1. Introduksjon
3D-utskrift av metall, også kjent som metalladditivproduksjon, revolusjonerer måten produktene er designet på, prototype, og produsert.
Denne teknologien gjør det mulig å lage komplekse, høyytelsesdeler direkte fra digitale modeller, tilbyr enestående designfrihet og materialeffektivitet.
Her er grunnen til at 3D-utskrift av metall vinner frem:
- Tilpasning: Det muliggjør produksjon av svært tilpassede deler for nisjeapplikasjoner.
- Rask prototyping: Fremskynder designgjentakelsesprosessen betydelig.
- Redusert avfall: Produserer deler med minimalt materialavfall sammenlignet med tradisjonell produksjon.
- Komplekse geometrier: Gjør det mulig å lage intrikate former som er umulige eller svært kostbare å produsere med konvensjonelle metoder.
I denne bloggen, vi skal fordype oss i prosessen, fordeler, utfordringer, og bruk av metall 3D-utskrift, utforske hvordan denne teknologien omformer produksjonslandskapet.
2. Hva er 3D-utskrift av metall?
Metall 3D-printing er en form for additiv produksjon hvor lag av materiale, typisk i form av pulver eller tråd, smeltes sammen for å lage et tredimensjonalt objekt.
I motsetning til tradisjonell subtraktiv produksjon, som innebærer å kutte bort materiale fra en solid blokk, additiv produksjon bygger opp objektet lag for lag.
Denne prosessen gir betydelige fordeler når det gjelder designfleksibilitet, materialeffektivitet, og produksjonshastighet.

Historien om 3D-utskrift av metall går tilbake til 1980-tallet, med utviklingen av Selektiv Lasersintring (SLS) og direkte metalllasersintring (DMLS).
Gjennom årene, fremskritt innen laserteknologi, materialer, og programvare har ført til utviklingen av ulike 3D-utskriftsteknologier av metall, hver med sitt eget sett med muligheter og applikasjoner.
3. 3D-utskriftsteknologier av metall
3D-utskrift av metall, Også kjent som Tilsetningsstoffproduksjon, bruker ulike teknikker for å produsere komplekse og funksjonelle metalldeler lag for lag, direkte fra en digital fil.
Hver 3D-utskriftsteknologi av metall har sin unike prosess og fordeler, gjør den egnet for ulike bruksområder på tvers av bransjer som romfart, bil, Helsetjenester, og energi.
Under, vi skal utforske de vanligste 3D-utskriftsteknologiene i metall, funksjonene deres, og ideelle applikasjoner.
Direkte metalllaser sintring (DMLS) & Selektiv lasersmelting (Slm)
Oversikt:
Både DMLS og SLM er fusjonsteknologier i pulverbed som bruker kraftige lasere for å smelte og smelte sammen metallpulver til faste deler.
Forskjellen ligger først og fremst i deres tilnærming til metallpulveret og materialegenskaper.
- DMLS vanligvis bruker metalllegeringer (som rustfritt stål, Titan, eller aluminium) og fungerer med en rekke metallpulver, inkludert legeringer som Inconel og kobolt-krom.
- Slm bruker en lignende prosess, men fokuserer mer på rene metaller som rustfritt stål, Titan, og aluminium. Laseren smelter metallpulveret fullstendig, smelter den sammen til en solid del.

Fordeler:
- Høy oppløsning: I stand til å produsere deler med fine detaljer og komplekse geometrier.
- Utmerket overflatefinish: Kan oppnå en god overflatefinish direkte fra skriveren, selv om etterbehandling fortsatt kan være nødvendig for høyeste kvalitet.
- Bredt materialutvalg: Fungerer med en rekke metaller, inkludert rustfritt stål, Titan, aluminium, Og mer.
Ulemper:
- Sakte for store deler: Lag-for-lag-prosessen kan være tidkrevende for større deler.
- Støttestrukturer: Krever støttestrukturer for overhengende funksjoner, som må fjernes etter trykking.
- Høye termiske spenninger: Høytemperaturgradientene kan indusere termiske spenninger i delene.
Ideelle applikasjoner: Luftfartskomponenter, Medisinske implantater, komplekst verktøy, og høyytelses bildeler.
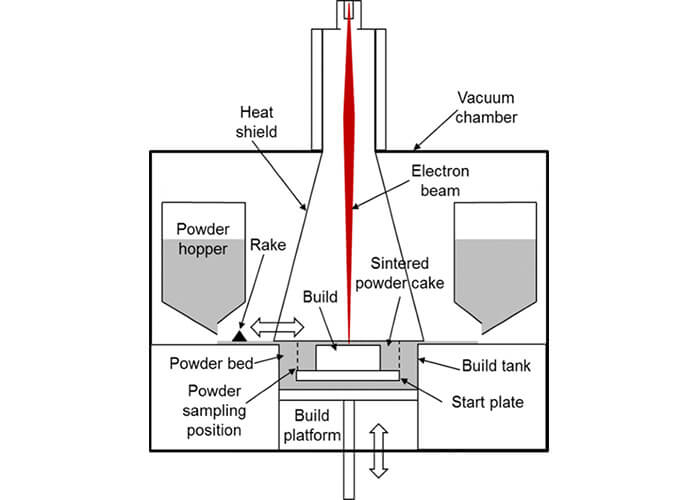
Elektronstrålsmelting (EBM)
Oversikt:
EBM er en pulverbedfusjonsprosess som bruker en elektronstråle i stedet for en laser for å smelte og smelte sammen metallpulver. Den utføres i et vakuummiljø for å sikre optimale forhold for smelting.
EBM brukes vanligvis til materialer med høy ytelse som Titan legeringer, kobolt-krom, og Inconel.
- Prosessen foregår kl høye temperaturer, gir fordeler i ytelse med høy temperatur og presisjon for spesifikke legeringer.
Fordeler:
- Ikke behov for støttestrukturer: EBM kan produsere deler uten støtte på grunn av forvarmingen av pulverbedet, som reduserer termiske påkjenninger.
- Høy temperatur evne: Egnet for materialer som krever høye temperaturer for smelting, som titan.
Ulemper:
- Materielle begrensninger: Begrenset til materialer som er kompatible med et vakuummiljø, som utelukker noen legeringer.
- Overflatebehandling: Overflatefinishen er kanskje ikke så jevn som med SLM/DMLS på grunn av den større strålepunktstørrelsen.
Ideelle applikasjoner: Medisinske implantater (spesielt titan), Luftfartskomponenter, og deler hvor fravær av støttestrukturer er fordelaktig.
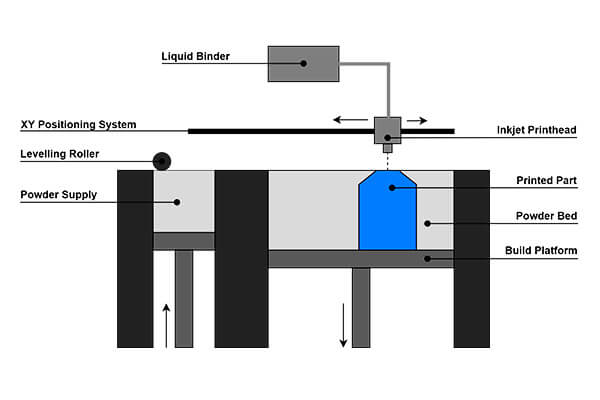
Binder Jetting
Oversikt:
Bindemiddelstråler innebærer å spraye et flytende bindemiddel på lag med metallpulver, som deretter smeltes sammen til en fast del.
Pulveret som brukes i bindemiddelstråler er typisk metallpulver, slik som rustfritt stål, aluminium, eller bronse.
Etter at delen er skrevet ut, den gjennomgår sintring, hvor bindemiddelet fjernes, og delen er smeltet til sin endelige tetthet.
Fordeler:
- Rask utskrift: Kan skrive ut deler raskt på grunn av lavere energibehov for innbinding.
- Fullfargeutskrift: Gir mulighet for fullfargeutskrift, som er unik blant 3D-utskriftsteknologier av metall.
- Ingen termiske spenninger: Siden prosessen ikke involverer smelting, det er færre termiske påkjenninger.
Ulemper:
- Lavere deltetthet: De første delene har lavere tetthet på grunn av bindemidlet; sintring eller infiltrasjon er nødvendig for å øke tettheten.
- Krever etterbehandling: Omfattende etterbehandling er nødvendig, inkludert sintring, infiltrasjon, og ofte maskinering.
Ideelle applikasjoner: Verktøy, Former, sandstøpekjerner, og applikasjoner der hastighet og farge er viktigere enn den siste delens tetthet.
Regissert energideponering (Ded)
Oversikt:
DED er en 3D-utskriftsprosess der materiale smeltes og avsettes på en overflate av en laser, elektronstråle, eller plasmabue.
DED gjør det mulig å deponere materiale samtidig som det legges til eller repareres deler.
I motsetning til andre metoder, DED bruker en kontinuerlig tilførsel av materiale (pulver eller tråd), og materialet smeltes sammen av energikilden når det avsettes.
Fordeler:
- Store deler: Egnet for produksjon eller reparasjon av store deler.
- Reparasjon og belegg: Denne kan brukes til å legge materiale til eksisterende deler eller til overflatekledning.
- Fleksibilitet: Kan jobbe med et bredt spekter av materialer og kan veksle mellom ulike materialer under utskrift.
Ulemper:
- Lavere oppløsning: Sammenlignet med fusjonsmetoder i pulverbed, DED har vanligvis en lavere oppløsning.
- Overflatebehandling: Deler krever ofte omfattende etterbehandling for en jevn finish.
Ideelle applikasjoner: Luftfartskomponenter, store konstruksjonsdeler, reparasjon av eksisterende komponenter, og legge til funksjoner til eksisterende deler.
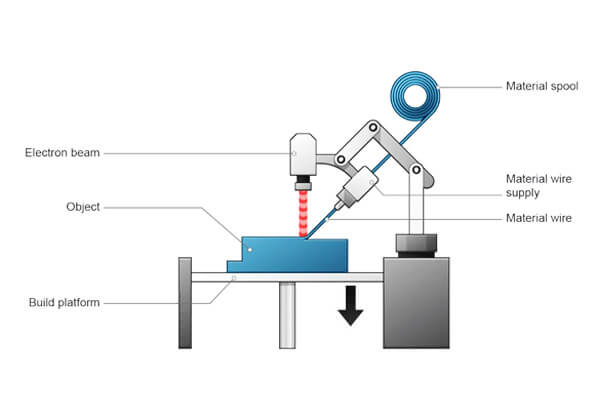
Metal Fused Deposition Modeling (Metall FDM)
Oversikt:
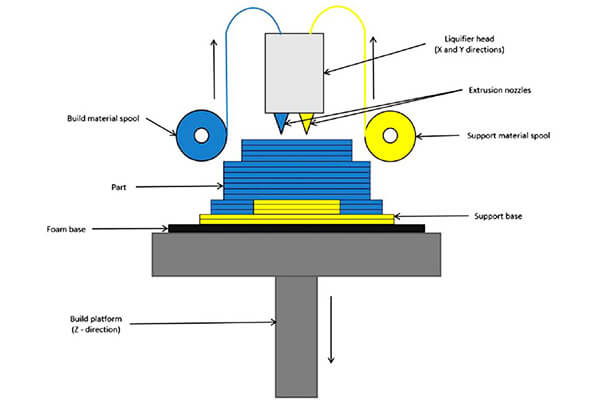
Metal FDM er en variant av den tradisjonelle Fused Deposition Modeling (Fdm) behandle, hvor metallfilamenter varmes opp og ekstruderes lag for lag for å lage 3D-deler.
Filamentene som brukes er vanligvis en kombinasjon av metallpulver og et polymerbindemiddel, som senere fjernes under etterbehandlingsstadiet.
Delene blir deretter sintret i en ovn for å smelte sammen metallpartiklene til en solid struktur.
Fordeler:
- Lavere kostnader: Ofte rimeligere enn andre 3D-utskriftsmetoder av metall, spesielt for entry-level systemer.
- Brukervennlighet: Utnytter enkelheten til FDM-teknologi, gjør den tilgjengelig for de som er kjent med plasttrykk.
Ulemper:
- Krever sintring: Delen må ettertrykkes sintret for å oppnå full tetthet, som legger til tid og kostnader.
- Lavere presisjon: Mindre presise enn fusjonsmetoder i pulverbed, krever mer etterbehandling for stramme toleranser.
Ideelle applikasjoner: Små deler, prototyping, pedagogiske formål, og applikasjoner der kostnad og brukervennlighet er mer kritisk enn høy presisjon.
4. Materialer som brukes i 3D-utskrift av metall
En av de viktigste fordelene med Metall 3D -utskrift er det brede utvalget av materialer den støtter, tilbyr unike egenskaper egnet for ulike bruksområder.
Materialene som brukes i metalladditiv produksjon er vanligvis metallpulver som selektivt smeltes lag for lag,
med hvert materiale som har distinkte fordeler avhengig av de spesifikke behovene til prosjektet.
Rustfritt stål
- Egenskaper:
Rustfritt stål er et av de vanligste materialene som brukes i metall 3D-utskrift på grunn av sin høy styrke, Korrosjonsmotstand, og allsidighet. Rustfrie stållegeringer, særlig 316L og 17-4 Ph, er mye brukt på tvers av bransjer.
-
- Styrke: Høy strekk- og avkastningsstyrke.
- Korrosjonsmotstand: Utmerket beskyttelse mot rust og flekker.
- Maskinbarhet: Enkelt bearbeidbar ettertrykk, gjør den egnet for en rekke etterbehandlingsmetoder.
Titanlegeringer (F.eks., Ti-6Al-4V)
- Egenskaper:
Titanlegeringer, særlig Ti-6Al-4V, er kjent for sine Eksepsjonell styrke-til-vekt-forhold, Korrosjonsmotstand, og evne til å tåle høye temperaturer.
-
- Styrke-til-vekt-forhold: Utmerkede mekaniske egenskaper med lavere tetthet.
- Ytelse med høy temperatur: Tåler høyere temperaturer enn de fleste andre metaller.
- Biokompatibilitet: Trygg for bruk i medisinske implantater på grunn av ikke-toksisitet.
Aluminiumslegeringer (F.eks., Alsi10mg)
- Egenskaper:
Aluminium er lett og tilbyr utmerket Termisk konduktivitet og Korrosjonsmotstand. Legeringer som Alsi10mg brukes ofte i 3D-utskrift på grunn av deres Høy styrke-til-vekt-forhold og God maskinbarhet.
-
- Lav tetthet: Ideell for applikasjoner som krever lette komponenter.
- Termisk konduktivitet: Høy varmeledningsevne gjør den egnet for varmeavledningsapplikasjoner.
- Overflatebehandling: Aluminiumsdeler kan lett anodiseres for å forbedre overflatens hardhet og korrosjonsbestandighet.
Kobolt-krom legeringer
- Egenskaper:
Kobolt-krom legeringer er kjent for sine høy styrke, Bruk motstand, og biokompatibilitet, som gjør dem til et populært valg for medisinske applikasjoner.
-
- Korrosjonsmotstand: Utmerket motstand mot både korrosjon og slitasje.
- Høy styrke: Spesielt nyttig for tunge industrielle applikasjoner.
- Biokompatibilitet: Kobolt-krom er ikke-reaktivt i menneskekroppen, gjør den ideell for implantater.
Nikkelbaserte legeringer (F.eks., Inconel 625, Inconel 718)
- Egenskaper:
Nikkelbaserte legeringer, slik som Inconel 625 og Inconel 718, er svært motstandsdyktige mot oksidasjon og høy temperatur korrosjon.
Disse legeringene gir overlegen ytelse i ekstreme miljøer med temperatur, trykk, og korrosjonsmotstand er kritisk.
-
- Høy temperatur styrke: Tåler ekstrem varme uten å miste styrke.
- Korrosjonsmotstand: Spesielt mot svært korrosive miljøer som sjøvann eller sure medier.
- Utmattelsesmotstand: Høy utmattelsesstyrke og motstand mot termisk sykling.
Edelmetaller (F.eks., Gull, Sølv, Platinum)
- Egenskaper:
Edelmetaller, slik som gull, sølv, og platina, brukes til applikasjoner hvor høy estetisk verdi og Korrosjonsmotstand er påkrevd.
-
- Estetisk kvalitet: Ideell for smykker og luksusartikler.
- Konduktivitet: Høy elektrisk ledningsevne gjør dem egnet for elektriske komponenter med høy presisjon.
- Korrosjonsmotstand: Utmerket motstand mot anløp og korrosjon.
5. Metall 3D-utskriftsprosess
Metall 3D-utskriftsprosessen involverer vanligvis flere nøkkeltrinn:
- Skritt 1: Design med CAD-programvare og filforberedelse:
-
- Ingeniører og designere bruker datastøttet design (CAD) programvare for å lage en 3D-modell av delen.
Filen klargjøres deretter for 3D-printing, inkludert orientering, støttekonstruksjoner, og skjære i lag.
Avansert CAD-programvare, som Autodesk Fusion 360, gjør det mulig for designere å lage komplekse geometrier og optimalisere designet for 3D-utskrift.
- Ingeniører og designere bruker datastøttet design (CAD) programvare for å lage en 3D-modell av delen.
- Skritt 2: Skjæring og parameterinnstilling:
-
- 3D-modellen er delt i tynne lag, og parametere som lagtykkelse, laserkraft, og skannehastighet er innstilt.
Disse innstillingene er avgjørende for å oppnå ønsket kvalitet og egenskaper til sluttdelen.
Programvare for skjæring, som Materialize Magics, hjelper med å optimalisere disse parameterne for de beste resultatene.
- 3D-modellen er delt i tynne lag, og parametere som lagtykkelse, laserkraft, og skannehastighet er innstilt.
- Skritt 3: Utskriftsprosess:
-
- 3D-printeren avsetter eller smelter sammen metallet lag for lag, følge de angitte parameterne. Dette trinnet kan ta timer eller til og med dager, avhengig av kompleksiteten og størrelsen på delen.
Under utskriftsprosessen, skriveren overvåker og justerer parametrene kontinuerlig for å sikre jevn kvalitet.
- 3D-printeren avsetter eller smelter sammen metallet lag for lag, følge de angitte parameterne. Dette trinnet kan ta timer eller til og med dager, avhengig av kompleksiteten og størrelsen på delen.
- Skritt 4: Etterbehandling:
-
- Etter utskrift, delen kan kreve etterbehandlingstrinn som varmebehandling, overflatebehandling, og fjerning av støttekonstruksjoner.
Varmebehandling, for eksempel, kan forbedre de mekaniske egenskapene til delen, mens overflatebehandlingsteknikker som sandblåsing og polering kan forbedre overflatekvaliteten.
Kvalitetskontroll er avgjørende i hvert trinn for å sikre at delen oppfyller de nødvendige spesifikasjonene.
- Etter utskrift, delen kan kreve etterbehandlingstrinn som varmebehandling, overflatebehandling, og fjerning av støttekonstruksjoner.
6. Fordeler med metall 3D-utskrift
Metall 3D-utskrift gir flere fordeler i forhold til tradisjonelle produksjonsmetoder:
Design frihet:
- Komplekse geometrier, interne kanaler, og gitterstrukturer kan lages, muliggjør innovative design som tidligere var umulige.
For eksempel, evnen til å lage hul, lette strukturer med interne kjølekanaler er en spillskifter innen romfart og bilteknikk.
Rask prototyping:
- Rask iterasjon og testing av design, redusere utviklingstid og kostnader.
Med metall 3D-printing, prototyper kan produseres i løpet av få dager, gir rask tilbakemelding og designforbedringer.
Materiell effektivitet:
- Minimalt avfall, da kun materialet som trengs for delen brukes, i motsetning til subtraktiv produksjon, som kan føre til betydelige materielle tap.
Dette er spesielt gunstig for dyre materialer som titan og edle metaller.
Lettvekt:
- Gitterstrukturer og optimaliserte design kan redusere vekten av deler, som er spesielt gunstig i romfart og bilapplikasjoner.
For eksempel, Boeing har brukt 3D-utskrift av metall for å redusere vekten av flykomponenter, fører til betydelige drivstoffbesparelser.
Tilpasning:
- Skreddersydde løsninger for lavvolum eller engangsproduksjon, tillater personlige og unike produkter.
Skreddersydde medisinske implantater, for eksempel, kan utformes for å passe til en pasients spesifikke anatomi, forbedre utfall og restitusjonstid.
7. Utfordringer og begrensninger
Mens metall 3D-utskrift gir mange fordeler, det kommer også med sitt eget sett med utfordringer:
Høy første investering:
- Kostnaden for 3D-skrivere av metall, materialer, og etterbehandlingsutstyr kan være betydelig.
For eksempel, en high-end metall 3D-skriver kan koste oppover $1 million, og materialene kan være flere ganger dyrere enn de som brukes i tradisjonell produksjon.
Begrenset byggestørrelse:
- Mange 3D-skrivere av metall har mindre byggevolum, begrense størrelsen på deler som kan produseres.
Imidlertid, nye teknologier dukker opp som tillater større byggestørrelser, utvide spekteret av mulige bruksområder.
Overflatebehandling:
- Deler kan kreve ytterligere etterbehandling for å oppnå ønsket overflatefinish, legge til den totale kostnaden og tiden.
Teknikker som kjemisk etsing og elektropolering kan bidra til å forbedre overflatekvaliteten, men de legger til ekstra trinn i produksjonsprosessen.
Materiell tilgjengelighet:
- Ikke alle metaller og legeringer er egnet for 3D-utskrift, og noen kan være vanskelige å få tak i eller dyre.
Tilgjengeligheten av spesialiserte materialer, som høytemperaturlegeringer, kan begrenses, påvirker gjennomførbarheten til visse prosjekter.
Ferdighet og trening:
- Operatører og designere trenger spesialisert opplæring for å effektivt bruke 3D-utskriftsteknologi av metall.
Læringskurven kan være bratt, og behovet for dyktig personell kan være en barriere for adopsjon, spesielt for små og mellomstore bedrifter.
8. Anvendelser av metall 3D-utskrift
Metall 3D-utskrift finner applikasjoner på tvers av et bredt spekter av bransjer:
Luftfart:
- Lett, komplekse komponenter for fly og satellitter, redusere vekt og forbedre ytelsen.
For eksempel, Airbus har brukt 3D-utskrift av metall for å produsere lette braketter og drivstoffdyser, resulterer i betydelige vektbesparelser og forbedret drivstoffeffektivitet.
Bil:
- Tilpassede deler og ytelsesdeler for motorsport, prototyping, og produksjon, forbedre kjøretøyytelsen og effektiviteten.
BMW, for eksempel, bruker 3D-utskrift av metall for å produsere tilpassede deler til sine høyytelseskjøretøyer, som i8 Roadster.

Medisinsk:
- Implantater, proteser, og dentalapplikasjoner tilbyr presise geometrier og biokompatibilitet.
Stryker, et ledende medisinsk teknologiselskap, bruker 3D-utskrift av metall for å produsere tilpassede spinalimplantater, forbedre pasientresultatene og redusere restitusjonstiden.
Energi:
- Varmevekslere, turbiner, og kraftgenereringskomponenter forbedrer effektiviteten og holdbarheten.
Siemens, for eksempel, har brukt 3D-printing av metall for å produsere gassturbinblader, som tåler høyere temperaturer og trykk, fører til økt effektivitet og reduserte utslipp.
Verktøy og støpeformer:
- Rask verktøy med konforme kjølekanaler, redusere syklustider og forbedre kvaliteten på delene.
Konforme kjølekanaler, som følger formen på formen, kan redusere kjøletiden betydelig og forbedre kvaliteten på sluttproduktet.
Forbruksvarer:
- High-end smykker, tilpassede klokker, og elektroniske kabinetter muliggjør unike og personlig tilpassede produkter.
Selskaper som HP og 3DEO bruker 3D-utskrift av metall for å produsere høy kvalitet, skreddersydde forbruksvarer, som luksusklokker og elektroniske etuier.
9. Metall 3D-utskrift vs. Tradisjonell produksjon
Når man sammenligner 3D-utskrift av metall med tradisjonelle produksjonsmetoder, flere faktorer spiller inn:
Hastighet og effektivitet:
- 3D-utskrift utmerker seg i rask prototyping og lavvolumproduksjon, mens tradisjonelle metoder er mer effektive for høyvolumsproduksjon.
For eksempel, 3D-utskrift kan produsere en prototype på noen få dager, mens tradisjonelle metoder kan ta uker.
Kostnadssammenligning:
- For lavvolum eller tilpassede deler, 3D-utskrift kan være mer kostnadseffektivt på grunn av reduserte oppsett- og verktøykostnader.
Imidlertid, for høyvolumsproduksjon, tradisjonelle metoder kan fortsatt være mer økonomiske. Nullpunktspunktet varierer avhengig av den spesifikke applikasjonen og kompleksiteten til delen.
Kompleksitet:
- 3D-utskrift muliggjør fremstilling av intrikate geometrier og interne funksjoner som er umulige med konvensjonelle metoder, åpne opp for nye designmuligheter.
Dette er spesielt verdifullt i bransjer der vektreduksjon og ytelsesoptimalisering er avgjørende, som romfart og bil.
Her er en sammenligningstabell som oppsummerer de viktigste forskjellene mellom 3D-utskrift av metall og Tradisjonell produksjon:
| Trekk | 3D-utskrift av metall | Tradisjonell produksjon |
|---|---|---|
| Ledetid | Raskere for prototyping, lavvolumsproduksjon. | Lengre oppsetttider på grunn av verktøy og former. |
| Produksjonshastighet | Langsommere for høyvolumsproduksjon. Ideell for lavt volum, tilpassede deler. | Raskere for masseproduksjon, Spesielt for enkle deler. |
| Design kompleksitet | Kan enkelt lage komplekse geometrier. | Begrenset av verktøybegrensninger; komplekse design trenger ekstra trinn. |
| Tilpasning | Ideell for engangsdeler eller tilpassede deler. | Tilpasning er dyrere på grunn av verktøyendringer. |
| Materiell tilgjengelighet | Begrenset til vanlige metaller (rustfritt stål, Titan, etc.). | Bredt utvalg av metaller og legeringer tilgjengelig for en rekke bruksområder. |
| Materialytelse | Noe lavere materialstyrke og jevnhet. | Overlegen styrke og mer konsistente materialegenskaper. |
| Innledende investering | Høy startkostnad på grunn av dyre 3D-printere og metallpulver. | Lavere startinvestering for grunnleggende oppsett. |
| Kostnad per enhet | Høy for høyvolumproduksjon; kostnadseffektiv for små opplag. | Lavere for masseproduksjon, spesielt med enkle design. |
| Styrke & Varighet | Egnet for mange bruksområder; kan kreve etterbehandling for økt styrke. | Typisk høyere styrke, Spesielt for høyytelseslegeringer. |
| Overflatebehandling | Krever etterbehandling for jevn finish. | Vanligvis bedre overflatebehandling for enkle design. |
| Etterbehandling | Nødvendig for forbedrede mekaniske egenskaper, og overflatebehandling. | Vanligvis minimal etterbehandling med mindre komplekse eller høypresisjonskrav. |
| Materiell avfall | Minimalt materialavfall på grunn av additiv natur. | Høyere materialavfall i enkelte metoder (F.eks., maskinering). |
| Ideell for | Lavt volum, tilpassede deler, komplekse geometrier, prototyping. | Høyt volum, enkle deler, konsistente materialegenskaper. |
| Applikasjoner | Luftfart, Medisinske implantater, bil (lavt volum, komplekse deler). | Bil, tungt maskiner, Industrielle deler (høyt volum, storskala produksjon). |
10. Konklusjon
Metall 3D-utskrift står i forkant av produksjonsinnovasjon, tilbyr unike fordeler som designfrihet, Rask prototyping, og materiell effektivitet.
Mens den står overfor utfordringer som høye kostnader og materielle begrensninger, dets transformasjonspotensiale på tvers av bransjer er ubestridelig.
Enten du er i romfart, bil, eller forbruksvarer,
å utforske hvordan metall 3D-utskrift kan passe dine spesifikke behov, kan bare være nøkkelen til å låse opp nye muligheter innen produktutvikling og produksjon.
DETTE gir 3D-utskriftstjenester. Hvis du har behov for 3D-utskrift, Ta gjerne Kontakt oss.

