
1. Introduksjon
Gløding er en varmebehandling prosess designet for å modifisere de fysiske og noen ganger kjemiske egenskapene til et materiale, og dermed forbedre dens brukbarhet.
Historisk, tidlige metallurger brukte gløding for å myke opp metaller etter smiing, og over tid,
prosessen har utviklet seg til en sofistikert teknikk som brukes i ulike bransjer som bilindustrien, luftfart, Elektronikk, og produksjon.
Spesielt, gløding forbedrer ikke bare duktiliteten og reduserer gjenværende spenninger, men forfiner også kornstrukturen, fører til forbedret bearbeidbarhet og generell ytelse.
I dagens konkurranseutsatte industrilandskap, mestring av gløding er avgjørende for å optimalisere materialytelsen.
Denne artikkelen undersøker annealing fra vitenskapelig, behandle, design, økonomisk, Miljø, og fremtidsorienterte perspektiver, sikre en helhetlig forståelse av sin rolle i moderne materialteknikk.
2. Grunnleggende om utglødning
Definisjon og formål
I kjernen, gløding innebærer oppvarming av et materiale til en bestemt temperatur, holde den i en bestemt periode, og deretter avkjøle den med en kontrollert hastighet.
Denne prosessen gir energien som trengs for at atomer i materialets mikrostruktur skal migrere og omorganisere.
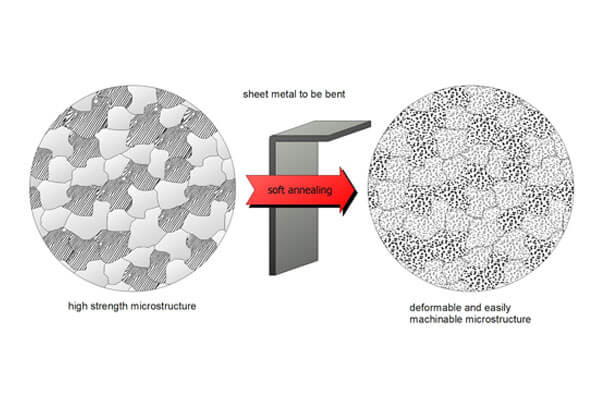
Følgelig, dislokasjoner og indre spenninger reduseres, og nytt, strekkfrie korn dannes, som gjenoppretter duktiliteten og reduserer hardheten.
Sentrale mål inkluderer:
- Forbedrer duktiliteten: Gjør at metaller lettere kan dannes eller bearbeides.
- Lindre gjenværende stress: Forhindrer vridning og sprekker i sluttproduktene.
- Raffinering av kornstruktur: Optimalisering av mikrostrukturen for forbedrede mekaniske egenskaper.
Termodynamiske og kinetiske prinsipper
Annealing opererer på grunnleggende termodynamiske og kinetiske prinsipper. Når et metall varmes opp, atomene får kinetisk energi og begynner å migrere.
Denne migrasjonen reduserer den totale frie energien ved å eliminere dislokasjoner og ufullkommenheter.
For eksempel, i stål, prosessen kan transformere herdet martensitt til en mer duktil ferritt-perlittblanding.
Data indicate that proper annealing can lower hardness by up to 30%, thereby significantly improving machinability.
Dessuten, the kinetics of phase transformations during annealing are controlled by temperature and time.
The process is optimized by balancing the heating rate, soak time, and cooling rate to achieve the desired microstructural transformation without unwanted grain growth.
3. Typer gløding
Annealing processes vary widely, each designed to achieve specific material properties.
By tailoring heating and cooling cycles, manufacturers can optimize metal performance for diverse applications.
Under, we detail the primary types of annealing, highlighting their objectives, prosesser, og typiske applikasjoner.
Full gløding
Hensikt: To restore maximum ductility and reduce hardness in ferrous alloys, particularly hypoeutectoid steels.
Behandle:
- Temperatur: Elevated to 850–950 ° C. (F.eks., 925°C for AISI 1020 stål) to fully austenitize the material.
- Hold tid: Maintained for 1–4 timer for å sikre jevn fasetransformasjon.
- Kjøling: Sakte avkjøling (20–50°C/t) i en ovn eller isolert boks for å fremme grovkorndannelse.
Applikasjoner: - Bil: Smidde stålkomponenter (F.eks., Chassisdeler) for økt formbarhet.
- Produksjon: Forbehandling for smiing og maskinering.
Data: Reduserer stålets hardhet ved 40–50% (F.eks., fra 250 Hbw til 120 HBW) og forbedrer duktiliteten til 25–30 % forlengelse (ASTM E8/E9).
Stressavlastning annealing
Hensikt: Eliminer restspenninger fra maskinering, sveising, eller kaldarbeid.
Behandle:
- Temperatur: 500–650 ° C. (F.eks., 600°C for aluminiumslegeringer, 520°C for rustfritt stål).
- Hold tid: 1–2 timer ved temperatur.
- Kjøling: Luftkjølt eller ovnskjølt til omgivelsestemperatur.
Applikasjoner: - Luftfart: Sveisede flyrammer (F.eks., Boeing 787 fuselage ledd) for å forhindre forvrengning.
- Olje & Gass: Rørledninger og trykkbeholdere (F.eks., API 5L X65 stål).
Data: Reduserer restspenninger ved 30–50%, minimere forvrengningsrisikoen (ASME kjele & Trykkfartøykode).
Sfæroidiserende gløding
Hensikt: Konverter karbider til sfæriske partikler for å forbedre bearbeidbarhet og seighet i høykarbonstål.
Behandle:
- Temperatur: 700–750°C (under den nedre kritiske temperaturen).
- Hold tid: 10–24 timer for karbidsfæroidisering.
- Kjøling: Slow furnace cooling to avoid re-formation of lamellar structures.
Applikasjoner: - Verktøy: Høyhastighets stål (F.eks., M2 tool steel) for drill bits and dies.
- Bil: Spring steel (F.eks., Sae 5160) for suspension components.
Data: Oppnår 90% spheroidization efficiency, redusere maskineringstid med 20–30% (ASM Handbook, Volum 4).
Isotermisk gløding
Hensikt: Minimize distortion in complex geometries by controlling phase transformations.
Behandle:
- Temperatur: 900–950 ° C. (above upper critical temperature) for austenitization.
- Intermediate Hold: 700–750°C til 2–4 timer to enable pearlite formation.
Applikasjoner: - Luftfart: Turbinblad (F.eks., Inconel 718) requiring dimensional stability.
- Energi: Nuclear reactor components (F.eks., zirconium alloys).
Data: Reduces dimensional distortion by opp til 80% compared to conventional annealing (Journal of Materials Processing Technology, 2021).
Normalisering
Hensikt: Refine grain structure for improved toughness and strength in carbon and alloy steels.
Behandle:
- Temperatur: 200–300°C above the upper critical temperature (F.eks., 950° C for 4140 stål).
- Kjøling: Air-cooled to ambient temperature.
Applikasjoner: - Konstruksjon: Structural steel beams (F.eks., ASTM A36).
- Maskineri: Giraksler (F.eks., Sae 4140) for balanced strength and ductility.
Data: Oppnår Finkornet mikrostruktur med en strekkfasthet på 600–800 MPa (ISO 630:2018).
Løsning annealing
Hensikt: Løs opp legeringselementer til en homogen austenittisk matrise i rustfritt stål og nikkelbaserte legeringer.
Behandle:
- Temperatur: 1,050–1,150 ° C. for full austenitisering.
- Slukking: Rask avkjøling i vann eller olje for å forhindre fasenedbrytning.
Applikasjoner: - Medisinsk: Austenittisk rustfritt stål av implantatkvalitet (F.eks., ASTM F138).
- Kjemisk: Varmevekslere (F.eks., 316L rustfritt stål).
Data: Sikrer 99.9% fase homogenitet, kritisk for korrosjonsbestandighet (Født MR0175/ISO 15156).
Rekrystallisering Utglødning
Hensikt: Mykgjør kaldbearbeidede metaller ved å danne strekkfrie korn.
Behandle:
- Temperatur: 450–650 ° C. (F.eks., 550°C for aluminium, 400°C for kobber).
- Hold tid: 1–3 timer for å tillate omkrystallisering.
Applikasjoner: - Elektronikk: Kobbertråder (F.eks., transformatorviklinger med 100% IACS-ledningsevne).
- Emballasje: Aluminiumsbokser (F.eks., AA 3003 legering).
Data: Gjenoppretter ledningsevne til 95–100 % IACS i kobber (Internasjonal glødet kobberstandard).
Subkritisk gløding
Hensikt: Reduser hardheten i lavkarbonstål uten fasetransformasjon.
Behandle:
- Temperatur: 600–700 ° C. (under lavere kritisk temperatur).
- Hold tid: 1–2 timer for å avlaste restspenninger.
Applikasjoner: - Bil: Kaldvalset bløtt stål (F.eks., Sae 1008) for bilpaneler.
- Maskinvare: Spring steel (F.eks., Sae 1050) for minimal forvrengning.
Data: Oppnår HBW-hardhetsreduksjon på 20–25 % (ASTM A370).
Prosessgløding
Hensikt: Gjenopprett duktiliteten i metaller etter mellomliggende kaldbearbeidingstrinn.
Behandle:
- Temperatur: 200–400°C (F.eks., 300°C for messing, 250°C for rustfritt stål).
- Kjøling: Luftkjølt eller ovnskjølt.
Applikasjoner: - Elektronikk: Kobber PCB spor (F.eks., 5G antennekomponenter).
- HVAC: Kobberrør (F.eks., ASTM B280).
Data: Forbedrer formbarhet ved 30–40%, muliggjør tettere bøyeradier (Kobberutviklingsforeningen).
Lys gløding
Hensikt: Forhindre oksidasjon og avkarbonisering i applikasjoner med høy renhet.
Behandle:
- Atmosfære: Hydrogen (H₂) eller inert gass (N₂/på) på ≤10 ppm oksygen.
- Temperatur: 800–1000°C (F.eks., 900°C for bånd i rustfritt stål).
Applikasjoner: - Luftfart: Titanlegeringer (F.eks., Ti-6Al-4V) for turbinblader.
- Bil: Eksosanlegg i rustfritt stål (F.eks., Inconel 625).
Data: Oppnår 99.9% overflaterenhet, kritisk for korrosjonsbestandighet (SAE J1708).
Flash-gløding
Hensikt: Rask overflatemodifisering for lokalisert egenskapsforbedring.
Behandle:
- Varmekilde: Høyintensive flammer eller lasere (F.eks., 1,200°C topptemperatur).
- Hold tid: Sekunder til millisekunder for presis overflateherding.
Applikasjoner: - Produksjon: Gear tenner (F.eks., Case-Harded 8620 stål).
Data: Øker overflatehardheten med 50–70% (F.eks., fra 30 HRC til 50 HRC) (Surface Engineering Journal).
Kontinuerlig gløding
Hensikt: Høyvolumsbehandling for metallplater i bil og bygg.
Behandle:
- Linjehastighet: 10–50 m/i med kontrollert atmosfære (F.eks., redusere gass).
- Soner: Oppvarming, bløtlegging, kjøling, og kveiling.
Applikasjoner: - Bil: Karosseripaneler i stål (F.eks., 1,000-tonn presselinjer for Tesla Model Y).
- Konstruksjon: Sinkbelagte takplater (F.eks., GI 0,5 mm).
Data: Prosesser 10–20 millioner tonn av stål årlig, redusere skrotraten med 15–20% (World Steel Association).
4. Glødeprosess og teknikker
Glødeprosessen består av tre primære stadier: oppvarming, bløtlegging, og kjøling.
Hvert trinn er nøye kontrollert for å oppnå ønskede materialegenskaper, sikre enhetlighet og konsistens i mikrostrukturelle transformasjoner.

Ulike utglødningsteknikker finnes, skreddersydd for ulike materialer og industrielle bruksområder.
Pre-annealing forberedelse
Før gløding, riktig forberedelse sikrer optimale resultater. Dette inkluderer:
✔ Material rengjøring & Undersøkelse:
- Fjerner overflateforurensninger (oksider, fett, skala) som kan påvirke varmeoverføringen.
- Utfører mikrostrukturanalyse for å bestemme eksisterende defekter.
✔ Forbehandlingsmetoder:
- Pickling: Bruker sure løsninger for å rengjøre metalloverflater før varmebehandling.
- Mekanisk polering: Fjerner oksidasjonslag for å forbedre jevn oppvarming.
Eksempel:
I romfartsindustrien, titankomponenter gjennomgår streng forhåndsrensing for å forhindre oksidasjon under gløding i en vakuumovn.
Oppvarmingsfase
Oppvarmingsfasen øker gradvis materialets temperatur til målglødingsområdet. Riktig kontroll forhindrer termisk sjokk og forvrengning.
Nøkkelfaktorer:
Utvalg av ovn:
- Batchovner: Brukes til storskala industriell gløding av stål- og aluminiumsplater.
- Kontinuerlige ovner: Ideell for høyhastighets produksjonslinjer.
- Vakuumovner: Forhindre oksidasjon og sikre høy renhet i romfarts- og elektronikkindustrien.
Typiske temperaturområder for oppvarming:
- Stål:600–900 ° C. avhengig av legeringstype.
- Kopper:300–500°C for mykgjøring og stresslindring.
- Aluminium:350–450°C å foredle kornstrukturen.
Hensyn til oppvarmingshastighet:
- Sakte oppvarming: Reduserer termiske gradienter og forhindrer sprekker.
- Rask oppvarming: Brukes i noen applikasjoner for å forbedre effektiviteten samtidig som kornforgrovning unngås.
Casestudie:
For medisinske implantater i rustfritt stål, vakuumgløding kl 800–950 ° C. minimerer oksidasjon samtidig som den forbedrer korrosjonsbestandigheten.
Soaking fase (Holde ved måltemperatur)
Bløtlegging sikrer jevn temperaturfordeling, slik at metallets indre struktur kan transformeres fullstendig.
Faktorer som påvirker bløtleggingstiden:
🕒 Materialtykkelse & Sammensetning:
- Tykkere materialer krever lengre bløtleggingstider for jevn varmepenetrering.
🕒 Mikrostrukturelle foredlingsmål:
- For stressavlastende utglødning, bløtlegging kan vare 1–2 timer.
- For full gløding, materialer kan kreve flere timer for å oppnå fullstendig omkrystallisering.
Eksempel:
Ved diffusjonsgløding for høykarbonstål, holder kl 1050–1200 ° C. til 10–20 timer eliminerer segregering og øker homogeniteten.
Kjølefase
Avkjølingsfasen bestemmer den endelige mikrostrukturen og de mekaniske egenskapene. Ulike kjølemetoder påvirker hardheten, kornstruktur, og stressavlastning.
Kjøleteknikker & Effektene deres:
Ovnskjøling (Langsom avkjøling):
- Materiale forblir i ovnen når den gradvis avkjøles.
- Produserer myke mikrostrukturer med maksimal duktilitet.
- Brukt til full gløding av stål og støpejern.
Luftkjøling (Moderat kjøling):
- Reduces hardness while maintaining moderate strength.
- Vanlig i Stressavlastning annealing of welded structures.
Slukking (Rask kjøling):
- Brukt i isothermal annealing to transform austenite into softer microstructures.
- Involves cooling in oil, vann, or air at controlled rates.
Controlled-Atmosphere Cooling:
- Inert gas (Argon, nitrogen) prevents oxidation and discoloration.
- Essential in high-precision industries like semiconductors and aerospace.
Sammenligning av kjølemetoder:
| Kjølemetode | Kjølehastighet | Effect on Material | Common Application |
|---|---|---|---|
| Ovnskjøling | Very Slow | Maximum ductility, coarse grains | Full annealing of steel |
| Luftkjøling | Moderat | Balansert styrke og duktilitet | Avspenningsgløding |
| Water/Oil Quenching | Rask | Fine microstructure, higher hardness | Isothermal annealing |
| Controlled Atmosphere | Variabel | Oxidation-free surface | Luftfart & Elektronikk |
5. Effekter av gløding på materialegenskaper
Annealing significantly influences the internal structure and performance of materials, making it a critical process in metallurgy and materials science.
By carefully controlling heating, bløtlegging, and cooling phases, it enhances ductility, reduces hardness, Foredler kornstruktur, and improves electrical and thermal properties.
Denne delen utforsker disse effektene på en strukturert og detaljert måte.
Mikrostrukturelle transformasjoner
Gløding endrer den indre strukturen til materialer gjennom tre nøkkelmekanismer:
- Omkrystallisering: Ny, strekkfrie korn dannes, erstatte deformerte, som gjenoppretter duktiliteten og reduserer arbeidsherding.
- Kornvekst: Forlengede bløtleggingstider lar korn vokse, balansere styrke og fleksibilitet.
- Fasetransformasjon: Endringer i fasesammensetning forekommer, som for eksempel martensitt som omdannes til ferritt og perlitt i stål, optimalisere styrke og duktilitet.
Eksempel:
Kaldbearbeidet stål kan oppleve opptil en 30% reduksjon i hardhet Etter annealing, forbedrer formbarheten betydelig.
Forbedringer av mekaniske egenskaper
Gløding forbedrer de mekaniske egenskapene til metaller på flere måter:
Økt duktilitet & Seighet
- Metaller blir mindre sprø, redusere risikoen for brudd.
- Noen materialer viser en 20-30% økning i forlengelse før brudd etter gløding.
Reduksjon av gjenværende stress
- Avlaster indre påkjenninger forårsaket av sveising, støping, og kaldarbeid.
- Reduserer sannsynligheten for vridning, sprekker, og for tidlig svikt.
Optimalisert hardhet
- Myker opp materialer for enklere maskinering, bøying, og forming.
- Stålhardheten kan reduseres med 30-40%, redusere verktøyslitasje og produksjonskostnader.
Effekter på bearbeidbarhet & Formbarhet
Gløding forbedrer bearbeidbarheten ved å myke opp metaller, gjør dem lettere å kutte, bore, og form.
Redusert verktøyslitasje: Lavere hardhet forlenger verktøyets levetid og reduserer vedlikeholdskostnadene.
Enklere forming: Metaller blir mer fleksible, tillater dypere tegning og mer komplekse former.
Bedre overflatefinish: Jevnere mikrostrukturer resulterer i forbedret overflatekvalitet etter maskinering.
Elektrisk & Forbedringer av termiske egenskaper
Gløding foredler krystallgitterstrukturen, redusere defekter og forbedre ledningsevnen.
⚡ Høyere elektrisk ledningsevne:
- Eliminerer korngrensehindringer, forbedrer elektronstrømmen.
- Kobber kan oppnå en 10-15% økning i ledningsevne Etter annealing.
🔥 Forbedret varmeledningsevne:
- Muliggjør bedre varmespredning i applikasjoner som varmevekslere.
- Viktig for høyytelses elektroniske og romfartskomponenter.
Bransjebruk:
Halvlederprodusenter er avhengige av tynnfilmgløding for å forbedre silisiumwaferens ledningsevne og minimere defekter.
6. Fordeler og ulemper med gløding
Fordeler
- Gjenoppretter duktiliteten:
Gløding reverserer arbeidsherding, gjør metaller lettere å forme og bearbeide. - Lindrer gjenværende belastninger:
Ved å eliminere indre påkjenninger, gløding reduserer risikoen for vridning og sprekker. - Forbedrer bearbeidbarheten:
Det myknet, ensartet mikrostruktur forbedrer kutteeffektiviteten og forlenger verktøyets levetid. - Optimaliserer elektrisk ledningsevne:
Gjenopprettede krystallinske strukturer kan føre til forbedrede elektriske og magnetiske egenskaper. - Tilpassbar kornstruktur:
Skreddersy prosessparametrene for å oppnå ønskede kornstørrelser og fasefordelinger, som direkte påvirker mekaniske egenskaper.
Ulemper
- Tidkrevende:
Utglødningsprosesser kan ta flere timer 24 timer, som kan bremse produksjonssyklusene. - Høyt energiforbruk:
Energien som kreves for kontrollert oppvarming og kjøling kan være betydelig, påvirker driftskostnadene. - Prosessfølsomhet:
For å oppnå optimale resultater krever nøyaktig kontroll over temperaturen, tid, og kjølehastigheter. - Risiko for overgløding:
Overdreven kornvekst kan føre til reduksjon i materialstyrken hvis den ikke håndteres riktig.
7. Søknader om annealing
Gløding er en allsidig varmebehandlingsprosess med applikasjoner på tvers av bransjer, gjør det mulig for materialer å oppnå optimal mekanisk, termisk, og elektriske egenskaper.
Nedenfor er en grundig utforskning av dens kritiske roller i nøkkelsektorer:
Luftfartsindustri
- Hensikt: Forbedre styrke, Reduser sprøhet, og eliminere restspenninger i lettvektslegeringer.
- Materialer:
-
- Titanlegeringer (F.eks., Ti-6Al-4V): Gløding forbedrer duktiliteten og utmattelsesmotstanden for turbinblader og flyskrog.
- Nikkelbaserte superlegeringer (F.eks., Inconel 718): Brukes i jetmotorkomponenter, gløding sikrer jevn mikrostruktur for ytelse ved høy temperatur.
Bilproduksjon
- Hensikt: Optimaliser formbarheten, hardhet, og korrosjonsbestandighet for masseproduserte komponenter.
- Materialer:
-
- Stål med høy styrke (HSS): Gløding myker HSS for stempling av karosseripaneler (F.eks., ultra-høyfast stål i Teslas Model S).
- Rustfritt stål: Gløding forbedrer sveisbarheten i eksosanlegg og drivstofftanker.
Elektronikk og halvledere
- Hensikt: Foredle halvlederegenskaper og forbedre elektrisk ledningsevne.
- Materialer:
-
- Silisiumskiver: Gløding fjerner defekter og forbedrer krystallinsk kvalitet for mikrobrikkefremstilling (F.eks., Intels 3D XPoint-minne).
- Kobberforbindelser: Gløding øker ledningsevnen i kretskort (PCB) og ledninger.
- Avanserte teknikker:
-
- Rask termisk gløding (RTA): Brukes i halvlederproduksjon for å minimere termisk budsjett.
Bygging og infrastruktur
- Hensikt: Forbedre holdbarheten, Korrosjonsmotstand, og gjennomførbarhet for store prosjekter.
- Materialer:
-
- Kobberrør: Gløding sikrer fleksibilitet og korrosjonsbestandighet i rørsystemer (F.eks., glødet kobberrør i grønne bygninger).
- Aluminiumslegeringer: Glødet aluminium brukes i bygningsfasader og vindusrammer for økt formbarhet.
- Eksempel: Burj Khalifa bruker glødet aluminiumsbekledning for sin lette vekt, korrosjonsbestandig utside.
Energisektor
- Hensikt: Forbedre materialytelsen i ekstreme miljøer.
- Applikasjoner:
-
- Atomreaktorer: Utglødde zirkoniumlegeringer (F.eks., Zircaloy-4) for brenselstaver motstår strålingsindusert sprøhet.
- Solcellepaneler: Utglødde silisiumceller forbedrer fotovoltaisk effektivitet (F.eks., First Solars tynnfilmmoduler).
- Vindmøller: Glødet stål og kompositter for blader tåler sykliske påkjenninger og tretthet.
Medisinsk utstyr
- Hensikt: Oppnå biokompatibilitet, fleksibilitet, og steriliseringstoleranse.
- Materialer:
-
- Rustfritt stål: Utglødd for kirurgiske instrumenter (F.eks., skalpeller og tang) for å balansere hardhet og fleksibilitet.
- Titanimplantater: Gløding reduserer overflatedefekter og forbedrer biokompatibilitet ved hofteprotese.
Forbruksvarer og smykker
- Hensikt: Forbedre formbarheten for intrikate design og overflatefinish.
- Materialer:
-
- Gull og sølv: Gløding myker edle metaller for smykkefabrikasjon (F.eks., Tiffany & Co.s håndlagde stykker).
- Kobber kokekar: Glødet kobber forbedrer termisk ledningsevne og formbarhet for jevn varmefordeling.
Nye applikasjoner
- Tilsetningsstoffproduksjon (3D -utskrift):
-
- Gløding av 3D-printede metaller (F.eks., Inconel) for å eliminere indre påkjenninger og forbedre mekaniske egenskaper.
- Hydrogen brenselceller:
-
- Utglødde platinagruppelegeringer for katalysatorer i brenselcellemembraner.
- Fleksibel elektronikk:
-
- Gløding av grafen og polymerer for bærbare sensorer og fleksible skjermer.
Bransjestandarder og etterlevelse
- ASTM International:
-
- ASTM A262 for korrosjonstesting av glødet rustfritt stål.
- ASTM F138 for titanlegering (Ti-6Al-4V) i medisinsk utstyr.
- ISO -standarder:
-
- ISO 679 for gløding av kobber og kobberlegeringer.
8. Konklusjon
Gløding er en transformativ varmebehandlingsprosess som fundamentalt forbedrer de mekaniske og fysiske egenskapene til metaller og legeringer.
Gjennom kontrollert oppvarming og kjøling, gløding gjenoppretter duktiliteten, reduserer indre påkjenninger, og foredler mikrostrukturen, og forbedrer dermed bearbeidbarhet og ytelse.
Denne artikkelen har gitt en omfattende, flerdimensjonal analyse av gløding, som dekker dets vitenskapelige prinsipper, prosessteknikker, materielle effekter, Industrielle applikasjoner, og fremtidige trender.
I en tid hvor presisjonsteknikk og bærekraft er avgjørende, fremskritt innen glødeteknologi,
som digital prosesskontroll, alternative oppvarmingsmetoder, og miljøvennlig praksis – er satt til å optimalisere materialytelsen ytterligere og redusere miljøpåvirkningen.
Ettersom næringer fortsetter å innovere og utvikle seg, mestring av glødeprosessen er fortsatt avgjørende for å sikre produktkvalitet, operasjonell effektivitet, og langsiktig konkurranseevne i det globale markedet.

