
1. Bevezetés
A lágyítás a hőkezelés Az anyag fizikai és néha kémiai tulajdonságainak módosítására szolgáló eljárás, ezáltal javítja a működőképességét.
Történelmileg, a korai kohászok lágyítást alkalmaztak a fémek lágyítására kovácsolás után, és idővel,
a folyamat egy kifinomult technikává fejlődött, amelyet különféle iparágakban, például az autóiparban használnak, űrrepülés, elektronika, és a gyártás.
Nevezetesen, az izzítás nemcsak növeli a rugalmasságot és csökkenti a maradék feszültségeket, hanem finomítja a szemcseszerkezetet is, ami jobb megmunkálhatóságot és általános teljesítményt eredményez.
A mai versenyképes ipari környezetben, az izzítás elsajátítása döntő fontosságú az anyagteljesítmény optimalizálása szempontjából.
Ez a cikk a lágyítást tudományosan vizsgálja, folyamat, tervezés, gazdasági, környezeti, és jövőorientált perspektívák, biztosítva a modern anyaggyártásban betöltött szerepének holisztikus megértését.
2. A lágyítás alapjai
Meghatározás és cél
A lényege, az izzítás során az anyagot meghatározott hőmérsékletre hevítik, meghatározott ideig tartva, majd szabályozott sebességgel lehűtjük.
Ez a folyamat biztosítja azt az energiát, amely az anyag mikroszerkezetében lévő atomok vándorlásához és átrendeződéséhez szükséges.
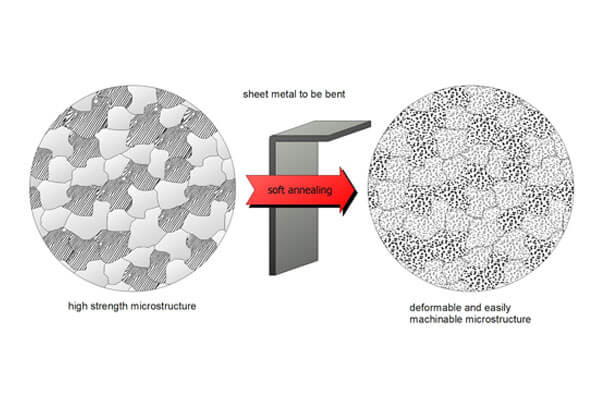
Következésképpen, a diszlokációk és a belső feszültségek csökkennek, és új, törzsmentes szemek képződnek, amely visszaállítja a rugalmasságot és csökkenti a keménységet.
A legfontosabb célok közé tartozik:
- A hajlékonyság fokozása: Lehetővé teszi a fémek könnyebb alakítását vagy megmunkálását.
- Maradék stressz enyhítése: Megakadályozza a végtermékek vetemedését és repedését.
- Szemcseszerkezet finomítása: A mikrostruktúra optimalizálása a jobb mechanikai tulajdonságok érdekében.
Termodinamikai és kinetikai alapelvek
A lágyítás alapvető termodinamikai és kinetikai elveken működik. Amikor egy fémet felmelegítenek, atomjai mozgási energiát nyernek és vándorolni kezdenek.
Ez a migráció csökkenti az általános szabad energiát azáltal, hogy megszünteti a diszlokációkat és a tökéletlenségeket.
Például, acélban, az eljárás során a megkeményedett martenzit alakíthatóbb ferrit-perlit keverékké alakulhat át.
Az adatok azt mutatják, hogy a megfelelő izzítás akár a keménységet is csökkentheti 30%, ezáltal jelentősen javítja a megmunkálhatóságot.
Ráadásul, a hőkezelés során a fázisátalakulások kinetikáját a hőmérséklet és az idő szabályozza.
A folyamat optimalizálása a fűtési sebesség kiegyenlítésével történik, áztatási idő, és hűtési sebesség a kívánt mikroszerkezeti átalakulás elérése érdekében nem kívánt szemcsenövekedés nélkül.
3. A lágyítás típusai
Az izzítási folyamatok igen változatosak, mindegyiket speciális anyagtulajdonságok elérésére tervezték.
A fűtési és hűtési ciklusok testreszabásával, A gyártók különféle alkalmazásokhoz optimalizálhatják a fém teljesítményét.
Alatt, részletezzük a lágyítás elsődleges típusait, kiemelve céljaikat, folyamatok, és tipikus alkalmazások.
Teljes izzítás
Cél: A maximális rugalmasság helyreállítása és a vasötvözetek keménységének csökkentése, különösen a hipoeutektoid acélok.
Folyamat:
- Hőmérséklet: -ra emelve 850-950°C (PÉLDÁUL., 925°C az AISI esetében 1020 acél) hogy az anyagot teljesen ausztenitesítse.
- Tartsa az időt: részére karbantartva 1– 4 óra egyenletes fázistranszformáció biztosítására.
- Hűtés: Lassú hűtés (20–50°C/óra) kemencében vagy szigetelt dobozban a durva szemcseképződés elősegítésére.
Alkalmazások: - Autóipar: Kovácsolt acél alkatrészek (PÉLDÁUL., alváz alkatrészek) a fokozott alakíthatóság érdekében.
- Gyártás: Előkezelés kovácsolási és megmunkálási műveletekhez.
Adat: Csökkenti az acél keménységét 40–50% (PÉLDÁUL., -tól 250 HBW to 120 HBW) és javítja a rugalmasságot 25-30% nyúlás (ASTM E8/E9).
Stresszoldó lágyítás
Cél: Távolítsa el a megmunkálásból származó maradék feszültségeket, hegesztés, vagy hideg munkával.
Folyamat:
- Hőmérséklet: 500-650°C (PÉLDÁUL., 600°C az alumíniumötvözetek esetében, 520°C a rozsdamentes acélhoz).
- Tartsa az időt: 1– 2 óra hőmérsékleten.
- Hűtés: Léghűtéses vagy kemencehűtéses környezeti hőmérsékletre.
Alkalmazások: - Űrrepülés: Hegesztett repülőgépvázak (PÉLDÁUL., Boeing 787 törzs ízületek) torzulás megelőzése érdekében.
- Olaj & Gáz: Csővezetékek és nyomástartó edények (PÉLDÁUL., API 5L X65 acél).
Adat: Csökkenti a maradék feszültségeket azáltal 30–50%, a torzítás kockázatának minimalizálása (ASME kazán & Nyomástartó edény kódja).
Szferoidizáló izzítás
Cél: A karbidok gömb alakú részecskéivé alakítása a megmunkálhatóság és a szívósság javítása érdekében a magas széntartalmú acélokban.
Folyamat:
- Hőmérséklet: 700-750°C (az alsó kritikus hőmérséklet alatt).
- Tartsa az időt: 10-24 óra keményfém szferoidizáláshoz.
- Hűtés: Lassú kemencehűtés a lamellás szerkezetek újbóli kialakulásának elkerülése érdekében.
Alkalmazások: - Szerszámkészítés: Gyorsacél (PÉLDÁUL., M2 szerszámacél) fúrófejekhez és matricákhoz.
- Autóipar: Rugós acél (PÉLDÁUL., Fellendülés 5160) felfüggesztés alkatrészekhez.
Adat: Eléri 90% szferoidizációs hatékonyság, a megmunkálási idő csökkentésével 20–30% (ASM kézikönyv, Kötet 4).
Izoterm izzítás
Cél: Minimalizálja a torzítást összetett geometriákban a fázistranszformációk vezérlésével.
Folyamat:
- Hőmérséklet: 900-950°C (a felső kritikus hőmérséklet felett) ausztenitizáláshoz.
- Köztes tartás: 700-750°C -ra 2– 4 óra hogy lehetővé tegye a perlit kialakulását.
Alkalmazások: - Űrrepülés: Turbina pengék (PÉLDÁUL., Kuncol 718) méretstabilitást igényel.
- Energia: Atomreaktor alkatrészek (PÉLDÁUL., cirkóniumötvözetek).
Adat: Csökkenti a mérettorzulást azáltal -ig 80% a hagyományos izzításhoz képest (Journal of Materials Processing Technology, 2021).
Normalizálás
Cél: Finomított szemcseszerkezet a szén- és ötvözött acélok szívósságának és szilárdságának javítása érdekében.
Folyamat:
- Hőmérséklet: 200-300°C-kal a felső kritikus hőmérséklet felett (PÉLDÁUL., 950°C for 4140 acél).
- Hűtés: Léghűtéses környezeti hőmérsékletre.
Alkalmazások: - Építés: Szerkezeti acél gerendák (PÉLDÁUL., ASTM A36).
- Gépek: Fogaskerék tengelyek (PÉLDÁUL., Fellendülés 4140) a kiegyensúlyozott szilárdság és hajlékonyság érdekében.
Adat: Eléri finomszemcsés mikroszerkezet a szakítószilárdsággal 600–800 MPa (Izo 630:2018).
Oldat -lágyítás
Cél: Oldja fel az ötvözőelemeket egy homogén ausztenites mátrixba rozsdamentes acélokban és nikkel alapú ötvözetekben.
Folyamat:
- Hőmérséklet: 1,050–1150°C a teljes ausztenitizáláshoz.
- Eloltás: Gyors hűtés vízben vagy olajban a fázisbomlás megelőzésére.
Alkalmazások: - Orvosi: Implantációs minőségű ausztenites rozsdamentes acél (PÉLDÁUL., ASTM F138).
- Kémiai: Hőcserélők (PÉLDÁUL., 316L rozsdamentes acél).
Adat: Biztosítja 99.9% fázis homogenitás, kritikus a korrózióállóság szempontjából (NACE MR0175/ISO 15156).
Újrakristályosítási izzítás
Cél: A hidegen megmunkált fémek lágyítása húzódásmentes szemcsék kialakításával.
Folyamat:
- Hőmérséklet: 450-650°C (PÉLDÁUL., 550°C alumínium esetén, 400°C a réz esetében).
- Tartsa az időt: 1– 3 óra hogy lehetővé tegye az átkristályosítást.
Alkalmazások: - Elektronika: Rézhuzalok (PÉLDÁUL., transzformátor tekercsekkel 100% IACS vezetőképesség).
- Csomagolás: Alumínium dobozok (PÉLDÁUL., AA 3003 ötvözet).
Adat: Visszaállítja a vezetőképességet 95–100% IACS rézben (Nemzetközi izzított réz szabvány).
Szubkritikus lágyítás
Cél: Csökkentse az alacsony széntartalmú acélok keménységét fázisátalakítás nélkül.
Folyamat:
- Hőmérséklet: 600-700°C (alacsonyabb kritikus hőmérséklet alatt).
- Tartsa az időt: 1– 2 óra maradék feszültségek enyhítésére.
Alkalmazások: - Autóipar: Hidegen hengerelt lágyacél (PÉLDÁUL., Fellendülés 1008) autóipari panelekhez.
- Hardver: Rugós acél (PÉLDÁUL., Fellendülés 1050) a minimális torzítás érdekében.
Adat: Eléri HBW keménységcsökkenés 20-25%-kal (ASTM A370).
Eljárási izzítás
Cél: A fémek rugalmasságának helyreállítása közbenső hidegmegmunkálási lépések után.
Folyamat:
- Hőmérséklet: 200-400°C (PÉLDÁUL., 300°C sárgaréz esetében, 250°C a rozsdamentes acélhoz).
- Hűtés: Léghűtéses vagy kemencehűtéses.
Alkalmazások: - Elektronika: Réz PCB nyomok (PÉLDÁUL., 5G antenna alkatrészek).
- HVAC: Réz cső (PÉLDÁUL., ASTM B280).
Adat: Növeli az alakíthatóságot azáltal 30–40%, szűkebb hajlítási sugarakat tesz lehetővé (Réz Fejlesztési Egyesület).
Fényes lágyítás
Cél: Megakadályozza az oxidációt és a dekarbonizációt a nagy tisztaságú alkalmazásokban.
Folyamat:
- Légkör: Hidrogén (H₂) vagy inert gáz (N2/Ar) at ≤10 ppm oxigén.
- Hőmérséklet: 800–1000°C (PÉLDÁUL., 900°C a rozsdamentes acél szalagokhoz).
Alkalmazások: - Űrrepülés: Titánötvözetek (PÉLDÁUL., Ti-6Al-4V) turbinalapátokhoz.
- Autóipar: Rozsdamentes acél kipufogórendszerek (PÉLDÁUL., Kuncol 625).
Adat: Eléri 99.9% felületi tisztaság, kritikus a korrózióállóság szempontjából (SAE J1708).
Flash lágyítás
Cél: Gyors felületmódosítás a helyi tulajdonságok javításához.
Folyamat:
- Hőforrás: Nagy intenzitású lángok vagy lézerek (PÉLDÁUL., 1,200°C csúcshőmérséklet).
- Tartsa az időt: Másodpercek ezredmásodpercig a precíz felületedzés érdekében.
Alkalmazások: - Gyártás: Fogaskerék fogai (PÉLDÁUL., esetedzett 8620 acél).
Adat: Növeli a felület keménységét 50-70% (PÉLDÁUL., -tól 30 HRC to 50 HRC) (Felületmérnöki folyóirat).
Folyamatos izzítás
Cél: Fémlemezek nagy volumenű kezelése az autóiparban és az építőiparban.
Folyamat:
- Vonalsebesség: 10–50 m/i szabályozott légkörrel (PÉLDÁUL., redukáló gáz).
- Zónák: Fűtés, áztatás, hűtés, és tekercselés.
Alkalmazások: - Autóipar: Acél karosszéria panelek (PÉLDÁUL., 1,000-tonnás préssorok a Tesla Model Y-hez).
- Építés: Horganyzott tetőfedő lemezek (PÉLDÁUL., GI 0,5 mm).
Adat: Folyamatok 10-20 millió tonna acélból évente, csökkenti a selejt arányát 15-20% (Acél Világszövetség).
4. Izzítási folyamatok és technikák
A lágyítási folyamat három elsődleges szakaszból áll: fűtés, áztatás, és hűtés.
Minden lépést gondosan ellenőrzünk a kívánt anyagtulajdonságok elérése érdekében, a mikroszerkezeti átalakulások egységességének és konzisztenciájának biztosítása.

Különféle lágyítási technikák léteznek, különböző anyagokhoz és ipari alkalmazásokhoz szabva.
Előmelegítés előkészítése
Lágyítás előtt, a megfelelő előkészítés biztosítja az optimális eredményt. Ez magában foglalja:
✔ Anyagtisztítás & Ellenőrzés:
- Eltávolítja a felületi szennyeződéseket (oxidok, zsír, skála) ami befolyásolhatja a hőátadást.
- Mikroszerkezeti elemzést végez a már meglévő hibák meghatározására.
✔ Előkezelési módszerek:
- Pácolás: Savas oldatokat használ a fémfelületek hőkezelés előtti tisztítására.
- Mechanikai polírozás: Eltávolítja az oxidációs rétegeket az egyenletes melegítés érdekében.
Példa:
A repülőgépiparban, A titán alkatrészek szigorú előtisztításon esnek át, hogy megakadályozzák az oxidációt a vákuumkemencében végzett izzítás során.
Fűtési fázis
A melegítési fázis fokozatosan emeli az anyag hőmérsékletét a megcélzott izzítási tartományra. A megfelelő szabályozás megakadályozza a hősokkot és a torzítást.
Kulcstényezők:
Kemence kiválasztása:
- Szakaszos kemencék: Acél- és alumíniumlemezek nagyméretű ipari izzításához használják.
- Folyamatos kemencék: Ideális nagy sebességű gyártósorokhoz.
- Vákuumkemencék: Megakadályozza az oxidációt és biztosítsa a nagy tisztaságot a repülőgépiparban és az elektronikai iparban.
Tipikus fűtési hőmérséklet tartományok:
- Acél:600-900°C az ötvözet típusától függően.
- Réz:300-500°C lágyításra és stresszoldásra.
- Alumínium:350-450°C a szemcseszerkezet finomítására.
A fűtési sebesség szempontjai:
- Lassú fűtés: Csökkenti a termikus gradienst és megakadályozza a repedést.
- Gyors fűtés: Egyes alkalmazásokban a hatékonyság növelésére használják, miközben elkerülik a szemcsék eldurvulását.
Esettanulmány:
Rozsdamentes acél orvosi implantátumokhoz, vákuumos izzítás at 800-950°C minimalizálja az oxidációt, miközben javítja a korrózióállóságot.
Áztatási fázis (Célhőmérsékleten tartás)
Az áztatás egyenletes hőmérsékleteloszlást biztosít, lehetővé teszi a fém belső szerkezetének teljes átalakulását.
Az áztatási időt befolyásoló tényezők:
🕒 Anyagvastagság & Összetétel:
- A vastagabb anyagok hosszabb áztatási időt igényelnek az egyenletes hő behatolás érdekében.
🕒 Mikrostrukturális finomítási célok:
- Stresszoldó lágyításhoz, az áztatás eltarthat 1– 2 óra.
- A teljes lágyításhoz, anyagokat igényelhetnek több órát a teljes átkristályosítás eléréséhez.
Példa:
Nagy széntartalmú acélok diffúziós izzításában, -nál tartva 1050–1200 ° C -ra 10-20 óra megszünteti a szegregációt és fokozza a homogenitást.
Hűtési fázis
A hűtési fázis határozza meg a végső mikroszerkezetet és a mechanikai tulajdonságokat. Különféle hűtési módok befolyásolják a keménységet, szemcseszerkezet, és stresszoldás.
Hűtési technikák & Hatásuk:
Kemence hűtés (Lassú hűtés):
- Az anyag a kemencében marad, ahogy fokozatosan lehűl.
- Lágy mikrostruktúrákat hoz létre maximális rugalmassággal.
- Használt teljes izzítás acélból és öntöttvasból.
Léghűtés (Mérsékelt hűtés):
- Csökkenti a keménységet, miközben megtartja a mérsékelt szilárdságot.
- Gyakori be stresszoldó lágyítás hegesztett szerkezetek.
Eloltás (Gyors hűtés):
- Felhasznált izoterm izzítás hogy az ausztenitet lágyabb mikrostruktúrákká alakítsák át.
- Olajhűtéssel jár, víz, vagy szabályozott sebességgel levegőt.
Ellenőrzött légkörű hűtés:
- Inert gáz (argon, nitrogén) megakadályozza az oxidációt és az elszíneződést.
- Elengedhetetlen a nagy pontosságú iparágakban, mint pl félvezetők és repülőgépipar.
Hűtési módszerek összehasonlítása:
| Hűtési módszer | Hűtési sebesség | Anyagra gyakorolt hatás | Közös alkalmazás |
|---|---|---|---|
| Kemence hűtés | Nagyon lassú | Maximális rugalmasság, durva szemek | Acél teljes izzítása |
| Léghűtés | Mérsékelt | Kiegyensúlyozott erő és hajlékonyság | Stresszoldó lágyítás |
| Víz/olaj oltás | Gyors | Finom mikroszerkezet, nagyobb keménység | Izoterm izzítás |
| Ellenőrzött légkör | Változó | Oxidációmentes felület | Űrrepülés & Elektronika |
5. A lágyítás hatása az anyagtulajdonságokra
Az izzítás jelentősen befolyásolja az anyagok belső szerkezetét és teljesítményét, a kohászat és az anyagtudomány kritikus folyamatává teszi.
A fűtés gondos szabályozásával, áztatás, és hűtési fázisok, növeli a hajlékonyságot, csökkenti a keménységet, Finomítja a gabonaszerkezetet, valamint javítja az elektromos és termikus tulajdonságokat.
Ez a rész ezeket a hatásokat strukturáltan és részletesen vizsgálja.
Mikrostrukturális átalakulások
Az izzítás három kulcsmechanizmuson keresztül változtatja meg az anyagok belső szerkezetét:
- Átkristályosítás: Új, törzsmentes szemek képződnek, a deformáltak cseréje, amely visszaállítja a hajlékonyságot és csökkenti a munkakeményedést.
- Gabonatermesztés: A meghosszabbított áztatási idő lehetővé teszi a szemek növekedését, egyensúlyban tartja az erőt és a rugalmasságot.
- Fázis transzformáció: Változások lépnek fel a fázisösszetételben, mint például az acélban ferritté és perlitté átalakuló martenzit, a szilárdság és a hajlékonyság optimalizálása.
Példa:
A hidegen megmunkált acél akár a 30% a keménység csökkentése izzítás után, jelentősen javítja alakíthatóságát.
Mechanikai tulajdonságok javítása
Az izzítás többféle módon javítja a fémek mechanikai tulajdonságait:
Fokozott hajlékonyság & Szívósság
- A fémek kevésbé törékenyek, csökkenti a törések kockázatát.
- Egyes anyagok a 20-30% a nyúlás növekedése izzítás utáni törés előtt.
Maradék stressz csökkentése
- Oldja a hegesztés okozta belső feszültségeket, öntvény, és hideg munkavégzés.
- Csökkenti a vetemedés valószínűségét, reccsenés, és idő előtti kudarc.
Optimalizált keménység
- Lágyítja az anyagokat a könnyebb megmunkálás érdekében, hajlítás, és formálása.
- Az acél keménysége csökkenhet 30-40%, a szerszámkopás és a gyártási költségek csökkentése.
A megmunkálhatóságra gyakorolt hatások & Megfogalmazhatóság
Az izzítás javítja a megmunkálhatóságot a fémek lágyításával, így könnyebben vághatók, fúró, és alakja.
Csökkentett szerszámkopás: Az alacsonyabb keménység meghosszabbítja a szerszám élettartamát és csökkenti a karbantartási költségeket.
Könnyebb formázás: A fémek rugalmasabbá válnak, mélyebb rajzolást és összetettebb formákat tesz lehetővé.
Jobb felületkezelés: A simább mikrostruktúrák jobb felületminőséget eredményeznek a megmunkálás után.
Elektromos & A termikus tulajdonságok javítása
A lágyítás finomítja a kristályrács szerkezetét, a hibák csökkentése és a vezetőképesség javítása.
⚡ Magasabb elektromos vezetőképesség:
- Megszünteti a szemcsehatár akadályait, javítja az elektronáramlást.
- A réz képes elérni a 10-15% vezetőképesség növekedése izzítás után.
🔥 Javított hővezetőképesség:
- Jobb hőelvezetést tesz lehetővé olyan alkalmazásokban, mint a hőcserélők.
- Nélkülözhetetlen a nagy teljesítményű elektronikai és repülőgép-alkatrészekhez.
Ipari felhasználás:
A félvezetőgyártók a vékonyfilm lágyításra támaszkodnak a szilíciumlapka vezetőképességének növelése és a hibák minimalizálása érdekében.
6. A hőkezelés előnyei és hátrányai
Előnyök
- Helyreállítja a hajlékonyságot:
Az izzítás megfordítja a munkakeményedést, megkönnyíti a fémek alakítását és megmunkálását. - Enyhíti a maradék stresszt:
A belső feszültségek kiküszöbölésével, az izzítás csökkenti a vetemedés és repedés kockázatát. - Javítja a megmunkálhatóságot:
A megpuhult, Az egységes mikrostruktúra növeli a vágási hatékonyságot és meghosszabbítja a szerszám élettartamát. - Optimalizálja az elektromos vezetőképességet:
A helyreállított kristályos szerkezetek jobb elektromos és mágneses tulajdonságokhoz vezethetnek. - Testreszabható szemcseszerkezet:
Állítsa be a folyamat paramétereit a kívánt szemcseméret és fáziseloszlás eléréséhez, közvetlenül befolyásolja a mechanikai tulajdonságokat.
Hátrányok
- Időigényes:
Az izzítási folyamatok több órát is igénybe vehetnek 24 órák, ami lelassíthatja a termelési ciklusokat. - Magas energiafogyasztás:
A szabályozott fűtéshez és hűtéshez szükséges energia jelentős lehet, működési költségeket. - Folyamatérzékenység:
Az optimális eredmény elérése a hőmérséklet pontos szabályozását igényli, idő, és a hűtési arányok. - Túlmelegedés veszélye:
A túlzott szemcsenövekedés az anyag szilárdságának csökkenéséhez vezethet, ha nem megfelelően kezelik.
7. A lágyítás alkalmazásai
Az izzítás sokoldalú hőkezelési eljárás, amely számos iparágban alkalmazható, lehetővé teszi az anyagok optimális mechanikai elérését, termikus, és az elektromos tulajdonságok.
Az alábbiakban részletesen bemutatjuk a kulcsfontosságú ágazatokban betöltött kritikus szerepeit:
Repülőipar
- Cél: Növelje az erőt, csökkenti a törékenységet, és megszünteti a maradék feszültségeket a könnyű ötvözetekben.
- Anyag:
-
- Titánötvözetek (PÉLDÁUL., Ti-6Al-4V): Az izzítás javítja a turbinalapátok és a repülőgépvázak rugalmasságát és fáradtságállóságát.
- Nikkel alapú szuperötvözetek (PÉLDÁUL., Kuncol 718): Sugárhajtómű-alkatrészekben használják, az izzítás egységes mikrostruktúrát biztosít a magas hőmérsékletű teljesítmény érdekében.
Gépjárműgyártás
- Cél: Az alakíthatóság optimalizálása, keménység, és korrózióállóság a sorozatgyártású alkatrészeknél.
- Anyag:
-
- Nagy szilárdságú acélok (HSS): Az izzítás lágyítja a HSS-t az autó karosszériaelemeinek bélyegzéséhez (PÉLDÁUL., ultra-nagy szilárdságú acél a Tesla Model S-ben).
- Rozsdamentes acél: Az izzítás javítja a hegeszthetőséget a kipufogórendszerekben és az üzemanyagtartályokban.
Elektronika és félvezetők
- Cél: Finomítsa a félvezető tulajdonságait és javítsa az elektromos vezetőképességet.
- Anyag:
-
- Szilícium ostyák: A lágyítás eltávolítja a hibákat és javítja a kristályminőséget a mikrochipek gyártásához (PÉLDÁUL., Az Intel 3D XPoint memóriája).
- Réz összekötők: Az izzítás növeli a vezetőképességet a nyomtatott áramkörökben (PCB-k) és vezetékezés.
- Speciális technikák:
-
- Gyors termikus izzítás (RTA): A félvezetőgyártásban használják a hőköltség minimalizálására.
Építés és infrastruktúra
- Cél: A tartósság javítása, korrózióállóság, és a nagyszabású projektek megvalósíthatósága.
- Anyag:
-
- Réz csövek: Az izzítás rugalmasságot és korrózióállóságot biztosít a vízvezeték-rendszerekben (PÉLDÁUL., izzított rézcsövek zöld épületekben).
- Alumíniumötvözetek: Az izzított alumíniumot épületek homlokzataiban és ablakkereteiben használják a jobb alakíthatóság érdekében.
- Példa: A Burj Khalifa lágyított alumínium burkolatot használ a könnyű súlya miatt, korrózióálló külső.
Energiaágazat
- Cél: Növelje az anyagteljesítményt extrém környezetben.
- Alkalmazások:
-
- Atomreaktorok: Lágyított cirkóniumötvözetek (PÉLDÁUL., Zircaloy-4) a tüzelőanyag-rudak esetében ellenáll a sugárzás okozta ridegedésnek.
- Napelemek: Az izzított szilícium cellák javítják a fotovoltaikus hatékonyságot (PÉLDÁUL., Az első Solar vékonyréteg-moduljai).
- Szélturbinák: Az izzított acél és a pengék kompozitjai ellenállnak a ciklikus igénybevételnek és a kifáradásnak.
Orvostechnikai eszközök
- Cél: Biokompatibilitás elérése, rugalmasság, és a sterilizálási tolerancia.
- Anyag:
-
- Rozsdamentes acél: Sebészeti műszerekhez lágyítva (PÉLDÁUL., szike és csipesz) hogy egyensúlyba kerüljön a keménység és a rugalmasság.
- Titán implantátumok: A lágyítás csökkenti a felületi hibákat és javítja a biokompatibilitást a csípőprotéziseknél.
Fogyasztási cikkek és ékszerek
- Cél: Növelje a formálhatóságot a bonyolult minták és a felületkezelés érdekében.
- Anyag:
-
- Arany és ezüst: A lágyítás lágyítja az ékszergyártáshoz szükséges nemesfémeket (PÉLDÁUL., Tiffany & Co. kézzel készített darabjai).
- Réz edények: Az izzított réz javítja a hővezető képességet és az alakíthatóságot az egyenletes hőeloszlás érdekében.
Feltörekvő alkalmazások
- Additív gyártás (3D nyomtatás):
-
- 3D nyomtatott fémek izzítása (PÉLDÁUL., Kuncol) a belső feszültségek kiküszöbölésére és a mechanikai tulajdonságok javítására.
- Hidrogén üzemanyagcellák:
-
- Lágyított platinacsoportú ötvözetek üzemanyagcella membránok katalizátoraihoz.
- Rugalmas elektronika:
-
- Grafén és polimerek lágyítása hordható érzékelőkhöz és rugalmas kijelzőkhöz.
Iparági szabványok és megfelelőség
- ASTM International:
-
- ASTM A262 lágyított rozsdamentes acél korrózióvizsgálatához.
- ASTM F138 titánötvözethez (Ti-6Al-4V) az orvosi eszközökben.
- ISO szabványok:
-
- Izo 679 réz és rézötvözetek izzításához.
8. Következtetés
Az izzítás egy transzformatív hőkezelési eljárás, amely alapvetően javítja a fémek és ötvözetek mechanikai és fizikai tulajdonságait.
Szabályozott fűtés és hűtés révén, a lágyítás visszaállítja a rugalmasságot, csökkenti a belső feszültségeket, és finomítja a mikrostruktúrát, ezáltal javítja a megmunkálhatóságot és a teljesítményt.
Ez a cikk átfogó, a lágyítás többdimenziós elemzése, tudományos alapelveit lefedi, folyamattechnikák, anyagi hatások, ipari alkalmazások, és a jövőbeli trendek.
Egy olyan korszakban, ahol a precíziós tervezés és a fenntarthatóság a legfontosabb, a hőkezelési technológia fejlődése,
mint például a digitális folyamatvezérlés, alternatív fűtési módszerek, és környezetbarát gyakorlatok – az anyagteljesítmény további optimalizálására és a környezeti hatások csökkentésére irányulnak.
Ahogy az iparágak folyamatosan újítanak és fejlődnek, az izzítási folyamat elsajátítása továbbra is kritikus fontosságú a termékminőség biztosítása szempontjából, működési hatékonyság, és hosszú távú versenyképesség a globális piacon.

