
1. 導入
CNC 加工の重要な段階には、荒加工と仕上げ加工があります。, 最終部品の機能的品質と美的品質の両方を保証するために連携する 2 つのプロセス.
荒加工は大量の材料を迅速に除去することに重点を置き、仕上げ加工では部品の表面を洗練し、厳しい公差を確実に満たすようにします。.
これらの段階は、望ましい結果を達成し、加工時間とコストを最適化するために不可欠です。.
この投稿では, CNC 荒加工と仕上げ加工の異なる役割を詳しく説明します。, 関連するツールとパラメータを調査する, 各段階を最適化する方法について実用的な洞察を提供します.
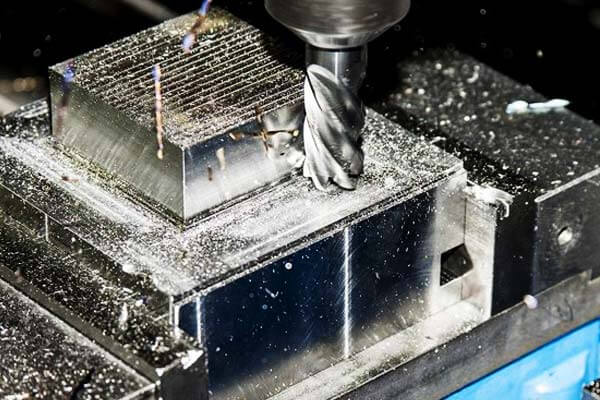
2. CNCラフ化とは何ですか?
CNC 荒加工は機械加工プロセスの最初のステップです, ワークピースから材料の大部分を除去するように設計されています.
目標は、表面仕上げや厳しい公差をあまり気にせずに、最終部品のおおよその形状を達成することです。.
攻撃的ですね, より正確な仕上げ段階に向けてワークピースを準備する、大量の材料除去フェーズ.
プロセスの概要:
- 設定: ワークピースはCNCマシンにしっかりとクランプされています.
ツールパスは材料除去を最大化するように計画されています, そして、材料の種類と荒削りのニーズに基づいて、切削工具が選択されます. - 材料の除去: 粗いものは、材料の大部分を削減します, 高速を使用します, カットのより大きな深さ, 仕上げと比較して、飼料速度が高速です.
通常, 粗いカットは荒れたままになります, 不均一な表面. - 初期型: この段階では, 材料は、目的のジオメトリの近くに形作られています, しかし、焦点は速度にあります, 詳細ではありません.
使用されるツール:
- エンドミル: これらのツールは通常、ラフングと仕上げの両方に使用されます. ラフ化用, 素材を迅速に除去するために、より大きなツールが採用されています.
- カッターの荒い: 積極的な切断のための特別に設計されたツール, 多くの場合、切断力を最小限に抑え、より大きな材料除去を可能にする複数の歯があります.
制御するパラメーター:
- スピード: ラフ化用, 通常、切断速度は高く設定されて、大量の材料を迅速に除去する.
典型的な速度はの範囲にある可能性があります 2,000 に 5,000 回転数, 材料の種類とカッターサイズに応じて. - 送り速度: より高い送り速度 (からの範囲 0.02 に 0.5 mm/歯) より迅速な材料除去を保証します.
- 切込み深さ: 荒加工にはより深い切削が含まれます (まで 1 に 2 1パス当たりmm以上) 仕上げに比べて, パスごとにより多くの材料を除去できるようにする.
3. CNC仕上げとは何ですか?
CNC 仕上げは機械加工プロセスの第 2 段階です, 最終的な寸法を達成することに重点を置いています, 滑らかさ, ワークの表面品質と.
荒削りとは異なります, 仕上げは、部品が厳しい公差内に収まり、機能的に使用できる状態になるようにする、より洗練されたプロセスです。.

プロセスの概要:
- 表面の平滑化: 仕上げ中, 目標は滑らかな状態を作り出すことです, 高精度の均一な表面.
このツールは浅い部分で少量の材料のみを除去します, 正確なカット. - ファインカット: 荒削りとは異なります, 仕上げプロセスではより小さなものを使用します, より洗練されたカット, 遅い送り速度と低い切込み深さ.
使用されるツール:
- ボールエンドミル: 仕上げに最適, これらのツールは滑らかな仕上がりを生み出します, 特に湾曲した表面または複雑な幾何学で.
- 仕上げカッター: これらのカッターは高精度のために設計されており、優れた表面仕上げを実現するために最適化されています.
精度の重要性:
CNC仕上げに必要な精度は重要です, 特に航空宇宙のような業界で, 自動車, そして医療, コンポーネントが非常に厳しい許容範囲を満たす必要がある場合.
例えば, ±0.001インチのタイトな許容範囲 (0.025 mm) しばしば必要とされる, 特に、さらなるアセンブリまたは厳密なテストを受ける部品の場合.
4. ラフ化の利点
高い材料除去率:
CNCラーニングの主な利点は、大量の材料を迅速に除去する能力です.
より大きな切削工具とより深いカットを使用することにより, ラフ化により、ワークピースの大部分が短時間で減少します, より速い生産サイクルを有効にします.
これは、より洗練された仕上げ段階に移動する前に実質的な材料除去が必要な大きな部品や厚い部品に特に役立ちます.
コスト効率の高い生産:
荒削りは、CNC加工の最も費用効率の高い段階です, 迅速な材料除去のために設計されたツールを利用しているため, これにより、加工時間が短縮されます, 順番に, 費用.
高い飼料レートと切削速度で, このプロセスは、複数の必要性を減らします, 後で時間のかかる操作.
これにより、部品ごとの全体的なコストを最小限に抑えるだけでなく、メーカーの最終結果も改善します.
仕上げツール用のツール摩耗の削減:
材料の大部分を早期に削除することにより, ラフ化は、より繊細な仕上げツールでの過度の摩耗を防ぎます.
これらの仕上げツールは多くの場合、精度のために設計されており、細かいカットが必要です,
したがって、それらを積極的な材料除去から保護すると、ツールの交換頻度が減り、全体的なツールの寿命が改善されます.
ワークの安定性が向上しました:
ラフ化は、決勝前にワークピースを安定させるのに役立ちます, より複雑な仕上げカットが作成されます.
制御された材料を除去することにより, 増分方法, ラフ化により、部品の形状が最終的なジオメトリに近いことが保証されます, 仕上げ中に変形またはシフトの可能性を減らす.
これは、精密産業で特に重要です, 航空宇宙や自動車など, 耐性が厳しい場合.
材料除去による柔軟性:
ラフ化は、さまざまな材料に非常に適応できます, アルミニウムのような柔らかい金属から鋼鉄やチタンなどの硬い材料まで.
適切な切削工具とパラメーターがあります, 荒削りにより、幅広い材料から効果的な材料除去が可能になります, 製造業の汎用性の向上.
5. 仕上げの利点
高精度の表面仕上げ:
CNC加工の仕上げ段階は、望ましい表面仕上げを達成するために重要です, 特に、緊密な耐性と高品質の表面美学が必要な場合.
仕上げカットは、荒いエッジを滑らかにして完璧なものを生成するように設計されています, 産業の特定の要件を満たす高品質の表面
航空宇宙などの, 医学, および自動車.
- 例: 航空宇宙コンポーネント用, タービンブレードなど, 仕上げは滑らかになります,
厳格な空力およびストレス耐性基準を満たす洗練された表面, 最適なパフォーマンスを確保する.
緊密な許容度と寸法精度:
CNC仕上げは、緊密な許容度と高次元の精度を達成する上で重要な役割を果たします.
ラフ化プロセスが材料の大部分を削除した後, 仕上げツールが引き継ぎ、部品を改良します,
正確な測定と寸法仕様に適合することを保証する.
これは、複雑なアセンブリで他のコンポーネントと完全に適合する必要があるコンポーネントを製造する場合に不可欠です。.
- 公差への影響: 医療機器や半導体製造などの業界, ほんのわずかなずれでも機能が損なわれる可能性があります.
仕上げにより、部品を±0.001 インチ以上の公差内に収めることができます。.
表面の完全性の向上:
仕上げにより材料表面の完全性が向上します, 荒加工段階で残った欠陥を除去する.
微細なバリを除去するプロセス, ツールマーク, 部品の機能や美的魅力に影響を与える可能性のあるその他の欠陥.
これは、過酷な環境にさらされるコンポーネントにとって特に重要です, 自動車産業や化学産業など,
表面の完全性が性能と寿命の鍵となります.
- 例: 自動車業界では, 仕上げは、シリンダーヘッドなどのエンジン部品の表面の欠陥を除去するために使用されます。, 高圧と熱に耐える必要がある.
このプロセスにより、部品が早期の摩耗や故障を起こすことなく最適に機能することが保証されます。.
耐久性と耐摩耗性の向上:
仕上げプロセスでは、多くの場合、最終部品の耐久性を向上させる特定のツールパスと切削戦略の適用が含まれます。.
表面平滑性と仕上げ品質を最適化することにより、, 仕上げにより、耐摩耗性と過酷な動作条件に耐える部品の能力が向上します。.
例えば, エンジン部品や手術器具などの高応力用途, この追加の改良層は摩耗を軽減し、部品の寿命を延ばすのに役立ちます。.
- 例: チタン製医療用インプラントの仕上げプロセスにより、表面の平滑性と生体適合性が向上します, 腐食や感染のリスクを軽減します.
審美的な魅力と視覚的品質:
多くのアプリケーションの場合, 特に消費財または建築製品で, 最終部分の外観は、その機能能力と同じくらい重要です.
CNC仕上げは幅広い表面テクスチャを提供できます, 滑らかから, サテンやマットの外観に磨かれた仕上げ.
審美的な結果に対するこのレベルの制御により、CNCは視覚的魅力が重要な製品に対して非常に貴重なものになります.
- 例: コンシューマーエレクトロニクスで, スマートフォンハウジングやラップトップケーシングなど, 仕上げは滑らかになります,
見栄えが良いだけでなく、快適なことを提供することでユーザーエクスペリエンスを向上させる視覚的に魅力的な表面, なめらかな仕上げ.
時間の経過とともに費用対効果の向上:
ただし、仕上げは荒れよりも時間がかかる場合があります, 部品の故障や費用のかかる修理の可能性を減らすことにより、長期的にお金を節約できます.
部品が最初からすべての仕様と品質要件を満たしていることを確認することで、, メーカーは、費用のかかる再加工や部品交換の必要性を回避します.
- 例: 非常に複雑な自動車エンジン部品の製造において,
仕上げにより、コンポーネントが厳しい基準を満たしていることが保証されます, メーカーが高価なリコールや保証請求を回避できるように支援します.
6. CNC Roughing vs. CNC仕上げ
CNC 加工は高精度で汎用性の高い製造プロセスです,
しかし、プロセスの 2 つの主要な段階の明確な役割と目的を理解することが重要です。: CNC荒加工 そして CNC仕上げ.

主な違い:
主な目標
- 荒加工: 荒加工段階の主な目的は、ワークピースから大量の材料を迅速に除去することです。.
荒加工は、部品を基本寸法に整形することに重点を置く重切削作業です。, 余分な物質を残す (「株」として知られる) それは次の段階で洗練されるでしょう.
荒加工ツールは、できるだけ多くの材料を除去するために、高い送り速度と深い切り込みで動作します。. - 仕上げ: 対照的に, 仕上げの目的は、部品を最終的な状態まで磨き上げることです, 正確な寸法.
仕上げ作業では、厳しい公差を達成し、滑らかな仕上がりを重視します。, 高品質の表面仕上げ.
このステージでは軽いカットを使用します, 遅い送り速度, ワークピースが精度と美観の要求基準を満たしていることを確認するためのより細かいツール.
ツーリングおよび切断パラメーター
- 荒加工: 荒加工ツールは通常、高い材料除去率に対応し、大量の材料を切断するストレスに耐えるように設計されています。.
などのツール ラフィングエンドミル, 刃先交換式インサート, そして フェイスミル このステージで使用されるのは.
切削パラメータは積極的な材料除去のために設定されています, より高い送り速度を使用することが多い, カットのより大きな深さ, スピンドル速度の向上.
しかし, 工具の刃先は多くの場合、より大きな材料の接触による摩耗に耐えるように設計されています. - 仕上げ: 仕上げツールはより専門的で、滑らかな表面と正確な寸法を実現するように設計されています。.
ボールエンドミル, 仕上げエンドミル, または ダイヤモンドコーティングされた工具 通常使用されます.
切断パラメータをより細かく調整, よりコントロールされたカット, 仕上げ面の損傷を避けるため、送り速度を遅くし、切込み深さを浅くします。.
切断力
- 荒加工: 荒加工中の切削抵抗は、除去される材料の量により通常よりはるかに高くなります。.
これらの力により、工具が大幅に摩耗したり、場合によっては振動が発生したりすることがあります。, 工具のたわみやびびりを防ぐために慎重な制御が必要. - 仕上げ: 仕上げ加工の切削抵抗は一般に荒加工よりも低くなります。.
仕上げ加工では精度と表面品質に重点を置きます, 切削抵抗が最小限に抑えられるため、工具のたわみや部品の形状の歪みのリスクが軽減されます。.
表面仕上げと公差
- 荒加工: 荒加工後の表面仕上げは一般的に粗いです, 目に見える工具跡と凹凸のある表面.
荒加工時の公差は通常、それほど厳密ではありません, 目的は主に材料の除去であるため.
得られた表面は「粗いストック」と表現されることが多く、仕上げ段階でさらに洗練する必要があります。. - 仕上げ: 終わった後, ワークピースは滑らかでなければなりません, 工具痕が最小限に抑えられた洗練された外観, 表面は厳しい寸法公差を満たす必要があります.
高品質の表面仕上げを実現するには、多くの場合、欠陥を最小限に抑えるために特定の仕上げツールと最適化された切削パラメータが必要になります。.
時間と効率
- 荒加工: 荒加工は通常、CNC 加工プロセスの中で最も時間のかかる部分です。, しかし、大量の物質を素早く除去するためには不可欠です.
このフェーズは効率を高めるために最適化されています, できるだけ多くの物質を短時間で除去するため, たとえ表面品質を犠牲にしても. - 仕上げ: 仕上げは荒加工よりも時間がかかりませんが、, より繊細で正確な操作です.
高品質の表面仕上げを実現するプロセスでは、部品の形状の歪みや欠陥の発生を避けるために、ライトカットを伴うパスをさらに多く行うことがよくあります。.
このステージ, パスあたりの時間が長くなりますが、, 最終製品が要求仕様を確実に満たすために重要です.
7. CNCの荒削りと仕上げを最適化する重要な要因
切断パラメータ:
ベストプラクティスには切断速度の最適化が含まれます, 送り速度, 材料と工具の特性に基づいた切込み深さ.
例えば, アルミニウムは鋼と比較してより高い切断速度を可能にします, より遅い速度が必要です, より意図的なカット.
ツールの選択:
各段階に適切な工具を選択することで、工具寿命と加工効率を最大化します。.
荒加工では耐久性を高めるために超硬インサートの恩恵を受ける可能性があり、仕上げ加工ではより滑らかな表面を得るために研磨セラミック工具を使用できる可能性があります。.
重要な考慮事項:
材料が異なると個別の戦略が必要になる; アルミニウムのような柔らかい金属は、より高速な荒加工をサポートします, 一方、チタンのような硬い金属には慎重なアプローチが必要です.
チタン, 例えば, が必要です 20-30% アルミニウムに比べて切削速度が低下.
ツールパス戦略:
ツールパスを最適化することで不必要な移動を最小限に抑え、切削効率を最大化します。.
CAM ソフトウェアは効率的なツールパスを生成する上で極めて重要な役割を果たします, サイクルタイムを最大で短縮できる可能性があります 25%.
8. CNCの荒削りと仕上げにおける一般的な課題
CNC加工, 高精度かつ高効率でありながら、, 課題がないわけではない.
ラフ化と仕上げの両方の段階は、品質に影響を与える可能性のあるユニークな障害を提示します, 効率, 加工プロセスの費用対効果.
これらの課題に対処することは、最適な結果を達成するために重要です.
粗い課題
工具の摩耗:
-
- チャレンジ: ラフ化に使用される積極的な切断パラメーターは、迅速なツール摩耗につながる可能性があります, ツールの寿命の削減とコストの増加.
- 解決: 重い材料除去のために設計された耐久性のあるツールを使用します, 炭化物インサートなど.
定期的なメンテナンスチェックを実装し、TialnやDLCなどのコーティングの使用を検討してください (ダイヤモンドライクカーボン) ツールの寿命をまで拡張する 40%.
熱の蓄積:
-
- チャレンジ: 高速切断は大幅な熱を発生させます, ツールのパフォーマンスを低下させ、材料の完全性に影響を与える可能性があります.
- 解決: 適切なクーラント適用方法を使用します, スルーツールクーラントデリバリーシステムなど.
クーラントは熱を放散するだけでなく、チップの避難を改善します, 最大で熱蓄積を減らす 60%.
振動:
-
- チャレンジ: 振動によりワークピースにビビリマークが発生し、工具寿命が短くなる可能性があります. 深い切り込みや長い突き出しの場合に特に問題が発生します。.
- 解決: 切削パラメータを最適化して振動を最小限に抑える. より短い工具とより高い剛性が役立ちます, スピンドル速度と送り速度の調整も可能.
バランスのとれたツールアセンブリと安定したセットアップを使用すると、振動関連の問題を最大で軽減できます。 70%.
チップ避難:
-
- チャレンジ: 非効率的な切りくず排出は切りくずの再切削につながる可能性があります, 工具の損傷や表面仕上げの低下の原因となる.
- 解決: 効果的な切りくず除去を実現するために、適切な溝形状を備えた工具を選択してください.
高圧クーラントと真空システムを利用して切りくずを迅速に除去します, 切りくず排出性が最大で向上します 80%.
課題を終える
美しい表面仕上げを実現:
-
- チャレンジ: 良好な表面仕上げを維持するには、切削パラメータと工具の選択を正確に制御する必要があります.
- 解決: より多くの溝とより細かいエッジ形状を備えた特殊な仕上げツールを使用する, ボールエンドミルなど.
一貫した切削条件を維持, 安定した主軸速度と制御された送り速度を含む.
高度な CAM ソフトウェアはツールパスを最適化し、より滑らかな仕上げを実現します, 最低の Ra 値を達成 0.4 μm.
工具のたわみの管理:
-
- チャレンジ: 細い工具や長い工具は切削中にたわむ可能性があります, 寸法の不正確さや表面品質の低下につながります.
- 解決: 短いものを選択してください, 可能な場合は硬いツールを使用する. ツールホルダの剛性を高め、振れの少ないツールホルダを使用.
トロコイドミーリングなどの戦略を採用して切削力を均等に分散します, たわみを最大で低減 50%.
厳しい公差を維持する:
-
- チャレンジ: 部品が厳しい公差を満たしていることを確認することが重要です, 特に航空宇宙や医療などの業界では.
- 解決: 機械や工具を定期的に校正して精度を維持する. リアルタイムのフィードバックと調整のために、精密測定機器を使用します.
自動検査プロセスを実装して、逸脱を早期にキャッチします, ±0.01 mm以内の許容範囲を確保します.
材質の硬さのバリエーション:
-
- チャレンジ: 材料の硬度の変動は、一貫性とツールの寿命の削減に影響を与える可能性があります.
- 解決: 機械加工前に材料硬度テストを実行して、それに応じて切断パラメーターを調整します.
硬度のバリエーションを自動的に補う適応制御システムを使用する, 一貫した切断条件を維持します.
9. 荒加工と仕上げ加工を強化するテクノロジー
高度なツーリング ソリューション
最新の切削工具は、CNC加工のラフ化と仕上げ段階の両方の効率と有効性を大幅に変化させました.
炭化物のような高度な材料, セラミックス, およびCBN (窒化キュービックホウ素) 現在、優れた硬度を提供するツールの製造に使用されています, 耐摩耗性, そして耐熱性.
これらのツールは、厳しい素材でもそれを保証します, チタンなど, インコネル, または硬化した鋼, 機械加工プロセスの効率性は維持されます, 一貫性のある, そして正確な.
性能を向上させるコーティングされたツール
工具コーティング, TiNなど (窒化チタン), ティアルン (窒化チタンアルミニウム), ダイヤモンドのようなコーティング (DLC), CNC の荒加工と仕上げ加工に大きな利点をもたらします。.
これらのコーティングは摩擦を軽減します, 摩耗を最小限に抑える, 耐熱性を高めます, 工具寿命の延長と加工作業の効率化につながります。.
切削抵抗の低減というさらなる利点も得られます, メーカーは荒加工と仕上げの両方の段階でより滑らかな仕上げを実現できます。.
5-軸CNC加工
5-軸 CNC マシンは、複数のセットアップの必要性を軽減することで、荒加工と仕上げ加工の両方で大きな利点をもたらします。.
これにより精度と効率の両方が向上します, 部品を再配置せずにさまざまな角度から加工できるため.
複数の方向から材料にアプローチできるため、工具のびびりやたわみが発生しにくくなります。, より良い表面仕上げとより正確な切断につながります.
さらに, 5-軸加工機により、部品設計の柔軟性が向上します, 追加の工具や複雑な治具の必要性を軽減.
高圧クーラントおよびスルースピンドルクーラントシステム
高圧冷却システムの導入により、CNC の荒加工と仕上げ加工の効率が大幅に向上しました。.
これらのシステムはクーラントを切削ゾーンに直接送ります。, 放熱性が向上し、工具の摩耗が軽減されます。.
加えて, 高圧クーラントが切りくずを洗い流すのに役立ちます, 切断プロセスの干渉を防ぐ, 特に大量の材料が除去される荒加工中に.
仕上げ用, 冷却剤は温度の安定性を維持するのに役立ちます, 材料の表面が熱歪みなく仕上げられるようにする.
自動工具交換システム
自動工具交換装置により、荒加工段階と仕上げ段階の間のシームレスな移行が可能になります。, 特に、各フェーズに異なるツールが必要な場合.
このプロセスを自動化することにより, CNCマシンは中断なく実行できます, ダウンタイムの短縮と生産性の向上.
これらのシステムは、さまざまな切削工具を保存し、事前にプログラムされた指示に基づいて変更できます, 対応する操作には常に正しいツールが使用されるようにします.
プロセス最適化のためのインテリジェントセンサーと機械学習
インテリジェントセンサーと機械学習技術のCNCマシンへの統合により、プロセスの監視と最適化が強化されました.
これらのセンサーは振動を検出できます, 切削抵抗, リアルタイムでツールウェア, 機械加工の効率と部分品質を改善するために、即座に調整を行うことを可能にします.
ラフ化で, これらのテクノロジーは、ツールやワークの過負荷を防ぐことができます, 仕上げ中,
彼らは、ツールが許容範囲内にとどまることを保証します, 欠陥または次元の不正確さのリスクを最小限に抑える.
生産性向上のためのロボティクスとオートメーション
ロボットアームと自動化されたシステムは、繰り返しタスクを引き継ぐことにより、ラフ化と仕上げプロセスの両方を支援できます, ワークピースの読み込み/アンロード, 品質管理チェックの実行.
これにより、ヒューマンエラーが軽減され、CNCマシンが動作できるようになります 24/7, 生産性の最大化.
クリーニングなどのマシン後のプロセスでのロボット工学の使用, 検査, または、部品の処理により、部品が最小限の手動介入で使用または配達の準備ができていることを確認します.
10. DEZE のワンストップ CNC 機械加工ショップ
これを食べました, 社内でラフ化と仕上げサービスの両方を提供しています, 最先端のCNCマシンと高度な精度を確保するための高度なツールを使用する, 効率, 優れた表面仕上げ.
統合されたアプローチは、ラフ化から仕上げへのシームレスな移行を保証します, 時間を節約し、部品の全体的な品質を向上させる.
11. 結論
CNCの荒削りと仕上げは、機械加工プロセスの2つの重要な段階です, 最適化された場合, 効率を大幅に改善できます, 表面の品質, および一部の精度.
違いを理解することによって, 課題, および各フェーズの戦略, メーカーはコストを削減し、時間を削減しながらより良い結果を達成できます.
複雑なジオメトリまたは緊密な許容範囲を使用しているかどうか, これらの2つのプロセスをマスターすることは、高品質を生み出すために不可欠です, 精密部品.
高品質を求めるなら CNC加工サービス, Dezeを選択することは、製造業のニーズに最適な決定です.

