
1. Introduksjon
Blant de viktigste stadiene i CNC-maskinering er grovbearbeiding og etterbehandling, to prosesser som jobber sammen for å sikre både funksjonell og estetisk kvalitet på sluttdelen.
Grovarbeid fokuserer på å fjerne store mengder materiale raskt, mens etterbehandling foredler delens overflate og sikrer at den oppfyller stramme toleranser.
Disse stadiene er avgjørende for å oppnå de ønskede resultatene og optimalisere bearbeidingstid og kostnader.
I dette innlegget, vi vil bryte ned de distinkte rollene til CNC-groving og etterbehandling, utforske verktøyene og parameterne som er involvert, og gi praktisk innsikt i hvordan du kan optimalisere hvert trinn.
2. Hva er CNC grovbearbeiding?
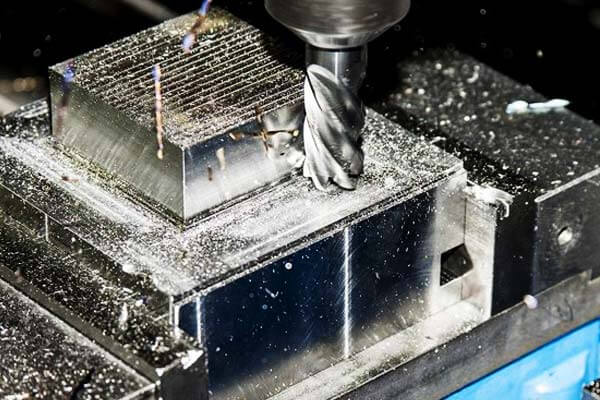
CNC grovbearbeiding er det første trinnet i maskineringsprosessen, designet for å fjerne en stor del av materiale fra et arbeidsstykke.
Målet er å oppnå den omtrentlige formen til den siste delen uten å bekymre deg for mye om overflatefinish eller stramme toleranser.
Det er en aggressiv, fase for fjerning av høyvolum som forbereder arbeidsstykket for det mer presise etterbehandlingsstadiet.
Prosessoversikt:
- Oppsett: Arbeidsstykket er sikkert klemt til CNC-maskinen.
Verktøybaner er planlagt for å maksimere materialfjerning, og et skjæreverktøy velges basert på materialtype og grovbearbeidingsbehov. - Materiell fjerning: Grovbearbeiding kutter en stor del av materialet bort, ved bruk av høyere hastigheter, større skjæredybder, og raskere matehastigheter sammenlignet med etterbehandling.
Vanligvis, grove kutt etterlater en grov, ujevn overflate. - Innledende forming: På dette stadiet, materialet formes nærmere ønsket geometri, men fokus er på hastighet, ikke detalj.
Verktøy som brukes:
- End Mills: Disse verktøyene brukes vanligvis til både grovbearbeiding og etterbehandling. For groving, større verktøy brukes for å fjerne materiale raskt.
- Grovkuttere: Spesialdesignet verktøy for aggressiv skjæring, ofte med flere tenner for å minimere skjærekrefter og tillate større materialfjerning.
Parametere som skal kontrolleres:
- Fart: For groving, skjærehastigheter er vanligvis satt høyt for å fjerne store mengder materiale raskt.
En typisk hastighet kan være i området 2,000 til 5,000 Rpm, avhengig av materialtype og kutterstørrelse. - Fôrhastighet: Høyere matehastigheter (alt fra 0.02 til 0.5 mm/tann) sikre raskere materialfjerning.
- Kuttdybde: Grovbearbeiding innebærer dypere kutt (opp til 1 til 2 mm eller mer per pass) sammenlignet med etterbehandling, slik at mer materiale kan fjernes per passering.
3. Hva er CNC-finishing?
CNC etterbehandling er det andre trinnet i maskineringsprosessen, som fokuserer på å oppnå de endelige dimensjonene, glatthet, og overflatekvaliteten til et arbeidsstykke.
I motsetning til grovarbeid, etterbehandling er en mer raffinert prosess som sikrer at delen er innenfor stramme toleranser og klar for funksjonell bruk.

Prosessoversikt:
- Overflateutjevning: Under etterbehandling, målet er å skape en jevn, jevn overflate med høy presisjon.
Verktøyet fjerner bare en liten mengde materiale i grunne, presise kutt. - Fine kutt: I motsetning til grovarbeid, etterbehandlingsprosessen bruker mindre, mer raffinerte kutt, med lavere matehastigheter og lavere skjæredybder.
Verktøy som brukes:
- Ball nese endefreser: Perfekt for etterbehandling, disse verktøyene gir jevn finish, spesielt på buede overflater eller komplekse geometrier.
- Etterbehandling Kuttere: Disse kutterne er designet for høy presisjon og er optimalisert for å gi en utmerket overflatefinish.
Viktigheten av presisjon:
Presisjonen som kreves for CNC-etterbehandling er kritisk, spesielt i bransjer som romfart, bil, og medisinsk, der komponentene må møte svært trange toleranser.
For eksempel, toleranser så tette som ±0,001 tommer (0.025 mm) er ofte påkrevd, spesielt for deler som skal gjennomgå ytterligere montering eller streng testing.
4. Fordeler med grovarbeid
Høy materialfjerningshastighet:
Den primære fordelen med CNC grovbearbeiding er dens evne til å fjerne store mengder materiale raskt.
Ved å bruke større skjæreverktøy og dypere kutt, grovbearbeiding reduserer hoveddelen av arbeidsstykket på kort tid, muliggjør raskere produksjonssykluser.
Dette er spesielt nyttig for store eller tykke deler der betydelig materialfjerning er nødvendig før du går til den mer raffinerte etterbehandlingsfasen.
Kostnadseffektiv produksjon:
Grovbearbeiding er det mest kostnadseffektive stadiet av CNC-bearbeiding, da den bruker verktøy designet for rask fjerning av materiale, som reduserer bearbeidingstid og, etter tur, kostnader.
Med høye matehastigheter og skjærehastigheter, prosessen reduserer behovet for flere, tidkrevende operasjoner senere.
Dette minimerer ikke bare den totale kostnaden per del, men forbedrer også bunnlinjen for produsenter.
Redusert verktøyslitasje for etterbehandlingsverktøy:
Ved å fjerne hovedtyngden av materialet tidlig, grovbearbeiding forhindrer overdreven slitasje på de mer delikate etterbehandlingsverktøyene.
Disse etterbehandlingsverktøyene er ofte designet for presisjon og krever fine kutt,
så å beskytte dem mot aggressiv materialfjerning reduserer frekvensen av verktøybytte og forbedrer den generelle verktøyets levetid.
Forbedret arbeidsstykkestabilitet:
Grovbearbeiding kan bidra til å stabilisere arbeidsstykket før finalen, mer intrikate etterbehandlingskutt er laget.
Ved å fjerne materiale i en kontrollert, inkrementell måte, groving sikrer at delens form er nær den endelige geometrien, reduserer sannsynligheten for deformasjon eller forskyvning under etterbehandling.
Dette er spesielt viktig i presisjonsindustrier, som romfart og bil, hvor toleransene er strenge.
Fleksibilitet med materialfjerning:
Grovbearbeiding er svært tilpasningsdyktig til forskjellige materialer, fra mykere metaller som aluminium til hardere materialer som stål og titan.
Med riktige skjæreverktøy og parametere, grovbearbeiding muliggjør effektiv fjerning av materiale fra et bredt spekter av materialer, øke allsidigheten i produksjonsoperasjoner.
5. Fordeler med etterbehandling
Høypresisjons overflatefinish:
Etterbehandlingsfasen av CNC-bearbeiding er avgjørende for å oppnå ønsket overflatefinish, spesielt når det kreves tette toleranser og høykvalitets overflateestetikk.
Etterbehandlingskutt er designet for å jevne ut grove kanter og produsere en feilfri, overflate av høy kvalitet som oppfyller de spesifikke kravene til industrien
slik som romfart, medisinsk, og bilindustrien.
- Eksempel: For romfartskomponenter, som turbinblader, etterbehandling gir jevn,
polerte overflater som oppfyller strenge aerodynamiske og spenningsmotstandskrav, sikre optimal ytelse.
Trange toleranser og dimensjonsnøyaktighet:
CNC etterbehandling spiller en viktig rolle for å oppnå stramme toleranser og høy dimensjonsnøyaktighet.
Etter at grovbearbeidingsprosessen har fjernet hoveddelen av materialet, etterbehandlingsverktøy tar over for å foredle delen,
sikre at den samsvarer med nøyaktige mål og dimensjonsspesifikasjoner.
Dette er viktig ved produksjon av komponenter som må passe perfekt sammen med andre i komplekse sammenstillinger.
- Innvirkning på toleranser: I bransjer som medisinsk utstyr eller halvlederproduksjon, selv det minste avviket kan kompromittere funksjonaliteten.
Etterbehandling bidrar til å bringe delen til innenfor toleranser på ±0,001 tommer eller bedre.
Forbedret overflateintegritet:
Etterbehandling forbedrer integriteten til materialets overflate, eliminere defekter som er igjen fra grovbearbeidingsfasen.
Prosessen fjerner mikrograder, verktøymerker, og andre ufullkommenheter som kan påvirke delens funksjon eller estetiske appell.
Dette er spesielt viktig for komponenter som er utsatt for tøffe miljøer, for eksempel i bilindustrien eller kjemisk industri,
hvor overflateintegritet er nøkkelen til ytelse og lang levetid.
- Eksempel: I bilindustrien, etterbehandling brukes til å fjerne overflatefeil på motordeler som sylinderhoder, som skal tåle høyt trykk og varme.
Prosessen sikrer at delene fungerer optimalt uten for tidlig slitasje eller svikt.
Økt holdbarhet og slitestyrke:
Etterbehandlingsprosessen involverer ofte bruk av spesifikke verktøybaner og skjærestrategier som bidrar til å forbedre holdbarheten til den siste delen.
Ved å optimalisere overflateglatthet og finishkvalitet, etterbehandling kan øke slitestyrken og delens evne til å tåle tøffe driftsforhold.
For eksempel, i høystressapplikasjoner som motorkomponenter eller kirurgiske verktøy, dette ekstra laget av raffinement bidrar til å redusere slitasje og forlenge levetiden til delen.
- Eksempel: Etterbehandlingsprosesser på medisinske titanimplantater forbedrer overflateglatthet og biokompatibilitet, redusere risikoen for korrosjon eller infeksjon.
Estetisk appell og visuell kvalitet:
For mange bruksområder, spesielt innen forbruksvarer eller arkitektoniske produkter, utseendet til den siste delen er like viktig som dens funksjonelle evner.
CNC etterbehandling kan levere et bredt spekter av overflateteksturer, fra glatt, polert finish til sateng eller matt utseende.
Dette nivået av kontroll over det estetiske resultatet gjør CNC-etterbehandling uvurderlig for produkter der visuell appell er avgjørende.
- Eksempel: I forbrukerelektronikk, som smarttelefonhus eller bærbare deksler, etterbehandling skaper en jevn,
visuelt tiltalende overflate som ikke bare ser bra ut, men som også forbedrer den generelle brukeropplevelsen ved å gi en komfortabel, elegant finish.
Økt kostnadseffektivitet over tid:
Selv om etterbehandling kan ta mer tid enn grovarbeid, det kan spare penger i det lange løp ved å redusere sannsynligheten for delfeil eller kostbare reparasjoner.
Ved å sikre at delen oppfyller alle spesifikasjoner og kvalitetskrav helt fra begynnelsen, produsenter unngår behovet for kostbar omarbeiding eller utskifting av deler.
- Eksempel: I produksjon av svært komplekse komponenter til bilmotorer,
etterbehandling sikrer at komponentene oppfyller strenge standarder, hjelper produsenter med å unngå dyre tilbakekallinger eller garantikrav.
6. CNC grovbearbeiding vs. CNC etterbehandling
CNC-maskinering er en svært presis og allsidig produksjonsprosess,
men det er avgjørende å forstå de distinkte rollene og formålene til de to hovedstadiene i prosessen: CNC grovbearbeiding og CNC etterbehandling.

Sentrale forskjeller:
Primært mål
- Grov: Hovedmålet med grovbearbeidingsfasen er å raskt fjerne store mengder materiale fra et arbeidsstykke.
Grovbearbeiding er en kraftig skjæreoperasjon som fokuserer på å forme delen til dens grunnleggende dimensjoner, etterlater seg overflødig materiale (kjent som "aksjen") som vil bli foredlet i neste trinn.
Grovverktøyet opererer med høye matehastigheter og dype kutt for å fjerne så mye materiale som mulig. - Etterbehandling: I kontrast, hensikten med etterbehandlingen er å foredle delen til dens endelige, nøyaktige dimensjoner.
Etterbehandlingsoperasjoner fokuserer på å oppnå stramme toleranser og skape jevn, overflatebehandling av høy kvalitet.
Dette stadiet bruker lettere kutt, lavere matehastigheter, og finere verktøy for å sikre at arbeidsstykket oppfyller de nødvendige standardene for nøyaktighet og estetikk.
Verktøy og skjæreparametere
- Grov: Grovverktøy er vanligvis utformet for å håndtere høye materialfjerningshastigheter og tåle påkjenningene ved å kutte store mengder materiale.
Verktøy som f.eks Grovende endefabrikker, indekserbare innlegg, og ansiktsmøller brukes til dette stadiet.
Skjæreparametere er satt for aggressiv materialfjerning, bruker ofte høyere matehastigheter, større skjæredybder, og høyere spindelhastigheter.
Imidlertid, verktøyets skjærekanter er ofte designet for å tåle slitasje fra mer omfattende materialinngrep. - Etterbehandling: Etterbehandlingsverktøy er mer spesialiserte og designet for å oppnå en jevn overflate og presise dimensjoner.
Kule endefreser, etterbehandling endefreser, eller diamantbelagte verktøy brukes vanligvis.
Kutteparametere justeres for finere, mer kontrollerte kutt, med langsommere matehastigheter og grunnere skjæredybder for å unngå å skade overflatefinishen.
Skjærekrefter
- Grov: Kuttekreftene under grovbearbeiding er generelt mye høyere på grunn av volumet av materiale som fjernes.
Disse kreftene kan forårsake betydelig verktøyslitasje og noen ganger vibrasjoner, krever nøye kontroll for å forhindre verktøyavbøyning og skravling. - Etterbehandling: Kuttekreftene ved etterbehandling er vanligvis lavere enn ved grovbearbeiding.
Fokus under etterbehandling er presisjon og overflatekvalitet, og skjærekreftene er minimert for å redusere risikoen for verktøyavbøyning eller forvrengning av delens geometri.
Overflatefinish og toleranser
- Grov: Overflatefinishen etter grovbearbeiding er generelt grov, med synlige verktøymerker og ujevne overflater.
Toleranser under grovbearbeiding er vanligvis ikke så strenge, da målet først og fremst er materialfjerning.
Den resulterende overflaten beskrives ofte som "ru lager" og trenger ytterligere foredling i etterbehandlingsstadiet. - Etterbehandling: Etter ferdigstillelse, arbeidsstykket skal ha en jevn, polert utseende med minimale verktøymerker, og overflaten skal oppfylle stramme dimensjonstoleranser.
Å oppnå en overflatefinish av høy kvalitet krever ofte spesifikke etterbehandlingsverktøy og optimerte skjæreparametere for å minimere ufullkommenheter.
Tid og effektivitet
- Grov: Grovbearbeiding er vanligvis den mest tidkrevende delen av CNC-bearbeidingsprosessen, men det er viktig for raskt å fjerne store mengder materiale.
Denne fasen er optimalisert for effektivitet, å fjerne så mye materiale som mulig på kortest tid, selv på bekostning av overflatekvaliteten. - Etterbehandling: Mens etterbehandling tar kortere tid enn grovarbeid, det er en mer delikat og presis operasjon.
Prosessen med å oppnå en overflatefinish av høy kvalitet involverer ofte flere passeringer med lette kutt for å unngå forvrengning av delens geometri eller produsere defekter.
Dette stadiet, mens det krever mer tid per pass, er avgjørende for å sikre at sluttproduktet oppfyller de nødvendige spesifikasjonene.
7. Nøkkelfaktorer for å optimalisere CNC-groving og etterbehandling
Kutte parametere:
Beste praksis innebærer å optimalisere skjærehastigheter, Fôrhastigheter, og skjæredybde basert på material- og verktøyegenskaper.
For eksempel, aluminium gir høyere skjærehastigheter sammenlignet med stål, som krever langsommere, mer bevisste kutt.
Valg av verktøy:
Å velge riktig verktøy for hver fase maksimerer verktøyets levetid og maskineringseffektivitet.
Grovbearbeiding kan ha nytte av karbidinnsatser for holdbarhet, mens etterbehandling kan bruke polerte keramiske verktøy for jevnere overflater.
Materielle hensyn:
Ulike materialer krever skreddersydde strategier; mykere metaller som aluminium støtter raskere grovbearbeiding, mens hardere metaller som titan krever forsiktige tilnærminger.
Titan, for eksempel, krever en 20-30% reduksjon i skjærehastigheter sammenlignet med aluminium.
Verktøybanestrategier:
Optimalisering av verktøybaner minimerer unødvendig bevegelse og maksimerer kutteeffektiviteten.
CAM-programvare spiller en sentral rolle i å generere effektive verktøybaner, potensielt redusere syklustidene med opptil 25%.
8. Vanlige utfordringer innen CNC-groving og etterbehandling
CNC -maskinering, samtidig svært presis og effektiv, er ikke uten sine utfordringer.
Både grovbearbeidings- og etterbehandlingstrinn presenterer unike hindringer som kan påvirke kvaliteten, effektivitet, og kostnadseffektiviteten til maskineringsprosessen.
Å møte disse utfordringene er avgjørende for å oppnå optimale resultater.
Roughing utfordringer
Verktøyslitasje:
-
- Utfordring: Aggressive skjæreparametere som brukes ved grovbearbeiding kan føre til rask verktøyslitasje, redusere verktøyets levetid og øke kostnadene.
- Løsning: Bruk slitesterkt verktøy designet for fjerning av tungt materiale, som for eksempel hardmetallskjær.
Gjennomfør regelmessige vedlikeholdskontroller og vurder å bruke belegg som TiAlN eller DLC (Diamantlignende karbon) for å forlenge verktøyets levetid med opptil 40%.
Varmeoppbygging:
-
- Utfordring: Høyhastighetsskjæring genererer betydelig varme, som kan forringe verktøyytelsen og påvirke materialintegriteten.
- Løsning: Bruk riktige påføringsmetoder for kjølevæske, slik som gjennomgående kjølevæskeleveringssystemer.
Kjølevæske sprer ikke bare varme, men forbedrer også sponevakueringen, reduserer varmeoppbygging med opptil 60%.
Vibrasjon:
-
- Utfordring: Vibrasjoner kan forårsake skravlemerker på arbeidsstykket og redusere verktøyets levetid. Det er spesielt problematisk ved dype kutt eller lange overheng.
- Løsning: Optimaliser skjæreparametere for å minimere vibrasjoner. Kortere verktøy med høyere stivhet kan hjelpe, som kan justere spindelhastighet og matehastigheter.
Bruk av balanserte verktøysammenstillinger og stabile oppsett kan redusere vibrasjonsrelaterte problemer med opptil 70%.
Chip Evakuering:
-
- Utfordring: Ineffektiv sponevakuering kan føre til ny kutting av spon, forårsaker verktøyskader og dårlig overflatefinish.
- Løsning: Velg verktøy med passende rillegeometri for effektiv sponklaring.
Bruk høytrykkskjølevæske og vakuumsystemer for å sikre at spon fjernes umiddelbart, forbedre chip evakuering med inntil 80%.
Fullføringsutfordringer
Oppnå fine overflatefinisher:
-
- Utfordring: Å opprettholde en fin overflatebehandling krever nøyaktig kontroll over skjæreparametere og valg av verktøy.
- Løsning: Bruk spesialiserte etterbehandlingsverktøy med flere riller og finere kantgeometrier, som f.eks. endefreser.
Oppretthold konsistente skjæreforhold, inkludert stabile spindelhastigheter og kontrollerte matehastigheter.
Avansert CAM-programvare kan optimere verktøybaner for jevnere finish, oppnå Ra-verdier så lave som 0.4 μm.
Administrere verktøyavbøyning:
-
- Utfordring: Tynne eller lange verktøy kan bøye seg under kutting, fører til dimensjonsunøyaktigheter og dårlig overflatekvalitet.
- Løsning: Velg kortere, stivere verktøy når det er mulig. Øk verktøyholderens stivhet og bruk verktøyholdere med minimalt utløp.
Bruk strategier som trochoidal fresing for å fordele skjærekreftene jevnt, reduserer nedbøyningen med opptil 50%.
Opprettholde stramme toleranser:
-
- Utfordring: Det er avgjørende å sikre at deler oppfyller stramme toleranser, spesielt i bransjer som romfart og medisinsk.
- Løsning: Kalibrer maskiner og verktøy regelmessig for å opprettholde nøyaktigheten. Bruk presisjonsmåleinstrumenter for tilbakemelding og justeringer i sanntid.
Implementer automatiserte inspeksjonsprosesser for å fange opp avvik tidlig, sikre toleranser innenfor ±0,01 mm.
Variasjoner i materialhardhet:
-
- Utfordring: Variasjoner i materialhardhet kan påvirke skjærekonsistensen og verktøyets levetid.
- Løsning: Utfør materialhardhetstester før maskinering for å justere skjæreparameterne tilsvarende.
Bruk adaptive kontrollsystemer som automatisk kompenserer for hardhetsvariasjoner, opprettholde konsistente skjæreforhold.
9. Teknologier som forbedrer grovbearbeiding og etterbehandling
Avanserte verktøyløsninger
Moderne skjæreverktøy har betydelig forvandlet effektiviteten og effektiviteten til både grov- og etterbehandlingstrinn i CNC-maskinering.
Avanserte materialer som karbid, keramikk, og CBN (kubisk bornitrid) brukes nå til å produsere verktøy som tilbyr overlegen hardhet, Bruk motstand, og varmebestandighet.
Disse verktøyene sikrer at selv i tøffe materialer, som titan, Inconel, eller herdet stål, maskineringsprosessen forblir effektiv, konsekvent, og presis.
Belagte verktøy for forbedret ytelse
Verktøybelegg, som TiN (Titannitrid), Tialn (Titanium aluminiumnitrid), og diamantlignende belegg (DLC), gir betydelige fordeler ved CNC-grovbearbeiding og etterbehandling.
Disse beleggene reduserer friksjonen, minimere slitasje, og forbedre varmebestandigheten, fører til lengre verktøylevetid og mer effektive maskineringsoperasjoner.
Med den ekstra fordelen av lavere skjærekrefter, produsenter kan oppnå jevnere overflater både under grovbearbeiding og etterbehandling.
5-Axis CNC maskinering
5-akse CNC-maskiner gir en stor fordel i både grovbearbeiding og etterbehandling ved å redusere behovet for flere oppsett.
Dette øker både presisjon og effektivitet, siden deler kan maskineres fra forskjellige vinkler uten omplassering.
Evnen til å nærme seg materialet fra flere retninger betyr at verktøy er mindre sannsynlig å møte skravling eller avbøyning, fører til bedre overflatebehandling og mer nøyaktige kutt.
I tillegg, 5-aksemaskiner gir større fleksibilitet i deldesign, reduserer behovet for ekstra verktøy eller komplekse inventar.
Høytrykkskjølevæske og kjølevæskesystemer med gjennomspindel
Innføringen av høytrykkskjølevæskesystemer har forbedret effektiviteten av CNC-grovbearbeiding og etterbehandling betydelig.
Disse systemene leder kjølevæske direkte til skjæresonen, gir bedre varmeavledning og reduserer verktøyslitasje.
I tillegg, høytrykkskjølevæske hjelper med å skylle bort spon, forhindrer dem i å forstyrre skjæreprosessen, spesielt under grovarbeid når store mengder materiale fjernes.
For etterbehandling, kjølevæske bidrar til å opprettholde temperaturstabilitet, sikre at materialets overflate er ferdig uten termiske forvrengninger.
Automatiserte verktøyskiftesystemer
Automatiserte verktøyvekslere gir sømløse overganger mellom grovbearbeidings- og etterbehandlingstrinn, spesielt når forskjellige verktøy kreves for hver fase.
Ved å automatisere denne prosessen, CNC-maskiner kan kjøre uten avbrudd, redusere nedetid og forbedre produktiviteten.
Disse systemene kan lagre en rekke skjæreverktøy og endre dem basert på forhåndsprogrammerte instruksjoner, sikre at riktig verktøy alltid brukes til den tilsvarende operasjonen.
Intelligente sensorer og maskinlæring for prosessoptimalisering
Integreringen av intelligente sensorer og maskinlæringsteknologier i CNC-maskiner har forbedret prosessovervåking og optimalisering.
Disse sensorene kan oppdage vibrasjoner, skjærekrefter, og verktøyslitasje i sanntid, gjør det mulig å gjøre justeringer umiddelbart for å forbedre maskineringseffektiviteten og delens kvalitet.
Ved grovarbeid, disse teknologiene kan forhindre overbelastning av verktøyet eller arbeidsstykket, mens du avslutter,
de sikrer at verktøyet holder seg innenfor toleransen, minimere risikoen for defekter eller dimensjonsunøyaktigheter.
Robotikk og automatisering for økt produktivitet
Robotarmer og automatiserte systemer kan hjelpe til med både grov- og etterbehandlingsprosesser ved å overta repeterende oppgaver, lasting/lossing av arbeidsstykker, og utføre kvalitetskontroller.
Dette reduserer menneskelige feil og lar CNC-maskiner operere 24/7, maksimere produktiviteten.
Bruken av robotikk i etterbearbeidingsprosesser som rengjøring, undersøkelse, eller håndtering av deler sikrer videre at deler er klare til bruk eller levering med minimal manuell intervensjon.
10. DEZEs One-Stop CNC Maskineringsverksted
På denne, vi tilbyr både grov- og etterbehandlingstjenester internt, ved hjelp av state-of-the-art CNC-maskiner og avansert verktøy for å sikre høy presisjon, effektivitet, og overlegen overflatebehandling.
Vår integrerte tilnærming garanterer sømløs overgang fra grovbearbeiding til etterbehandling, sparer tid og forbedrer den generelle kvaliteten på delene dine.
11. Konklusjon
CNC grovbearbeiding og etterbehandling er to kritiske stadier av maskineringsprosessen, når den er optimalisert, kan forbedre effektiviteten betydelig, overflatekvalitet, og delnøyaktighet.
Ved å forstå forskjellene, utfordringer, og strategier for hver fase, produsenter kan oppnå bedre resultater samtidig som de reduserer kostnader og bearbeidingstid.
Enten du jobber med komplekse geometrier eller stramme toleranser, å mestre disse to prosessene er avgjørende for å produsere høy kvalitet, presisjonsdeler.
Hvis du er ute etter høy kvalitet CNC maskineringstjenester, Å velge DEZE er den perfekte beslutningen for dine produksjonsbehov.

