ sẽ có lợi.
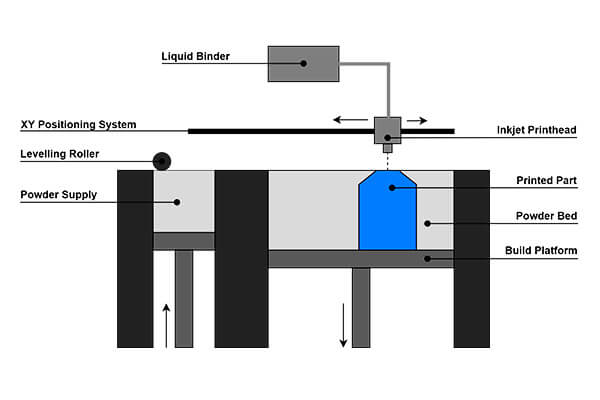
Máy ép chất kết dính
Tổng quan:
Phun chất kết dính liên quan đến việc phun chất kết dính lỏng lên các lớp bột kim loại, sau đó được hợp nhất để tạo thành một phần rắn.
Bột được sử dụng trong phun chất kết dính thường là bột kim loại, chẳng hạn như thép không gỉ, nhôm, hoặc đồng.
Sau khi phần được in, nó trải qua quá trình thiêu kết, nơi chất kết dính được loại bỏ, và phần được hợp nhất với mật độ cuối cùng của nó.
Ưu điểm:
- In nhanh: Có thể in các bộ phận một cách nhanh chóng do yêu cầu năng lượng thấp hơn để đóng bìa.
- In đủ màu: Cho phép in đầy đủ màu sắc, độc nhất trong số các công nghệ in 3D kim loại.
- Không có căng thẳng về nhiệt: Vì quá trình này không liên quan đến việc tan chảy, có ít ứng suất nhiệt hơn.
Nhược điểm:
- Mật độ phần dưới: Các bộ phận ban đầu có mật độ thấp hơn do có chất kết dính; thiêu kết hoặc thẩm thấu là cần thiết để tăng mật độ.
- Yêu cầu xử lý hậu kỳ: Cần phải xử lý hậu kỳ mở rộng, bao gồm thiêu kết, sự xâm nhập, và thường gia công.
Ứng dụng lý tưởng: Dụng cụ, khuôn mẫu, lõi đúc cát, và các ứng dụng trong đó tốc độ và màu sắc quan trọng hơn mật độ của phần cuối cùng.
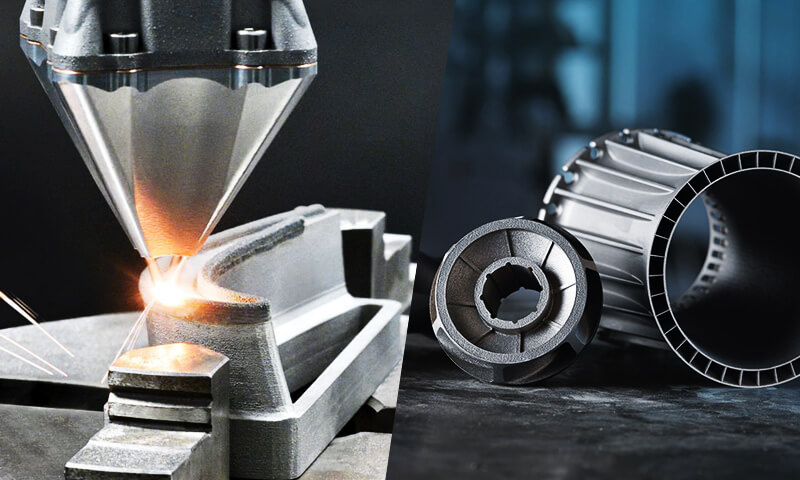
Lắng đọng năng lượng định hướng (DED)
Tổng quan:
DED là một quy trình in 3D trong đó vật liệu được nấu chảy và lắng đọng trên bề mặt bằng tia laser, chùm tia điện tử, hoặc hồ quang plasma.
DED cho phép lưu giữ vật liệu đồng thời bổ sung hoặc sửa chữa các bộ phận.
Khác với các phương pháp khác, DED sử dụng nguồn cấp dữ liệu liên tục (bột hoặc dây), và vật liệu được hợp nhất bởi nguồn năng lượng khi nó được lắng đọng.
Ưu điểm:
- Bộ phận lớn: Thích hợp để sản xuất hoặc sửa chữa các bộ phận lớn.
- Sửa chữa và sơn phủ: Điều này có thể được sử dụng để thêm vật liệu vào các bộ phận hiện có hoặc để phủ bề mặt.
- Tính linh hoạt: Có thể làm việc với nhiều loại vật liệu và có thể chuyển đổi giữa các vật liệu khác nhau trong quá trình in.
Nhược điểm:
- Độ phân giải thấp hơn: So với phương pháp tổng hợp giường bột, DED thường có độ phân giải thấp hơn.
- Hoàn thiện bề mặt: Các bộ phận thường yêu cầu xử lý hậu kỳ rộng rãi để có kết thúc mượt mà.
Ứng dụng lý tưởng: Linh kiện hàng không vũ trụ, bộ phận kết cấu lớn, sửa chữa các thành phần hiện có, và thêm các tính năng cho các bộ phận hiện có.
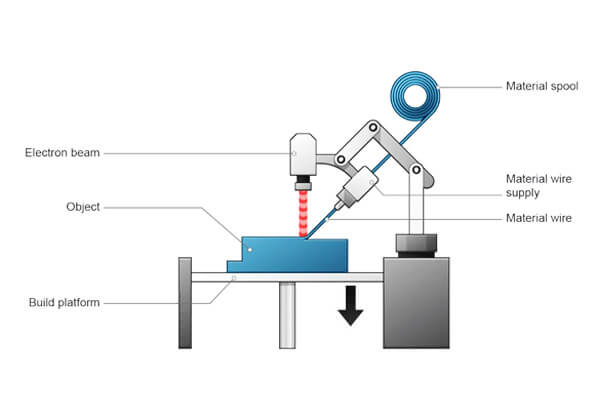
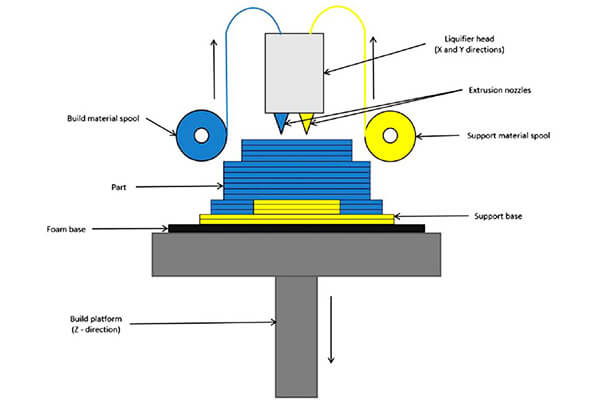
Mô hình lắng đọng hợp nhất kim loại (FDM kim loại)
Tổng quan:
Metal FDM là một biến thể của Mô hình lắng đọng hợp nhất truyền thống (FDM) quá trình, nơi các sợi kim loại được nung nóng và ép đùn từng lớp để tạo ra các bộ phận 3D.
Các sợi được sử dụng thường là sự kết hợp của bột kim loại và chất kết dính polyme, sau đó được loại bỏ trong giai đoạn xử lý hậu kỳ.
Các bộ phận sau đó được nung kết trong lò để nung chảy các hạt kim loại thành một cấu trúc vững chắc.
Ưu điểm:
- Chi phí thấp hơn: Thường rẻ hơn các phương pháp in 3D kim loại khác, đặc biệt là đối với các hệ thống cấp đầu vào.
- Dễ sử dụng: Tận dụng sự đơn giản của công nghệ FDM, giúp những người quen với việc in nhựa có thể tiếp cận được.
Nhược điểm:
- Yêu cầu thiêu kết: Bộ phận phải được thiêu kết sau khi in để đạt được mật độ đầy đủ, điều này làm tăng thêm thời gian và chi phí.
- Độ chính xác thấp hơn: Ít chính xác hơn so với phương pháp tổng hợp giường bột, yêu cầu xử lý hậu kỳ nhiều hơn để có dung sai chặt chẽ.
Ứng dụng lý tưởng: Các bộ phận nhỏ, tạo mẫu, mục đích giáo dục, và các ứng dụng trong đó chi phí và tính dễ sử dụng quan trọng hơn độ chính xác cao.
4. Vật liệu được sử dụng trong in 3D kim loại
Một trong những ưu điểm chính của in 3D kim loại là nhiều loại vật liệu nó hỗ trợ, cung cấp các đặc tính độc đáo phù hợp với các ứng dụng khác nhau.
Các vật liệu được sử dụng trong sản xuất bồi đắp kim loại thường là bột kim loại được nấu chảy có chọn lọc từng lớp một,
với mỗi loại vật liệu đều có những ưu điểm riêng biệt tùy theo nhu cầu cụ thể của công trình.
thép không gỉ
- Đặc trưng:
Thép không gỉ là một trong những vật liệu phổ biến nhất được sử dụng trong in 3D kim loại do tính chất của nó. cường độ cao, chống ăn mòn, Và tính linh hoạt. Hợp kim thép không gỉ, cụ thể 316L Và 17-4 PH, được sử dụng rộng rãi trong các ngành công nghiệp.
-
- Sức mạnh: Độ bền kéo và năng suất cao.
- Chống ăn mòn: Bảo vệ tuyệt vời chống rỉ sét và nhuộm màu.
- Khả năng gia công: Dễ dàng gia công sau in, làm cho nó phù hợp với nhiều phương pháp xử lý hậu kỳ.
Hợp kim titan (ví dụ., Ti-6Al-4V)
- Đặc trưng:
Hợp kim titan, cụ thể Ti-6Al-4V, được biết đến với họ tỷ lệ sức mạnh trên trọng lượng đặc biệt, chống ăn mòn, và khả năng chịu được nhiệt độ cao.
-
- Tỷ lệ sức mạnh trên trọng lượng: Tính chất cơ học tuyệt vời với mật độ thấp hơn.
- Hiệu suất nhiệt độ cao: Chịu được nhiệt độ cao hơn hầu hết các kim loại khác.
- Tương thích sinh học: An toàn khi sử dụng trong cấy ghép y tế do không độc hại.
Hợp kim nhôm (ví dụ., AlSi10Mg)
- Đặc trưng:
Nhôm nhẹ và cung cấp tuyệt vời độ dẫn nhiệt Và chống ăn mòn. Hợp kim như AlSi10Mg thường được sử dụng trong in 3D vì chúng tỷ lệ cường độ trên trọng lượng cao Và khả năng gia công tốt.
-
- Mật độ thấp: Lý tưởng cho các ứng dụng yêu cầu các thành phần nhẹ.
- Độ dẫn nhiệt: Độ dẫn nhiệt cao làm cho nó thích hợp cho các ứng dụng tản nhiệt.
- Hoàn thiện bề mặt: Các bộ phận bằng nhôm có thể được anod hóa dễ dàng để cải thiện độ cứng bề mặt và khả năng chống ăn mòn.
Hợp kim Coban-Chrome
- Đặc trưng:
Hợp kim coban-chrome được biết đến với cường độ cao, chống mài mòn, Và khả năng tương thích sinh học, điều này làm cho chúng trở thành một lựa chọn phổ biến cho ứng dụng y tế.
-
- Chống ăn mòn: Khả năng chống ăn mòn và mài mòn tuyệt vời.
- Cường độ cao: Đặc biệt hữu ích cho các ứng dụng công nghiệp nặng.
- Tương thích sinh học: Cobalt-chrome không phản ứng trong cơ thể con người, làm cho nó trở nên lý tưởng cho việc cấy ghép.
Hợp kim dựa trên niken (ví dụ., Inconel 625, Inconel 718)
- Đặc trưng:
Hợp kim gốc niken, chẳng hạn như Inconel 625 Và Inconel 718, có khả năng kháng cự cao quá trình oxy hóa Và ăn mòn ở nhiệt độ cao.
Những hợp kim này mang lại hiệu suất vượt trội trong môi trường khắc nghiệt nơi nhiệt độ, áp lực , và khả năng chống ăn mòn là rất quan trọng.
-
- Độ bền nhiệt độ cao: Có thể chịu được nhiệt độ cực cao mà không bị mất sức.
- Chống ăn mòn: Đặc biệt chống lại các môi trường có tính ăn mòn cao như nước biển hoặc môi trường có tính axit.
- Chống mỏi: Độ bền mỏi cao và khả năng chống chu trình nhiệt.
Kim loại quý (ví dụ., Vàng, Bạc, Bạch kim)
- Đặc trưng:
Kim loại quý, chẳng hạn như vàng, bạc, Và bạch kim, được sử dụng cho các ứng dụng trong đó giá trị thẩm mỹ cao Và chống ăn mòn được yêu cầu.
-
- Chất lượng thẩm mỹ: Lý tưởng cho đồ trang sức và các mặt hàng xa xỉ.
- Độ dẫn điện: Độ dẫn điện cao làm cho chúng phù hợp với các linh kiện điện có độ chính xác cao.
- Chống ăn mòn: Khả năng chống xỉn màu và ăn mòn tuyệt vời.
5. Quy trình in 3D kim loại
Quá trình in 3D kim loại thường bao gồm một số bước chính:
- Bước chân 1: Thiết kế bằng phần mềm CAD và chuẩn bị tệp:
-
- Các kỹ sư và nhà thiết kế sử dụng Thiết kế có sự hỗ trợ của máy tính (CAD) phần mềm tạo mô hình 3D của chi tiết.
Tệp sau đó được chuẩn bị để in 3D, bao gồm cả định hướng, kết cấu hỗ trợ, và cắt thành từng lớp.
Phần mềm CAD nâng cao, chẳng hạn như Autodesk Fusion 360, cho phép các nhà thiết kế tạo ra các hình học phức tạp và tối ưu hóa thiết kế để in 3D.
- Các kỹ sư và nhà thiết kế sử dụng Thiết kế có sự hỗ trợ của máy tính (CAD) phần mềm tạo mô hình 3D của chi tiết.
- Bước chân 2: Cắt và cài đặt thông số:
-
- Mô hình 3D được cắt thành các lớp mỏng, và các thông số như độ dày lớp, năng lượng laser, và tốc độ quét được thiết lập.
Các cài đặt này rất quan trọng để đạt được chất lượng và đặc tính mong muốn của phần cuối cùng.
Phần mềm cắt lát, như Ma thuật vật chất hóa, giúp tối ưu hóa các thông số này để có kết quả tốt nhất.
- Mô hình 3D được cắt thành các lớp mỏng, và các thông số như độ dày lớp, năng lượng laser, và tốc độ quét được thiết lập.
- Bước chân 3: Quá trình in ấn:
-
- Máy in 3D ký gửi hoặc nung chảy từng lớp kim loại, theo các thông số đã chỉ định. Bước này có thể mất hàng giờ, thậm chí vài ngày, tùy thuộc vào độ phức tạp và kích thước của phần.
Trong quá trình in ấn, máy in liên tục theo dõi và điều chỉnh các thông số để đảm bảo chất lượng đồng nhất.
- Máy in 3D ký gửi hoặc nung chảy từng lớp kim loại, theo các thông số đã chỉ định. Bước này có thể mất hàng giờ, thậm chí vài ngày, tùy thuộc vào độ phức tạp và kích thước của phần.
- Bước chân 4: Xử lý hậu kỳ:
-
- Sau khi in, bộ phận có thể yêu cầu các bước xử lý hậu kỳ như xử lý nhiệt, hoàn thiện bề mặt, và loại bỏ các cấu trúc hỗ trợ.
Xử lý nhiệt, Ví dụ, có thể cải thiện tính chất cơ học của bộ phận, trong khi các kỹ thuật hoàn thiện bề mặt như phun cát và đánh bóng có thể nâng cao chất lượng bề mặt.
Kiểm soát chất lượng là điều cần thiết ở từng giai đoạn để đảm bảo bộ phận đáp ứng các thông số kỹ thuật cần thiết.
- Sau khi in, bộ phận có thể yêu cầu các bước xử lý hậu kỳ như xử lý nhiệt, hoàn thiện bề mặt, và loại bỏ các cấu trúc hỗ trợ.
6. Lợi ích của việc in 3D kim loại
In 3D kim loại mang lại một số lợi thế so với các phương pháp sản xuất truyền thống:
Tự do thiết kế:
- hình học phức tạp, kênh nội bộ, và các cấu trúc mạng có thể được tạo ra, cho phép thiết kế sáng tạo mà trước đây không thể thực hiện được.
Ví dụ, khả năng tạo rỗng, cấu trúc nhẹ với các kênh làm mát bên trong là yếu tố thay đổi cuộc chơi trong kỹ thuật hàng không vũ trụ và ô tô.
Tạo nguyên mẫu nhanh:
- Lặp lại và thử nghiệm nhanh các thiết kế, giảm thời gian và chi phí phát triển.
Với in 3D kim loại, nguyên mẫu có thể được sản xuất trong vài ngày, cho phép phản hồi nhanh chóng và cải tiến thiết kế.
Hiệu quả vật liệu:
- Chất thải tối thiểu, vì chỉ vật liệu cần thiết cho bộ phận đó mới được sử dụng, không giống như sản xuất trừ, có thể dẫn đến tổn thất vật chất đáng kể.
Điều này đặc biệt có lợi cho các vật liệu đắt tiền như titan và kim loại quý..
Giảm nhẹ:
- Cấu trúc lưới và thiết kế tối ưu có thể giảm trọng lượng của các bộ phận, Điều này đặc biệt có lợi trong các ứng dụng hàng không vũ trụ và ô tô.
Ví dụ, Boeing sử dụng in 3D kim loại để giảm trọng lượng linh kiện máy bay, giúp tiết kiệm nhiên liệu đáng kể.
Tùy chỉnh:
- Các giải pháp phù hợp cho hoạt động sản xuất khối lượng thấp hoặc một lần, cho phép các sản phẩm được cá nhân hóa và độc đáo.
Cấy ghép y tế tùy chỉnh, Ví dụ, có thể được thiết kế để phù hợp với giải phẫu cụ thể của bệnh nhân, cải thiện kết quả và thời gian phục hồi.
7. Những thách thức và hạn chế
Mặc dù in 3D kim loại mang lại nhiều lợi ích, nó cũng đi kèm với những thách thức riêng:
Đầu tư ban đầu cao:
- Giá thành của máy in 3D kim loại, nguyên vật liệu, và thiết bị xử lý hậu kỳ có thể rất quan trọng.
Ví dụ, một máy in 3D kim loại cao cấp có thể có giá lên tới $1 triệu, và vật liệu có thể đắt hơn nhiều lần so với vật liệu được sử dụng trong sản xuất truyền thống.
Kích thước bản dựng hạn chế:
- Nhiều máy in 3D kim loại có khối lượng xây dựng nhỏ hơn, giới hạn kích thước của các bộ phận có thể được sản xuất.
Tuy nhiên, các công nghệ mới đang nổi lên cho phép kích thước xây dựng lớn hơn, mở rộng phạm vi ứng dụng có thể.
Hoàn thiện bề mặt:
- Các bộ phận có thể yêu cầu xử lý hậu kỳ bổ sung để đạt được bề mặt hoàn thiện mong muốn, thêm vào tổng chi phí và thời gian.
Các kỹ thuật như khắc hóa học và đánh bóng bằng điện có thể giúp cải thiện chất lượng bề mặt, nhưng họ thêm các bước bổ sung vào quy trình sản xuất.
Sự sẵn có của vật liệu:
- Không phải tất cả kim loại và hợp kim đều phù hợp để in 3D, và một số có thể khó mua hoặc đắt tiền.
Sự sẵn có của các vật liệu chuyên dụng, chẳng hạn như hợp kim nhiệt độ cao, có thể bị hạn chế, ảnh hưởng đến tính khả thi của một số dự án.
Kỹ năng và đào tạo:
- Người vận hành và nhà thiết kế cần được đào tạo chuyên môn để sử dụng hiệu quả công nghệ in 3D kim loại.
Đường cong học tập có thể dốc, và nhu cầu về nhân sự có tay nghề cao có thể là rào cản cho việc áp dụng, đặc biệt là đối với các doanh nghiệp vừa và nhỏ.
8. Ứng dụng của in 3D kim loại
In 3D kim loại đang tìm kiếm ứng dụng trong nhiều ngành công nghiệp:
Hàng không vũ trụ:
- Nhẹ, các thành phần phức tạp cho máy bay và vệ tinh, giảm trọng lượng và cải thiện hiệu suất.
Ví dụ, Airbus sử dụng công nghệ in 3D kim loại để sản xuất giá đỡ và vòi phun nhiên liệu nhẹ, giúp tiết kiệm trọng lượng đáng kể và cải thiện hiệu quả sử dụng nhiên liệu.
ô tô:
- Các bộ phận tùy chỉnh và hiệu suất dành cho xe thể thao, tạo mẫu, và sản xuất, nâng cao hiệu suất và hiệu quả của xe.
BMW, ví dụ, sử dụng in 3D kim loại để sản xuất các bộ phận tùy chỉnh cho xe hiệu suất cao của họ, chẳng hạn như i8 Roadster.

Thuộc về y học:
- Cấy ghép, chân tay giả, và các ứng dụng nha khoa cung cấp hình học chính xác và khả năng tương thích sinh học.
Stryker, một công ty công nghệ y tế hàng đầu, sử dụng in 3D kim loại để sản xuất cấy ghép cột sống tùy chỉnh, cải thiện kết quả của bệnh nhân và giảm thời gian phục hồi.
Năng lượng:
- Bộ trao đổi nhiệt, tua-bin, và các bộ phận phát điện nâng cao hiệu quả và độ bền.
Siemens, Ví dụ, đã sử dụng in 3D kim loại để sản xuất cánh tuabin khí, có thể chịu được nhiệt độ và áp suất cao hơn, dẫn đến tăng hiệu quả và giảm lượng khí thải.
Dụng cụ và khuôn mẫu:
- Dụng cụ nhanh chóng với các kênh làm mát phù hợp, giảm thời gian chu kỳ và cải thiện chất lượng bộ phận.
Kênh làm mát phù hợp, theo hình dạng của khuôn, có thể giảm đáng kể thời gian làm mát và cải thiện chất lượng của sản phẩm cuối cùng.
Hàng tiêu dùng:
- Trang sức cao cấp, đồng hồ tùy chỉnh, và vỏ điện tử cho phép tạo ra các sản phẩm độc đáo và được cá nhân hóa.
Các công ty như HP và 3DEO đang sử dụng in 3D kim loại để sản xuất chất lượng cao, hàng tiêu dùng tùy chỉnh, chẳng hạn như đồng hồ sang trọng và vỏ điện tử.
9. In 3D kim loại vs. Sản xuất truyền thống
Khi so sánh in 3D kim loại với các phương pháp sản xuất truyền thống, một số yếu tố phát huy tác dụng:
Tốc độ và hiệu quả:
- 3In D vượt trội trong việc tạo mẫu nhanh và sản xuất khối lượng thấp, trong khi các phương pháp truyền thống hiệu quả hơn cho sản xuất khối lượng lớn.
Ví dụ, 3In D có thể tạo ra nguyên mẫu trong vài ngày, trong khi các phương pháp truyền thống có thể mất vài tuần.
So sánh chi phí:
- Đối với các bộ phận có khối lượng thấp hoặc tùy chỉnh, 3In D có thể tiết kiệm chi phí hơn do giảm chi phí thiết lập và dụng cụ.
Tuy nhiên, để sản xuất số lượng lớn, phương pháp truyền thống vẫn có thể tiết kiệm hơn. Điểm hòa vốn thay đổi tùy thuộc vào ứng dụng cụ thể và độ phức tạp của bộ phận.
Độ phức tạp:
- 3In D cho phép sản xuất các hình học phức tạp và các tính năng bên trong mà các phương pháp thông thường không thể thực hiện được, mở ra khả năng thiết kế mới.
Điều này đặc biệt có giá trị trong các ngành mà việc giảm trọng lượng và tối ưu hóa hiệu suất là rất quan trọng., như hàng không vũ trụ và ô tô.
Đây là bảng so sánh tóm tắt những khác biệt chính giữa In 3D kim loại Và Sản xuất truyền thống:
| Tính năng | In 3D kim loại | Sản xuất truyền thống |
|---|---|---|
| Thời gian dẫn | Nhanh hơn cho việc tạo mẫu, sản xuất khối lượng thấp. | Thời gian thiết lập lâu hơn do dụng cụ và khuôn mẫu. |
| Tốc độ sản xuất | Chậm hơn khi sản xuất số lượng lớn. Lý tưởng cho âm lượng thấp, bộ phận tùy chỉnh. | Nhanh hơn cho sản xuất hàng loạt, đặc biệt đối với những phần đơn giản. |
| Độ phức tạp của thiết kế | Có thể tạo hình học phức tạp một cách dễ dàng. | Bị giới hạn bởi các ràng buộc về công cụ; thiết kế phức tạp cần thêm bước. |
| Tùy chỉnh | Lý tưởng cho các bộ phận một lần hoặc tùy chỉnh. | Tùy chỉnh đắt hơn do thay đổi công cụ. |
| Sự sẵn có của vật liệu | Giới hạn ở kim loại thông thường (thép không gỉ, titan, vân vân.). | Nhiều loại kim loại và hợp kim có sẵn cho nhiều ứng dụng. |
| Hiệu suất vật liệu | Độ bền và tính đồng nhất của vật liệu thấp hơn một chút. | Sức mạnh vượt trội và tính chất vật liệu phù hợp hơn. |
| Đầu tư ban đầu | Chi phí ban đầu cao do máy in 3D và bột kim loại đắt tiền. | Đầu tư ban đầu thấp hơn cho các thiết lập cơ bản. |
| Chi phí mỗi đơn vị | Cao cho sản xuất số lượng lớn; tiết kiệm chi phí cho các hoạt động nhỏ. | Thấp hơn cho sản xuất hàng loạt, Đặc biệt với những thiết kế đơn giản. |
| Sức mạnh & Độ bền | Thích hợp cho nhiều ứng dụng; có thể yêu cầu xử lý hậu kỳ để tăng cường sức mạnh. | Thông thường cường độ cao hơn, đặc biệt đối với hợp kim hiệu suất cao. |
| Hoàn thiện bề mặt | Yêu cầu xử lý hậu kỳ để có kết thúc mượt mà. | Bề mặt hoàn thiện thường tốt hơn cho các thiết kế đơn giản. |
| Xử lý hậu kỳ | Cần thiết để tăng cường tính chất cơ học, và hoàn thiện bề mặt. | Thường xử lý hậu kỳ tối thiểu trừ khi yêu cầu phức tạp hoặc có độ chính xác cao. |
| Chất thải vật liệu | Chất thải vật liệu tối thiểu do tính chất phụ gia. | Chất thải vật liệu cao hơn trong một số phương pháp (ví dụ., gia công). |
| Lý tưởng cho | Âm lượng thấp, bộ phận tùy chỉnh, hình học phức tạp, tạo mẫu. | Âm lượng lớn, bộ phận đơn giản, đặc tính vật liệu nhất quán. |
| Ứng dụng | Hàng không vũ trụ, cấy ghép y tế, ô tô (âm lượng thấp, bộ phận phức tạp). | ô tô, máy móc hạng nặng, bộ phận công nghiệp (âm lượng lớn, sản xuất quy mô lớn). |
10. Phần kết luận
In 3D kim loại đi đầu trong đổi mới sản xuất, cung cấp những lợi thế độc đáo như tự do thiết kế, tạo mẫu nhanh, và hiệu quả vật chất.
Mặc dù phải đối mặt với những thách thức như chi phí cao và hạn chế về vật chất, tiềm năng biến đổi của nó trong các ngành công nghiệp là không thể phủ nhận.
Cho dù bạn đang ở trong ngành hàng không vũ trụ, ô tô, hoặc hàng tiêu dùng,
khám phá cách in 3D kim loại có thể phù hợp với nhu cầu cụ thể của bạn có thể chỉ là chìa khóa để mở ra những khả năng mới trong phát triển và sản xuất sản phẩm.
NÀY cung cấp dịch vụ in 3D. Nếu bạn có bất kỳ nhu cầu in 3D nào, xin vui lòng liên hệ với chúng tôi.

