1. 導入
金属3Dプリント, 金属積層造形としても知られています, 製品の設計方法に革命をもたらしています, 試作された, そして製造された.
この技術により、複雑な構造の作成が可能になります。, 高性能パーツをデジタルモデルから直接提供, これまでにない自由な設計と材料効率を実現.
金属 3D プリンティングが注目を集める理由:
- カスタマイズ: ニッチな用途向けに高度にカスタマイズされた部品の製造が可能になります.
- ラピッドプロトタイピング: 設計の反復プロセスを大幅にスピードアップします.
- 廃棄物の削減: 従来の製造と比較して、材料の無駄を最小限に抑えて部品を製造します.
- 複雑な形状: 従来の方法では製造不可能または非常にコストがかかる複雑な形状の作成が可能.
このブログでは, プロセスを詳しく見ていきます, 利点, 課題, 金属3Dプリンティングの応用例, このテクノロジーが製造現場をどのように再形成しているかを調査する.
2. 金属3Dプリントとは?
金属 3D プリンティングは、材料の層を積層する積層造形の一形式です。, 通常は粉末またはワイヤーの形です, 融合して立体物を作る.
従来のサブトラクティブマニュファクチャリングとは異なります, 固体ブロックから材料を切り取ることを含む, 積層造形ではオブジェクトを層ごとに構築します.
このプロセスは、設計の柔軟性の点で大きな利点をもたらします。, 材料効率, そして生産スピード.

金属 3D プリンティングの歴史は 1980 年代に遡ります。, 選択的レーザー焼結の開発により (SLS) および直接金属レーザー焼結 (DMLS).
長年にわたって, レーザー技術の進歩, 材料, とソフトウェアがさまざまな金属3Dプリンティング技術を進化させた, それぞれに独自の機能とアプリケーションのセットがあります.
3. 金属3Dプリンティング技術
金属3Dプリント, としても知られています 積層造形, さまざまな技術を利用して、複雑で機能的な金属部品を層ごとに製造します, デジタル ファイルから直接.
各金属 3D プリント技術には独自のプロセスと利点があります, 航空宇宙などの業界全体のさまざまな用途に適しています。, 自動車, 健康管理, そしてエネルギー.
下に, 最も一般的な金属 3D プリント技術を調査します, 彼らの特徴, 理想的なアプリケーション.
金属レーザー直接焼結 (DMLS) & 選択的レーザー溶融 (SLM)
概要:
DMLS と SLM は両方とも、高出力レーザーを使用して金属粉末を溶解して固体部品に融合する粉末床融合技術です。.
違いは主に金属粉末と材料特性へのアプローチにあります。.
- DMLS 通常は使用します 金属合金 (ステンレス鋼のような, チタン, またはアルミニウム) さまざまな金属粉末に対応, のような合金を含む インコネル そして コバルトクロム.
- SLM 同様のプロセスを使用しますが、より重点を置いています。 純粋な金属 ステンレス鋼のような, チタン, そしてアルミニウム. レーザーで金属粉を完全に溶かす, それを融合して固体部品を形成する.

長所:
- 高解像度: 微細な部品や複雑な形状の部品の製造が可能.
- 優れた表面仕上げ: プリンターから直接良好な表面仕上げを実現可能, ただし、最高の品質を得るには後処理が必要になる場合があります.
- 幅広い材質範囲: ステンレス鋼を含むさまざまな金属に対応します, チタン, アルミニウム, などなど.
短所:
- 大きな部品の場合は遅い: 大きな部品の場合、層ごとのプロセスに時間がかかる場合があります.
- サポート構造: 張り出したフィーチャのサポート構造が必要, 印刷後に削除する必要があります.
- 高い熱応力: 高温勾配により部品に熱応力が生じる可能性があります。.
理想的な用途: 航空宇宙部品, 医療用インプラント, 複雑なツール, および高性能自動車部品.
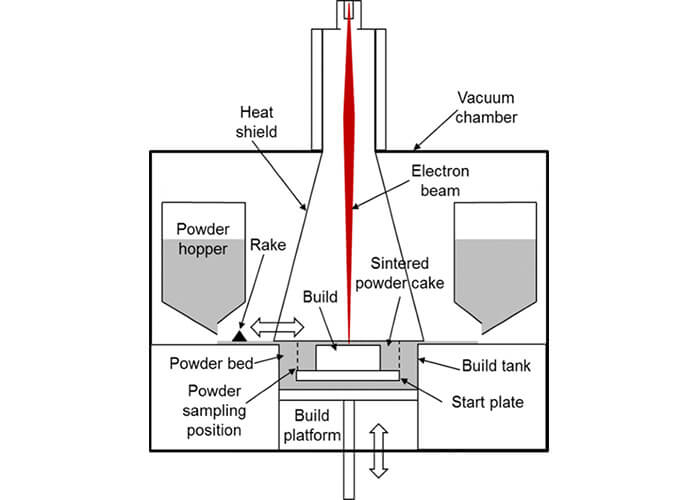
電子ビーム溶解 (EBM)
概要:
EBM は、 電子ビーム レーザーの代わりに金属粉末を溶かして融合させます. 溶融に最適な条件を確保するために真空環境で行われます。.
EBM は通常、次のような高性能材料に使用されます。 チタン 合金, コバルトクロム, そして インコネル.
- プロセスは次の場所で動作します。 高温, ~での利点を提供する 高温性能 そして 精度 特定の合金用.
長所:
- サポート構造は不要: EBM は粉末床の予熱によりサポートなしで部品を製造できます, 熱応力を軽減します.
- 高温能力: 溶解に高温が必要な材料に適しています, チタンのような.
短所:
- 材料の制限: 真空環境に対応した材質に限る, 一部の合金を除く.
- 表面仕上げ: ビームスポットサイズが大きいため、表面仕上げはSLM/DMLSほど滑らかではない可能性があります。.
理想的な用途: 医療用インプラント (特にチタン), 航空宇宙部品, サポート構造がないことが有利な部分.
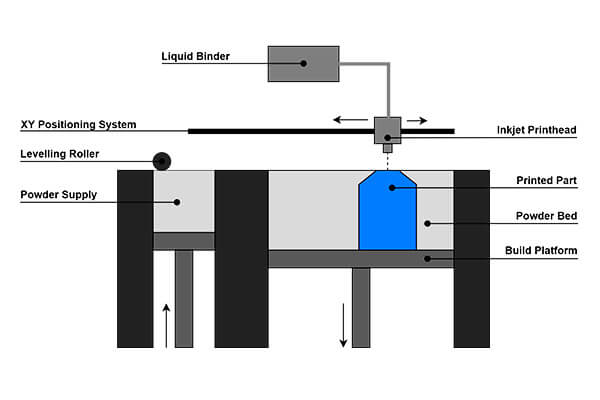
バインダージェッティング
概要:
バインダージェッティングでは、液体バインダーを金属粉末の層にスプレーします。, その後融合して固体部品を形成します.
バインダーの噴射に使用されるパウダーは通常、 金属粉, のような ステンレス鋼, アルミニウム, または ブロンズ.
パーツの印刷後, それは焼結を受けます, バインダーを外したところ, そしてパーツは最終密度まで融合されます.
長所:
- 高速印刷: 製本に必要なエネルギーが少ないため、部品を迅速に印刷できます。.
- フルカラー印刷: フルカラー印刷が可能, 金属3Dプリンティング技術の中でもユニークな技術です。.
- 熱応力なし: 溶かす工程がないので、, 熱応力が少ない.
短所:
- 下部密度: 初期部品はバインダーにより密度が低くなります; 密度を上げるには焼結または溶浸が必要です.
- 後処理が必要: 広範な後処理が必要, 焼結を含む, 浸潤, そしてしばしば機械加工.
理想的な用途: ツーリング, 金型, 砂型鋳造コア, 最終部品の密度よりも速度と色が重要なアプリケーション.
指向性エネルギー堆積 (DED)
概要:
DED は、材料をレーザーで溶かして表面に堆積させる 3D プリンティング プロセスです。, 電子ビーム, またはプラズマアーク.
DED を使用すると、部品の追加または修理をしながら材料を堆積できます。.
他の方法とは異なります, DED は材料の連続供給を使用します (粉かワイヤーか), 材料は堆積時にエネルギー源によって融合されます.
長所:
- 大型部品: 大型部品の製作や修理に最適.
- 修理とコーティング: これは、既存の部品に材料を追加したり、表面被覆に使用できます。.
- 柔軟性: 幅広い素材に対応し、印刷中に異なる素材に切り替えることができます。.
短所:
- 低解像度: 粉末床溶融法との比較, DED は通常、解像度が低くなります。.
- 表面仕上げ: 部品を滑らかに仕上げるためには、多くの場合、大規模な後処理が必要になります.
理想的な用途: 航空宇宙部品, 大型構造部品, 既存のコンポーネントの修理, 既存の部品に機能を追加する.
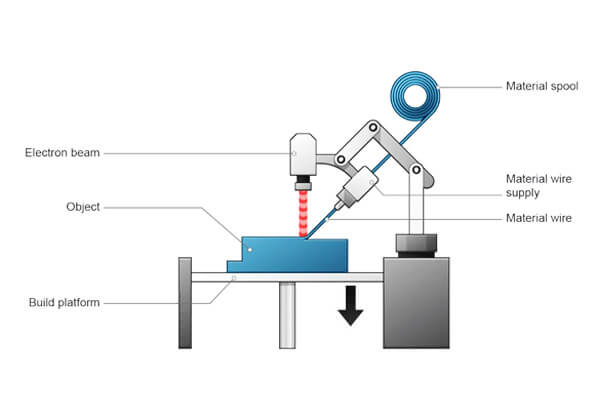
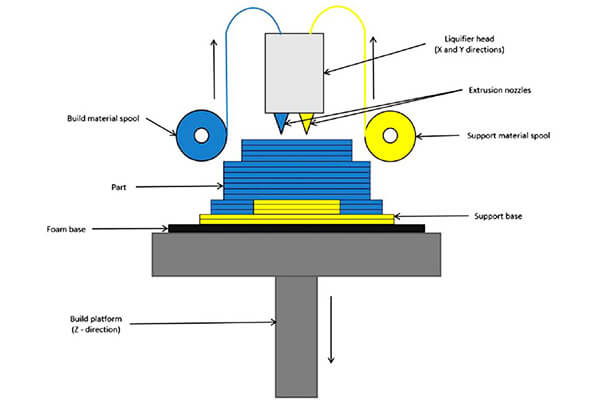
金属溶融堆積モデリング (メタルFDM)
概要:
メタル FDM は、従来の溶融堆積モデリングのバリエーションです。 (FDM) プロセス, 金属フィラメントを加熱して層ごとに押し出し、3D パーツを作成します。.
使用されるフィラメントは通常、次の組み合わせです。 金属粉 そしてポリマーバインダー, これは後処理段階で削除されます.
次に部品は炉で焼結され、金属粒子が融合して固体構造になります。.
長所:
- 低コスト: 多くの場合、他の金属 3D プリント方法よりも安価です, 特にエントリーレベルのシステムの場合.
- 使いやすさ: FDMテクノロジーのシンプルさを活用, プラスチック印刷に慣れている人でも利用しやすいようにする.
短所:
- 焼結が必要: 完全な密度を達成するには、部品を印刷後に焼結する必要があります, 時間とコストが追加される.
- 精度が低い: 粉末床溶融法よりも精度が低い, 厳しい公差のためにさらに後処理が必要になる.
理想的な用途: 小さな部品, プロトタイピング, 教育目的, 高精度よりもコストと使いやすさが重要な用途.
4. 金属3Dプリントに使用される材料
主な利点の 1 つは、 金属3Dプリント サポートされている素材の範囲が広いです, さまざまな用途に適した独自の特性を提供します.
金属積層造形で使用される材料は通常、 金属粉末 層ごとに選択的に溶融する,
それぞれの素材には、プロジェクトの特定のニーズに応じて明確な利点があります。.
ステンレス鋼
- 特徴:
ステンレス鋼 金属 3D プリントで使用される最も一般的な材料の 1 つです。 高強度, 耐食性, そして 多用途性. ステンレス合金, 特に 316L そして 17-4 PH, 業界全体で広く使用されています.
-
- 強さ: 高い引張強度と降伏強度.
- 耐食性: 錆や汚れに対する優れた保護.
- 被削性: 印刷後の加工が容易, さまざまな後処理方法に適しています.
チタン合金 (例えば, Ti-6Al-4V)
- 特徴:
チタン合金, 特に Ti-6Al-4V, で知られています 並外れた強度重量比, 耐食性, 高温に耐える能力.
-
- 強度重量比: 密度が低くても優れた機械的特性.
- 高温性能: 他のほとんどの金属よりも高い温度に耐えます.
- 生体適合性: 毒性がないため、医療用インプラントに安全に使用できます。.
アルミニウム合金 (例えば, AlSi10Mg)
- 特徴:
アルミニウム 軽量で優れた性能を提供します 熱伝導率 そして 耐食性. 合金のような AlSi10Mg 3D プリントでよく使用されるのは、 高い強度重量比 そして 良好な機械加工性.
-
- 低密度: 軽量コンポーネントを必要とするアプリケーションに最適.
- 熱伝導率: 熱伝導率が高いため、放熱用途に適しています。.
- 表面仕上げ: アルミニウム部品は簡単に陽極酸化することができ、表面硬度と耐食性を向上させることができます。.
コバルトクロム合金
- 特徴:
コバルトクロム合金は次のような特徴を持つことで知られています。 高強度, 耐摩耗性, そして 生体適合性, そのため、人気の選択肢となっています。 医療用途.
-
- 耐食性: 耐腐食性と耐摩耗性の両方に優れています.
- 高強度: 耐久性の高い産業用途に特に便利.
- 生体適合性: コバルトクロムは人体に対して非反応性です, インプラントに最適です.
ニッケル基合金 (例えば, インコネル 625, インコネル 718)
- 特徴:
ニッケル基合金, のような インコネル 625 そして インコネル 718, ~に対する耐性が高い 酸化 そして 高温腐食.
これらの合金は、温度が上昇する極端な環境でも優れた性能を発揮します。, プレッシャー, 耐食性が重要です.
-
- 高温強度: 強度を損なうことなく極度の熱にも耐えることができます.
- 耐食性: 特に海水や酸性媒体などの腐食性の高い環境に対して.
- 耐疲労性: 高い疲労強度と熱サイクル耐性.
貴金属 (例えば, 金, 銀, 白金)
- 特徴:
貴金属, のような 金, 銀, そして 白金, アプリケーションに使用されます。 高い美的価値 そして 耐食性 必要です.
-
- 審美的な品質: ジュエリーや高級品に最適.
- 導電率: 導電性が高いため、高精度の電気部品に適しています。.
- 耐食性: 変色や腐食に対する優れた耐性.
5. 金属3Dプリントプロセス
金属 3D プリント プロセスには通常、いくつかの重要なステップが含まれます:
- ステップ 1: CAD ソフトウェアによる設計とファイルの準備:
-
- エンジニアとデザイナーはコンピューター支援設計を使用します (CAD) 部品の 3D モデルを作成するソフトウェア.
ファイルは 3D プリント用に準備されます, オリエンテーションも含めて, 支持構造, そして層にスライスします.
高度なCADソフトウェア, Autodesk Fusion など 360, デザイナーが複雑な形状を作成し、3D プリント用にデザインを最適化できるようにします。.
- エンジニアとデザイナーはコンピューター支援設計を使用します (CAD) 部品の 3D モデルを作成するソフトウェア.
- ステップ 2: スライスとパラメータ設定:
-
- 3D モデルは薄い層にスライスされます, 層の厚さなどのパラメータ, レーザー出力, とスキャン速度が設定されています.
これらの設定は、最終部品の望ましい品質と特性を達成するために重要です。.
スライスソフト, マテリアライズマジックみたいな, 最良の結果を得るためにこれらのパラメータを最適化するのに役立ちます.
- 3D モデルは薄い層にスライスされます, 層の厚さなどのパラメータ, レーザー出力, とスキャン速度が設定されています.
- ステップ 3: 印刷工程:
-
- 3D プリンターは金属を層ごとに堆積または融合します。, 指定されたパラメータに従って. このステップには数時間、場合によっては数日かかる場合があります, 部品の複雑さとサイズに応じて.
印刷工程中, プリンターはパラメータを継続的に監視および調整して、一貫した品質を確保します。.
- 3D プリンターは金属を層ごとに堆積または融合します。, 指定されたパラメータに従って. このステップには数時間、場合によっては数日かかる場合があります, 部品の複雑さとサイズに応じて.
- ステップ 4: 後処理:
-
- 印刷後, 部品には熱処理などの後処理ステップが必要な場合があります, 表面仕上げ, および支持構造の除去.
熱処理, 例えば, 部品の機械的特性を向上させることができます, 一方、サンドブラストや研磨などの表面仕上げ技術は表面品質を向上させることができます。.
部品が要求仕様を満たしていることを確認するために、各段階での品質管理が不可欠です.
- 印刷後, 部品には熱処理などの後処理ステップが必要な場合があります, 表面仕上げ, および支持構造の除去.
6. 金属 3D プリントの利点
金属 3D プリンティングには、従来の製造方法に比べていくつかの利点があります:
デザインの自由:
- 複雑な形状, 内部チャネル, 格子構造を作成することができます, これまで不可能だった革新的なデザインを可能にする.
例えば, 空洞を作り出す能力, 内部冷却チャネルを備えた軽量構造は、航空宇宙工学および自動車工学の変革をもたらします.
ラピッドプロトタイピング:
- 設計の迅速な反復とテスト, 開発時間とコストの削減.
金属3Dプリントで, プロトタイプは数日で作成可能, 迅速なフィードバックと設計の改善が可能になります.
材料効率:
- 無駄を最小限に抑える, 部品に必要な材料のみが使用されるため、, サブトラクティブマニュファクチャリングとは異なります, 重大な材料損失を引き起こす可能性があります.
これは、チタンや貴金属などの高価な素材に特に有益です。.
軽量化:
- 格子構造と最適化された設計により部品の軽量化が可能, これは航空宇宙および自動車用途で特に有益です.
例えば, ボーイングは金属3Dプリンティングを利用して航空機部品の重量を削減した, 大幅な燃料節約につながります.
カスタマイズ:
- 少量生産または一回限りの生産に合わせてカスタマイズされたソリューション, パーソナライズされたユニークな製品を可能にする.
カスタマイズされた医療用インプラント, 例えば, 患者特有の解剖学的構造に合わせて設計可能, 成果と回復時間の改善.
7. 課題と限界
金属 3D プリントには多くの利点がありますが、, 独自の課題も伴います:
高額な初期投資:
- 金属3Dプリンターのコスト, 材料, 後処理装置は大規模になる可能性があります.
例えば, ハイエンドの金属 3D プリンタは、 $1 百万, 材料は従来の製造で使用される材料よりも数倍高価になる可能性があります.
限られたビルドサイズ:
- 多くの金属 3D プリンターの造形体積は小さい, 製造できる部品のサイズに制限がある.
しかし, より大きなビルドサイズを可能にする新しいテクノロジーが登場しています, 応用範囲の拡大.
表面仕上げ:
- 部品を希望の表面仕上げにするために追加の後処理が必要になる場合があります, 全体的なコストと時間が増加する.
化学エッチングや電解研磨などの技術は、表面品質の向上に役立ちます, しかし、製造プロセスに余分なステップが追加されます.
材料の入手可能性:
- すべての金属や合金が 3D プリントに適しているわけではありません, 入手が難しいものや高価なものもある.
特殊な材料の入手可能性, 高温合金など, 制限できる, 特定のプロジェクトの実現可能性に影響を与える.
スキルとトレーニング:
- 金属 3D プリンティング技術を効果的に使用するには、オペレーターと設計者に専門的なトレーニングが必要です.
学習曲線は急勾配になる可能性があります, 熟練した人材の必要性が採用の障壁となる可能性があります, 特に中小企業にとって.
8. 金属3Dプリントの応用例
金属 3D プリンティングは幅広い業界で応用されています:
航空宇宙:
- 軽量, 航空機や人工衛星用の複雑なコンポーネント, 軽量化とパフォーマンスの向上.
例えば, エアバスは金属 3D プリントを使用して軽量ブラケットと燃料ノズルを製造, 大幅な軽量化と燃費の向上を実現.
自動車:
- モータースポーツ向けのカスタムおよびパフォーマンスパーツ, プロトタイピング, そして生産, 車両の性能と効率を向上させる.
BMW, 例えば, 金属 3D プリントを使用して、高性能車両用のカスタム部品を製造しています, i8ロードスターなど.

医学:
- インプラント, 補綴物, 歯科用途では、正確な形状と生体適合性が提供されます。.
ストライカー, 大手医療技術企業, 金属 3D プリントを使用してカスタマイズされた脊椎インプラントを製造します, 患者の転帰を改善し、回復時間を短縮する.
エネルギー:
- 熱交換器, タービン, 発電コンポーネントにより効率と耐久性が向上します。.
シーメンス, 例えば, 金属 3D プリンティングを使用してガス タービン ブレードを製造しました, より高い温度と圧力に耐えることができます, 効率の向上と排出量の削減につながります.
工具と金型:
- コンフォーマル冷却チャネルを備えた迅速なツーリング, サイクルタイムを短縮し、部品の品質を向上させます.
コンフォーマルな冷却チャネル, 金型の形状に沿ったもの, 冷却時間を大幅に短縮し、最終製品の品質を向上させることができます。.
消費財:
- 高級ジュエリー, カスタム時計, および電子エンクロージャにより、ユニークでパーソナライズされた製品が可能になります.
HP や 3DEO などの企業は、金属 3D プリンティングを使用して高品質の製品を製造しています。, カスタマイズされた消費財, 高級時計や電子ケースなど.
9. 金属 3D プリンティング vs. 伝統的なものづくり
金属 3D プリントと従来の製造方法を比較した場合, いくつかの要因が関係する:
スピードと効率:
- 3Dプリンティングはラピッドプロトタイピングと少量生産に優れています, 一方、大量生産では従来の方法の方が効率的です.
例えば, 3Dプリンティングなら数日で試作が可能, 従来の方法では数週間かかる場合がありますが、.
コスト比較:
- 少量部品またはカスタマイズされた部品の場合, 3D プリントは、セットアップとツールのコストが削減されるため、よりコスト効率が高くなります。.
しかし, 大量生産向け, 従来の方法の方がまだ経済的である可能性がある. 損益分岐点は、特定の用途と部品の複雑さによって異なります。.
複雑:
- 3D プリンティングにより、従来の方法では不可能だった複雑な形状や内部形状の製造が可能になります。, 新しいデザインの可能性を開く.
これは、軽量化とパフォーマンスの最適化が重要な産業において特に価値があります。, 航空宇宙や自動車など.
以下に、両者の主な違いをまとめた比較表を示します。 金属3Dプリント そして 伝統的なものづくり:
| 特徴 | 金属3Dプリント | 伝統的なものづくり |
|---|---|---|
| リードタイム | プロトタイピングの高速化, 少量生産. | 工具や金型のせいでセットアップ時間が長くなる. |
| 生産速度 | 大量生産の場合は遅くなる. 少量生産に最適, カスタムパーツ. | 大量生産の方が早い, 特に単純な部品の場合. |
| 設計の複雑さ | 複雑な形状を簡単に作成できる. | ツールの制約による制限; 複雑なデザインには追加の手順が必要です. |
| カスタマイズ | ワンオフまたはカスタマイズされた部品に最適. | カスタマイズはツールの変更によりコストが高くなります. |
| 材料の入手可能性 | 一般的な金属に限定される (ステンレス鋼, チタン, 等). | さまざまな用途に利用できる幅広い金属と合金. |
| 材料性能 | 材料の強度と均一性がわずかに低下します. | 優れた強度とより安定した材料特性. |
| 初期投資 | 高価な 3D プリンターと金属粉末により初期コストが高い. | 基本的なセットアップのための初期投資の削減. |
| 単位当たりのコスト | 大量生産に最適; 小規模な運用ではコスト効率が高い. | 大量生産の場合は低くなります, 特にシンプルなデザインの場合. |
| 強さ & 耐久性 | 多くの用途に適しています; 強度を高めるために後処理が必要な場合があります. | 通常は強度が高い, 特に高性能合金の場合. |
| 表面仕上げ | 滑らかに仕上げるためには後処理が必要です. | 通常、シンプルなデザインの方が表面仕上げが優れています. |
| 後処理 | 機械的特性の向上に必要, そして表面仕上げ. | 複雑または高精度の要件がない限り、通常は最小限の後処理. |
| 材料廃棄物 | 添加剤の性質により材料の無駄を最小限に抑える. | 一部の方法では材料の無駄が多くなる (例えば, 機械加工). |
| に最適 | 少量, カスタムパーツ, 複雑な形状, プロトタイピング. | 大容量, 単純な部品, 一貫した材料特性. |
| アプリケーション | 航空宇宙, 医療用インプラント, 自動車 (少量の, 複雑な部品). | 自動車, 重機, 工業用部品 (大容量, 大規模生産). |
10. 結論
金属 3D プリンティングは製造革新の最前線に立つ, 設計の自由度などの独自の利点を提供, ラピッドプロトタイピング, 材料効率と.
高コストや材料制限などの課題に直面しているが、, 業界全体に変革をもたらす可能性は否定できません.
航空宇宙に携わっているかどうか, 自動車, または消費財,
金属 3D プリンティングがお客様の特定のニーズにどのように適合するかを探ることは、製品開発と製造の新たな可能性を解き放つ鍵となるかもしれません。.
THISは3Dプリントサービスを提供します. 3D プリントのニーズがある場合, お気軽にどうぞ お問い合わせ.

