1. Pengenalan
Kawalan bendalir yang berkesan bergantung pada memilih injap yang tepat untuk pekerjaan. Akibatnya, Jurutera bergantung pada jadual perbandingan saiz injap untuk diterjemahkan antara piawaian yang berbeza, Bandingkan data dimensi, dan mengesahkan keserasian.
Dalam bahagian ini, Kami menjelaskan skop artikel, menggariskan mengapa perkara saiz injap yang tepat, dan tentukan jadual perbandingan saiz injap -dan mengapa ia terbukti sangat berguna dalam amalan harian.
- Tujuan dan skop: Kami berhasrat untuk melengkapkan proses, mekanikal, dan jurutera paip dengan panduan komprehensif untuk membuat dan menggunakan jadual perbandingan saiz injap.
- Kepentingan ukuran yang tepat: Injap bersaiz salah boleh menyebabkan sehingga a 15% Kejatuhan kecekapan proses, membawa kepada pakaian pramatang, atau bahkan menimbulkan kegagalan sistem. Sebaliknya, injap bersaiz betul mengoptimumkan aliran, mengurangkan penggunaan tenaga, dan memanjangkan hayat peralatan.
- Gambaran keseluruhan jadual perbandingan: Pada terasnya, Jadual perbandingan saiz injap menjajarkan saiz paip nominal (NPS) atau diameter nominal (Dn) sebutan dengan diameter bor sebenar, dimensi tatap muka, Butiran bebibir, dan parameter yang berkaitan.
Dengan berbuat demikian, ia membolehkan rujukan silang cepat merentasi ANSI, Dari, Dia, ISO, dan piawaian lain.
2. Asas saiz injap
Sebelum merancang atau mentafsir jadual perbandingan, seseorang mesti memahami konsep saiz asas.
Di bawah, Kami membezakan nominal berbanding saiz sebenar, Kenal pasti parameter dimensi kritikal, dan terangkan bagaimana faktor -faktor ini mempengaruhi aliran dan prestasi.
Saiz paip nominal (NPS) vs. Bore sebenar (Id)
- NPS menandakan label piawai (Mis., NPS 4), Tetapi ia berlaku tidak sama dengan diameter dalaman.
- Bore sebenar (Id) berbeza dengan pengilang dan standard: contohnya, NPS 4 biasanya mempunyai ID 4.026 dalam (102.3 mm) dalam injap ANSI tetapi mungkin berbeza di bawah spesifikasi DIN atau JI.
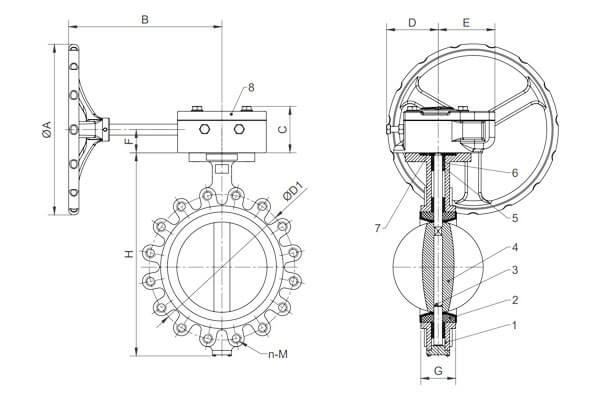
Parameter dimensi utama
- Tatap muka (F2f): Jarak antara hujung injap -kritikal untuk susun atur saluran paip.
- Akhir-ke-akhir (E2e): Sama dengan F2F tetapi kadang-kadang digunakan untuk injap wafer atau lug-jenis.
- Dimensi Flange: Diameter luar (Dari), Diameter Bolt-Circle (BCD), kiraan dan saiz lubang bolt.
Kesan terhadap aliran dan prestasi
Saiz injap sangat mempengaruhi penurunan tekanan (ΔP) dan pekali aliran (Cv).
Contohnya, Menaikkan injap oleh satu NP boleh meningkatkan CV sebanyak kira -kira 20-25%, dengan itu mengurangkan kerugian tenaga dalam aplikasi aliran tinggi.
3. Piawaian antarabangsa dan industri
Operasi global memerlukan interoperabilitas lancar. Oleh itu, Jurutera mesti menavigasi pelbagai badan standard:
| Badan standard | Dokumen utama | Kelas tekanan |
|---|---|---|
| ANSI/ASME (Amerika Syarikat) | B16.10, B16.5 | 150#, 300#, 600#, dll. |
| Anda (Eropah) | Dalam 558, Kelas PN | Pn 6, Pn 10, Pn 16, Pn 40 |
| Dia (Jepun) | B2239 (F2f), B2002 (bebibir) | 5K, 10K, 16K, 20K |
| ISO (Global) | 5752, 7005 | Siri 1, Siri 2 |
4. Jadual perbandingan saiz injap pintu gerbang
Piawaian yang dirujuk: ASME B16.10, ASME B16.5 (Kelas 150), Dalam 558, Dalam 1092-1 (PN16)
Jenis injap: Flanged, Injap pintu port penuh
Bahan yang diandaikan: Keluli karbon (WCB), Reka bentuk batang yang semakin meningkat
| NPS (dalam) | Dn (mm) | Bore sebenar (Id, mm) | Tatap muka (mm) | Flange OD (mm) | Bolt Circle Ø (mm) | Tidak. bolt | Lubang bolt Ø (mm) |
|---|---|---|---|---|---|---|---|
| 2 | 50 | 51 | 178 | 152 | 120.5 | 4 | 19 |
| 2½ | 65 | 64 | 190 | 178 | 139.7 | 4 | 19 |
| 3 | 80 | 76 | 203 | 190 | 152.4 | 4 | 19 |
| 4 | 100 | 102 | 229 | 229 | 190.5 | 8 | 19 |
| 5 | 125 | 127 | 254 | 254 | 216 | 8 | 22 |
| 6 | 150 | 152 | 267 | 279 | 241.3 | 8 | 22 |
| 8 | 200 | 203 | 292 | 343 | 298.5 | 8 | 22 |
| 10 | 250 | 254 | 330 | 406 | 362 | 12 | 25 |
| 12 | 300 | 305 | 356 | 483 | 431.8 | 12 | 25 |
| 14 | 350 | 337 | 381 | 533 | 476.3 | 12 | 29 |
| 16 | 400 | 387 | 406 | 597 | 539.8 | 16 | 29 |
| 18 | 450 | 438 | 432 | 635 | 577.9 | 16 | 32 |
| 20 | 500 | 489 | 457 | 699 | 635 | 20 | 32 |
| 24 | 600 | 591 | 508 | 813 | 749.3 | 20 | 35 |
Nota:
- Bore sebenar (Id) mungkin berbeza sedikit bergantung pada pengeluar dan gaya trim; Nilai adalah tipikal untuk reka bentuk port penuh.
- Tatap muka Nilai Ikuti ASME B16.10 atau EN 558 Siri 1.
- Flange OD, Bolt Circle, dan Dimensi bolt Ikuti kelas ASME B16.5 150 / Dalam 1092-1 PN16 seperti yang berkenaan.
- Semua dimensi masuk milimeter melainkan dinyatakan sebaliknya.
- Reka bentuk injap tersuai atau kelas tekanan yang lebih tinggi (Kelas 300, PN25) akan memerlukan flange dan dimensi badan yang berbeza.
5. Jadual perbandingan saiz injap rama -rama
Jenis injap: Injap rama-rama meterai lembut gaya wafer
Piawaian: Dalam 558 Siri 20 (Tatap muka), Dalam 1092-1 (Bebibir), ASME B16.5 Kelas 150 Bebibir
Penilaian Tekanan: PN10 / PN16 / Kelas ANSI 150
| Dn (mm) | NPS (dalam) | Tatap muka (mm) | Diameter luar flange (Dari, mm) | Diameter Bolt Circle (BCD, mm) | Bilangan lubang bolt | Diameter lubang bolt (mm) |
|---|---|---|---|---|---|---|
| 50 | 2 | 108 | 165 | 125 | 4 | 18 |
| 65 | 2½ | 114 | 185 | 145 | 4 | 18 |
| 80 | 3 | 127 | 200 | 160 | 8 | 18 |
| 100 | 4 | 140 | 220 | 180 | 8 | 18 |
| 125 | 5 | 152 | 250 | 210 | 8 | 18 |
| 150 | 6 | 165 | 285 | 240 | 8 | 22 |
| 200 | 8 | 191 | 340 | 295 | 8 | 22 |
| 250 | 10 | 216 | 395 | 350 | 12 | 22 |
| 300 | 12 | 241 | 445 | 400 | 12 | 22 |
| 350 | 14 | 267 | 505 | 460 | 16 | 22 |
| 400 | 16 | 292 | 565 | 515 | 16 | 26 |
| 450 | 18 | 318 | 620 | 565 | 20 | 26 |
| 500 | 20 | 343 | 670 | 620 | 20 | 26 |
| 600 | 24 | 394 | 780 | 725 | 20 | 30 |
Nota tambahan:
- Tatap muka Dimensi untuk en 558 Siri 20 Reka bentuk wafer Pastikan keserasian dengan bebibir yang diberi nilai pn10/pn16 atau kelas ANSI 150.
- Dimensi Flange (Dari, Bolt Circle, lubang bolt) sesuai dengan en 1092-1 atau ASME B16.5 untuk memastikan pemasangan yang betul antara bebibir paip.
- Saiz dan nombor lubang bolt sesuai dengan kelas dan saiz flange untuk mengekalkan integriti tekanan.
- Injap rama -rama meterai lembut Gunakan pelapik elastomerik (EPDM, Nbr, Faston) dan lebih disukai untuk air, HVAC, dan perkhidmatan kimia ringan.
6. Jadual perbandingan saiz injap rama -rama yang lembut
Jenis injap: Injap rama -rama meterai lembut
Piawaian: Dalam 558 Siri 20 (Tatap muka), Dalam 1092-1 (Flanges PN10/16), ASME B16.5 Kelas 150 Bebibir
Kelas tekanan: PN10 / LIM16 / Kelas ANSI 150
| Dn (mm) | NPS (dalam) | Tatap muka (mm) | Diameter luar flange (mm) | Diameter Bolt Circle (mm) | Bilangan lubang bolt | Diameter lubang bolt (mm) |
|---|---|---|---|---|---|---|
| 50 | 2 | 140 | 165 | 125 | 4 | 18 |
| 65 | 2½ | 152 | 185 | 145 | 4 | 18 |
| 80 | 3 | 165 | 200 | 160 | 8 | 18 |
| 100 | 4 | 178 | 220 | 180 | 8 | 18 |
| 125 | 5 | 191 | 250 | 210 | 8 | 18 |
| 150 | 6 | 203 | 285 | 240 | 8 | 22 |
| 200 | 8 | 229 | 340 | 295 | 8 | 22 |
| 250 | 10 | 254 | 395 | 350 | 12 | 22 |
| 300 | 12 | 279 | 445 | 400 | 12 | 22 |
| 350 | 14 | 305 | 505 | 460 | 16 | 22 |
| 400 | 16 | 330 | 565 | 515 | 16 | 26 |
| 450 | 18 | 356 | 620 | 565 | 20 | 26 |
| 500 | 20 | 381 | 670 | 620 | 20 | 26 |
| 600 | 24 | 432 | 780 | 725 | 20 | 30 |
Nota:
- Tatap muka dimensi sepadan dengan en 558 Siri 20 Standard injap rama -rama yang berlainan, Sesuai untuk pemasangan antara bebibir yang diberi nilai pn10/pn16 atau kelas ANSI 150.
- Flange OD, Diameter Bolt Circle, Lubang bolt qty dan saiz sesuai dengan en 1092-1 dan ASME B16.5 untuk memastikan keserasian dengan bebibir paip standard.
- Meterai lembut biasanya menggunakan elastomer seperti EPDM, Nbr, Viton emas, Menyediakan pengedap yang sangat baik untuk air, udara, dan aplikasi kimia ringan.
- Injap rama -rama bebibir membolehkan penyingkiran/penggantian mudah tanpa mengganggu bebibir saluran paip.
7. Dimensi injap rama -rama di bawah standard en
Standard: Dalam 558 (Tatap muka) & Dalam 1092-1 (Bebibir)
Jenis injap: Wafer/flanged, Meterai lembut
Kelas tekanan: PN10 / PN16
| Dn (mm) | Panjang tatap muka (mm) | Diameter luar flange (mm) | Diameter Bolt Circle (mm) | Bilangan lubang bolt | Diameter lubang bolt (mm) |
|---|---|---|---|---|---|
| 50 | 108 | 165 | 125 | 4 | 18 |
| 65 | 114 | 185 | 145 | 4 | 18 |
| 80 | 127 | 200 | 160 | 8 | 18 |
| 100 | 140 | 220 | 180 | 8 | 18 |
| 125 | 152 | 250 | 210 | 8 | 18 |
| 150 | 165 | 285 | 240 | 8 | 22 |
| 200 | 191 | 340 | 295 | 8 | 22 |
| 250 | 216 | 395 | 350 | 12 | 22 |
| 300 | 241 | 445 | 400 | 12 | 22 |
| 350 | 267 | 505 | 460 | 16 | 22 |
| 400 | 292 | 565 | 515 | 16 | 26 |
| 450 | 318 | 620 | 565 | 20 | 26 |
| 500 | 343 | 670 | 620 | 20 | 26 |
| 600 | 394 | 780 | 725 | 20 | 30 |
Penjelasan:
- Panjang tatap muka: Untuk en 558 Siri 20, Berkenaan dengan injap rama -rama wafer dan lug.
- Diameter luar flange, Diameter Bolt Circle, Nombor/saiz lubang bolt: Berdasarkan en 1092-1 Standard flange untuk kelas tekanan PN10 dan PN16.
- Dimensi ini memastikan keserasian dengan bebibir paip yang sepadan dan memudahkan pemasangan.
- The Corak lubang bolt memastikan kekuatan mekanikal dan integriti pengedap yang betul.
8. Meja standard saiz injap bola
Dimensi ANSI mencerminkan standard Amerika; Dimensi en mencerminkan piawaian Eropah.
Piawaian yang dirujuk: Berdasarkan ANSI / Piawaian ASME
Piawaian yang dirujuk:
- ASME B16.10 -Dimensi bersemuka dan akhir-ke-akhir
- ASME B16.5 - Sambungan Flanged (untuk kelas tekanan 150-2500)
- ASME B16.34 - Reka bentuk injap, bahan, dan penilaian tekanan tekanan
| Dn (mm) | NPS (dalam) | Tatap muka (mm) ANSI/ASME B16.10 | Flange OD (mm) Kelas ANSI B16.5 150 | Diameter Bolt Circle (mm) ANSI B16.5 | Bilangan bolt | Diameter lubang bolt (mm) | Tatap muka (mm) Dalam 558 | Flange OD (mm) Dalam 1092-1 PN16 | Diameter Bolt Circle (mm) Dalam 1092-1 | Bilangan bolt en 1092-1 | Diameter lubang bolt (mm) Dalam 1092-1 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 50 | 2 | 152 | 165 | 125 | 4 | 18 | 140 | 185 | 145 | 4 | 18 |
| 65 | 2½ | 165 | 190 | 145 | 4 | 18 | 152 | 200 | 160 | 8 | 18 |
| 80 | 3 | 178 | 215 | 160 | 8 | 18 | 165 | 220 | 180 | 8 | 18 |
| 100 | 4 | 190 | 254 | 180 | 8 | 18 | 178 | 250 | 210 | 8 | 18 |
| 125 | 5 | 216 | 279 | 210 | 8 | 22 | 191 | 285 | 240 | 8 | 18 |
| 150 | 6 | 241 | 324 | 241 | 8 | 22 | 216 | 320 | 295 | 8 | 22 |
| 200 | 8 | 292 | 406 | 362 | 8 | 22 | 267 | 405 | 355 | 8 | 22 |
| 250 | 10 | 330 | 483 | 432 | 12 | 25 | 292 | 460 | 410 | 12 | 22 |
| 300 | 12 | 356 | 559 | 483 | 12 | 25 | 318 | 515 | 460 | 12 | 22 |
| 350 | 14 | 394 | 597 | 539 | 16 | 29 | 343 | 565 | 515 | 16 | 22 |
| 400 | 16 | 432 | 673 | 595 | 16 | 29 | 368 | 620 | 565 | 16 | 26 |
| 450 | 18 | 483 | 698 | 622 | 20 | 32 | 394 | 675 | 615 | 20 | 26 |
| 500 | 20 | 508 | 749 | 673 | 20 | 32 | 419 | 730 | 670 | 20 | 26 |
| 600 | 24 | 584 | 864 | 787 | 20 | 35 | 483 | 840 | 780 | 20 | 30 |
Penjelasan:
- Tatap muka: Panjang antara injap hujung, kritikal untuk pemasangan paip.
- Diameter luar flange (Dari) dan Diameter Bolt Circle Tentukan keserasian bebibir.
- Bilangan dan saiz bolt Bergantung pada saiz bebibir dan penilaian tekanan.
- Perbezaan mungkin memerlukan penyesuai atau bebibir tersuai dalam projek antarabangsa.
9. Analisis pelbagai perspektif
Ketepatan dimensi
Toleransi yang ketat (± 1% pada lubang, ± 2 mm pada tatap muka) Kurangkan salah pelarasan semasa pemasangan.
Tambahan pula, Dimensi yang tepat memastikan mampatan gasket yang betul, memelihara integriti meterai di bawah tekanan sehingga 250 bar.
Keserasian bahan
Pemilihan bahan -keluli karbon, Keluli tahan karat, atau aloi khusus -sering mengubah ketebalan dinding dan dimensi keseluruhan.
Contohnya, Injap tahan karat mungkin mempunyai 5% dinding tebal untuk membolehkan elaun kakisan, dengan itu sedikit mengubah dimensi F2F nominal.
Penilaian tekanan -tekanan
Penarafan badan injap mesti diselaraskan dengan penilaian bebibir.
Sebagai contoh, ANSI 300# injap (tekanan kerja maksimum 74 bar di 100 ° C.) pasangan dengan 300# bebibir yang memaparkan lingkaran bolt yang lebih besar (216 mm vs. 184 mm untuk 150#), Memerlukan lajur jadual berasingan untuk kelas tekanan.
Pertimbangan khusus permohonan
- Petrokimia vs. Rawatan air vs. HVAC: Media yang agresif di loji petrokimia sering memerlukan aloi khas dan toleransi yang lebih ketat; Sebaliknya, Injap HVAC boleh mengikuti Looser ANSI 150# spesifikasi.
- Kebersihan (Tri-clamp) vs. bebibir industri: Kelengkapan tri-clamp Gunakan sambungan akhir yang dikimpal atau pengapit dan biasanya berlepas dari corak bolt ANSI/DIN sepenuhnya,
menjamin meja mini khusus.
Implikasi Kos dan Rantaian Bekalan
Injap standard (90% permintaan pasaran) Nikmati masa memimpin yang lebih pendek (2-4 minggu) dan kos unit yang lebih rendah.
Walau bagaimanapun, saiz tersuai atau bahan khas boleh meregangkan masa memimpin hingga 12-16 minggu dan meningkatkan kos sebanyak 30-50%.
Akibatnya, Stoking saiz popular (Mis., NPS 2, 4, 6) mengurangkan risiko downtime dan menurunkan kos inventori yang membawa.
10. Kesimpulan
Injap saiz yang tepat dan menerjemahkan antara piawaian memainkan peranan penting dalam melindungi kebolehpercayaan tumbuhan, mengoptimumkan prestasi, dan mengawal kos.
Dengan membina jadual perbandingan saiz injap yang teratur-lengkap dengan dimensi penting, kelas tekanan, dan nota bahan,
Pasukan Kejuruteraan boleh menyelaraskan ulasan reka bentuk, mempercepatkan perolehan, dan meminimumkan kesilapan pemasangan.
Akhirnya, Masa melabur dalam membina dan mengekalkan jadual ini menghasilkan dividen dalam downtime yang dikurangkan, Keselamatan yang dipertingkatkan, dan kecekapan operasi yang lebih baik.
Pengilang injap yang berbeza mungkin mempunyai sedikit variasi berdasarkan dimensi standard.
Semasa memilih injap dalam amalan, Adalah penting untuk mempertimbangkan keperluan projek tertentu, Parameter sistem saluran paip, dan spesifikasi produk yang disediakan oleh pengilang untuk memastikan pemilihan yang tepat dan pemasangan yang betul.
Ini adalah pilihan yang sesuai untuk keperluan pembuatan anda jika anda memerlukan berkualiti tinggi komponen injap.

