
1. Bevezetés
A CNC megmunkálás legfontosabb lépései közé tartozik a nagyolás és a simítás, két folyamat, amelyek együttesen biztosítják a befejező rész funkcionális és esztétikai minőségét.
A nagyolás a nagy mennyiségű anyag gyors eltávolítására összpontosít, míg a befejezés finomítja az alkatrész felületét, és biztosítja, hogy megfeleljen a szűk tűréseknek.
Ezek a lépések elengedhetetlenek a kívánt eredmények eléréséhez, valamint a megmunkálási idő és költség optimalizálásához.
Ebben a bejegyzésben, lebontjuk a CNC nagyolás és simítás különböző szerepeit, vizsgálja meg az érintett eszközöket és paramétereket, és gyakorlati betekintést nyújtanak az egyes szakaszok optimalizálásához.
2. Mi az a CNC nagyolás?
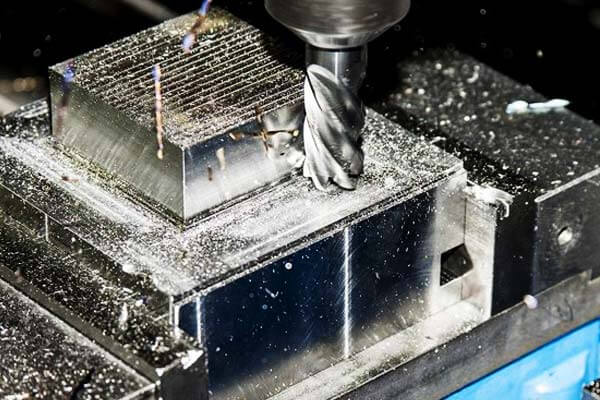
A CNC nagyolás a megmunkálási folyamat első lépése, úgy tervezték, hogy eltávolítsa az anyag nagy részét a munkadarabból.
A cél az, hogy elérjük az utolsó alkatrész hozzávetőleges formáját anélkül, hogy túlzottan aggódnánk a felületkezelés vagy a szűk tűrések miatt.
Ez egy agresszív, nagy mennyiségű anyageltávolítási fázis, amely felkészíti a munkadarabot a pontosabb megmunkálási szakaszra.
A folyamat áttekintése:
- Beállítás: A munkadarab biztonságosan rögzítve van a CNC géphez.
A szerszámpályákat úgy tervezik, hogy maximalizálják az anyagleválasztást, és a vágószerszám kiválasztása az anyagtípus és a nagyolási igények alapján történik. - Anyag eltávolítása: A nagyolás az anyag nagy részét levágja, nagyobb sebességet használva, nagyobb vágásmélység, és gyorsabb előtolás a simításhoz képest.
Jellemzően, durva vágások hagynak maguk után durva, egyenetlen felület. - Kezdeti alakítás: Ebben a szakaszban, az anyagot a kívánt geometriához közelebb formázzuk, de a sebességen van a hangsúly, nem részlet.
Használt eszközök:
- End Mills: Ezeket az eszközöket általában nagyolásra és simításra egyaránt használják. Nagyoláshoz, nagyobb szerszámokat alkalmaznak az anyag gyors eltávolítására.
- Nagyoló vágók: Kifejezetten agresszív vágáshoz tervezett szerszámok, gyakran több foggal, hogy minimalizálják a vágási erőket és lehetővé tegyék a nagyobb anyagleválasztást.
Vezérlendő paraméterek:
- Sebesség: Nagyoláshoz, A vágási sebesség általában nagyra van állítva a nagy mennyiségű anyag gyors eltávolítása érdekében.
Egy tipikus sebesség a következő tartományban lehet 2,000 -hoz 5,000 FORDULAT, anyagtípustól és vágómérettől függően. - Előtolási sebesség: Magasabb előtolási sebesség (kezdve 0.02 -hoz 0.5 mm/fog) gyorsabb anyageltávolítást biztosítanak.
- Vágásmélység: A nagyolás mélyebb vágásokkal jár (-ig 1 -hoz 2 mm vagy több lépésenként) a befejezéshez képest, lehetővé téve több anyag eltávolítását menetenként.
3. Mi az a CNC befejezés?
A CNC kikészítés a megmunkálási folyamat második szakasza, amely a végső dimenziók elérésére összpontosít, simaság, és a munkadarab felületi minősége.
A nagyolástól eltérően, a kikészítés egy kifinomultabb folyamat, amely biztosítja, hogy az alkatrész szűk tűréseken belül legyen, és készen álljon a funkcionális használatra.

A folyamat áttekintése:
- Felületi simítás: A befejezés során, a cél egy sima létrehozása, egyenletes felület nagy pontossággal.
A szerszám csak kis mennyiségű anyagot távolít el sekélyben, precíz vágások. - Finom vágások: A nagyolástól eltérően, a befejező folyamat kisebb, finomabb vágások, lassabb előtolással és kisebb fogásmélységgel.
Használt eszközök:
- Golyós orrú végmarók: Tökéletes befejezéshez, ezek az eszközök sima felületet biztosítanak, különösen ívelt felületeken vagy összetett geometriákon.
- Befejező vágók: Ezeket a marókat nagy pontosságra tervezték, és úgy lettek optimalizálva, hogy kiváló felületminőséget biztosítsanak.
A pontosság fontossága:
A CNC-simításhoz szükséges pontosság kritikus, különösen az olyan iparágakban, mint a repülés, autóipar, és orvosi, ahol az alkatrészeknek nagyon szűk tűréseknek kell megfelelniük.
Például, ±0,001 hüvelyk tűréshatárok (0.025 mm) gyakran szükségesek, különösen olyan alkatrészek esetében, amelyek további összeszerelésen vagy szigorú tesztelésen esnek át.
4. A nagyolás előnyei
Magas anyageltávolítási sebesség:
A CNC nagyolás elsődleges előnye, hogy nagy mennyiségű anyagot gyorsan eltávolít.
Nagyobb vágószerszámok és mélyebb vágások használatával, a nagyolás rövid időn belül csökkenti a munkadarab tömegét, gyorsabb gyártási ciklusokat tesz lehetővé.
Ez különösen hasznos nagy vagy vastag alkatrészeknél, ahol jelentős anyageltávolításra van szükség, mielőtt a finomabb befejezési fázisba lépnénk.
Költséghatékony termelés:
A nagyolás a CNC megmunkálás legköltséghatékonyabb szakasza, mivel gyors anyageltávolításra tervezett eszközöket használ, ami csökkenti a megmunkálási időt és, viszont, költségeket.
Nagy előtolási sebességgel és vágási sebességgel, a folyamat csökkenti a többszörös szükségességét, időigényes műveletek később.
Ez nemcsak minimalizálja az alkatrészenkénti összköltséget, hanem javítja a gyártók eredményét is.
Csökkentett szerszámkopás a befejező szerszámoknál:
Az anyag nagy részének korai eltávolításával, a nagyolás megakadályozza a kényesebb befejező szerszámok túlzott kopását.
Ezeket a befejező szerszámokat gyakran precíziós célokra tervezték, és finom vágást igényelnek,
így az agresszív anyageltávolítás elleni védelem csökkenti a szerszámcsere gyakoriságát és javítja a szerszám általános élettartamát.
Jobb munkadarab-stabilitás:
A nagyolás segíthet stabilizálni a munkadarabot az utolsó előtt, bonyolultabb befejező vágásokat végeznek.
Anyag eltávolításával ellenőrzött, növekményes módon, A nagyolás biztosítja, hogy az alkatrész alakja közel legyen a végső geometriához, csökkenti a deformáció vagy elmozdulás valószínűségét a befejezés során.
Ez különösen fontos a precíziós iparban, mint a repülőgépipar és az autóipar, ahol szigorúak a tűréshatárok.
Rugalmasság az anyageltávolítással:
A nagyolás nagyon jól alkalmazkodik a különböző anyagokhoz, a lágyabb fémektől, mint az alumínium, a keményebb anyagokig, mint az acél és a titán.
Megfelelő vágószerszámokkal és paraméterekkel, a nagyolás lehetővé teszi a hatékony anyageltávolítást sokféle anyagból, a gyártási műveletek sokoldalúságának növelése.
5. A befejezés előnyei
Nagy pontosságú felületkezelés:
A CNC megmunkálás befejező fázisa döntő fontosságú a kívánt felületi minőség eléréséhez, különösen akkor, ha szűk tűrések és jó minőségű felületesztétika szükséges.
A befejező vágásokat úgy tervezték, hogy kisimítsa a durva éleket, és hibátlan legyen, kiváló minőségű felület, amely megfelel az iparágak sajátos követelményeinek
mint például az űrrepülés, orvosi, és az autóipar.
- Példa: Repüléstechnikai alkatrészekhez, mint például a turbinalapátok, a kikészítés sima,
polírozott felületek, amelyek megfelelnek a szigorú aerodinamikai és feszültségállósági szabványoknak, optimális teljesítmény biztosítása.
Szűk tűrések és méretpontosság:
A CNC megmunkálás létfontosságú szerepet játszik a szűk tűréshatárok és a nagy méretpontosság elérésében.
Miután a nagyolási eljárás eltávolította az anyag nagy részét, befejező szerszámok veszik át az alkatrész finomítását,
annak biztosítása, hogy megfeleljen a pontos méréseknek és méretspecifikációknak.
Ez alapvető fontosságú olyan alkatrészek gyártásakor, amelyeknek tökéletesen illeszkedniük kell más összetett összeállításokhoz.
- Hatás a tűréshatárokra: Olyan iparágakban, mint az orvosi eszközök vagy a félvezetőgyártás, a legkisebb eltérés is veszélyeztetheti a funkcionalitást.
A kidolgozás segít az alkatrész ±0,001 hüvelyk vagy annál jobb tűréshatáron belüli elérésében.
Továbbfejlesztett felületi integritás:
A kikészítés javítja az anyag felületének integritását, a nagyolási fázisból maradt hibák kiküszöbölése.
Az eljárás eltávolítja a mikrosorját, szerszámnyomok, és egyéb hiányosságok, amelyek befolyásolhatják az alkatrész funkcióját vagy esztétikai megjelenését.
Ez különösen fontos a zord környezetnek kitett alkatrészek esetében, mint például az autóiparban vagy a vegyiparban,
ahol a felület integritása kulcsfontosságú a teljesítmény és a hosszú élettartam szempontjából.
- Példa: Az autóiparban, a kidolgozást a motor részein, például a hengerfejeken található felületi hibák eltávolítására használják, amelynek ellenállnia kell a nagy nyomásnak és a hőnek.
A folyamat biztosítja az alkatrészek optimális működését idő előtti kopás vagy meghibásodás nélkül.
Megnövelt tartósság és kopásállóság:
A megmunkálási folyamat gyakran olyan speciális szerszámpályák és vágási stratégiák alkalmazását foglalja magában, amelyek segítenek javítani az utolsó alkatrész tartósságát.
A felület simaságának és a kidolgozás minőségének optimalizálásával, a kikészítés javíthatja a kopásállóságot és az alkatrész azon képességét, hogy ellenálljon a zord üzemi körülményeknek.
Például, nagy igénybevételnek kitett alkalmazásokban, mint például motoralkatrészek vagy sebészeti eszközök, ez az extra finomítási réteg segít csökkenteni a kopást és meghosszabbítja az alkatrész élettartamát.
- Példa: A titán orvosi implantátumok befejező folyamatai javítják a felület simaságát és biokompatibilitását, csökkenti a korrózió vagy fertőzés kockázatát.
Esztétikai vonzalom és vizuális minőség:
Számos alkalmazáshoz, különösen a fogyasztási cikkekben vagy az építészeti termékekben, az utolsó alkatrész megjelenése ugyanolyan fontos, mint a funkcionális képességei.
A CNC felületkezelés sokféle felületi textúrát biztosít, simától, polírozott felületek szatén vagy matt megjelenésig.
Az esztétikai eredmény ilyen szintű ellenőrzése felbecsülhetetlen értékűvé teszi a CNC felületkezelést azoknál a termékeknél, ahol a látvány döntő fontosságú.
- Példa: A fogyasztói elektronikában, mint például az okostelefonok vagy a laptopok burkolata, befejezése sima,
Tetszetős felület, amely nemcsak jól néz ki, hanem kényelmesebbé teszi az általános felhasználói élményt is, karcsú kivitel.
Megnövekedett költséghatékonyság idővel:
Bár a simítás több időt vehet igénybe, mint a nagyolás, hosszú távon pénzt takaríthat meg azáltal, hogy csökkenti az alkatrész meghibásodásának vagy a költséges javítások valószínűségét.
Azzal, hogy az alkatrész a kezdetektől fogva minden specifikációnak és minőségi követelménynek megfelel, a gyártók elkerülik a költséges átdolgozás vagy alkatrészcsere szükségességét.
- Példa: Rendkívül összetett autómotor-alkatrészek gyártásában,
a kikészítés biztosítja, hogy az alkatrészek megfeleljenek a szigorú szabványoknak, segít a gyártóknak elkerülni a drága visszahívásokat vagy a garanciális igényeket.
6. CNC nagyolás vs. CNC befejezés
A CNC megmunkálás rendkívül precíz és sokoldalú gyártási folyamat,
de alapvető fontosságú, hogy megértsük a folyamat két fő szakaszának eltérő szerepét és céljait: CNC nagyolás és CNC kikészítés.

Legfontosabb különbségek:
Elsődleges cél
- Nagyítás: A nagyolási fázis fő célja nagy mennyiségű anyag gyors eltávolítása a munkadarabból.
A nagyolás egy nehéz vágási művelet, amelynek középpontjában az alkatrész alapméretei szerinti formálása áll, felesleges anyagot hagyva maga után („részvényként” ismert) amelyet a következő szakaszban finomítanak.
A nagyoló szerszám nagy előtolási sebességgel és mély vágással működik, hogy a lehető legtöbb anyagot eltávolítsa. - Végső: Ezzel szemben, a befejezés célja az alkatrész végleges finomítása, pontos méretek.
A befejező műveletek a szűk tűrések elérésére és a sima kialakításra összpontosítanak, kiváló minőségű felületkezelés.
Ez a szakasz könnyebb vágásokat használ, lassabb előtolási sebességek, és finomabb szerszámok, amelyek biztosítják, hogy a munkadarab megfeleljen a pontosság és esztétikai követelményeknek.
Szerszámozási és vágási paraméterek
- Nagyítás: A nagyolószerszámokat általában úgy tervezték, hogy megbirkózzanak a nagy anyagleválasztási sebességgel, és ellenálljanak a nagy mennyiségű anyag vágásával járó igénybevételeknek..
Olyan eszközök, mint pl nagyoló szármarók, indexelhető betétek, és arcmalmok használják erre a szakaszra.
A vágási paraméterek az agresszív anyageltávolításhoz vannak beállítva, gyakran nagyobb előtolást használnak, nagyobb vágásmélység, és nagyobb orsófordulatszám.
Viszont, a szerszám vágóéleit gyakran úgy tervezték, hogy ellenálljanak a nagyobb anyagi érintkezésből eredő kopásnak. - Végső: A befejező szerszámok speciálisabbak, és a sima felület és a pontos méretek elérésére készültek.
Golyós orrú marók, befejező szármarók, vagy gyémánt bevonatú szerszámok jellemzően használatosak.
A vágási paraméterek finomabbra vannak állítva, kontrolláltabb vágások, lassabb előtolási sebességgel és sekélyebb fogásmélységgel, hogy elkerülje a felület károsodását.
Vágó erők
- Nagyítás: A nagyolás során fellépő forgácsolóerők általában sokkal nagyobbak az eltávolított anyagmennyiség miatt.
Ezek az erők jelentős szerszámkopást és néha vibrációt okozhatnak, gondos ellenőrzést igényel a szerszám elhajlásának és rázkódásának megakadályozása érdekében. - Végső: A simításnál a forgácsolóerők jellemzően kisebbek, mint a nagyolásnál.
A befejezés során a hangsúly a pontosságon és a felületminőségen van, és a forgácsolóerők minimálisra csökkentve a szerszám elhajlásának vagy az alkatrész geometriájának torzulásának kockázatát.
Felületi kikészítés és tűrések
- Nagyítás: A felületkezelés nagyolás után általában érdes, látható szerszámnyomokkal és egyenetlen felületekkel.
A nagyolás során alkalmazott tűrések általában nem olyan szigorúak, mivel a cél elsősorban az anyageltávolítás.
Az így kapott felületet gyakran „durva anyagnak” nevezik, és a befejező szakaszban további finomításra szorul. - Végső: Befejezés után, a munkadarab legyen sima, csiszolt megjelenés minimális szerszámnyomokkal, és a felületnek meg kell felelnie szűk mérettűréseknek.
A kiváló minőségű felület eléréséhez gyakran speciális befejező szerszámokra és optimalizált vágási paraméterekre van szükség a tökéletlenségek minimalizálása érdekében.
Idő és hatékonyság
- Nagyítás: A nagyolás általában a CNC megmunkálási folyamat legidőigényesebb része, de elengedhetetlen a nagy mennyiségű anyag gyors eltávolításához.
Ez a fázis a hatékonyságra van optimalizálva, hogy a lehető legtöbb anyagot a lehető legrövidebb időn belül eltávolítsuk, akár a felületminőség rovására is. - Végső: Míg a simítás kevesebb időt vesz igénybe, mint a nagyolás, ez egy kényesebb és pontosabb művelet.
A kiváló minőségű felületkezelés folyamata gyakran több könnyed vágással végzett fogásból áll, hogy elkerüljük az alkatrész geometriájának torzulását vagy hibákat.
Ez a szakasz, miközben több időre van szükség egy menetenként, kritikus fontosságú annak biztosításához, hogy a végtermék megfeleljen a szükséges előírásoknak.
7. Kulcstényezők a CNC nagyolás és simítás optimalizálásához
Paraméterek vágási paraméterek:
A legjobb gyakorlatok közé tartozik a vágási sebesség optimalizálása, előtolási sebességek, és a vágási mélység az anyag- és szerszámjellemzők alapján.
Például, az alumínium nagyobb vágási sebességet tesz lehetővé az acélhoz képest, ami lassabbat igényel, szándékosabb vágások.
Szerszámválasztás:
Az egyes fázisokhoz megfelelő szerszámok kiválasztása maximalizálja a szerszám élettartamát és a megmunkálási hatékonyságot.
A nagyolásnál előnyös lehet a keményfém lapkák a tartósság érdekében, míg a befejezéshez polírozott kerámiaszerszámok használhatók a simább felületek érdekében.
Anyagi megfontolások:
A különböző anyagokhoz személyre szabott stratégiák szükségesek; a lágyabb fémek, mint például az alumínium, elősegítik a gyorsabb nagyolást, míg a keményebb fémek, mint a titán, körültekintő megközelítést igényelnek.
Titán, például, megköveteli a 20-30% csökkenti a vágási sebességet az alumíniumhoz képest.
Eszközút-stratégiák:
A szerszámpályák optimalizálása minimalizálja a szükségtelen haladást és maximalizálja a vágási hatékonyságot.
A CAM szoftver kulcsszerepet játszik a hatékony szerszámpályák létrehozásában, potenciálisan akár akár 25%.
8. Gyakori kihívások a CNC nagyolásban és simításban
CNC megmunkálás, miközben rendkívül precíz és hatékony, nem mentes a kihívásoktól.
Mind a nagyolási, mind a simítási szakaszok egyedi akadályokat jelentenek, amelyek befolyásolhatják a minőséget, hatékonyság, és a megmunkálási folyamat költséghatékonysága.
Ezeknek a kihívásoknak a kezelése kulcsfontosságú az optimális eredmények eléréséhez.
Durva kihívások
Szerszámkopás:
-
- Kihívás: A nagyolásnál alkalmazott agresszív forgácsolási paraméterek gyors szerszámkopáshoz vezethetnek, csökkenti a szerszám élettartamát és növeli a költségeket.
- Megoldás: Nehéz anyagok eltávolításához használjon tartós szerszámokat, mint például a keményfém lapkák.
Végezzen rendszeres karbantartási ellenőrzéseket, és fontolja meg olyan bevonatok használatát, mint a TiAlN vagy a DLC (Gyémántszerű szén) a szerszám élettartamának meghosszabbításához akár 40%.
Hőfelhalmozódás:
-
- Kihívás: A nagy sebességű vágás jelentős hőt termel, amelyek ronthatják a szerszám teljesítményét és befolyásolhatják az anyag integritását.
- Megoldás: Alkalmazzon megfelelő hűtőfolyadék alkalmazási módszereket, mint például a szerszámon keresztüli hűtőfolyadék-ellátó rendszerek.
A hűtőfolyadék nemcsak elvezeti a hőt, hanem javítja a forgácselvezetést is, a hőfelhalmozódás csökkentése akár 60%.
Rezgés:
-
- Kihívás: A vibráció rezgésnyomokat okozhat a munkadarabon, és csökkentheti a szerszám élettartamát. Ez különösen problémás mély bevágásoknál vagy hosszú túlnyúlásoknál.
- Megoldás: Optimalizálja a vágási paramétereket a vibráció minimalizálása érdekében. A rövidebb, nagyobb merevségű szerszámok segíthetnek, csakúgy, mint az orsó fordulatszámának és előtolási sebességének beállítása.
A kiegyensúlyozott szerszámszerelvények és stabil beállítások használatával akár a vibrációval kapcsolatos problémák is csökkenthetők 70%.
Chip evakuálás:
-
- Kihívás: A nem hatékony forgácseltávolítás a forgácsok újravágásához vezethet, szerszámkárosodást és rossz felületi minőséget okozva.
- Megoldás: Válassza ki a megfelelő horonygeometriájú szerszámokat a hatékony forgácseltávolításhoz.
Használjon nagynyomású hűtőfolyadékot és vákuumrendszereket, hogy biztosítsa a forgácsok azonnali eltávolítását, a forgácselvezetés javítása akár 80%.
Kihívások befejezése
Finom felületkezelés elérése:
-
- Kihívás: A finom felületi minőség fenntartása a vágási paraméterek és a szerszámválasztás pontos ellenőrzését igényli.
- Megoldás: Használjon speciális simítószerszámokat több hornygal és finomabb élgeometriával, mint például a golyós orrú szármarók.
Tartson állandó vágási feltételeket, beleértve a stabil orsófordulatszámokat és szabályozott előtolási sebességeket.
A fejlett CAM-szoftver optimalizálhatja a szerszámpályákat a simább simítás érdekében, olyan alacsony Ra értékek elérése, mint 0.4 μm.
Szerszám elhajlásának kezelése:
-
- Kihívás: A vékony vagy hosszú szerszámok vágás közben elhajolhatnak, méretpontatlansághoz és rossz felületminőséghez vezet.
- Megoldás: Válassz rövidebbet, lehetőség szerint merevebb szerszámokat. Növelje a szerszámtartó merevségét, és használjon minimális kifutású szerszámtartókat.
Használjon olyan stratégiákat, mint a trochoidális marás a forgácsolóerők egyenletes elosztása érdekében, az elhajlás csökkentése akár 50%.
Szigorú tűréshatárok fenntartása:
-
- Kihívás: Nagyon fontos, hogy az alkatrészek megfeleljenek a szűk tűréshatároknak, különösen az olyan iparágakban, mint a repülés és az orvostudomány.
- Megoldás: A pontosság megőrzése érdekében rendszeresen kalibrálja a gépeket és szerszámokat. Használjon precíziós mérőműszereket a valós idejű visszacsatoláshoz és beállításhoz.
Automatizált ellenőrzési folyamatok végrehajtása az eltérések korai észlelése érdekében, ±0,01 mm-en belüli tűrés biztosításával.
Anyagkeménység változásai:
-
- Kihívás: Az anyagkeménység változása befolyásolhatja a vágási konzisztenciát és a szerszám élettartamát.
- Megoldás: A megmunkálás előtt végezzen anyagkeménységi vizsgálatokat a vágási paraméterek megfelelő beállításához.
Használjon adaptív vezérlőrendszereket, amelyek automatikusan kompenzálják a keménységváltozásokat, állandó vágási feltételek fenntartása.
9. Technológiák, amelyek javítják a nagyolást és a simítást
Speciális szerszámozási megoldások
A modern forgácsolószerszámok jelentősen átalakították a CNC megmunkálás nagyolási és simítási szakaszainak hatékonyságát és eredményességét.
Fejlett anyagok, mint a keményfém, kerámia, és CBN (köbméter bór-nitrid) ma már kiváló keménységű szerszámok gyártására használják, kopásállóság, és hőállóság.
Ezek az eszközök még kemény anyagok esetén is biztosítják, mint például a titán, Kuncol, vagy edzett acél, a megmunkálási folyamat hatékony marad, következetes, és pontos.
Bevonatos szerszámok a jobb teljesítmény érdekében
Szerszámbevonatok, mint például a TiN (Titán-nitrid), TiAlN (Titán-alumínium-nitrid), és gyémántszerű bevonatok (DLC), jelentős előnyökkel jár a CNC nagyolásban és simításban.
Ezek a bevonatok csökkentik a súrlódást, minimálisra csökkenti a kopást, és növeli a hőállóságot, ami hosszabb szerszámélettartamhoz és hatékonyabb megmunkálási műveletekhez vezet.
A kisebb forgácsolóerők további előnyével, a gyártók simább felületet érhetnek el a nagyolási és simítási szakaszokban egyaránt.
5-Tengelyes CNC megmunkálás
5-A tengelyes CNC gépek nagy előnyt jelentenek mind a nagyolásban, mind a simításban, mivel csökkentik a többszörös beállítás szükségességét.
Ez növeli a pontosságot és a hatékonyságot is, mivel az alkatrészek különböző szögekből, áthelyezés nélkül megmunkálhatók.
Az anyag több irányból történő megközelítésének képessége azt jelenti, hogy a szerszámok kisebb valószínűséggel találkoznak csattanással vagy elhajlással, jobb felületminőséget és pontosabb vágásokat eredményez.
Emellett, 5-tengelyes gépek nagyobb rugalmasságot tesznek lehetővé az alkatrészek tervezésében, csökkenti a további szerszámok vagy összetett rögzítések szükségességét.
Nagynyomású hűtőfolyadék és átmenő orsós hűtőfolyadék rendszerek
A nagynyomású hűtőfolyadék rendszerek bevezetése jelentősen javította a CNC nagyolás és simítás hatékonyságát.
Ezek a rendszerek közvetlenül a vágási zónába irányítják a hűtőfolyadékot, jobb hőelvezetést és csökkenti a szerszámkopást.
Ráadásul, A nagynyomású hűtőfolyadék segít elmosni a forgácsot, megakadályozva, hogy megzavarják a vágási folyamatot, különösen nagyolásnál, amikor nagy mennyiségű anyagot távolítanak el.
A befejezéshez, hűtőfolyadék segít fenntartani a hőmérséklet stabilitását, biztosítja, hogy az anyag felülete hőtorzulás nélkül készüljön el.
Automatizált szerszámcsere rendszerek
Az automatizált szerszámcserélők zökkenőmentes átmenetet tesznek lehetővé a nagyolási és simítási szakaszok között, különösen akkor, ha minden fázishoz különböző szerszámokra van szükség.
A folyamat automatizálásával, A CNC gépek megszakítás nélkül működhetnek, az állásidő csökkentése és a termelékenység javítása.
Ezek a rendszerek különféle forgácsolószerszámokat tárolhatnak, és előre programozott utasítások alapján cserélhetik azokat, annak biztosítása, hogy a megfelelő művelethez mindig a megfelelő szerszámot használják.
Intelligens érzékelők és gépi tanulás a folyamatoptimalizáláshoz
Az intelligens szenzorok és gépi tanulási technológiák CNC gépekbe való integrálása javította a folyamatfelügyeletet és -optimalizálást.
Ezek az érzékelők képesek érzékelni a rezgéseket, vágóerők, és a szerszámkopás valós időben, lehetővé teszi az azonnali beállítások elvégzését a megmunkálási hatékonyság és az alkatrészminőség javítása érdekében.
Nagyolásnál, ezek a technológiák megakadályozhatják a szerszám vagy a munkadarab túlterhelését, befejezés közben,
biztosítják, hogy a szerszám a tűréshatáron belül maradjon, a hibák vagy méretpontatlanságok kockázatának minimalizálása.
Robotika és automatizálás a nagyobb termelékenység érdekében
A robotkarok és az automatizált rendszerek az ismétlődő feladatok átvételével segítséget nyújthatnak a nagyolási és simítási folyamatokban, munkadarabok be-/kirakodása, és minőség-ellenőrzési ellenőrzéseket végeznek.
Ez csökkenti az emberi hibákat, és lehetővé teszi a CNC gépek működését 24/7, a termelékenység maximalizálása.
A robotika alkalmazása olyan utómegmunkálási folyamatokban, mint a takarítás, ellenőrzés, vagy az alkatrészkezelés biztosítja továbbá, hogy az alkatrészek minimális kézi beavatkozással készen állnak a használatra vagy szállításra.
10. A DEZE egyablakos CNC megmunkáló műhelye
Ebben az egyikben, nagyolási és simítási szolgáltatásokat is kínálunk házon belül, a legmodernebb CNC gépek és fejlett szerszámok használata a nagy pontosság érdekében, hatékonyság, és kiváló felületkezelés.
Integrált megközelítésünk garantálja a zökkenőmentes átmenetet a nagyolástól a simításig, időt takarít meg és javítja az alkatrészek általános minőségét.
11. Következtetés
A CNC nagyolás és simítás a megmunkálási folyamat két kritikus szakasza, amely, amikor optimalizálva van, jelentősen javíthatja a hatékonyságot, felületi minőség, és alkatrész pontosság.
A különbségek megértésével, kihívások, és stratégiákat az egyes fázisokhoz, a gyártók jobb eredményeket érhetnek el, miközben csökkentik a költségeket és a megmunkálási időt.
Akár összetett geometriákkal, akár szűk tűréssel dolgozik, e két folyamat elsajátítása elengedhetetlen a minőségi termeléshez, precíziós alkatrészek.
Ha jó minőséget keres CNC megmunkálási szolgáltatások, A DEZE kiválasztása a tökéletes döntés a gyártási igényekhez.

