
Introduction
A safety valve is one of the most crucial pressure relief devices in industrial systems, ensuring safe operation by automatically releasing excess pressure.
Without safety valves, industries that handle high-pressure gases, liquids, or steam—such as oil and gas, power generation, chemical processing, and pharmaceuticals—would face a heightened risk of equipment failure, explosions, and hazardous leaks.
Safety valves are more than just mechanical devices; they are the final safeguard when other pressure control systems fail.
According to the U.S. Chemical Safety Board (CSB), approximately 20% of industrial accidents in pressure systems are linked to inadequate pressure relief mechanisms, underscoring their importance.
1. What is a Safety Valve?
A safety valve is an automatic pressure-relief device designed to open when the pressure in a system exceeds a predetermined limit, known as the set pressure, and to reclose once the system pressure returns to a safe level.
It acts as the last line of defense to protect equipment, pipelines, and personnel from overpressure conditions, which can otherwise lead to mechanical failure, explosions, or hazardous fluid leaks.
Key Characteristics of a Safety Valve:
- Automatic Operation: Requires no external power or control system to function.
- Rapid Response: Opens quickly when pressure exceeds safe limits.
- Self-Closing: Reseats automatically after discharging the excess pressure.
Historical Background:
The first safety valves were introduced in the 18th century during the early steam engine era to prevent boiler explosions, which were a common industrial hazard.
Modern designs have evolved to include spring-loaded, pilot-operated, and balanced bellows types, catering to complex industrial requirements.
2. Working Principle of a Safety Valve
A safety valve functions as a fail-safe pressure relief mechanism, automatically opening when the pressure in a system exceeds a predefined set pressure and closing once the pressure returns to a safe level.
Its primary role is to prevent catastrophic failures of pressure vessels, pipelines, or equipment by discharging excess fluid (gas, steam, or liquid) to the atmosphere or a safe outlet.
The operating principle is governed by a delicate balance between system pressure, mechanical forces (e.g., spring tension or pilot control), and the sealing integrity of the valve seat.
Key Mechanisms of Operation
The operation of a safety valve can be divided into three phases—closure, opening (lift), and reseating—each controlled by specific force interactions and pressure dynamics.
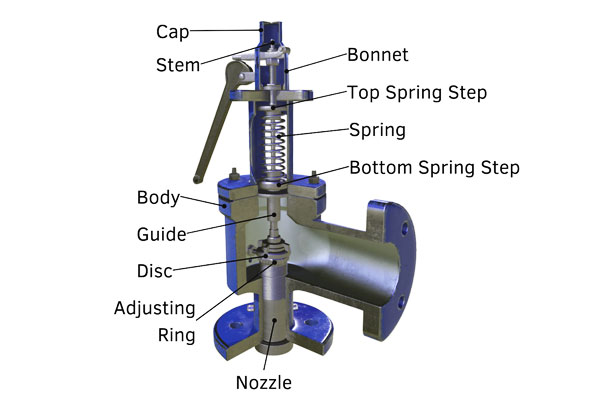
- Closed Position: A sealing disc is held against a seat by a spring or weight, opposing system pressure.
The closing force (spring/weight) is calibrated to balance the maximum allowable system pressure (set pressure). - Opening (Pop Action): When system pressure exceeds the set pressure, the upward force on the disc overcomes the closing force, lifting the disc to discharge fluid.
For spring-loaded valves, this occurs suddenly (pop) to minimize pressure accumulation. - Closing (Reseating): As pressure drops to the reseating pressure (set pressure minus blowdown), the closing force reseals the disc, restoring system integrity.
Key Performance Parameters
- Set Pressure: The calibrated pressure at which the valve begins to lift. According to ASME BPVC Section VIII, this is typically set 10% above the MAWP (Maximum Allowable Working Pressure).
- Flow Capacity: The maximum discharge rate (e.g., kg/h for steam, scfm for gas), determined by orifice size and pressure differential. API 520 outlines the calculation methods for required flow capacity.
- Response Time: The time taken for full opening after exceeding set pressure. In critical applications, response times of <0.1 seconds are essential.
- Backpressure Resistance: The valve’s ability to maintain accuracy despite downstream pressure. Balanced-bellows designs are used in high-backpressure environments.
3. Types of Safety Valves
Safety valves are classified based on their actuation mechanism, design features, and intended applications.
Each type is engineered to address specific operating conditions such as pressure range, temperature, and fluid type.
Spring-Loaded Safety Valves
The most common design, spring-loaded safety valves utilize a compressed spring to hold the valve disc against the seat.
When the system pressure exceeds the set pressure, the force overcomes the spring tension, causing the disc to lift and release fluid.

- Features & Applications:
-
- Simple and compact design.
- Widely used in boilers, air compressors, and process vessels.
- Pressure range: 10 psi to over 10,000 psi.
- Available with different spring ratings to match varying set pressures.
- Advantages: Easy to install and maintain, reliable under fluctuating pressures.
Pilot-Operated Safety Valves
These valves use system pressure to assist the main valve operation through a pilot valve, which controls the opening of the main valve.

- Features & Applications:
-
- Offer tight sealing and are ideal for systems requiring high pressure with minimal leakage.
- Suitable for oil & gas pipelines, high-capacity steam systems, and cryogenic applications.
- Can handle high backpressure better than spring-loaded designs.
- Advantages: Precise pressure control, smaller size for the same capacity, minimal set pressure deviation.
Thermal Safety Valves
Designed to protect systems from thermal expansion rather than large overpressure events.
These valves open when fluid temperature increases, causing pressure buildup due to liquid expansion in closed systems.

- Features & Applications:
-
- Common in hot water heaters, chillers, and heat exchangers.
- Smaller discharge capacity than conventional safety valves.
- Advantages: Effective for small systems with localized thermal pressure spikes.
Balanced Bellows Safety Valves
Incorporate a bellows element to counteract the effect of backpressure on the valve disc. This ensures stable performance and prevents set pressure deviation.

- Features & Applications:
-
- Used in systems with variable or high backpressure, such as refineries, chemical plants, and high-pressure steam lines.
- Can handle corrosive or toxic fluids when combined with special materials like Monel or Inconel.
- Advantages: Consistent opening pressure, protection against corrosive deposits on the spring.
Safety Relief Valves vs. Pressure Relief Valves
- Safety Valves: Designed for compressible fluids (e.g., steam, gas, vapor). They snap open fully at set pressure.
- Relief Valves: Used for incompressible fluids (e.g., liquids). They open gradually, allowing controlled fluid release.
- Safety Relief Valves: Hybrid designs that work for both gases and liquids.
4. Materials and Construction of Safety Valves
The performance and reliability of a safety valve are heavily influenced by the materials used in its construction.
Safety valves must withstand high pressure, extreme temperatures, corrosive environments, and repeated mechanical stress, all while maintaining precise sealing and responsiveness.
The choice of materials depends on the fluid type (gas, steam, liquid), operating pressure, temperature range, and potential chemical compatibility.

Common Body Materials
Carbon Steel (ASTM A216 WCB, A105):
- Widely used for general-purpose applications such as steam systems and industrial pipelines.
- Good strength and toughness up to ~425°C (800°F).
- Cost-effective but offers moderate corrosion resistance.
Stainless Steel (ASTM A351 CF8M, 304/316):
- High resistance to corrosion, oxidation, and high temperatures (up to 600°C / 1110°F).
- Preferred in chemical, petrochemical, and food industries.
- 316 stainless steel, with molybdenum, provides superior resistance to chlorides and acidic environments.
SG Iron (Spheroidal Graphite Iron / Ductile Iron):
- Combines good mechanical strength and shock resistance.
- Common in medium-pressure systems, e.g., waterworks and HVAC.
Bronze and Brass (ASTM B61, B62):
- Excellent corrosion resistance, especially in marine or water applications.
- Typically used in low- to medium-pressure systems and sanitary environments.
Special Alloys (Monel, Inconel, Hastelloy, Titanium):
- Utilized for highly corrosive or extreme temperature conditions, such as offshore, cryogenic, or acid-processing applications.
- Monel is highly resistant to sea water and hydrofluoric acid.
- Inconel can withstand temperatures above 1000°C in superheated steam or high-temperature gas systems.
Trim and Seat Materials
- Metal-to-Metal Seats (Stainless Steel, Stellite):
-
- Suitable for high-temperature steam or gas applications.
- Stellite coatings (cobalt-chromium alloy) improve erosion and wear resistance.
- Soft Seals (PTFE, EPDM, Viton):
-
- Provide bubble-tight sealing for liquids or low-pressure gas.
- Ideal for food-grade, pharmaceutical, and chemical industries where zero leakage is critical.
- Limited to lower temperature ranges (<200°C).
Internal Components
- Spring: Typically made of high-strength stainless steel or Inconel for corrosion and heat resistance.
- Disc/Plug: Hardened stainless steel or stellite-coated for durability under repeated impact.
- Bellows (for balanced valves): Manufactured from Inconel or stainless steel to resist corrosion and backpressure effects.
5. Key Standards and Certifications of Safety Valve
Safety valves must adhere to strict standards to ensure reliability and compliance:
- ASME Boiler & Pressure Vessel Code (Section I & VIII)
- API Standards (API 520, API 526, API 527)
- ISO 4126 – International Safety Valve Standards
- PED (Pressure Equipment Directive, EU)
Testing involves seat tightness, set pressure verification, flow capacity checks, and response time measurements.
6. Applications of Safety Valves
Safety valves play a critical role in protecting equipment, personnel, and the environment by preventing overpressure in various industrial systems.
Their ability to automatically relieve excess pressure ensures that processes remain within safe operating limits, reducing the risk of explosions, equipment damage, or hazardous leaks.

Oil and Gas Industry
- Pressure Protection: Safety valves are installed on pipeline systems, separators, and storage tanks to prevent pressure surges caused by operational irregularities or equipment malfunctions.
- Offshore and Onshore Rigs: Used to protect drilling equipment and subsea systems, where overpressure can cause catastrophic failures.
- Cryogenic and LNG Systems: Safety valves designed for low-temperature and high-pressure environments ensure safe handling of liquefied gases.
Power Generation
- Steam Boilers and Turbines: Safety valves are critical in thermal power plants, preventing boiler explosions and safeguarding turbines against excessive steam pressure.
- Renewable Energy: In solar thermal plants, safety valves protect heat transfer fluid systems from overheating and overpressure.
Chemical and Petrochemical Industries
- Reactors and Pressure Vessels: Safety valves protect chemical reactors and distillation columns from runaway reactions or unexpected pressure build-up.
- Hazardous Fluids: Valves constructed from corrosion-resistant materials (e.g., Monel, Hastelloy) are used for aggressive or toxic chemicals.
- Process Lines: Relief systems ensure safety during sudden flow surges or blockages.
Food and Pharmaceutical Industries
- Sanitary Applications:Hygienic safety valves are essential for food and beverage equipment, ensuring compliance with FDA and EHEDG standards.
- Sterile Environments: Safety valves in pharmaceutical manufacturing maintain pressure control without compromising product sterility.
- Low-Pressure Protection: Used in processing lines for compressed air, CO₂, or pasteurization systems.
HVAC and Water Systems
- Heating Boilers: Safety valves prevent boiler explosions or overpressure events in commercial and residential HVAC systems.
- Compressed Air Systems: Protect air receivers and compressors from pressure build-up caused by regulator failures.
- Municipal Waterworks: Applied in pumping stations, water heaters, and desalination plants to protect against surges.
Marine and Offshore Applications
- Ship Boilers and Engines: Safety valves are essential in marine propulsion systems and fuel lines to ensure compliance with IMO safety regulations.
- Offshore Platforms: Protects equipment like compressors, separators, and gas flaring systems.
Energy and Industrial Machinery
- Wind Turbines: Hydraulic systems in wind turbines utilize safety valves to maintain safe operational pressure.
- Heavy-Duty Equipment: Safety valves are used in hydraulic presses, compressors, and pumps to prevent structural damage due to overpressure.
7. Advantages of Safety Valves
Safety valves are indispensable components in industrial systems due to their unique capabilities and benefits.
- Automatic and Reliable Pressure Relief
Safety valves operate autonomously without the need for external power or manual intervention.
They respond instantly to overpressure conditions, ensuring rapid protection of equipment and personnel. - Fail-Safe Design
Engineered as a last line of defense, safety valves default to an open position when system pressure exceeds the set limit, preventing catastrophic failure or explosions. - Versatility Across Industries
Available in various designs and materials, safety valves can be customized for different media (gas, steam, liquids), temperatures, pressures, and corrosive environments,
making them suitable for sectors such as oil and gas, power generation, chemical processing, pharmaceuticals, and more. - High Flow Capacity and Accurate Pressure Control
Designed to handle large volumes of fluid quickly, safety valves maintain system pressures within safe limits, minimizing operational downtime and damage to equipment. - Durability and Long Service Life
Constructed from robust materials and designed for repetitive cycling, safety valves maintain performance over extended periods under harsh operating conditions. - Ease of Maintenance and Testing
Many safety valves can be tested and calibrated in situ, reducing maintenance costs and allowing for scheduled preventive maintenance to ensure continuous safety. - Cost-Effectiveness
By preventing equipment damage and costly downtime due to overpressure incidents, safety valves contribute to significant savings over the lifecycle of industrial systems.
8. Safety Valve Sizing and Selection
Selecting and sizing the correct safety valve is a crucial step to ensure effective overpressure protection in industrial systems.
An improperly sized valve can either fail to relieve pressure adequately or cause unnecessary product loss and operational downtime.
The process involves careful consideration of system parameters, fluid characteristics, and regulatory standards.
Key Factors Affecting Safety Valve Sizing
- Set Pressure
The valve’s opening pressure, or set pressure, must be selected based on the system’s maximum allowable working pressure (MAWP).
Typically, the set pressure is set at or slightly above the MAWP, ensuring the valve activates only when necessary to prevent damage. - Relieving Capacity (Flow Rate)
The valve must be capable of discharging enough fluid to reduce system pressure safely and quickly during an overpressure event.
This capacity depends on the maximum expected flow rate during relief conditions, which can be affected by the type of fluid (gas, steam, or liquid), its temperature, and pressure. - Fluid Properties
Characteristics such as phase (liquid, gas, or vapor), density, viscosity, temperature, and corrosiveness influence valve design and sizing.
For example, steam requires different flow calculations than liquids due to compressibility. - Backpressure
The pressure downstream of the valve outlet affects valve performance.
Some valves are designed to compensate for backpressure (balanced bellows designs), while others may require adjustments to sizing or selection. - System Configuration and Safety Margins
Considerations include possible scenarios causing overpressure (thermal expansion, blocked discharge, fire exposure), and safety margins are added to the valve’s capacity to accommodate uncertainties.
Sizing Methods and Standards
Sizing calculations for safety valves follow standardized methods defined in industry codes such as:
- API 520 / API 521
Provides detailed formulas and procedures for sizing safety valves for gas, steam, and liquid service, incorporating fluid properties, discharge conditions, and valve characteristics. - ASME Boiler and Pressure Vessel Code (BPVC), Section VIII
Offers guidance for pressure vessel relief devices, specifying allowable set pressures, overpressure allowances, and sizing methods. - ISO 4126
International standard for safety devices for protection against excessive pressure.
Valve Selection Considerations
- Valve Type and Service Compatibility
Select valve types suited to the fluid phase and operating environment (e.g., pilot-operated valves for high capacity, spring-loaded for simplicity). - Material Compatibility
Match valve construction materials to fluid chemistry and temperature. - Operating Conditions
Account for temperature extremes, cycling frequency, and potential backpressure. - Certification and Compliance
Ensure the valve meets all relevant industry codes and customer specifications.
9. Common Failures and Maintenance of Safety Valves
Safety valve plays a critical role in industrial safety, but their effectiveness depends on proper maintenance and timely identification of potential failures.
Common Failures of Safety Valve
- Corrosion and Material Degradation
Exposure to harsh chemicals, moisture, and high temperatures can cause corrosion or erosion of valve components such as the valve seat, disc, springs, and body.
This leads to leakage, improper sealing, and loss of valve integrity. - Valve Sticking or Jamming
Deposits of dirt, scale, or foreign particles can accumulate in the valve seat or moving parts, causing the valve to stick in either the open or closed position.
This can result in failure to open during overpressure or continuous leakage. - Improper Calibration and Set Pressure Drift
Over time, spring fatigue or mechanical wear can alter the set pressure, causing the valve to open at incorrect pressures.
This undermines the safety function by either opening too early (causing unnecessary releases) or too late (risking equipment damage). - Seat and Seal Damage
Repeated opening and closing cycles can wear out the valve seat and seals, compromising the valve’s ability to form a tight seal and leading to leakage. - Backpressure Effects
Excessive or fluctuating backpressure in the discharge line can affect valve operation, potentially causing premature opening or failure to reseat properly. - Mechanical Failures
Broken springs, bent discs, or damaged stems caused by mechanical fatigue or mishandling can render the valve inoperative.
Maintenance Practices for Safety Valve
- Regular Inspection and Testing
Periodic performance testing (e.g., pop testing) should be conducted to verify set pressure, reseating, and flow capacity.
Many standards recommend testing intervals based on operational criticality, typically annually or biennially. - Cleaning and Debris Removal
Cleaning internal components and ensuring the valve seat and disc are free from deposits helps prevent sticking and leakage. - Spring and Seal Replacement
Springs should be inspected for corrosion or loss of tension and replaced if necessary.
Seals and seats require regular inspection and refurbishment or replacement to maintain tightness. - Calibration Adjustment
Recalibrating the valve to the correct set pressure ensures precise operation and compliance with system safety requirements. - Lubrication of Moving Parts
Proper lubrication reduces wear and friction in valve mechanisms, enhancing responsiveness and longevity. - Documentation and Record-Keeping
Maintaining detailed records of inspections, testing, repairs, and replacements is essential for regulatory compliance and predictive maintenance.
10. Comparison with Other Valves
Safety valves are specialized devices designed explicitly for overpressure protection, but they share certain functional similarities with other valve types such as relief valves, control valves, and shut-off valves.
Understanding these differences helps clarify their unique roles in industrial systems.
| Feature | Safety Valve | Relief Valve | Safety Relief Valve | Control Valve |
| Primary Function | Rapid, full opening for emergency pressure relief | Gradual pressure release, mainly for liquids | Emergency relief for gases and liquids | Regulate flow, pressure, or temperature |
| Operation Mode | Quickly opens at set pressure (pop action) | Opens proportionally as pressure rises | Opens fully or gradually depending on system | Continuously modulates during normal operation |
| Typical Fluid | Gases, steam | Liquids | Gases and liquids | Gases and liquids |
| Flow Capacity | High, unrestricted during emergency | Moderate, controlled flow | High or controlled depending on design | Controlled, precise flow |
| Blowdown | Defined blowdown to prevent valve chatter | Minimal or adjustable | Variable blowdown | Not applicable |
| Fail-Safe Role | Critical safety device, fails open | Not primarily a fail-safe device | Acts as safety device for liquids and gases | Not designed for emergency safety |
| Typical Applications | Steam boilers, gas pipelines | Hydraulic systems, liquid pipelines | Chemical processing, oil & gas liquid systems | Process control in all industries |
| Design Standards | ASME Section I & VIII, API 526 | API 520, API 526 | ASME, API | ISA, IEC, API |
11. Conclusion
Safety valves are critical components for ensuring the safe and reliable operation of industrial systems.
By automatically preventing overpressure, they protect equipment, personnel, and the environment.
With evolving industrial demands—such as higher operating pressures, automation, and stricter safety regulations—the design and maintenance of safety valve remain a cornerstone of modern engineering.
DEZE: High-Precision Valve Casting Solutions for Demanding Applications
DEZE is a specialized provider of precision valve casting services, delivering high-performance components for industries that require reliability, pressure integrity, and dimensional accuracy.
From raw castings to fully machined valve bodies and assemblies, DEZE offers end-to-end solutions engineered to meet stringent global standards.
Our Valve Casting Expertise Includes:
Investment Casting for Valve Bodies & Trim
Utilizing lost wax casting technology to produce complex internal geometries and tight-tolerance valve components with exceptional surface finishes.
Sand Casting & Shell Mold Casting
Ideal for medium to large valve bodies, flanges, and bonnets—offering a cost-effective solution for rugged industrial applications, including oil & gas and power generation.
Precision Machining for Valve Fit & Seal Integrity
CNC machining of seats, threads, and sealing faces ensures every cast part meets dimensional and sealing performance requirements.
Material Range for Critical Applications
From stainless steels (CF8/CF8M/CF3/CF3M), brass, ductile iron, to duplex and high-alloy materials, DEZE supplies valve castings built to perform in corrosive, high-pressure, or high-temperature environments.
Whether you require custom butterfly valves, safety valve, globe valves, gate valves, or high-volume production of industrial valve castings, DEZE is your trusted partner for precision, durability, and quality assurance.
FAQs
What causes safety valve chattering?
Chattering (rapid opening/closing) is caused by undersizing, excessive backpressure, or inlet pressure drop. It can damage the valve and system, requiring re-sizing or installation adjustments.
How does backpressure affect a safety valve?
Unbalanced valves experience set pressure drift (±1% per 10% backpressure). Balanced valves (with bellows) counteract this, maintaining accuracy.
What is the difference between a safety valve and a rupture disc?
Safety valves are reusable and adjustable, while rupture discs are one-time-use (burst at PS) and handle higher pressures. They are often used together for redundancy in critical systems.

