
1. Hva er knurling?
Knurling er en spesialisert metalloverflatebehandling som tilfører både funksjonalitet og stil.
Ved å prege eller innprente intrikat, ujevne mønstre på metalloverflaten, Knurling forbedrer ikke bare visuell appell, men forbedrer også grep og glidemotstand betydelig.

Denne prosessen er mye brukt i bransjer som krever et fast grep, som bil og produksjon.
Vanligvis, Knurling innebærer å bruke knurlinghjul, kuttere, eller knurlingsmaskiner for å trykke eller kutte mønstre i metallet.
Trykket som utøves på metallet får det til å deformere plastisk, danner et permanent mønster som er både funksjonelt og dekorativt.
Knurling er spesielt verdifull for verktøyhåndtak og mekaniske deler, Forbedre både utseende og håndteringskomfort.
2. Hånd vs. Maskinknurling
Håndknurling
Håndknurrende er en tradisjonell, Manuell tilnærming som krever at en operatør skal bruke mønstre med håndholdte verktøy.
Denne metoden, mens tregere, Gir et nivå av tilpasning og kontroll som er gunstig for spesifikke applikasjoner.

Fordeler
- Presisjonskontroll: Erfarne operatører kan nøyaktig kontrollere mønsterdannelse, Justere trykk og bevegelse basert på krav til arbeidsstykk.
For eksempel, Små eller delikate deler drar nytte av en dyktig hånd, Som operatører kan bruke akkurat nok kraft til å lage rene mønstre uten å skade arbeidsstykket. - Fleksibilitet: Håndknurling er ideell for engangs- eller småbatchproduksjon.
For eksempel, Å lage skreddersydde deler med unike knurlingsmønstre er grei, Tillater raske justeringer eller eksperimentering.
Ulemper
- Arbeidskrevende: Håndknurling er fysisk krevende, spesielt for større deler eller når du knurrer i høyere volum.
- Lavere produksjonshastighet: Sammenlignet med maskinknurling, Manuell knurling er tidkrevende og mindre effektiv for masseproduksjon, som kan øke kostnadene i storstilt operasjoner.
Maskinknurling
Machine Knurling bruker spesialisert, Automatiserte maskiner for å prege mønstre, gjør det ideelt for produksjon med høyt volum.

Fordeler
- Høy hastighet og effektivitet: Maskiner kan produsere knurrede mønstre langt raskere enn manuelle metoder.
En automatisert knurlingsmaskin, for eksempel, kan produsere hundrevis av deler i timen, Mens håndknurling kanskje klarer bare noen få dusin i samme tidsramme. - Konsistente resultater: Maskiner leverer ensartede mønstre, som er essensielt i bransjer som krever presisjon, for eksempel bil eller romfart.
Ulemper
- Opprinnelig oppsett kompleksitet: Å sette opp knurlingsmaskiner tar tid og krever spesifikk kunnskap.
Operatører må justere hastigheten, trykk, og justering for å oppnå de beste resultatene, som kan være en læringskurve. - Redusert fleksibilitet for små jobber: Maskinknurling er mindre tilpasningsdyktig for tilpassede eller unike mønstre, Gjør håndknurring mer egnet for unike eller eksperimentelle design.
3. Knurlingprosessen trinn
Knurling forvandler overflater ved å prege konkav-konvekse mønstre, Forbedre grep og estetikk.
Prosessen er tilpasningsdyktig og utført ved hjelp av enten manuelle verktøy eller mekanisk utstyr. Her er de typiske trinnene som er involvert i knurling:

- Velg Knurling Tool
Velg et passende knurlinghjul basert på ønsket mønster (rett, Diagonal, eller tverrslang) og arbeidsstykkets materiale.
Generelt, Høyhastighetsstål- eller karbidhjul er å foretrekke for holdbarhet og slitasje motstand. - Forbered arbeidsstykket
Sikre arbeidsstykket på en dreiebenk eller knurlingsmaskin for å forhindre forskyvning under knurlingsprosessen. Riktig oppsett minimerer risikoen for uoverensstemmelser i mønsteret. - Sett knurlingparametere
Juster dreiebenkens rotasjonshastighet og fôrhastighet i henhold til arbeidsstykkets diameter og knurlinghjulspesifikasjoner.
Nedre hastigheter forbedrer vanligvis knurlingskvaliteten ved å forhindre glidning. - Starter knurling
Start dreiebenken eller knurlingsmaskinen, Gå gradvis med hjulet i kontakt med arbeidsstykket.
Påfør tilstrekkelig trykk slik at knurlinghjulet effektivt kan innprente overflaten. - Overvåke prosessen
Kontroller knurlingsprosessen regelmessig for stabilitet og mønsternøyaktighet. Juster trykk eller fôrhastighet etter behov for å sikre en kvalitetsbehandling. - Komplett knurling
Stopp knurlinghjulet når ønsket lengde eller dybde oppnås. Inspiser mønsteret for ensartethet og fullstendighet. - Etterbehandling
Rengjør arbeidsstykkets overflate, fjerne eventuelt rusk. DEBURRING kan være nødvendig for forbedret berøring og utseende.
4. Knurl Cutting vs. Knurl -forming
I knurling, Det er to hovedmetoder: Knurl skjæring og Knurl -forming.
- Knurl skjæring: I denne metoden, Mønsteret er skapt ved fysisk å fjerne materiale fra arbeidsstykket, som reduserer diameteren litt.
Dette er nyttig når en mindre diameter er akseptabel eller nødvendig, for eksempel i noen festemidler og mekaniske deler. - Knurl -forming: Denne tilnærmingen komprimerer metalloverflaten for å skape et mønster, Opprettholde den opprinnelige diameteren.
Det er ideelt når det er viktig når det å bevare eksakte dimensjoner, som i deler som krever streng dimensjonal nøyaktighet.
5. Typer knurl mønstre
Knurl -mønstre er avgjørende for å styrke grepet og estetisk appell av forskjellige deler, for eksempel håndtak, knotter, og kontrollspaker.
Hver type Knurl -mønster har sine unike egenskaper og er egnet for forskjellige applikasjoner.
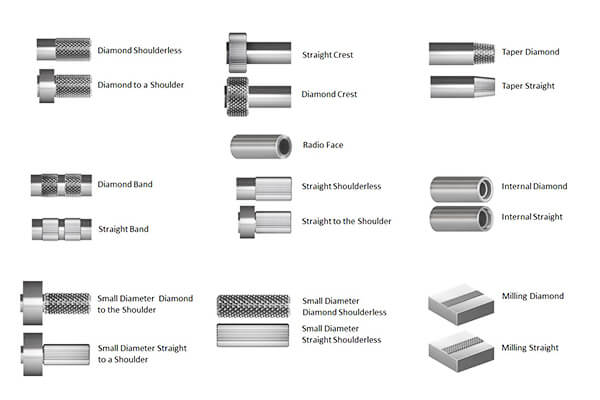
Her er et detaljert blikk på hovedtypene av Knurl -mønstre, beriket med data og jevnere overganger:
Rett knurling
- Beskrivelse: Rette linjer som løper parallelt med delen av delen.
- Utseende: Enkel, lineære spor som går langs delen på delen.
- Søknad: Ofte brukt på sylindriske deler som håndtak, grep, og sjakter.
- Fordeler:
-
- Enkel maskinering: Rett knurling er grei å produsere og krever minimalt oppsett, gjør det til et populært valg for produksjon med høyt volum.
- Rent utseende: Det gir et rent og greit utseende, som ofte er foretrukket i industrielle omgivelser.
- Ulemper:
-
- Grep: Mens det forbedrer grepet, Det tilbyr kanskje ikke så mye trekkraft som andre mønstre, Spesielt under våte eller fete forhold.
- Data: Rett knurling kan øke overflaten med opp til 20%, Forbedre grep uten å legge til betydelig vekt.
Demon
- Beskrivelse: Linjer som løper diagonalt over overflaten av delen.
- Utseende: Vinklede riller som danner et sildebein eller krysshatchmønster.
- Søknad: Brukes på både sylindriske og flate overflater, spesielt i håndtak og kontrollspaker.
- Fordeler:
-
- Forbedret grep: Det diagonale mønsteret gir bedre trekkraft og et sikrere grep, redusere risikoen for glidning.
- Estetisk appell: Det tilfører et mer dynamisk og strukturert utseende til delen, gjør det visuelt tiltalende.
- Ulemper:
-
- Kompleksitet: Diagonal knurling er litt mer sammensatt for maskinen sammenlignet med rett knurling, Krever mer presis verktøy.
- Data: Diagonal knurling kan øke overflaten med opp til 30%, Forbedre grep og holdbarhet betydelig.
Diamant knurling
- Beskrivelse: Et mønster av kryssende diagonale linjer som danner en diamantform.
- Utseende: Et rutenett med diamantformede spor.
- Søknad: Mye brukt på knotter, håndtak, og kontrollspaker i forskjellige bransjer, inkludert bil, luftfart, og forbruksvarer.
- Fordeler:
-
- Beste grep: Diamond Knurling gir det sikreste grepet på grunn av de flere kontaktpunktene, gjør det ideelt for høy-dreiemessig applikasjoner.
- Høy synlighet: Det er svært gjenkjennelig og legger til et profesjonelt utseende, ofte sett i avanserte produkter.
- Ulemper:
-
- Kompleksitet: Det er mer sammensatt å maskinere og kan være dyrere, Krever spesialiserte verktøy og dyktige operatører.
- Overflatestruktur: Den grovere tekstur er kanskje ikke egnet for alle applikasjoner, spesielt de som krever en jevnere følelse.
- Data: Diamantknurling kan øke overflaten med opp til 40%, Tilbyr det høyeste nivået av grep og holdbarhet blant alle Knurl -mønstre.
Kryss knurling
- Beskrivelse: To sett med rette linjer som krysser i rette vinkler.
- Utseende: Et rutenett med vinkelrett spor.
- Søknad: Brukes på håndtak og grep der det er nødvendig med et veldig sikkert grep, for eksempel i tunge maskiner og verktøy.
- Fordeler:
-
- Utmerket grep: Cross Knurling gir et veldig sikkert og stabilt grep, gjør det ideelt for applikasjoner der sikkerhet er viktig.
- Varighet: Det er svært holdbart og motstandsdyktig å ha på seg, sikre langvarig ytelse.
- Ulemper:
-
- Kompleksitet: Det er mer tidkrevende for maskinen og kan kreve mer dyktighet, øker produksjonskostnadene.
- Overflatestruktur: Den grovere tekstur kan være mindre behagelig å håndtere over lengre perioder.
- Data: Kryssknurling kan øke overflaten med opp til 35%, gir en balanse mellom grep og komfort.
Spiralformet knurling
- Beskrivelse: Spirallinjer som følger omkretsen av delen.
- Utseende: Kontinuerlige spiralspor som vikler seg rundt delen.
- Søknad: Brukt på sylindriske deler der det er ønsket et unikt grep, slik som i ergonomiske håndtak og spesialiserte verktøy.
- Fordeler:
-
- Særegent utseende: Helical Knurling gir et særegent og estetisk behagelig utseende, gjør det til et populært valg for premiumprodukter.
- Jevn overgang: Den kontinuerlige spiralen kan gi en jevnere overgang for hånden, redusere tretthet under langvarig bruk.
- Ulemper:
-
- Kompleksitet: Det er mer sammensatt for maskinen og kan kreve spesialiserte verktøy, øker produksjonskostnadene.
- Begrenset søknad: Det er ikke så vanlig som andre mønstre og er kanskje ikke egnet for alle deler.
- Data: Spiralisk knurling kan øke overflaten med opp til 25%, Tilbyr en god balanse mellom grep og estetikk.
Konsentrisk knurling
- Beskrivelse: Sirkulære linjer som løper rundt omkretsen av delen.
- Utseende: Konsentriske sirkler eller ringer.
- Søknad: Brukt på sylindriske deler, spesielt i dekorative eller estetiske applikasjoner, for eksempel smykker og high-end forbrukerprodukter.
- Fordeler:
-
- Estetisk appell: Det gir et rent og elegant utseende, Forbedre den visuelle appellen til delen.
- Glatt grep: Det kan gi et jevnt og jevnt grep, gjør det egnet for applikasjoner der det kreves en mild berøring.
- Ulemper:
-
- Grep: Mens det forbedrer grepet, det gir kanskje ikke så mye trekkraft som andre mønstre, Spesielt under våte eller fete forhold.
- Kompleksitet: Det krever presis maskinering for å opprettholde det konsentriske mønsteret, øker produksjonskostnadene.
- Data: Konsentrisk knurling kan øke overflaten med opp til 20%, Tilbyr en balanse mellom estetikk og funksjonalitet.
Tilpasset knurling
- Beskrivelse: Unike mønstre designet for å oppfylle spesifikke krav.
- Utseende: Kan variere mye, fra enkle til svært intrikate design.
- Søknad: Brukt i spesialiserte applikasjoner der standardmønstre ikke oppfyller behovene, for eksempel i tilpassede verktøy og kunstneriske stykker.
- Fordeler:
-
- Tilpasning: Tilpasset knurling kan tilpasses spesifikke funksjonelle eller estetiske krav, gjør det svært allsidig.
- Unik identifikasjon: Det hjelper med å identifisere spesifikke deler eller produkter, som er nyttig i produksjons- og monteringsprosesser.
- Ulemper:
-
- Kompleksitet: Det krever mer tid og dyktighet til design og maskin, øker produksjonskostnadene.
- Koste: Tilpasset knurling kan være dyrere på grunn av mønsterets unike natur.
- Data: Tilpasset knurling kan øke overflaten med opp til 50%, Avhengig av design, Tilbyr enestående tilpasning og funksjonalitet.
6. Typer knurlingverktøyholdere
Knurlingverktøyholdere er enheter som brukes til å fikse knurlingverktøy under mekanisk prosessering for knurlingoperasjoner.
Knurling er en metallbehandlingsteknikk som brukes til å danne små diamantformede åsmønstre på overflaten av et arbeidsstykke for å øke grep eller dekorasjon.
Utformingen og typen knurlingverktøyholdere påvirker direkte effektiviteten og kvaliteten på knurlingoperasjonen.
I følge den hentede informasjonen, Knurlingverktøyholdere kan deles inn i følgende typer:
- Fast knurling verktøyholder:
Denne typen verktøyholder er koblet til dreiebenken og har et fast skjærehode for å fikse knurlinghjulet på plass, som er egnet for standard knurlingoperasjoner. - Flytende knurlingverktøyholder:
Denne selvsentrerende knurlingverktøyholderen har et knurlinghode som roterer i en viss vinkel og kan automatisk justere seg for å sikre at begge hjulene bruker like trykk,
som er egnet for knurlingarbeid som krever høyere presisjon. - Multi-head knurling verktøyholder:
Dette er en verktøyholder med flere uavhengige knurlinghjul. Knurlinghodet kan roteres og låses med sidebolter, tillater bruk av forskjellige knurlingsmønstre,
som passer for produksjonsmiljøer med høy effektivitet. - Knurlinghjul:
Selv om ikke verktøyholderen selv, Knurlinghjulet er den delen som forlater knurlingsmønsteret på arbeidsstykket og kan byttes ut etter behov for å oppfylle forskjellige knurlingskrav.
7. Ekspert tips for vellykket knurling
Å mestre ferdigheten til å knurre, Tenk på følgende trinn basert på informasjonen som er samlet inn fra websøk:
- Forstå det grunnleggende om knurling: Gjør deg kjent med prosessen med å knurre, som innebærer å lage et strukturert mønster på overflaten av et objekt, Vanligvis for forbedret grep.
Forstå de forskjellige typer knurls, slik som rett, kryss, og diagonal, og søknadene deres. - Lær om knurlingverktøy: Få kunnskap om de forskjellige tilgjengelige knurlingverktøyene, inkludert enkeltpunkt, dobbeltpunkt, og multi-punkts knurlingverktøy.
Hver type er designet for spesifikke mønstre og materialer. - Øv på forskjellige materialer: Knurling kan utføres på en rekke materialer, inkludert metaller som stål, messing, aluminium, og plast.
Øv på forskjellige materialer for å bli flink til å tilpasse teknikken din til materialet.

- Start med enkle prosjekter: Begynn med grunnleggende prosjekter for å bygge selvtillit og kjennskap til knurlingsprosessen.
Når du får erfaring, Gå videre til mer komplekse prosjekter som krever fin kontroll og oppmerksomhet på detaljer. - Delta på workshops eller klasser: Vurder å delta på workshops eller klasser som er undervist av erfarne fagpersoner.
Hands-on Learning kan gi verdifull innsikt og umiddelbar tilbakemelding på teknikkene dine. - Studer online ressurser og videoer: Bruk online ressurser, Videoer, og fora der erfarne maskinister deler sin kompetanse.
Å se demonstrasjoner kan hjelpe deg med å forstå riktige teknikker og unngå vanlige feil. - Oppretthold verktøyene dine: Hold knurlingverktøyene dine skarpe og rene for å oppnå konsistente resultater. Regelmessig vedlikehold av verktøyene og utstyret ditt er viktig for kvalitet og sikkerhet.
- Fokus på teknikk og sikkerhet: Vær nøye med teknikken din for å sikre jevn trykkfordeling og klare mønstre.
Følg alltid sikkerhetsprotokoller når du bruker maskinverktøy og håndverktøy for å forhindre ulykker.
8. Nye teknologier i knurlingprosess
De nye teknologiene i knurlingsprosessen i industrielle applikasjoner fokuserer hovedsakelig på å forbedre prosesseringseffektiviteten, presisjon, og muligheten til å bruke et bredere spekter av materialer.
Her er noen nyere utviklingstrender og teknologiske høydepunkter:
Intelligens og automatisering:
Med utvikling av kunstig intelligens og stordatateknologi, Knurlingutstyr blir mer intelligent.
Dette betyr at programmering, behandling, og deteksjonsprosesser vil bli automatisert, Forbedre produksjonseffektivitet og kvalitetsstabilitet.
Høy effektivitet og stabil prosesseringshastighet:
Avanserte numeriske kontrollsystemer gjør det mulig, Noe som er spesielt viktig for storstilt produksjon.
Fleksible og mangfoldige prosesseringsformer:
Numerisk kontroll dreiebenk Knurling programmering kan realisere knurlingbehandling av forskjellige komplekse former, slik som rette linjer, kurver, buer, etc., som gir mer frihet for produktdesign.
Presis prosesseringspresisjon:
Ved hjelp av numeriske kontrollsystemer med høyt presisjon og presise knurlingverktøy, Knurlingprosessen kan oppnå prosesseringspresisjon på mikronnivå, Noe som er avgjørende for å forbedre produktkvaliteten og ytelsen.
Utvidelse i materialvitenskap:
Knurlingsteknologi er ikke lenger begrenset til tradisjonelle metallmaterialer, men har begynt å utvide seg til nye materialfelt som komposittmaterialer og keramikk.
Dette krever knurlingutstyr og prosesser for å kunne tilpasse seg behandlingskravene til forskjellige materialer.
Grenseoverskridende integrasjon og innovasjon:
Integrering av knurlingsprosessen med andre teknologier, for eksempel 3D -utskrift og tingenes internett,
vil bringe mer innovative produkter og applikasjoner, Fremme transformasjon og oppgradering av produksjonsindustrien.
Enkeltkrystall diamantrullebrenning verktøy:
Enkrystall diamantrullebrente verktøy er spesielle verktøy for å brenne høyhardhetsmaterialer.
De kan behandles med et lite kontaktområde, er egnet for å behandle ekstremt liten diameter og tynnveggede arbeidsstykker, og forbedre prosesseringseffektiviteten og overflatekvaliteten.
Numerisk kontroll dreiebenk knurling programmering:
Teknologien til numerisk kontroll dreiebenk knurling programmering gir mulighet for knurlingbehandling av komplekse former og kan oppnå høy presisjon og høy effektivitet under forskjellige behandlingsforhold.
Bruken av denne teknologien er utvidet til flere industrifelt.
9. Konklusjon
Knurlingprosessen er en kompleks prosess som involverer flere teknikker og driftsmetoder.
Enten det er håndknurrende eller maskinknurrende, Hver har sine unike driftstrinn, Gjeldende scenarier, og utfordringer.
Når det gjelder dannelsen av knurlingsmønstre, Knurl Cutting og Knurl -forming har henholdsvis sine egenskaper, Og forskjellige typer knurlingverktøyholdere gir også forskjellige alternativer for knurlingoperasjoner.
Med den kontinuerlige fremveksten av nye teknologier, Knurlingprosessen forventes kontinuerlig forbedret når det gjelder effektivitet, presisjon, og mønstermangfold.
Viktigheten av denne prosessen i flere felt kan ikke ignoreres.
Å mestre alle aspekter av knurlingsprosessen, inkludert å forstå forskjellige typer knurling, Etter de riktige driftstrinnene, og dra nytte av nye teknologier.
Det er av avgjørende betydning for å oppnå produktbehandling og innovasjon av høy kvalitet i produksjon og andre relaterte næringer.
Hvis du har behov for behandling av knurlingverktøy, Ta gjerne Kontakt oss.
Artikkelreferanse: https://at-machining.com/knurling-tools-and-techniques/

