
1. Wstęp
Wśród kluczowych etapów w obróbce CNC są szorstkie i wykończeniowe, dwa procesy, które współpracują, aby zapewnić zarówno funkcjonalną, jak i estetyczną jakość ostatniej części.
Roughing koncentruje się na szybkim usunięciu dużych ilości materiału podczas wykończenia udoskonalania powierzchni części i zapewnia, że spełnia ciasne tolerancje.
Te etapy są niezbędne do osiągnięcia pożądanych rezultatów i optymalizacji czasu i kosztów obróbki.
W tym poście, Rozbijemy wyraźne role zgrubienia i wykończenia CNC, eksploruj zaangażowane narzędzia i parametry, i zapewnić, jak optymalizować każdy etap optymalizacji.
2. Co to jest CNC Roughing?
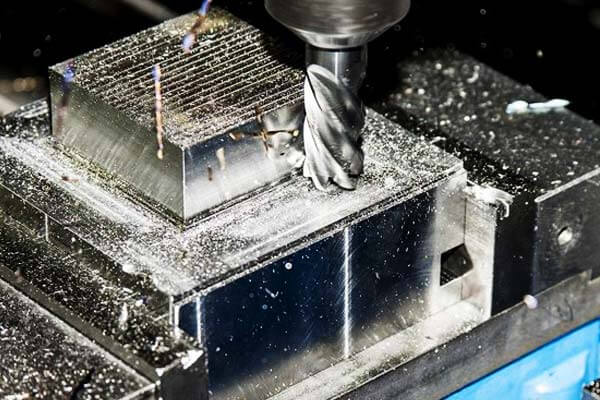
CNC Srounding jest pierwszym krokiem w procesie obróbki, zaprojektowany do usunięcia dużej części materiału z przedmiotu obrabianego.
Celem jest osiągnięcie przybliżonego kształtu ostatniej części, nie martwiąc się zbytnio o wykończenie powierzchni lub ciasne tolerancje.
To agresywne, Faza usuwania materiałów o dużej objętości, która przygotowuje przedmiot do bardziej precyzyjnego etapu wykończenia.
Przegląd procesu:
- Organizować coś: Przedmiot obrabia jest bezpiecznie zaciśnięty na maszynie CNC.
Planowane są ścieżki narzędzi, aby zmaksymalizować usuwanie materiału, a narzędzie skrawające jest wybierane w oparciu o rodzaj materiału i wymagania dotyczące obróbki zgrubnej. - Usuwanie materiału: Obróbka zgrubna powoduje odcięcie dużej części materiału, przy użyciu wyższych prędkości, większe głębokości skrawania, i większe prędkości posuwu w porównaniu do obróbki wykańczającej.
Typowo, cięcia zgrubne pozostawiają szorstkość, nierówna powierzchnia. - Wstępne kształtowanie: Na tym etapie, materiał jest kształtowany bliżej pożądanej geometrii, ale skupiamy się na szybkości, nie szczegół.
Używane narzędzia:
- Frezy trzpieniowe: Narzędzia te są zwykle używane zarówno do obróbki zgrubnej, jak i wykańczającej. Do obróbki zgrubnej, do szybkiego usuwania materiału stosuje się większe narzędzia.
- Frezy zgrubne: Specjalnie zaprojektowane narzędzia do agresywnego cięcia, często z wieloma zębami, aby zminimalizować siły skrawania i umożliwić większe usuwanie materiału.
Parametry do kontrolowania:
- Prędkość: Do obróbki zgrubnej, Prędkości skrawania są zwykle ustawiane na wysokie, aby szybko usunąć duże ilości materiału.
Typowa prędkość może mieścić się w zakresie 2,000 Do 5,000 obr./min, w zależności od rodzaju materiału i rozmiaru frezu. - Szybkość podawania: Wyższe szybkości podawania (począwszy od 0.02 Do 0.5 mm/ząb) zapewniają szybsze usuwanie materiału.
- Głębokość cięcia: Obróbka zgrubna obejmuje głębsze cięcia (aż do 1 Do 2 mm lub więcej na przejście) w porównaniu z wykończeniem, umożliwiając usunięcie większej ilości materiału w jednym przejściu.
3. Co to jest wykończenie CNC?
Wykańczanie CNC to drugi etap procesu obróbki, który koncentruje się na osiągnięciu ostatecznych wymiarów, gładkość, i jakość powierzchni przedmiotu obrabianego.
W przeciwieństwie do obróbki zgrubnej, wykańczanie to bardziej wyrafinowany proces, który zapewnia, że część mieści się w wąskich tolerancjach i jest gotowa do funkcjonalnego użycia.

Przegląd procesu:
- Wygładzanie powierzchni: Podczas wykańczania, celem jest stworzenie gładkiego, równą powierzchnię z dużą precyzją.
Narzędzie usuwa tylko niewielką ilość materiału w płytkich miejscach, precyzyjne cięcia. - Drobne cięcia: W przeciwieństwie do obróbki zgrubnej, proces wykańczania zużywa mniej, bardziej wyrafinowane cięcia, z mniejszymi posuwami i mniejszą głębokością skrawania.
Używane narzędzia:
- Frezy walcowo-czołowe: Idealny do wykończenia, narzędzia te zapewniają gładkie wykończenia, szczególnie na zakrzywionych powierzchniach lub złożonej geometrii.
- Frezy wykańczające: Frezy te zostały zaprojektowane z myślą o wysokiej precyzji i zoptymalizowane pod kątem zapewnienia doskonałego wykończenia powierzchni.
Znaczenie precyzji:
Precyzja wymagana przy wykańczaniu CNC ma kluczowe znaczenie, zwłaszcza w branżach takich jak lotnictwo i kosmonautyka, automobilowy, i medyczne, gdzie komponenty muszą spełniać bardzo wąskie tolerancje.
Na przykład, tolerancje tak wąskie jak ± 0,001 cala (0.025 mm) są często wymagane, szczególnie w przypadku części, które zostaną poddane dalszemu montażowi lub rygorystycznym testom.
4. Korzyści z szorstkiego
Wysoka szybkość usuwania materiału:
Podstawową zaletą obróbki zgrubnej CNC jest możliwość szybkiego usuwania dużych ilości materiału.
Używając większych narzędzi skrawających i głębszych cięć, obróbka zgrubna zmniejsza masę przedmiotu obrabianego w krótkim czasie, umożliwiając szybsze cykle produkcyjne.
Jest to szczególnie przydatne w przypadku dużych lub gęstych części, w których konieczne jest znaczne usuwanie materiału przed przejściem do bardziej wyrafinowanej fazy wykończenia.
Ekonomiczna produkcja:
Zgrupowanie jest najbardziej opłacalnym etapem obróbki CNC, ponieważ wykorzystuje narzędzia zaprojektowane do szybkiego usuwania materiałów, który skraca czas obróbki i, z kolei, koszty.
Z wysokimi prędkościami zasilającymi i prędkościami cięcia, Proces zmniejsza potrzebę wielu, czasochłonne operacje później.
To nie tylko minimalizuje całkowity koszt na część, ale także poprawia wyniki dla producentów.
Zmniejszone zużycie narzędzi do narzędzi wykończenia:
Poprzez wczesne usunięcie większości materiału, Remażerowanie zapobiega nadmiernemu zużycie na delikatniejszych narzędziach wykończeniowych.
Te narzędzia wykończeniowe są często zaprojektowane do precyzji i wymagają drobnych cięć,
Tak więc ochrona ich przed agresywnym usuwaniem materiału zmniejsza częstotliwość wymiany narzędzia i poprawia ogólną długowieczność narzędzia.
Ulepszona stabilność przedmiotu:
Remażer może pomóc ustabilizować obrabianie przed finałem, Wykonane są bardziej skomplikowane cięcia wykończeniowe.
Usuwając materiał w kontrolowanym, sposób przyrostowy, Zgrążenie zapewnia, że kształt części jest blisko jego ostatecznej geometrii, Zmniejszenie prawdopodobieństwa odkształcenia lub zmiany zmiany podczas wykończenia.
Jest to szczególnie ważne w precyzyjnych branżach, takich jak przemysł lotniczy i samochodowy, gdzie tolerancje są ścisłe.
Elastyczność w usuwaniu materiału:
Roughing jest wysoce przystosowalny do różnych materiałów, Od bardziej miękkich metali, takich jak aluminium, przez twardsze materiały, takie jak stal i tytan.
Z odpowiednimi narzędziami do tnącej i parametry, Zgrupowanie pozwala na skuteczne usuwanie materiału z szerokiej gamy materiałów, rosnąca wszechstronność w operacjach produkcyjnych.
5. Korzyści z wykończenia
Wykończenie powierzchni bardzo precyzyjne:
Faza wykańczająca obróbki CNC jest kluczowa dla uzyskania pożądanego wykończenia powierzchni, zwłaszcza gdy wymagane są wąskie tolerancje i wysoka jakość estetyki powierzchni.
Cięcia wykańczające mają na celu wygładzenie ostrych krawędzi i uzyskanie nieskazitelnej powierzchni, wysokiej jakości powierzchnia spełniająca specyficzne wymagania branż
takich jak lotnictwo, medyczny, i motoryzacyjny.
- Przykład: Do komponentów lotniczych, jak łopatki turbin, wykończenie zapewnia gładkość,
polerowane powierzchnie spełniające rygorystyczne normy aerodynamiczne i odporności na naprężenia, zapewniając optymalną wydajność.
Ścisłe tolerancje i dokładność wymiarowa:
Wykańczanie CNC odgrywa kluczową rolę w osiąganiu wąskich tolerancji i wysokiej dokładności wymiarowej.
Po procesie obróbki zgrubnej usunięto większość materiału, narzędzia wykańczające przejmują kontrolę nad udoskonaleniem części,
zapewniając zgodność z dokładnymi pomiarami i specyfikacjami wymiarowymi.
Jest to niezbędne przy wytwarzaniu komponentów, które muszą idealnie pasować do innych w złożonych zespołach.
- Wpływ na tolerancje: W branżach takich jak urządzenia medyczne czy produkcja półprzewodników, nawet najmniejsze odchylenie może zagrozić funkcjonalności.
Wykańczanie pomaga uzyskać część w granicach tolerancji ± 0,001 cala lub lepszych.
Zwiększona integralność powierzchni:
Wykończenie poprawia integralność powierzchni materiału, eliminacja defektów pozostałych po fazie obróbki zgrubnej.
Proces ten polega na usunięciu mikrozadziorów, ślady narzędzi, oraz inne niedoskonałości, które mogą mieć wpływ na działanie części lub jej estetykę.
Jest to szczególnie ważne w przypadku komponentów narażonych na działanie trudnych warunków, na przykład w przemyśle motoryzacyjnym lub chemicznym,
gdzie integralność powierzchni jest kluczem do wydajności i trwałości.
- Przykład: W branży motoryzacyjnej, Wykańczanie służy do usuwania niedoskonałości powierzchni części silnika, takich jak głowice cylindrów, który musi wytrzymać wysokie ciśnienie i ciepło.
Proces ten zapewnia optymalne działanie części bez przedwczesnego zużycia lub awarii.
Zwiększona trwałość i odporność na zużycie:
Proces wykańczania często obejmuje zastosowanie określonych ścieżek narzędzia i strategii cięcia, które pomagają poprawić trwałość końcowej części.
Optymalizując gładkość powierzchni i jakość wykończenia, wykończenie może zwiększyć odporność na zużycie i zdolność części do wytrzymywania trudnych warunków pracy.
Na przykład, w zastosowaniach obciążonych wysokimi obciążeniami, takich jak elementy silnika lub narzędzia chirurgiczne, ta dodatkowa warstwa udoskonalenia pomaga zmniejszyć zużycie i przedłużyć żywotność części.
- Przykład: Procesy wykańczania tytanowych implantów medycznych poprawiają gładkość powierzchni i biokompatybilność, zmniejszając ryzyko korozji lub infekcji.
Estetyczny atrakcyjność i jakość wizualna:
Do wielu zastosowań, zwłaszcza w przypadku towarów konsumpcyjnych lub produktów architektonicznych, wygląd finalnej części jest tak samo ważny jak jej możliwości funkcjonalne.
Wykańczanie CNC może zapewnić szeroką gamę tekstur powierzchni, od gładkiego, polerowane wykończenia do satynowego lub matowego wyglądu.
Ten poziom kontroli nad efektem estetycznym sprawia, że obróbka CNC jest nieoceniona w przypadku produktów, dla których liczy się atrakcyjność wizualna.
- Przykład: W elektronice użytkowej, jak obudowy smartfonów czy obudowy laptopów, wykończenie tworzy gładkość,
atrakcyjna wizualnie powierzchnia, która nie tylko dobrze wygląda, ale także poprawia ogólne wrażenia użytkownika, zapewniając wygodę, eleganckie wykończenie.
Zwiększona opłacalność z czasem:
Chociaż wykańczanie może zająć więcej czasu niż obróbka zgrubna, na dłuższą metę może zaoszczędzić pieniądze, zmniejszając prawdopodobieństwo awarii części lub kosztownych napraw.
Zapewniając, że część spełnia wszystkie specyfikacje i wymagania jakościowe od samego początku, Producenci unikają potrzeby kosztownej przeróbki lub wymiany części.
- Przykład: W produkcji wysoce złożonych komponentów silnika samochodowego,
Wykończenie zapewnia, że komponenty spełniają rygorystyczne standardy, Pomaganie producentom uniknięcie drogich wycofania lub roszczeń gwarancyjnych.
6. CNC Roughing vs.. Wykończenie CNC
CNC Mętowanie to bardzo precyzyjny i wszechstronny proces produkcyjny,
ale kluczowe jest zrozumienie odrębnych ról i celów dwóch głównych etapów w tym procesie: CNC ROADING I Wykończenie CNC.

Kluczowe różnice:
Główny cel
- Szorstkie: Głównym celem fazy zgrubnej jest szybkie usunięcie dużych objętości materiału z przedmiotu obrabianego.
Roughing to ciężka operacja, która koncentruje się na kształtowaniu części do jej podstawowych wymiarów, pozostawiając nadmiar materiału (znany jako „zapas”) to zostanie udoskonalone w następnym etapie.
Narzędzie zgrubne działa z wysokimi prędkościami zasilającymi i głębokimi cięciami, aby usunąć jak najwięcej materiału. - Wykończeniowy: Dla kontrastu, Celem zakończenia jest udoskonalenie części do jej finału, precyzyjne wymiary.
Operacje wykończeniowe koncentrują się na osiągnięciu ciasnych tolerancji i tworzeniu gładkich, Wysokiej jakości wykończenia powierzchniowe.
Ten etap wykorzystuje lżejsze cięcia, Wolniejsze stawki paszowe, oraz drobniejsze narzędzia do zapewnienia obrabiania spełnienia wymaganych standardów dokładności i estetyki.
Parametry narzędzi i cięcia
- Szorstkie: Narzędzia szorstkie są zwykle zaprojektowane do obsługi wysokich prędkości usuwania materiałów i wytrzymania naprężeń związanych z cięciem dużych objętości materiału.
Narzędzia takie jak Roughing End Mills, indeksowalne wkładki, I młyny czołowe są używane na tym etapie.
Parametry cięcia są ustawione do agresywnego usuwania materiałów, Często stosowanie wyższych stawek zasilania, większe głębokości skrawania, i wyższe prędkości wrzeciona.
Jednakże, Krawędzie tnące narzędzia są często zaprojektowane tak, aby wytrzymać zużycie z bardziej znacznego zaangażowania materiału. - Wykończeniowy: Narzędzia wykończeniowe są bardziej wyspecjalizowane i zaprojektowane do osiągnięcia gładkiej powierzchni i precyzyjnych wymiarów.
Młynki końcowe nosa, końcowe młyny końcowe, Lub narzędzia pokryte diamentem są zwykle używane.
Parametry cięcia są dostosowywane dla drobniejszych, bardziej kontrolowane cięcia, z wolniejszymi prędkościami zasilającymi i płytszą głębokością cięcia, aby uniknąć uszkodzenia wykończenia powierzchni.
Siły cięcia
- Szorstkie: Siły tnące podczas zgrubowania są ogólnie znacznie wyższe ze względu na objętość usuwanego materiału.
Siły te mogą powodować znaczne zużycie narzędzia, a czasem wibracje, Wymaganie starannej kontroli, aby zapobiec ugięciu narzędzia i rozmowy. - Wykończeniowy: Siły tnące w wykończeniu są zwykle niższe niż w szorstkim.
Koncentracja na zakończeniu jest precyzja i jakość powierzchni, a siły skrawania są zminimalizowane w celu zmniejszenia ryzyka ugięcia narzędzia lub zniekształcenia geometrii części.
Wykończenie powierzchni i tolerancje
- Szorstkie: Wykończenie powierzchni po zgrubieniu jest ogólnie szorstkie, z widocznymi znakami narzędzi i nierównymi powierzchniami.
Tolerancje podczas zgrubowania zwykle nie są tak surowe, Ponieważ celem jest przede wszystkim usuwanie materiału.
Powstała powierzchnia jest często opisywana jako „szorstka zapas” i wymaga dalszego udoskonalenia na etapie wykończenia. - Wykończeniowy: Po zakończeniu, przedmiot obrabia powinien mieć gładko, Polerowany wygląd z minimalnymi znakami narzędzi, a powierzchnia powinna spełniać ciasne tolerancje wymiarowe.
Osiągnięcie wysokiej jakości wykończenia powierzchni często wymaga określonych narzędzi wykończenia i zoptymalizowanych parametrów cięcia, aby zminimalizować niedoskonałości.
Czas i wydajność
- Szorstkie: Obróbka zgrubna jest zazwyczaj najbardziej czasochłonną częścią procesu obróbki CNC, ale jest to niezbędne do szybkiego usuwania dużych ilości materiału.
Ta faza jest zoptymalizowana pod kątem wydajności, aby usunąć jak najwięcej materiału w jak najkrótszym czasie, nawet kosztem jakości powierzchni. - Wykończeniowy: Wykańczanie zajmuje mniej czasu niż obróbka zgrubna, jest to operacja bardziej delikatna i precyzyjna.
Proces uzyskiwania wysokiej jakości wykończenia powierzchni często obejmuje większą liczbę przejść z lekkimi cięciami, aby uniknąć zniekształcenia geometrii części lub powstania defektów.
Ten etap, wymagając jednocześnie więcej czasu na przejście, ma kluczowe znaczenie dla zapewnienia, że produkt końcowy spełnia wymagane specyfikacje.
7. Kluczowe czynniki zoptymalizowania zgrubienia i wykończenia CNC
Parametry cięcia:
Najlepsze praktyki obejmują optymalizację prędkości skrawania, stawki paszy, i głębokość skrawania w oparciu o charakterystykę materiału i narzędzia.
Na przykład, Aluminium pozwala na wyższe prędkości cięcia w porównaniu do stali, co wymaga wolniej, Bardziej celowe cięcia.
Wybór narzędzia:
Wybór odpowiednich narzędzi dla każdej fazy maksymalizuje żywotność narzędzia i wydajność obróbki.
Zgrupowanie może skorzystać z wkładek z węglikami do trwałości, podczas gdy wykończenie może użyć wypolerowanych narzędzi ceramicznych na płynniejsze powierzchnie.
Względy materialne:
Różne materiały wymagają dostosowanych strategii; bardziej miękkie metale, takie jak aluminiowe wsparcie szybsze, podczas gdy trudniejsze metale, takie jak tytan, wymagają starannych podejść.
Tytan, Na przykład, wymaga 20-30% Zmniejszenie prędkości cięcia w porównaniu do aluminium.
Strategie ścieżki narzędzi:
Optymalizacja ścieżek narzędzi minimalizuje niepotrzebne podróże i maksymalizuje wydajność cięcia.
Oprogramowanie CAM odgrywa kluczową rolę w generowaniu wydajnych ścieżek narzędzi, potencjalnie skracanie czasów cyklu przez 25%.
8. Wspólne wyzwania w CNC Roughing and Finishing
Obróbka CNC, choć bardzo precyzyjne i wydajne, nie jest pozbawione wyzwań.
Zarówno stadia szorstkie, jak i wykończeniowe przedstawiają unikalne przeszkody, które mogą wpłynąć na jakość, efektywność, oraz opłacalność procesu obróbki.
Rozwiązanie tych wyzwań ma kluczowe znaczenie dla osiągnięcia optymalnych wyników.
Wyzwania związane z szorstką
Zużycie narzędzia:
-
- Wyzwanie: Agresywne parametry cięcia stosowane podczas szorstki mogą prowadzić do szybkiego zużycia narzędzia, Zmniejszenie żywotności narzędzia i rosnące koszty.
- Rozwiązanie: Użyj trwałych narzędzi zaprojektowanych do ciężkiego usuwania materiałów, takie jak wkładki z węglikami.
Wdrożenie regularnych kontroli konserwacji i rozważ za pomocą powłok takich jak TiALN lub DLC (Węgiel podobny do diamentu) Aby przedłużyć żywotność narzędzia do 40%.
Nagromadzenie ciepła:
-
- Wyzwanie: Szybkie cięcie generuje znaczne ciepło, które mogą degradować wydajność narzędzia i wpływać na integralność materiału.
- Rozwiązanie: Zastosuj odpowiednie metody zastosowania płynu chłodzącego, takie jak systemy dostarczania chłodziwa narzędzi.
Chłód chłodzący nie tylko rozprasza ciepło, ale także poprawia ewakuację układów, Zmniejszenie nagromadzenia ciepła przez do 60%.
Wibracja:
-
- Wyzwanie: Wibracje mogą powodować ślady gadania na obrabiarce i zmniejszyć żywotność narzędzi. Jest to szczególnie problematyczne w głębokich cięciach lub długich zwisach.
- Rozwiązanie: Zoptymalizuj parametry cięcia, aby zminimalizować wibracje. Krótsze narzędzia o wyższej sztywności mogą pomóc, Tak jak regulacja prędkości i prędkości wrzeciona.
Korzystanie z zrównoważonych zespołów narzędzi i stabilnych konfiguracji może zmniejszyć problemy związane z wibracją 70%.
Ewakuacja Chip:
-
- Wyzwanie: Nieefektywna ewakuacja chipów może prowadzić do ponownego ścięcia układów, powodując uszkodzenia narzędzia i słabe wykończenie powierzchniowe.
- Rozwiązanie: Wybierz narzędzia z odpowiednią geometrią fletu do efektywnego prześwitu układu.
Użyj systemów płynu chłodzącego i próżniowego pod wysokim ciśnieniem, aby zapewnić natychmiastowe usuwanie układów, poprawa ewakuacji układów przez 80%.
Wykończenie wyzwań
Osiągnięcie drobnych wykończeń powierzchniowych:
-
- Wyzwanie: Utrzymanie drobnego wykończenia powierzchni wymaga precyzyjnej kontroli parametrów cięcia i wyboru narzędzi.
- Rozwiązanie: Użyj specjalistycznych narzędzi do wykończenia z większą liczbą fletów i drobniejszych geometrii krawędzi, takie jak młyny końcowe nos.
Utrzymuj spójne warunki do cięcia, w tym stabilne prędkości wrzeciona i kontrolowane prędkości zasilania.
Zaawansowane oprogramowanie CAM może optymalizować ścieżki narzędzi do gładszych wykończeń, Osiągnięcie wartości RA tak niskich 0.4 um.
Zarządzanie ugięciem narzędzia:
-
- Wyzwanie: Cienkie lub długie narzędzia mogą się odchylić podczas cięcia, prowadząc do niedokładności wymiarów i złej jakości powierzchni.
- Rozwiązanie: Wybierz krótszy, W razie możliwości sztywniejsze narzędzia. Zwiększ sztywność posiadacza narzędzi i użyj posiadaczy narzędzi przy minimalnym bicie.
Zastosuj strategie takie jak frezowanie kręcącego, aby równomiernie dystrybuować siły cięcia, zmniejszenie ugięcia przez do 50%.
Utrzymywanie wąskich tolerancji:
-
- Wyzwanie: Zapewnienie, że części spełniają ścisłe tolerancje są krytyczne, szczególnie w branżach takich jak lotniczy i medyczny.
- Rozwiązanie: Regularnie kalibruj maszyny i narzędzia do zachowania dokładności. Użyj precyzyjnych instrumentów pomiarowych do opinii i regulacji w czasie rzeczywistym.
Wdrożyć zautomatyzowane procesy kontroli, aby wcześnie łowić odchylenia, Zapewnienie tolerancji w granicach ± 0,01 mm.
Materialne warianty twardości:
-
- Wyzwanie: Różnice w twardości materiału mogą wpływać na spójność cięcia i żywotność narzędzi.
- Rozwiązanie: Wykonaj testy twardości materiału przed obróbką, aby odpowiednio dostosować parametry cięcia.
Użyj adaptacyjnych systemów sterowania, które automatycznie kompensują zmiany twardości, Utrzymanie spójnych warunków do cięcia.
9. Technologie, które poprawiają zgrubne i wykończeniowe
Zaawansowane rozwiązania narzędzi
Nowoczesne narzędzia tnące znacząco zmieniły wydajność i skuteczność zarówno stadiów zgrubnych, jak i wykończeniowych w obróbce CNC.
Zaawansowane materiały, takie jak węglika, ceramika, i CBN (azotek boru sześciennego) są teraz używane do produkcji narzędzi, które oferują doskonałą twardość, odporność na zużycie, i odporność na ciepło.
Narzędzia te zapewniają, że nawet w twardych materiałach, takie jak tytan, Inconel, lub stalowa stal, Proces obróbki pozostaje wydajny, spójny, i precyzyjne.
Powlekane narzędzia do lepszej wydajności
Powłoki narzędziowe, takie jak cyna (azotek tytanu), TiAlN (Aluminiowy azotek tytanu), i powłoki przypominające diamenty (DLC), Zapewniają znaczące zalety w CNC Srounding and Finishing.
Powłoki te zmniejszają tarcia, zminimalizować zużycie, i poprawić odporność na ciepło, prowadząc do dłuższej żywotności narzędzi i wydajniejszych operacji obróbki.
Z dodatkową zaletą niższych sił tnących, Producenci mogą osiągnąć gładsze wykończenia zarówno na etapach zgrubnych, jak i wykończeniowych.
5-Obróbka CNC w osiach
5-Maszyny CNC AXIS zapewniają główną przewagę zarówno w zgrubieniu, jak i wykończeniu poprzez zmniejszenie potrzeby wielu konfiguracji.
To zwiększa zarówno precyzję, jak i wydajność, ponieważ części można obrobić pod różnymi kątami bez zmiany położenia.
Zdolność do podejścia do materiału z wielu kierunków oznacza, że narzędzia rzadziej napotykają rozmowę lub ugięcie, co prowadzi do lepszego wykończenia powierzchni i dokładniejszych cięć.
Dodatkowo, 5-maszyny osiowe pozwalają na większą elastyczność w projektowaniu części, zmniejszając potrzebę stosowania dodatkowego oprzyrządowania lub skomplikowanych osprzętu.
System płynu chłodzącego pod wysokim ciśnienie
Wprowadzenie wysokociśnieniowych systemów chłodzenia znacznie poprawiło wydajność obróbki zgrubnej i wykańczającej CNC.
Systemy te kierują chłodziwo bezpośrednio do strefy skrawania, zapewniając lepsze odprowadzanie ciepła i zmniejszając zużycie narzędzia.
Ponadto, chłodziwo pod wysokim ciśnieniem pomaga wypłukiwać wióry, zapobiegając ich zakłócaniu procesu cięcia, szczególnie podczas obróbki zgrubnej, gdy usuwane są duże ilości materiału.
Do wykończenia, płyn chłodzący pomaga utrzymać stabilność temperatury, zapewnienie wykończenia powierzchni materiału bez zniekształceń termicznych.
Zautomatyzowane systemy zmiany narzędzi
Zautomatyzowane zmieniacze narzędzi umożliwiają płynne przejścia między etapami obróbki zgrubnej i wykańczającej, zwłaszcza gdy na każdym etapie wymagane są różne narzędzia.
Automatyzując ten proces, Maszyny CNC mogą pracować bez przerw, redukując przestoje i poprawiając produktywność.
Systemy te mogą przechowywać różnorodne narzędzia skrawające i zmieniać je w oparciu o zaprogramowane instrukcje, zapewnienie, że do danej operacji zostanie zawsze użyte właściwe narzędzie.
Inteligentne czujniki i uczenie maszynowe do optymalizacji procesu
Integracja inteligentnych czujników i technologii uczenia maszynowego z maszynami CNC usprawniła monitorowanie i optymalizację procesów.
Czujniki te mogą wykrywać wibracje, siły tnące, i zużycie narzędzi w czasie rzeczywistym, umożliwiając natychmiastowe dokonanie regulacji w celu poprawy wydajności obróbki i jakości części.
W obróbce zgrubnej, technologie te mogą zapobiec przeciążeniu narzędzia lub przedmiotu obrabianego, podczas wykańczania,
zapewniają, że narzędzie pozostaje w granicach tolerancji, Minimalizowanie ryzyka wad lub niedokładności wymiarów.
Robotyka i automatyzacja zwiększonej wydajności
Robotyczne ramiona i automatyczne systemy mogą pomóc zarówno w procesach zgrubnych, jak i wykończeniowych, przejmując powtarzające się zadania, Ładowanie/rozładowywanie norków, i wykonywanie kontroli kontroli jakości.
Zmniejsza to błąd ludzki i umożliwia obsługę maszyn CNC 24/7, maksymalizacja wydajności.
Zastosowanie robotyki w procesach po maszynie do czyszczenia, kontrola, lub obsługa części zapewnia dodatkowo, że części są gotowe do użycia lub dostawy z minimalną ręczną interwencją.
10. CNC CNC Shop Deze's CNC
Zjadłem TO, Oferujemy zarówno usługi zgrubne, jak i wykończeniowe wewnętrzne, Korzystanie z najnowocześniejszych maszyn CNC i zaawansowane oprzyrządowanie w celu zapewnienia wysokiej precyzji, efektywność, i doskonałe wykończenia powierzchni.
Nasze zintegrowane podejście gwarantuje płynne przejście od zgrubienia do wykończenia, Oszczędzanie czasu i zwiększenie ogólnej jakości części.
11. Wniosek
CNC zgrubne i wykończenie to dwa krytyczne etapy procesu obróbki, Po zoptymalizowaniu, może znacznie poprawić wydajność, Jakość powierzchni, i częściowo dokładność.
Rozumiejąc różnice, wyzwania, i strategie dla każdej fazy, Producenci mogą osiągnąć lepsze wyniki, jednocześnie zmniejszając koszty i czas obróbki.
Niezależnie od tego, czy pracujesz ze złożonymi geometrią, czy ciasnymi tolerancjami, Opanowanie tych dwóch procesów jest niezbędne do produkcji wysokiej jakości, części precyzyjne.
Jeśli szukasz wysokiej jakości Usługi obróbki CNC, Wybór Deze'a to idealna decyzja dla twoich potrzeb produkcyjnych.

