1. Introduktion
Metall 3D-utskrift, även känd som metalltillsatstillverkning, revolutionerar hur produkter designas, prototyp, och tillverkas.
Denna teknik möjliggör skapandet av komplexa, högpresterande delar direkt från digitala modeller, erbjuder oöverträffad designfrihet och materialeffektivitet.
Här är anledningen till att 3D-utskrift av metall vinner draghjälp:
- Anpassning: Det möjliggör tillverkning av mycket kundanpassade delar för nischapplikationer.
- Snabb prototyp: Påskyndar design iterationsprocessen avsevärt.
- Minskat avfall: Producerar delar med minimalt materialspill jämfört med traditionell tillverkning.
- Komplexa geometrier: Möjliggör skapandet av intrikata former som är omöjliga eller mycket kostsamma att tillverka med konventionella metoder.
I den här bloggen, vi fördjupar oss i processen, gynn, utmaningar, och tillämpningar av 3D-utskrift av metall, utforska hur denna teknik omformar tillverkningslandskapet.
2. Vad är metall 3D-utskrift?
Metall 3D-utskrift är en form av additiv tillverkning där lager av material, typiskt i form av pulver eller tråd, smälts samman för att skapa ett tredimensionellt objekt.
Till skillnad från traditionell subtraktiv tillverkning, vilket innebär att man skär bort material från ett fast block, additiv tillverkning bygger upp objektet lager för lager.
Denna process erbjuder betydande fördelar när det gäller designflexibilitet, materialeffektivitet, och produktionshastighet.

Historien om 3D-utskrift av metall går tillbaka till 1980-talet, med utvecklingen av Selektiv Lasersintring (Sls) och direkt metalllasersintring (Dmls).
Under åren, framsteg inom laserteknik, materiel, och mjukvara har lett till utvecklingen av olika 3D-utskriftstekniker av metall, var och en med sin egen uppsättning funktioner och applikationer.
3. Metall 3D-utskriftsteknik
Metall 3D-utskrift, även känd som tillsatsstillverkning, använder olika tekniker för att producera komplexa och funktionella metalldelar lager för lager, direkt från en digital fil.
Varje 3D-utskriftsteknik av metall har sin unika process och sina fördelar, vilket gör den lämplig för olika applikationer inom branscher som flyg, bil-, healthcare, och energi.
Nedan, vi kommer att utforska de vanligaste 3D-utskriftsteknikerna i metall, deras egenskaper, och idealiska applikationer.
Direkt metalllaser sintring (Dmls) & Selektiv lasersmältning (Slm)
Översikt:
Både DMLS och SLM är pulverbäddsfusionstekniker som använder kraftfulla lasrar för att smälta och smälta metallpulver till fasta delar.
Skillnaden ligger främst i deras inställning till metallpulvret och materialegenskaper.
- Dmls vanligtvis använder metallegeringar (som rostfritt stål, titan, eller aluminium) och fungerar med en mängd olika metallpulver, inklusive legeringar som Ocny och kobolt-krom.
- Slm använder en liknande process men fokuserar mer på rena metaller som rostfritt stål, titan, och aluminium. Lasern smälter metallpulvret helt, smälter ihop det till en fast del.

Proffs:
- Hög upplösning: Kan producera detaljer med fina detaljer och komplexa geometrier.
- Utmärkt ytfinish: Kan uppnå en bra ytfinish direkt från skrivaren, även om efterbearbetning fortfarande kan krävas för högsta kvalitet.
- Brett materialutbud: Fungerar med en mängd olika metaller inklusive rostfritt stål, titan, aluminium, och mer.
Nackdelar:
- Långsam för stora delar: Lager-för-lager-processen kan vara tidskrävande för större delar.
- Stödstrukturer: Kräver stödstrukturer för överhängande detaljer, som måste tas bort efter tryckning.
- Höga termiska spänningar: Högtemperaturgradienterna kan inducera termiska spänningar i delarna.
Idealiska applikationer: Flyg-, medicinsk implantat, komplexa verktyg, och högpresterande bildelar.
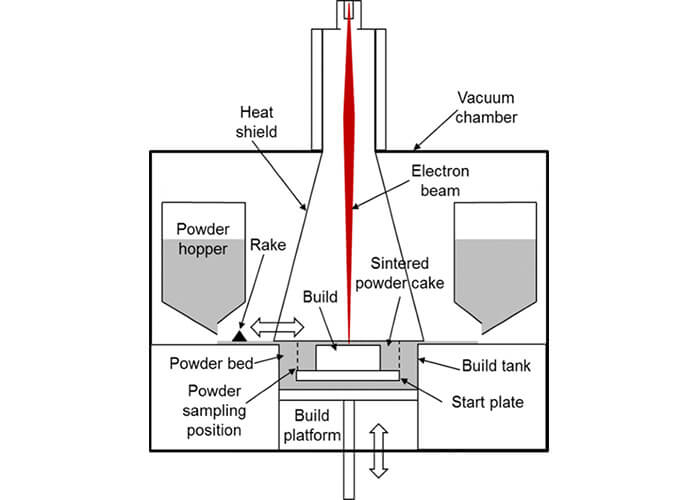
Elektronstråle smältning (Ebm)
Översikt:
EBM är en pulverbäddsfusionsprocess som använder en elektronstråle istället för en laser för att smälta och smälta metallpulver. Den utförs i en vakuummiljö för att säkerställa optimala förhållanden för smältning.
EBM används vanligtvis för högpresterande material som titan legeringar, kobolt-krom, och Ocny.
- Processen pågår kl högtemperatur, erbjuder fördelar i högtemperaturprestanda och precision för specifika legeringar.
Proffs:
- Inget behov av stödstrukturer: EBM kan producera delar utan stöd på grund av förvärmningen av pulverbädden, vilket minskar termiska spänningar.
- Högtemperaturkapacitet: Lämplig för material som kräver höga temperaturer för smältning, som titan.
Nackdelar:
- Materialbegränsningar: Begränsat till material som är kompatibla med en vakuummiljö, vilket utesluter vissa legeringar.
- Ytfin: Ytfinishen kanske inte är lika slät som med SLM/DMLS på grund av den större strålpunktsstorleken.
Idealiska applikationer: Medicinsk implantat (speciellt titan), flyg-, och delar där frånvaron av stödstrukturer är fördelaktigt.
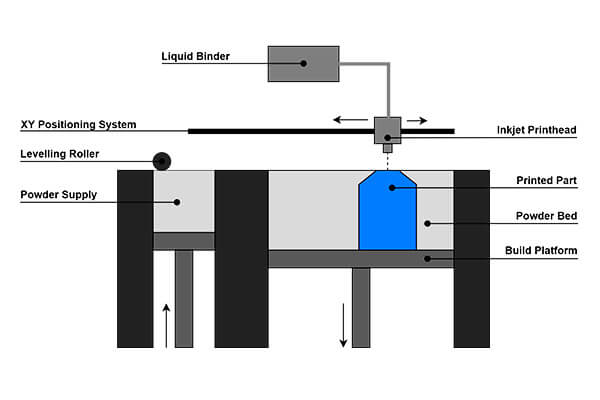
Binder Jetting
Översikt:
Strålning av bindemedel innebär att ett flytande bindemedel sprutas på lager av metallpulver, som sedan smälts samman till en fast del.
Pulvret som används vid sprutning av bindemedel är typiskt metallpulver, såsom rostfritt stål, aluminium, eller brons.
Efter att delen är tryckt, den genomgår sintring, där bindemedlet tas bort, och delen smälts till sin slutliga densitet.
Proffs:
- Snabb utskrift: Kan skriva ut detaljer snabbt på grund av lägre energibehov för bindning.
- Fullfärgsutskrift: Tillåter utskrift i fullfärg, vilket är unikt bland 3D-utskriftstekniker av metall.
- Inga termiska spänningar: Eftersom processen inte involverar smältning, det finns färre termiska spänningar.
Nackdelar:
- Lägre deldensitet: De initiala delarna har lägre densitet på grund av bindemedlet; sintring eller infiltration krävs för att öka densiteten.
- Kräver efterbearbetning: Omfattande efterbearbetning är nödvändig, inklusive sintring, infiltration, och ofta bearbetning.
Idealiska applikationer: Verktyg, formar, sandgjutningskärnor, och applikationer där hastighet och färg är viktigare än den sista delens densitet.
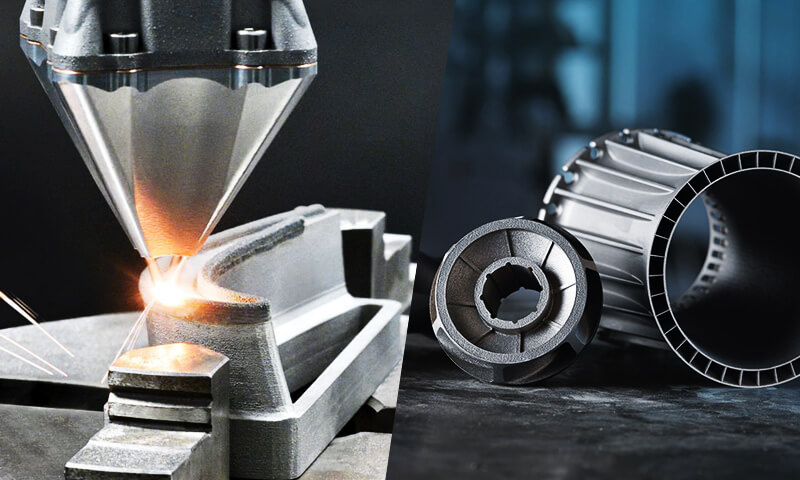
Riktad energideposition (Djärv)
Översikt:
DED är en 3D-utskriftsprocess där material smälts och avsätts på en yta med en laser, elektronstråle, eller plasmabåge.
DED gör att material kan deponeras samtidigt som man lägger till eller reparerar delar.
Till skillnad från andra metoder, DED använder en kontinuerlig matning av material (pulver eller tråd), och materialet smälts samman av energikällan när det avsätts.
Proffs:
- Stora delar: Lämplig för tillverkning eller reparation av stora delar.
- Reparation och beläggning: Detta kan användas för att lägga till material till befintliga delar eller för ytbeklädnad.
- Flexibilitet: Kan arbeta med ett brett utbud av material och kan växla mellan olika material under tryckning.
Nackdelar:
- Lägre upplösning: Jämfört med fusionsmetoder i pulverbädd, DED har vanligtvis en lägre upplösning.
- Ytfin: Delar kräver ofta omfattande efterbearbetning för en jämn finish.
Idealiska applikationer: Flyg-, stora konstruktionsdelar, reparation av befintliga komponenter, och lägga till funktioner till befintliga delar.
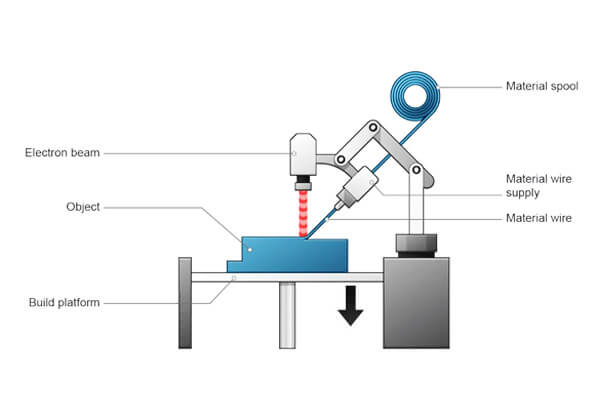
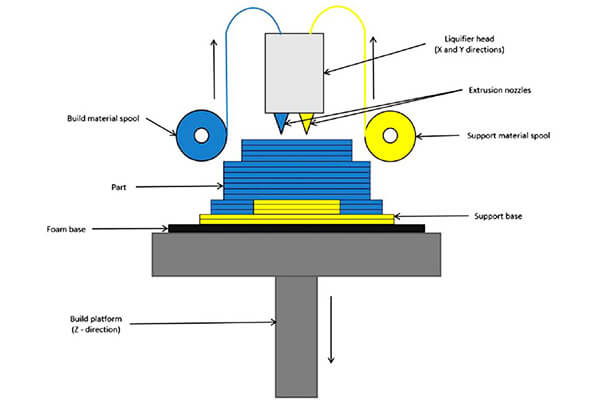
Metal Fused Deposition Modeling (Metall FDM)
Översikt:
Metal FDM är en variant av den traditionella Fused Deposition Modeling (Fdm) behandla, där metalltrådar värms upp och extruderas lager för lager för att skapa 3D-delar.
Filamenten som används är vanligtvis en kombination av metallpulver och ett polymerbindemedel, som senare tas bort under efterbehandlingsstadiet.
Delarna sintras sedan i en ugn för att smälta samman metallpartiklarna till en fast struktur.
Proffs:
- Lägre kostnad: Ofta billigare än andra 3D-utskriftsmetoder av metall, speciellt för nybörjarsystem.
- Användarvänlighet: Utnyttjar enkelheten hos FDM-teknik, gör den tillgänglig för dem som är bekanta med plasttryck.
Nackdelar:
- Kräver sintring: Delen måste sintras efter tryckning för att uppnå full densitet, vilket tillför tid och kostnad.
- Lägre precision: Mindre exakt än fusionsmetoder i pulverbädd, kräver mer efterbearbetning för snäva toleranser.
Idealiska applikationer: Små delar, prototyp, utbildningsändamål, och applikationer där kostnad och användarvänlighet är viktigare än hög precision.
4. Material som används i 3D-utskrift av metall
En av de viktigaste fördelarna med metall 3D -tryckning är det breda utbudet av material som den stöder, erbjuder unika egenskaper lämpade för olika applikationer.
Materialen som används i metalltillsatstillverkning är vanligtvis metallpulver som selektivt smälts lager för lager,
där varje material har distinkta fördelar beroende på projektets specifika behov.
Rostfritt stål
- Egenskaper:
Rostfritt stål är ett av de vanligaste materialen som används i 3D-utskrift av metall på grund av dess högstyrka, korrosionsmotstånd, och mångsidighet. Rostfria legeringar, särskilt 316L och 17-4 PH, används i stor utsträckning inom olika branscher.
-
- Styrka: Hög drag- och sträckgräns.
- Korrosionsmotstånd: Utmärkt skydd mot rost och fläckar.
- Bearbetbarhet: Lättbearbetbar eftertryck, vilket gör den lämplig för en mängd olika efterbearbetningsmetoder.
Titanlegeringar (TILL EXEMPEL., TI-6AL-4V)
- Egenskaper:
Titanlegeringar, särskilt TI-6AL-4V, är kända för sina exceptionell styrka-till-vikt, korrosionsmotstånd, och förmåga att motstå höga temperaturer.
-
- Styrka-till-vikt: Utmärkta mekaniska egenskaper med lägre densitet.
- Högtemperaturprestanda: Tål högre temperaturer än de flesta andra metaller.
- Biokompatibilitet: Säker för användning i medicinska implantat på grund av icke-toxicitet.
Aluminiumlegeringar (TILL EXEMPEL., Alsi10 mg)
- Egenskaper:
Aluminium är lätt och erbjuder utmärkt termisk konduktivitet och korrosionsmotstånd. Legeringar som Alsi10 mg används ofta i 3D-utskrift på grund av deras höghållfasthetsförhållande och bra bearbetbarhet.
-
- Låg densitet: Idealisk för applikationer som kräver lätta komponenter.
- Termisk konduktivitet: Hög värmeledningsförmåga gör den lämplig för värmeavledningstillämpningar.
- Ytfin: Aluminiumdelar kan lätt anodiseras för att förbättra ythårdheten och korrosionsbeständigheten.
Kobolt-kromlegeringar
- Egenskaper:
Kobolt-kromlegeringar är kända för sina högstyrka, slitbidrag, och biokompatibilitet, vilket gör dem till ett populärt val för medicinska tillämpningar.
-
- Korrosionsmotstånd: Utmärkt motståndskraft mot både korrosion och slitage.
- Högstyrka: Särskilt användbar för tunga industriella applikationer.
- Biokompatibilitet: Kobolt-krom är icke-reaktivt i människokroppen, vilket gör den idealisk för implantat.
Nickelbaserade legeringar (TILL EXEMPEL., Ocny 625, Ocny 718)
- Egenskaper:
Nickelbaserade legeringar, såsom Ocny 625 och Ocny 718, är mycket resistenta mot oxidation och korrosion vid hög temperatur.
Dessa legeringar erbjuder överlägsen prestanda i extrema miljöer med temperatur, tryck, och korrosionsbeständighet är kritiska.
-
- Hög temperatur styrka: Klarar extrem värme utan att tappa styrka.
- Korrosionsmotstånd: Speciellt mot starkt korrosiva miljöer som havsvatten eller sura medier.
- Trötthetsmotstånd: Hög utmattningshållfasthet och motståndskraft mot termisk cykling.
Ädelmetaller (TILL EXEMPEL., Guld, Silver, Platina)
- Egenskaper:
Ädelmetaller, såsom guld, silver, och platina, används för applikationer där högt estetiskt värde och korrosionsmotstånd krävs.
-
- Estetisk kvalitet: Idealisk för smycken och lyxartiklar.
- Ledningsförmåga: Hög elektrisk ledningsförmåga gör dem lämpliga för elektriska komponenter med hög precision.
- Korrosionsmotstånd: Utmärkt motståndskraft mot nedsmutsning och korrosion.
5. Metall 3D-utskriftsprocess
3D-utskriftsprocessen av metall innefattar vanligtvis flera viktiga steg:
- Steg 1: Designa med CAD-programvara och filförberedelse:
-
- Ingenjörer och designers använder datorstödd design (Kad) programvara för att skapa en 3D-modell av delen.
Filen förbereds sedan för 3D-utskrift, inklusive orientering, stödstrukturer, och skär i lager.
Avancerad CAD-programvara, som Autodesk Fusion 360, gör det möjligt för designers att skapa komplexa geometrier och optimera designen för 3D-utskrift.
- Ingenjörer och designers använder datorstödd design (Kad) programvara för att skapa en 3D-modell av delen.
- Steg 2: Skivning och parameterinställning:
-
- 3D-modellen är skivad i tunna lager, och parametrar såsom skikttjocklek, laserkraft, och skanningshastigheten är inställda.
Dessa inställningar är avgörande för att uppnå önskad kvalitet och egenskaper hos slutdelen.
Programvara för skivning, som Materialize Magics, hjälper till att optimera dessa parametrar för bästa resultat.
- 3D-modellen är skivad i tunna lager, och parametrar såsom skikttjocklek, laserkraft, och skanningshastigheten är inställda.
- Steg 3: Utskriftsprocess:
-
- 3D-skrivaren avsätter eller smälter ihop metallen lager för lager, efter de angivna parametrarna. Detta steg kan ta timmar eller till och med dagar, beroende på delens komplexitet och storlek.
Under utskriftsprocessen, skrivaren övervakar och justerar kontinuerligt parametrarna för att säkerställa jämn kvalitet.
- 3D-skrivaren avsätter eller smälter ihop metallen lager för lager, efter de angivna parametrarna. Detta steg kan ta timmar eller till och med dagar, beroende på delens komplexitet och storlek.
- Steg 4: Efterbehandling:
-
- Efter utskrift, delen kan kräva efterbearbetningssteg såsom värmebehandling, ytbehandling, och avlägsnande av stödstrukturer.
Värmebehandling, till exempel, kan förbättra delens mekaniska egenskaper, medan ytbehandlingstekniker som sandblästring och polering kan förbättra ytkvaliteten.
Kvalitetskontroll är avgörande i varje steg för att säkerställa att delen uppfyller de erforderliga specifikationerna.
- Efter utskrift, delen kan kräva efterbearbetningssteg såsom värmebehandling, ytbehandling, och avlägsnande av stödstrukturer.
6. Fördelar med metall 3D-utskrift
Metall 3D-utskrift erbjuder flera fördelar jämfört med traditionella tillverkningsmetoder:
Designfrihet:
- Komplexa geometrier, interna kanaler, och gallerstrukturer kan skapas, möjliggör innovativ design som tidigare var omöjlig.
Till exempel, förmågan att skapa ihåliga, lättviktsstrukturer med interna kylkanaler är en spelomvandlare inom flyg- och fordonsteknik.
Snabb prototyp:
- Snabb iteration och testning av design, minska utvecklingstid och kostnader.
Med metall 3D-utskrift, prototyper kan produceras på några dagar, möjliggör snabb feedback och designförbättringar.
Materiell effektivitet:
- Minimalt avfall, eftersom endast det material som behövs för delen används, till skillnad från subtraktiv tillverkning, vilket kan leda till betydande materiella förluster.
Detta är särskilt fördelaktigt för dyra material som titan och ädelmetaller.
Lättvikt:
- Gitterstrukturer och optimerade konstruktioner kan minska vikten på delar, vilket är särskilt fördelaktigt i flyg- och biltillämpningar.
Till exempel, Boeing har använt 3D-utskrift av metall för att minska vikten på flygplanskomponenter, leder till betydande bränslebesparingar.
Anpassning:
- Skräddarsydda lösningar för små volymer eller engångsproduktioner, möjliggör personliga och unika produkter.
Skräddarsydda medicinska implantat, till exempel, kan utformas för att passa en patients specifika anatomi, förbättra resultat och återhämtningstid.
7. Utmaningar och begränsningar
Medan metall 3D-utskrift erbjuder många fördelar, det kommer också med sina egna utmaningar:
Hög initial investering:
- Kostnaden för 3D-skrivare i metall, materiel, och efterbehandlingsutrustning kan vara betydande.
Till exempel, en high-end metall 3D-skrivare kan kosta uppåt $1 miljon, och materialen kan vara flera gånger dyrare än de som används i traditionell tillverkning.
Begränsad byggstorlek:
- Många 3D-skrivare i metall har mindre byggvolymer, begränsa storleken på delar som kan tillverkas.
Dock, ny teknik dyker upp som möjliggör större byggstorlekar, utöka utbudet av möjliga tillämpningar.
Ytfin:
- Delar kan kräva ytterligare efterbearbetning för att uppnå önskad ytfinish, lägga till den totala kostnaden och tiden.
Tekniker som kemisk etsning och elektropolering kan bidra till att förbättra ytkvaliteten, men de lägger till extra steg i tillverkningsprocessen.
Materialtillgänglighet:
- Alla metaller och legeringar är inte lämpliga för 3D-utskrift, och vissa kan vara svåra att få tag på eller dyra.
Tillgången till specialmaterial, såsom högtemperaturlegeringar, kan begränsas, påverkar genomförbarheten av vissa projekt.
Skicklighet och träning:
- Operatörer och designers behöver specialiserad utbildning för att effektivt använda 3D-utskriftsteknik av metall.
Inlärningskurvan kan vara brant, och behovet av kunnig personal kan vara ett hinder för adoption, särskilt för små och medelstora företag.
8. Tillämpningar av metall 3D-utskrift
Metall 3D-utskrift hittar applikationer inom ett brett spektrum av industrier:
Flyg-:
- Lättvikt, komplexa komponenter för flygplan och satelliter, minska vikten och förbättra prestanda.
Till exempel, Airbus har använt 3D-utskrift av metall för att producera lätta fästen och bränslemunstycken, vilket resulterar i betydande viktbesparingar och förbättrad bränsleeffektivitet.
Bil:
- Anpassade och prestandadelar för motorsport, prototyp, och produktion, förbättra fordonets prestanda och effektivitet.
BMW, till exempel, använder 3D-utskrift av metall för att producera anpassade delar till sina högpresterande fordon, som i8 Roadster.

Medicinsk:
- Implantat, proteser, och dentala applikationer erbjuder exakta geometrier och biokompatibilitet.
Stryker, ett ledande medicinteknikföretag, använder metall 3D-utskrift för att producera skräddarsydda ryggradsimplantat, förbättra patientresultaten och minska återhämtningstiderna.
Energi:
- Värmeväxlare, turbiner, och kraftgenereringskomponenter förbättrar effektiviteten och hållbarheten.
Siemens, till exempel, har använt 3D-utskrift av metall för att producera gasturbinblad, som tål högre temperaturer och tryck, leder till ökad effektivitet och minskade utsläpp.
Verktyg och formar:
- Snabb bearbetning med konforma kylkanaler, minska cykeltider och förbättra detaljkvaliteten.
Konforma kylkanaler, som följer formen på formen, kan avsevärt minska nedkylningstiderna och förbättra kvaliteten på slutprodukten.
Konsumtionsvaror:
- Högklassiga smycken, anpassade klockor, och elektronikkapslingar möjliggör unika och personliga produkter.
Företag som HP och 3DEO använder 3D-utskrift av metall för att producera hög kvalitet, skräddarsydda konsumentvaror, som lyxklockor och elektroniska fodral.
9. Metall 3D-utskrift vs. Traditionell tillverkning
När man jämför metall 3D-utskrift med traditionella tillverkningsmetoder, flera faktorer spelar in:
Hastighet och effektivitet:
- 3D-printing utmärker sig i snabb prototypframställning och lågvolymproduktion, medan traditionella metoder är mer effektiva för tillverkning av stora volymer.
Till exempel, 3D-utskrift kan producera en prototyp på några dagar, medan traditionella metoder kan ta veckor.
Kostnadsjämförelse:
- För lågvolym eller skräddarsydda delar, 3D-utskrift kan vara mer kostnadseffektivt på grund av minskade installations- och verktygskostnader.
Dock, för högvolymproduktion, traditionella metoder kan fortfarande vara mer ekonomiska. Brytpunkten varierar beroende på den specifika applikationen och detaljens komplexitet.
Komplexitet:
- 3D-utskrift möjliggör tillverkning av intrikata geometrier och interna egenskaper som är omöjliga med konventionella metoder, öppnar upp för nya designmöjligheter.
Detta är särskilt värdefullt i branscher där viktminskning och prestandaoptimering är avgörande, såsom flyg- och bilindustrin.
Här är en jämförelsetabell som sammanfattar de viktigaste skillnaderna mellan Metall 3D-utskrift och Traditionell tillverkning:
| Särdrag | Metall 3D-utskrift | Traditionell tillverkning |
|---|---|---|
| Ledtid | Snabbare för prototypframställning, lågvolymproduktion. | Längre installationstider på grund av verktyg och formar. |
| Produktionshastighet | Långsammare för högvolymproduktion. Idealisk för låg volym, anpassade delar. | Snabbare för massproduktion, speciellt för enkla delar. |
| Designkomplexitet | Kan skapa komplexa geometrier med lätthet. | Begränsad av verktygsbegränsningar; komplexa konstruktioner kräver extra steg. |
| Anpassning | Idealisk för engångsdelar eller skräddarsydda delar. | Anpassning är dyrare på grund av verktygsförändringar. |
| Materialtillgänglighet | Begränsat till vanliga metaller (rostfritt stål, titan, etc.). | Brett utbud av metaller och legeringar tillgängliga för en mängd olika applikationer. |
| Materialprestanda | Något lägre materialstyrka och enhetlighet. | Överlägsen styrka och mer konsekventa materialegenskaper. |
| Initialinvestering | Hög initial kostnad på grund av dyra 3D-skrivare och metallpulver. | Lägre initial investering för grundläggande inställningar. |
| Kostnad per enhet | Hög för produktion i hög volym; kostnadseffektiv för små körningar. | Lägre för massproduktion, speciellt med enkla mönster. |
| Styrka & Varaktighet | Lämplig för många applikationer; kan kräva efterbearbetning för ökad styrka. | Typiskt högre styrka, särskilt för högpresterande legeringar. |
| Ytfin | Kräver efterbearbetning för jämna ytbehandlingar. | Typiskt bättre ytfinish för enkla mönster. |
| Efterbehandling | Krävs för förbättrade mekaniska egenskaper, och ytfinish. | Vanligtvis minimal efterbehandling om inte komplexa eller högprecisionskrav. |
| Materialtillfall | Minimalt materialspill på grund av additiv natur. | Högre materialspill i vissa metoder (TILL EXEMPEL., bearbetning). |
| Perfekt för | Låg volym, anpassade delar, komplexa geometrier, prototyp. | Högvolym, enkla delar, konsekventa materialegenskaper. |
| Ansökningar | Flyg-, medicinsk implantat, bil- (lågvolym, komplexa delar). | Bil, tunga maskiner, industriella delar (högvolym, storskalig produktion). |
10. Slutsats
Metall 3D-utskrift står i framkanten av tillverkningsinnovation, erbjuder unika fördelar som designfrihet, snabb prototyp, och materiell effektivitet.
Samtidigt som det står inför utmaningar som höga kostnader och materialbegränsningar, dess transformativa potential över branscher är obestridlig.
Oavsett om du är i rymd, bil-, eller konsumentvaror,
att utforska hur metall 3D-utskrift kan passa dina specifika behov kan bara vara nyckeln till att låsa upp nya möjligheter inom produktutveckling och tillverkning.
THIS tillhandahåller 3D-utskriftstjänster. Om du har behov av 3D-utskrift, var gärna kontakta oss.

