
1. Introduksjon
Maskinering er integrert i mange bransjer som krever presise komponenter og pålitelig montering.
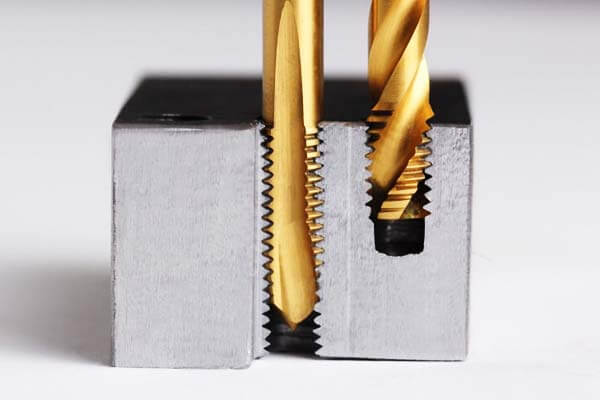
Et tappet hull - avgjørende for å lage innvendige gjenger i materialer - tjener som grunnlag for mange festeapplikasjoner.
Denne prosessen muliggjør skruer, bolter, og andre festemidler som skal settes sikkert inn, sikre at komponentene holder seg sammen, selv under ekstreme forhold.
Tapede hull er spesielt viktige i bransjer som bilindustrien, luftfart, Elektronikk, og maskiner.
Å forstå det grunnleggende om tapping og hvordan man oppnår presisjonsgjenging kan bidra til å forbedre produksjonseffektiviteten og produktkvaliteten.
I dette blogginnlegget, vi bryter ned prosessen med å trykke, forklar de forskjellige typene av hull, og gi viktige tips for å sikre førsteklasses kvalitet.
Vi vil også fordype oss i verktøyene og materialene som brukes, faktorene som påvirker tappingpresisjonen, og vanlige bruksområder for tappet hull.
2. Hva er et tappet hull?
Et tappet hull er ganske enkelt et hull som har blitt boret og deretter gjenget med en kran for å akseptere et festemiddel.
Det skiller seg fra et boret hull, som rett og slett er et hull uten noen gjenger.
Banking skaper innvendige gjenger i hullet, som muliggjør innsetting av skruer, bolter, eller andre gjengede festemidler.

- Boret hull vs. Tappet hull: Mens et boret hull er et grunnleggende sylindrisk hull, et tappet hull er resultatet av å bruke et tapverktøy for å lage spiralgjenger på den indre overflaten.
Denne gjengen gjør at hullet kan holde festene sikkert, som er viktig i mange applikasjoner. - Vanlige vilkår:
-
- Tråder: Dette er spiralsporene skåret inn i hullet, slik at festene kan skrus inn.
- Trykk på: Verktøyet som brukes til å kutte innvendige gjenger inn i hullet. Den er tilgjengelig i forskjellige typer avhengig av materiale og trådspesifikasjoner.
- Pitch: Avstanden mellom individuelle tråder. Jo finere tonehøyde, jo flere tråder per tomme (TPI), som er kritisk for visse applikasjoner som krever høyere presisjon.
3. Maskineringsprosess for tapping
Tappeprosessen innebærer å bruke en kran for å kutte innvendige gjenger i et hull. Avhengig av materialet og ønsket trådstørrelse, forskjellige verktøy og maskiner brukes.
- Utstyr:
-
- CNC-maskiner: Disse datastyrte maskinene er i stand til å utføre høypresisjons tapping automatisk, gjør dem ideelle for storskala produksjon.
- Tappemaskiner: Disse spesialiserte maskinene er designet spesielt for tapping og kan håndtere både manuelle og automatiske operasjoner.
- Manuelle tappeverktøy: For mindre eller tilpassede jobber, manuelle tappeverktøy som håndkraner og dies brukes.
Disse brukes vanligvis når bare noen få hull må tappes.
- Tapping vs. Trådfresing: Gjengefresing og gjengeboring skaper begge innvendige gjenger, men det er klare forskjeller.
Mens tappingen er raskere og mer effektiv for små til mellomstore hull, gjengefresing gir større fleksibilitet for større gjenger eller komplekse geometrier.
4. Hvordan tappe hull trinn for trinn
Her er en trinnvis oversikt over hvordan du kan tappe et hull:
- Skritt 1: Samle de nødvendige verktøyene og materialene
-
- Sørg for at du har et trykk, bor, tappemaskin manuelt tappeverktøy, og smøremiddel.
- Skritt 2: Velg høyre trykk og bor
-
- Velg en tapp som samsvarer med ønsket trådtype (UNC, UNF, Metrisk) og størrelse.
Velg riktig bor for å matche kranstørrelsen for å sikre perfekt passform.
- Velg en tapp som samsvarer med ønsket trådtype (UNC, UNF, Metrisk) og størrelse.
- Skritt 3: Bor hullet
-
- Bor hullet til riktig størrelse, sikre at den samsvarer med kranspesifikasjonene.
Bruk et bor med passende diameter og dybde basert på nødvendig gjengestigning.
- Bor hullet til riktig størrelse, sikre at den samsvarer med kranspesifikasjonene.
- Skritt 4: Forbered deg på tapping
-
- Rengjør hullet og påfør et passende smøremiddel for å redusere friksjonen og forhindre at kranen binder seg under skjæreprosessen.
- Skritt 5: Å tappe hullet
-
- Begynn å banke ved å sette kranen inn i hullet, og bruk konsekvent trykk mens du roterer verktøyet for å lage trådene.
Sørg for at kranen forblir på linje med hullet for å forhindre feiljustering.
- Begynn å banke ved å sette kranen inn i hullet, og bruk konsekvent trykk mens du roterer verktøyet for å lage trådene.
5. Typer tapte hull
Tapede hull er avgjørende for å skape sikre forbindelser mellom delene, og det finnes flere typer avhengig av applikasjonskravene.
Å forstå de forskjellige typene av tappet hull hjelper deg med å velge riktig metode for spesifikke oppgaver, sikrer optimal ytelse og passform.
Her er de vanligste typene:
Gjennom hull
Gjennomgående hull er tappet hull som strekker seg gjennom materialet, fra den ene siden til den andre.
Disse hullene lar festene passere helt gjennom, med gjengene inne i hullet som gir en sikker forbindelse for bolter, skruer, eller andre typer gjengede festemidler.
Gjennomgående hull er mye brukt i applikasjoner der begge sider av materialet må skjøtes eller ved festing til flere deler på hver side av materialet.
Blindhull
Blindhull, i motsetning til gjennomgående hull, ikke passere helt gjennom materialet.
De bores til en bestemt dybde og bankes deretter for å lage gjenger.
Blindhull er ideelle når bare én side av materialet skal festes, for eksempel når du fester komponenter til et arbeidsstykke som ikke har tilgang til baksiden.
Forsenkningshull
Et forsenkningshull er en type tappet hull med en forstørret åpning på toppen for å tillate hodet til en bolt, skru, eller andre festemidler for å sitte i flukt med eller under overflaten av materialet.
Denne typen hull er spesielt nyttig når du ønsker å skjule festehodet, gir en ren, glatt overflatebehandling.
Bredde hull
Bredde hull er hull som er boret og deretter brøt for å forbedre størrelsen, form, og overflatebehandling.
Rømmeprosessen sikrer at hullet har riktig toleranse og er glatt, som er spesielt viktig før du trykker.
Bredde hull gir et høyere nivå av presisjon og er avgjørende når det kreves tette toleranser for gjengene.
Utskiftbare tråder
Utskiftbare gjenger refererer til de forskjellige typene gjengeformer som kan brukes når du borer hull.
De mest brukte trådtypene inkluderer:
- UNC (Unified National Coarse): En trådtype som har færre tråder per tomme, gjør den egnet for tunge applikasjoner.
Det er lettere å produsere og brukes ofte i industrielle og mekaniske applikasjoner, spesielt der styrke er kritisk. - UNF (Samlet nasjonal bot): Med flere gjenger per tomme enn UNC, UNF-tråder er ideelle for applikasjoner som krever høy presisjon og mindre, finere tråd passer.
Disse brukes når det er behov for større strekkstyrke og nøyaktighet, for eksempel i presisjonsmaskineri eller romfartskomponenter. - Metriske tråder: Basert på det metriske systemet, disse trådene finnes ofte i europeiske og internasjonale applikasjoner.
Metriske gjenger brukes i et bredt spekter av bransjer for både presisjon og generell bruk.
6. Verktøy og materialer som brukes i tapping
Kraner
Kraner er de viktigste verktøyene som brukes til å kutte innvendige gjenger i forhåndsborede hull.
De kommer i forskjellige typer, hver designet for spesifikke bruksområder og materialer:
- Håndkraner: Disse kranene dreies manuelt ved hjelp av en krannøkkel og er egnet for småskala- eller engangsjobber.
De gir utmerket kontroll over tappeprosessen, men kan være arbeidskrevende. - Maskinkraner: Designet for bruk med kraftdrevne maskiner som CNC dreiebenker eller dedikerte tappemaskiner, maskinkraner gir raskere og mer konsistente resultater.
De er ideelle for store produksjonsserier. - Spiralpunkt (Pistol) Kraner: Karakterisert av deres forovervendte fløyter, disse kranene utmerker seg ved å skyve spon foran skjærekanten,
gjør dem perfekte for gjennomgående hull der sjetonger lett kan komme ut. - Spiralfløytekraner: Med spiralformede riller som trekker spon oppover og ut av blinde hull, spiralfløytekraner er uunnværlige for boring med dype hull.
- Straight Flute Taps: Vanligvis brukt for generell tapping i mykere materialer,
rette fløytekraner er kostnadseffektive og allsidige, men håndterer kanskje ikke sponevakuering like effektivt som spiraldesign.
Borer
Borer lager pilothullet som kranen vil kutte gjenger i. Å velge riktig borkronestørrelse er avgjørende for vellykket tapping.
Diameteren på borkronen skal samsvare med den minste diameteren til gjengen som tappes,
sørge for at tilstrekkelig materiale gjenstår slik at kranen kan danne gjenger uten for stor belastning på arbeidsstykket.
- Høyhastighetsstål (HSS) Borer: Egnet for de fleste vanlige metaller og legeringer, HSS-bits gir god slitestyrke og varmetoleranse.
- Koboltbor: Ideell for hardere materialer som rustfritt stål eller støpejern, koboltbits har forbedret hardhet og holdbarhet sammenlignet med standard HSS-bits.
- Hardmetallbor: For ekstremt harde materialer, Bits med karbidspiss gir overlegen styrke og lang levetid, om enn til en høyere kostnad.
Arbeidsstykkematerialer
Materialet som tappes påvirker valget av verktøy betydelig, hastigheter, Feeds, og kjølevæsker.
Ulike materialer har varierende hardhetsnivåer, Termiske egenskaper, og maskinbarhet, som alle påvirker tappeprosessen.
- Stål: Et av de mest tappet materialer, stål krever nøye vurdering av tappvalg basert på hardhet.
Mykere stål kan ofte tappes med standard HSS kraner, mens herdet stål kan nødvendiggjøre kobolt- eller karbidkraner. - Aluminium: Kjent for sin mykhet og tendens til galle, aluminium drar nytte av skarpe, kraner av høy kvalitet og tilstrekkelig smøring for å forhindre sponoppbygging.
- Messing og bronse: Disse materialene har en tendens til å være selvsmørende på grunn av deres sammensetning
men kan fortsatt dra nytte av riktig påføring av kjølevæske for å håndtere varme og opprettholde verktøyets integritet. - Plast: Tapping av plast krever lavere hastigheter og mating for å unngå smelting eller deformering av materialet.
Spesielle kraner designet for plast kan bidra til å oppnå renhet, funksjonelle tråder.
7. Faktorer som påvirker tappingpresisjon
Trådhøyde
Stigningen påvirker direkte antall gjenger per tomme eller millimeter, påvirker styrken og passformen til forbindelsen.
For eksempel, en finere stigning gir flere gjenger per tomme, øker holdekraften, men krever mer presis bearbeiding.
Dybde- og diametertoleranse
Vedlikehold av stramme toleranser sikrer riktig gjengeinngrep og forhindrer stripping eller svekkelse av festet.
Toleranser kan være så små som ±0,001 tommer i kritiske applikasjoner.
Hastighet og matehastighet i CNC-tapping
Optimalisering av disse parameterne er avgjørende for å oppnå gjenger av høy kvalitet uten å skade kranen eller arbeidsstykket.
CNC-maskiner kan opprettholde jevn hastighet og matehastigheter, fører til bedre resultater.
Kjølevæske og smøring
Riktig kjøling og smøring reduserer friksjonen, varmeoppbygging, og slitasje på både kranen og materialet.
Bruk av kjølevæske kan forlenge verktøyets levetid med opptil 30%.
8. Fordeler og ulemper med tapte hull
Fordeler med tapte hull
Sikker feste
Tapede hull gir en pålitelig og sikker festemetode. De innvendige gjengene sikrer at bolter og skruer kan festes godt, forhindrer at den løsner under bruk.
Dette gjør tapphull spesielt nyttige i kritiske applikasjoner der sikre koblinger er avgjørende for driftssikkerhet,
som i romfarts- og bilindustrien.
Plasseffektivitet
En av de fremtredende fordelene med tappet hull er plasseffektivitet.
Ved å eliminere behovet for ekstra festemidler som muttere eller skiver, borede hull sparer verdifull plass i kompakte sammenstillinger.
Dette er spesielt gunstig innen elektronikk, bilkomponenter, og maskiner, hvor plassbegrensninger er vanlige og hver millimeter teller.
Strukturell integritet
I materialer som effektivt kan holde tråder, tappet hull bidrar til å opprettholde den strukturelle integriteten til enheten.
Gjengene fordeler belastningen over et stort overflateareal, som reduserer spenningskonsentrasjonen og forbedrer den generelle holdbarheten sammenlignet med andre festemetoder som nagler eller sveising.
Dette er avgjørende i applikasjoner hvor komponentene må tåle høye påkjenninger eller vibrasjoner.
Enkel vedlikehold
Tapede hull letter vedlikeholdet, reparasjoner, og oppgraderinger ved å la komponenter enkelt demonteres og settes sammen igjen.
Denne funksjonen er spesielt nyttig i bransjer der regelmessig service er nødvendig, som i produksjonsutstyr, maskineri, og bilsystemer.
Muligheten til å gjenbruke festemidler uten å kompromittere integriteten til gjengene er en kostnadseffektiv løsning for vedlikehold.
Ulemper med tapte hull
Trådslitasje
En betydelig ulempe med tappede hull er gjengeslitasje, spesielt i mykere materialer.
Over tid, gjentatt montering og demontering kan føre til at de innvendige gjengene degraderes, fører til en svekket forbindelse.
Dette er spesielt problematisk i applikasjoner der deler må monteres og demonteres ofte, som i vedlikeholdstung industri.
Risiko for krysstråding
Kryssgjenging oppstår når bolten eller skruen er feiljustert under innsetting, forårsake skade på de indre gjengene. Dette problemet kan svekke forbindelsen og føre til feil.
Kryssgjenging er vanlig ved manuell montering, hvor presisjon kan være vanskeligere å opprettholde.
Riktig opplæring og bruk av verktøy som trådguider kan bidra til å redusere denne risikoen.
Begrenset lastekapasitet
Tapede hull har begrenset bæreevne, spesielt i materialer som ikke holder trådene godt, som plast eller myke metaller.
Disse materialene kan stripes eller deformeres under tung belastning, fører til svikt i forbindelsen.
For høystressapplikasjoner, ytterligere metoder for feste, som bruk av ankere eller innsatser, kan være nødvendig for å sikre nødvendig styrke.
Potensial for kranbrudd
En annen ulempe er potensialet for kranbrudd under gjengeprosessen, spesielt når du arbeider med harde materialer som titan eller rustfritt stål.
Feil smøring, feil matehastigheter, eller bruk av feil kran for materialet kan øke risikoen for brudd.
En ødelagt kran er vanskelig å fjerne og kan skade arbeidsstykket, fører til kostbar nedetid og reparasjoner.
9. Bruk av tapte hull
Tapede hull spiller en sentral rolle i ulike bransjer, gir en pålitelig metode for å skape sikre gjengeforbindelser mellom komponenter.
Bilindustri
- Motorkomponenter: Tapede hull brukes til å feste deler som sylinderhoder, manifolder, og ventildeksler til motorblokken.
- Chassis og karosserimontering: Tapede hull gir mulighet for montering av braketter, seter, og fjæringskomponenter på rammen eller chassiset.
- Elektriske systemer: Tapede hull er også avgjørende for å sikre elektroniske deler som sensorer og kontrollmoduler i bilens elektriske system.

Luftfartsindustri
- Flykropper og vingesammenstillinger: Tapede hull brukes til å feste paneler, rammer, og kontrolloverflater som klaffer og kroker.
- Motorkomponenter: Ligner på bilapplikasjoner, motordeler i fly, inkludert turbinblader, kompressortrinn, og foringsrør,
krever ofte tappet hull for å sikre strukturell integritet. - Landingsutstyr systemer: Tapping gir sikre festepunkter for støtdempere, Hjul, og stivere, sikre trygge starter og landinger.
Elektronikkindustri
- Montering av elektroniske komponenter: Tapede hull brukes til å montere kretskort, kondensatorer, motstander, og andre komponenter sikkert inne i kabinettet.
- Innkapslinger for beskyttelse: Innkapslingen til mange elektroniske enheter, som datamaskiner, mobiltelefoner, og medisinsk utstyr,
krever ofte tappet hull for å feste skruer eller bolter som holder enheten forseglet og beskyttet mot støv, fuktighet, og andre forurensninger. - Kontakter og porter: Tapede hull brukes til å installere koblinger,
for eksempel HDMI, USB-porter, og strømporter, inn i elektroniske vedlegg, sikre riktig justering og sikre tilkoblinger.
Industrielle maskiner
- Maskinverktøykomponenter: Tapede hull brukes ved montering av maskindeler som underlagsplater, spindler, og verktøyholdere, sikrer stabilitet og nøyaktighet under drift.
- Montering og justering av deler: Komponenter som motorer, gir, og trinser er ofte festet med bolter eller skruer i hull for å sikre innretting og sikker drift.
- Vedlikehold: Tapede hull gjør det mulig å demontere maskineri for reparasjoner og vedlikehold,
gir enkel tilgang til interne komponenter som kan trenge utskifting.
Medisinsk utstyr
- Medisinske implantater: Tapede hull brukes i ortopediske implantater som ledderstatninger og skruer, sikre at de forblir på plass under operasjonen og mens de er i kroppen.
- Medisinsk utstyr: Enheter som kirurgiske instrumenter, diagnostisk utstyr,
og laboratorieverktøy krever ofte tappet hull for sikker montering av komponenter og vedlegg. - Proteser: Tappede hull finnes også i proteser, hvor de brukes til å feste forskjellige deler som ledd og lemmer sikkert.
10. Betraktninger og tips for tapte hull
Materialets hardhet
Hardere materialer som rustfritt stål eller titan kan kreve spesialiserte kraner og lavere tappehastigheter for å forhindre skade på verktøyet.
Nøyaktige pilothullstørrelser
Å sikre at pilothullets diameter samsvarer med tappespesifikasjonene er avgjørende for optimal gjengedannelse.
Et hull i feil størrelse kan føre til dårlig gjengekvalitet.
Egnet gjenget hulldiameter
Velg passende hulldiameter basert på kranens hoveddiameter og materialegenskaper.
For eksempel, en 1/4-20 UNC kran krever et 0,216-tommers pilothull i stål.
Vinklede overflater
Ved tapping av hull på vinklede flater, vær ekstra forsiktig for å opprettholde vinkelrett. Feiljustering kan føre til kryssgjenging eller skadede kraner.
Nøyaktig hullplassering
Nøyaktig hullplassering er avgjørende for funksjonelle sammenstillinger. Selv et lite avvik kan påvirke den generelle ytelsen til komponenten.
Ta tak i trådfeil
Feiljusterte gjenger kan forårsake kryssgjenging eller skade på det tappede hullet. Dobbeltsjekk alltid justeringen før du banker.
Arbeid med materialer som er vanskelig å bearbeide
Bruk tilstrekkelig kjølevæske og eventuelt flersløyfekraner når du arbeider med vanskelige materialer.
For eksempel, tapping av titan kan kreve bruk av svovelbaserte kjølevæsker for å redusere friksjonen.
Håndtering av tappedefekter
Problemer som grader, underskjæring, eller sponoppbygging kan kompromittere trådintegriteten.
Regelmessig vedlikehold av verktøy og overholdelse av beste praksis kan minimere disse problemene.
11. Konklusjon
Avslutningsvis, tapphull er grunnleggende for maskinering og spiller en viktig rolle i montering av komponenter på tvers av en rekke bransjer.
Ved å forstå prinsippene for tapping, velge riktig verktøy og materialer, og følge beste praksis,
maskinister kan oppnå nøyaktig, pålitelige tråder som forbedrer produktets ytelse og holdbarhet.
Enten du jobber med intrikate elektroniske enheter eller store maskiner, å mestre kunsten å tappe bidrar betydelig til suksessen til ethvert produksjonsprosjekt.
Å omfavne disse retningslinjene sikrer at hvert tappet hull oppfyller de høyeste standardene for kvalitet og presisjon.
Hvis du har behov for trådbehandling, Ta gjerne Kontakt oss.

