1. Pengenalan
Percetakan 3D logam, juga dikenali sebagai pembuatan aditif logam, merevolusikan cara produk direka bentuk, prototaip, dan dihasilkan.
Teknologi ini membolehkan penciptaan kompleks, Bahagian berprestasi tinggi secara langsung dari model digital, Menawarkan kebebasan reka bentuk yang belum pernah terjadi sebelumnya.
Inilah sebabnya Percetakan Metal 3D mendapat daya tarikan:
- Penyesuaian: Ia membolehkan pengeluaran bahagian yang sangat disesuaikan untuk aplikasi khusus.
- Prototaip cepat: Mempercepat proses lelaran reka bentuk dengan ketara.
- Mengurangkan sisa: Menghasilkan bahagian dengan sisa bahan yang minimum berbanding pembuatan tradisional.
- Geometri kompleks: Membolehkan penciptaan bentuk rumit yang mustahil atau sangat mahal untuk dihasilkan dengan kaedah konvensional.
Dalam blog ini, Kami akan menyelidiki proses, faedah, cabaran, dan aplikasi percetakan logam 3D, Meneroka bagaimana teknologi ini membentuk semula landskap pembuatan.
2. Apa itu Percetakan Metal 3D?
Percetakan 3D logam adalah satu bentuk pembuatan tambahan di mana lapisan bahan, biasanya dalam bentuk serbuk atau wayar, bersatu untuk membuat objek tiga dimensi.
Tidak seperti pembuatan subtractive tradisional, yang melibatkan memotong bahan dari blok pepejal, Pembuatan tambahan membina lapisan objek mengikut lapisan.
Proses ini menawarkan kelebihan yang ketara dari segi fleksibiliti reka bentuk, kecekapan bahan, dan kelajuan pengeluaran.

Sejarah Percetakan Metal 3D bermula pada tahun 1980 -an, dengan perkembangan sintering laser selektif (SLS) dan sintering laser logam langsung (DMLS).
Selama bertahun -tahun, Kemajuan dalam teknologi laser, bahan, dan perisian telah membawa kepada evolusi pelbagai teknologi percetakan logam, masing -masing dengan set keupayaan dan aplikasi sendiri.
3. Teknologi Percetakan 3D Metal
Percetakan 3D logam, juga dikenali sebagai Pembuatan Aditif, Menggunakan pelbagai teknik untuk menghasilkan lapisan bahagian logam yang kompleks dan berfungsi mengikut lapisan, terus dari fail digital.
Setiap teknologi percetakan 3D logam mempunyai proses dan faedah yang unik, menjadikannya sesuai untuk aplikasi yang berbeza di seluruh industri seperti aeroangkasa, Automotif, penjagaan kesihatan, dan tenaga.
Di bawah, Kami akan meneroka teknologi percetakan 3D logam yang paling biasa, ciri mereka, dan aplikasi yang ideal.
Sintering laser logam langsung (DMLS) & Laser selektif lebur (SLM)
Gambaran Keseluruhan:
Kedua-dua DML dan SLM adalah teknologi gabungan katil serbuk yang menggunakan laser berkuasa tinggi untuk mencairkan dan fius serbuk logam menjadi bahagian pepejal.
Perbezaannya terletak terutamanya dalam pendekatan mereka terhadap serbuk logam dan sifat bahan.
- DMLS biasanya menggunakan aloi logam (Seperti keluli tahan karat, Titanium, atau aluminium) dan berfungsi dengan pelbagai serbuk logam, termasuk aloi seperti Inconel dan Cobalt-Chrome.
- SLM menggunakan proses yang sama tetapi lebih fokus Logam tulen Seperti keluli tahan karat, Titanium, dan aluminium. Laser sepenuhnya mencairkan serbuk logam, menggabungkannya untuk membentuk bahagian yang kukuh.

Kelebihan:
- Resolusi tinggi: Mampu menghasilkan bahagian dengan butiran halus dan geometri kompleks.
- Kemasan permukaan yang sangat baik: Dapat mencapai kemasan permukaan yang baik terus dari pencetak, Walaupun pemprosesan pasca mungkin masih diperlukan untuk kualiti tertinggi.
- Pelbagai bahan yang luas: Berfungsi dengan pelbagai logam termasuk keluli tahan karat, Titanium, aluminium, Dan banyak lagi.
Keburukan:
- Lambat untuk bahagian besar: Proses lapisan demi lapisan boleh memakan masa untuk bahagian yang lebih besar.
- Struktur sokongan: Memerlukan struktur sokongan untuk ciri -ciri yang menggantung, yang mesti dikeluarkan selepas percetakan.
- Tekanan terma yang tinggi: Kecerunan suhu tinggi dapat menyebabkan tekanan haba di bahagian.
Aplikasi yang ideal: Komponen Aeroangkasa, implan perubatan, perkakas kompleks, dan bahagian automotif berprestasi tinggi.
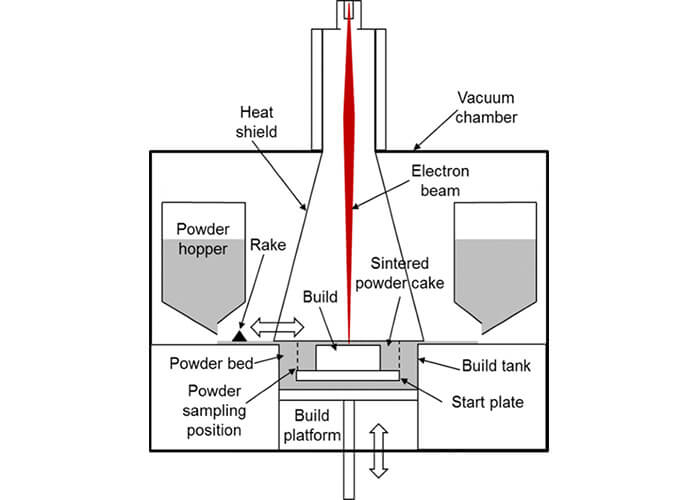
Lebur rasuk elektron (Ebm)
Gambaran Keseluruhan:
EBM adalah proses gabungan katil serbuk yang menggunakan Rasuk elektron bukannya laser untuk mencairkan dan fius serbuk logam. Ia dilakukan dalam persekitaran vakum untuk memastikan keadaan yang optimum untuk lebur.
EBM biasanya digunakan untuk bahan berprestasi tinggi seperti Titanium aloi, Cobalt-Chrome, dan Inconel.
- Prosesnya beroperasi di suhu tinggi, menawarkan kelebihan dalam prestasi suhu tinggi dan ketepatan untuk aloi tertentu.
Kelebihan:
- Tidak memerlukan struktur sokongan: EBM boleh menghasilkan bahagian tanpa sokongan kerana pemanasan katil serbuk, yang mengurangkan tekanan haba.
- Keupayaan suhu tinggi: Sesuai untuk bahan yang memerlukan suhu tinggi untuk mencairkan, seperti titanium.
Keburukan:
- Batasan bahan: Terhad kepada bahan yang serasi dengan persekitaran vakum, yang tidak termasuk beberapa aloi.
- Kemasan permukaan: Kemasan permukaan mungkin tidak lancar seperti SLM/DMLS kerana saiz tempat rasuk yang lebih besar.
Aplikasi yang ideal: Implan perubatan (terutamanya titanium), Komponen Aeroangkasa, dan bahagian di mana ketiadaan struktur sokongan bermanfaat.
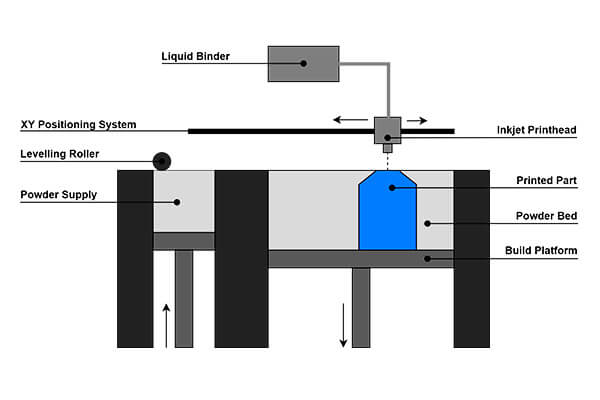
Pengikat jet
Gambaran Keseluruhan:
Jet Binder melibatkan penyemburan pengikat cecair ke lapisan serbuk logam, yang kemudiannya bersatu untuk membentuk bahagian yang kukuh.
Serbuk yang digunakan dalam jet pengikat biasanya serbuk logam, seperti Keluli tahan karat, aluminium, atau gangsa.
Selepas bahagian dicetak, Ia mengalami sintering, di mana pengikat dikeluarkan, Dan bahagiannya bersatu dengan ketumpatan terakhirnya.
Kelebihan:
- Percetakan Cepat: Boleh mencetak bahagian dengan cepat kerana keperluan tenaga yang lebih rendah untuk mengikat.
- Percetakan warna penuh: Membolehkan percetakan warna penuh, yang unik di kalangan teknologi percetakan 3D logam.
- Tiada tekanan terma: Oleh kerana proses itu tidak melibatkan lebur, Terdapat tekanan terma yang lebih sedikit.
Keburukan:
- Ketumpatan bahagian bawah: Bahagian awal mempunyai ketumpatan yang lebih rendah kerana pengikat; sintering atau penyusupan diperlukan untuk meningkatkan ketumpatan.
- Memerlukan pemprosesan selepas: Pemprosesan pasca yang luas diperlukan, termasuk sintering, penyusupan, dan selalunya pemesinan.
Aplikasi yang ideal: Perkakas, acuan, teras pemutus pasir, dan aplikasi di mana kelajuan dan warna lebih penting daripada ketumpatan bahagian akhir.
Mengarahkan pemendapan tenaga (Ded)
Gambaran Keseluruhan:
Ded adalah proses percetakan 3D di mana bahan cair dan disimpan ke permukaan oleh laser, Rasuk elektron, atau arka plasma.
Ded membolehkan bahan disimpan semasa menambah atau membaiki bahagian.
Tidak seperti kaedah lain, Ded menggunakan makanan yang berterusan (serbuk atau dawai), dan bahan itu disatu oleh sumber tenaga kerana ia disimpan.
Kelebihan:
- Bahagian besar: Sesuai untuk menghasilkan atau membaiki bahagian besar.
- Pembaikan dan salutan: Ini boleh digunakan untuk menambah bahan ke bahagian sedia ada atau untuk pelapisan permukaan.
- Fleksibiliti: Boleh berfungsi dengan pelbagai bahan dan boleh menukar antara bahan yang berbeza semasa percetakan.
Keburukan:
- Resolusi yang lebih rendah: Berbanding dengan kaedah gabungan katil serbuk, Ded biasanya mempunyai resolusi yang lebih rendah.
- Kemasan permukaan: Bahagian sering memerlukan pemprosesan pasca yang luas untuk penamat yang lancar.
Aplikasi yang ideal: Komponen Aeroangkasa, bahagian struktur besar, pembaikan komponen yang ada, dan menambahkan ciri ke bahagian yang ada.
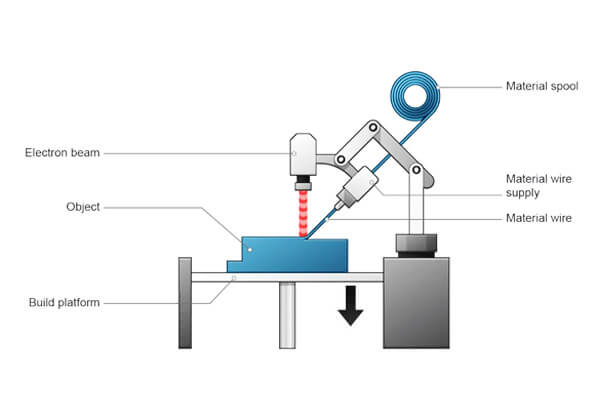
Pemodelan pemendapan logam bersatu (FDM logam)
Gambaran Keseluruhan:
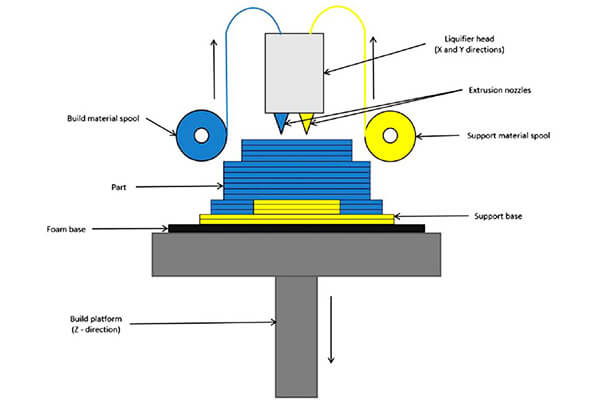
FDM logam adalah variasi pemodelan pemendapan tradisional (FDM) proses, di mana filamen logam dipanaskan dan diekstrusi lapisan oleh lapisan untuk membuat bahagian 3D.
Filamen yang digunakan biasanya gabungan serbuk logam dan pengikat polimer, yang kemudiannya dikeluarkan semasa peringkat pemprosesan.
Bahagian -bahagiannya kemudiannya sintered dalam relau untuk menggabungkan zarah logam ke dalam struktur pepejal.
Kelebihan:
- Kos yang lebih rendah: Selalunya lebih murah daripada kaedah percetakan 3D logam lain, Terutama untuk sistem peringkat kemasukan.
- Kemudahan penggunaan: Memanfaatkan kesederhanaan teknologi FDM, menjadikannya mudah untuk mereka yang biasa dengan percetakan plastik.
Keburukan:
- Memerlukan sintering: Bahagian mesti dicetak pasca sintered untuk mencapai ketumpatan penuh, yang menambah masa dan kos.
- Ketepatan yang lebih rendah: Kurang tepat daripada kaedah gabungan katil serbuk, Memerlukan lebih banyak pemprosesan pasca untuk toleransi yang ketat.
Aplikasi yang ideal: Bahagian kecil, prototaip, tujuan pendidikan, dan aplikasi di mana kos dan kemudahan penggunaan lebih kritikal daripada ketepatan yang tinggi.
4. Bahan yang digunakan dalam percetakan 3D logam
Salah satu kelebihan utama Percetakan 3D logam adalah pelbagai bahan yang disokongnya, Menawarkan sifat unik yang sesuai dengan pelbagai aplikasi.
Bahan yang digunakan dalam pembuatan aditif logam biasanya serbuk logam yang selektif cair lapisan mengikut lapisan,
dengan setiap bahan yang mempunyai kelebihan yang berbeza bergantung kepada keperluan khusus projek.
Keluli tahan karat
- Ciri -ciri:
Keluli tahan karat adalah salah satu bahan yang paling biasa digunakan dalam percetakan 3D logam kerana kekuatan tinggi, Rintangan kakisan, dan fleksibiliti. Aloi keluli tahan karat, terutamanya 316L. dan 17-4 Ph, digunakan secara meluas di seluruh industri.
-
- Kekuatan: Kekuatan tegangan dan hasil yang tinggi.
- Rintangan kakisan: Perlindungan yang sangat baik terhadap karat dan pewarnaan.
- Kebolehkerjaan: Mudah dicetak semula, menjadikannya sesuai untuk pelbagai kaedah pemprosesan pasca.
Aloi titanium (Mis., Ti-6al-4v)
- Ciri -ciri:
Aloi titanium, terutamanya Ti-6al-4v, terkenal dengan mereka Nisbah kekuatan-ke-berat yang luar biasa, Rintangan kakisan, dan keupayaan untuk menahan suhu tinggi.
-
- Nisbah kekuatan-ke-berat: Sifat mekanikal yang sangat baik dengan ketumpatan yang lebih rendah.
- Prestasi suhu tinggi: Menahan suhu yang lebih tinggi daripada kebanyakan logam lain.
- Biokompatibiliti: Selamat untuk digunakan dalam implan perubatan kerana tidak toksik.
Aloi aluminium (Mis., Alsi10mg)
- Ciri -ciri:
Aluminium adalah ringan dan menawarkan yang sangat baik kekonduksian terma dan Rintangan kakisan. Aloi seperti Alsi10mg biasanya digunakan dalam percetakan 3D kerana mereka Nisbah kekuatan-ke-berat yang tinggi dan kebolehkerjaan yang baik.
-
- Ketumpatan rendah: Sesuai untuk aplikasi yang memerlukan komponen ringan.
- Kekonduksian terma: Kekonduksian terma yang tinggi menjadikannya sesuai untuk aplikasi pelesapan haba.
- Kemasan permukaan: Bahagian aluminium dapat dengan mudah dianodakan untuk meningkatkan kekerasan permukaan dan rintangan kakisan.
Aloi Cobalt-Chrome
- Ciri -ciri:
Aloi kobalt-chrome terkenal dengan mereka kekuatan tinggi, Pakai rintangan, dan biokompatibiliti, yang menjadikan mereka pilihan yang popular untuk aplikasi perubatan.
-
- Rintangan kakisan: Rintangan yang sangat baik terhadap kakisan dan pakai.
- Kekuatan tinggi: Terutama berguna untuk aplikasi perindustrian berat.
- Biokompatibiliti: Cobalt-Chrome tidak reaktif dalam tubuh manusia, menjadikannya sesuai untuk implan.
Aloi berasaskan nikel (Mis., Inconel 625, Inconel 718)
- Ciri -ciri:
Aloi berasaskan nikel, seperti Inconel 625 dan Inconel 718, sangat tahan terhadap pengoksidaan dan Kakisan suhu tinggi.
Aloi ini menawarkan prestasi unggul dalam persekitaran yang melampau di mana suhu, tekanan, dan rintangan kakisan adalah kritikal.
-
- Kekuatan suhu tinggi: Dapat menahan panas yang melampau tanpa kehilangan kekuatan.
- Rintangan kakisan: Terutamanya terhadap persekitaran yang sangat menghakis seperti air laut atau media berasid.
- Rintangan Keletihan: Kekuatan keletihan yang tinggi dan rintangan terhadap berbasikal haba.
Logam berharga (Mis., Emas, Perak, Platinum)
- Ciri -ciri:
Logam berharga, seperti emas, perak, dan platinum, digunakan untuk aplikasi di mana Nilai estetik yang tinggi dan Rintangan kakisan diperlukan.
-
- Kualiti estetik: Sesuai untuk barang perhiasan dan mewah.
- Kekonduksian: Kekonduksian elektrik yang tinggi menjadikannya sesuai untuk komponen elektrik ketepatan tinggi.
- Rintangan kakisan: Rintangan yang sangat baik terhadap pencurian dan kakisan.
5. Proses percetakan 3D logam
Proses percetakan 3D logam biasanya melibatkan beberapa langkah penting:
- Langkah 1: Reka bentuk dengan perisian CAD dan penyediaan fail:
-
- Jurutera dan pereka menggunakan reka bentuk bantuan komputer (CAD) perisian untuk membuat model 3D bahagian.
Fail kemudian disediakan untuk percetakan 3D, termasuk orientasi, struktur sokongan, dan menghiris lapisan.
Perisian CAD Lanjutan, seperti gabungan autodesk 360, membolehkan pereka membuat geometri kompleks dan mengoptimumkan reka bentuk untuk percetakan 3D.
- Jurutera dan pereka menggunakan reka bentuk bantuan komputer (CAD) perisian untuk membuat model 3D bahagian.
- Langkah 2: Pengiraan dan tetapan parameter:
-
- Model 3D dihiris ke dalam lapisan nipis, dan parameter seperti ketebalan lapisan, kuasa laser, dan kelajuan imbasan ditetapkan.
Tetapan ini sangat penting untuk mencapai kualiti dan sifat yang dikehendaki di bahagian akhir.
Perisian mengiris, seperti menjadi magics, Membantu dalam mengoptimumkan parameter ini untuk hasil terbaik.
- Model 3D dihiris ke dalam lapisan nipis, dan parameter seperti ketebalan lapisan, kuasa laser, dan kelajuan imbasan ditetapkan.
- Langkah 3: Proses percetakan:
-
- Deposit pencetak 3D atau menggabungkan lapisan logam mengikut lapisan, Mengikuti parameter yang ditentukan. Langkah ini boleh mengambil masa berjam -jam atau bahkan hari, bergantung pada kerumitan dan saiz bahagian.
Semasa proses percetakan, Pencetak terus memantau dan menyesuaikan parameter untuk memastikan kualiti yang konsisten.
- Deposit pencetak 3D atau menggabungkan lapisan logam mengikut lapisan, Mengikuti parameter yang ditentukan. Langkah ini boleh mengambil masa berjam -jam atau bahkan hari, bergantung pada kerumitan dan saiz bahagian.
- Langkah 4: Pasca pemprosesan:
-
- Selepas mencetak, Bahagian ini mungkin memerlukan langkah pemprosesan selepas rawatan haba, penamat permukaan, dan penyingkiran struktur sokongan.
Rawatan haba, contohnya, dapat memperbaiki sifat mekanikal bahagian, Walaupun teknik penamat permukaan seperti sandblasting dan penggilap dapat meningkatkan kualiti permukaan.
Kawalan kualiti adalah penting di setiap peringkat untuk memastikan bahagian memenuhi spesifikasi yang diperlukan.
- Selepas mencetak, Bahagian ini mungkin memerlukan langkah pemprosesan selepas rawatan haba, penamat permukaan, dan penyingkiran struktur sokongan.
6. Manfaat Percetakan 3D Logam
Percetakan 3D Metal menawarkan beberapa kelebihan berbanding kaedah pembuatan tradisional:
Kebebasan reka bentuk:
- Geometri kompleks, saluran dalaman, dan struktur kekisi dapat dibuat, membolehkan reka bentuk inovatif yang sebelum ini mustahil.
Contohnya, keupayaan untuk membuat kosong, Struktur ringan dengan saluran penyejukan dalaman adalah penukar permainan dalam kejuruteraan aeroangkasa dan automotif.
Prototaip cepat:
- Lelaran cepat dan ujian reka bentuk, mengurangkan masa dan kos pembangunan.
Dengan percetakan 3D logam, Prototaip dapat dihasilkan dalam masa beberapa hari, Membenarkan maklum balas dan penambahbaikan reka bentuk yang cepat.
Kecekapan bahan:
- Sisa minimum, hanya bahan yang diperlukan untuk bahagian yang digunakan, Tidak seperti pembuatan subtractive, yang boleh mengakibatkan kerugian bahan yang besar.
Ini amat bermanfaat untuk bahan mahal seperti Titanium dan Logam Berharga.
Ringan:
- Struktur kisi dan reka bentuk yang dioptimumkan dapat mengurangkan berat bahagian, yang sangat bermanfaat dalam aplikasi aeroangkasa dan automotif.
Contohnya, Boeing telah menggunakan percetakan logam 3D untuk mengurangkan berat komponen pesawat, membawa kepada penjimatan bahan api yang ketara.
Penyesuaian:
- Penyelesaian yang disesuaikan untuk pengeluaran volum rendah atau satu kali, Membenarkan produk yang diperibadikan dan unik.
Implan perubatan yang disesuaikan, contohnya, boleh direka untuk memenuhi anatomi khusus pesakit, Meningkatkan hasil dan masa pemulihan.
7. Cabaran dan batasan
Walaupun percetakan 3D logam menawarkan banyak kelebihan, ia juga datang dengan cabarannya sendiri:
Pelaburan awal yang tinggi:
- Kos pencetak logam 3D, bahan, dan peralatan pemprosesan boleh menjadi besar.
Contohnya, Pencetak 3D logam mewah boleh dikenakan biaya ke atas $1 juta, Dan bahan -bahannya boleh beberapa kali lebih mahal daripada yang digunakan dalam pembuatan tradisional.
Saiz binaan terhad:
- Banyak pencetak 3D logam mempunyai jumlah binaan yang lebih kecil, Mengehadkan saiz bahagian yang boleh dihasilkan.
Walau bagaimanapun, Teknologi baru muncul yang membolehkan saiz binaan yang lebih besar, memperluaskan pelbagai aplikasi yang mungkin.
Kemasan permukaan:
- Bahagian mungkin memerlukan pemprosesan pasca tambahan untuk mencapai kemasan permukaan yang dikehendaki, menambah kos dan masa keseluruhan.
Teknik seperti etsa kimia dan elektro-penggolok dapat membantu meningkatkan kualiti permukaan, Tetapi mereka menambah langkah tambahan ke proses pembuatan.
Ketersediaan bahan:
- Tidak semua logam dan aloi sesuai untuk percetakan 3D, dan ada yang mungkin sukar diperoleh atau mahal.
Ketersediaan bahan khusus, seperti aloi suhu tinggi, boleh terhad, mempengaruhi kemungkinan projek tertentu.
Kemahiran dan latihan:
- Pengendali dan pereka memerlukan latihan khusus untuk menggunakan teknologi percetakan logam 3D dengan berkesan.
Lengkung pembelajaran boleh curam, dan keperluan untuk kakitangan mahir boleh menjadi penghalang kepada pengangkatan, Terutama untuk perusahaan kecil dan sederhana.
8. Aplikasi Percetakan 3D Logam
Percetakan 3D logam mencari aplikasi di pelbagai industri:
Aeroangkasa:
- Ringan, Komponen kompleks untuk pesawat dan satelit, mengurangkan berat badan dan meningkatkan prestasi.
Contohnya, Airbus telah menggunakan percetakan 3D logam untuk menghasilkan kurungan ringan dan muncung bahan api, mengakibatkan penjimatan berat badan yang ketara dan kecekapan bahan api yang lebih baik.
Automotif:
- Bahagian adat dan prestasi untuk motorsports, prototaip, dan pengeluaran, meningkatkan prestasi dan kecekapan kenderaan.
BMW, contohnya, Menggunakan percetakan 3D logam untuk menghasilkan bahagian tersuai untuk kenderaan berprestasi tinggi mereka, seperti roadster i8.

Perubatan:
- Implan, prostetik, dan aplikasi pergigian menawarkan geometri yang tepat dan biokompatibiliti.
Stryker, syarikat teknologi perubatan terkemuka, Menggunakan percetakan 3D logam untuk menghasilkan implan tulang belakang yang disesuaikan, Meningkatkan hasil pesakit dan mengurangkan masa pemulihan.
Tenaga:
- Penukar haba, turbin, dan komponen penjanaan kuasa meningkatkan kecekapan dan ketahanan.
Siemens, contohnya, telah menggunakan percetakan 3D logam untuk menghasilkan bilah turbin gas, yang dapat menahan suhu dan tekanan yang lebih tinggi, membawa kepada peningkatan kecekapan dan mengurangkan pelepasan.
Perkakas dan acuan:
- Perkakas cepat dengan saluran penyejukan yang sesuai, mengurangkan masa kitaran dan meningkatkan kualiti bahagian.
Saluran penyejukan konformal, yang mengikuti bentuk acuan, dapat mengurangkan masa penyejukan dengan ketara dan meningkatkan kualiti produk akhir.
Barang pengguna:
- Perhiasan mewah, jam tangan tersuai, dan kandang elektronik membolehkan produk yang unik dan diperibadikan.
Syarikat seperti HP dan 3DEO menggunakan percetakan 3D logam untuk menghasilkan berkualiti tinggi, barangan pengguna yang disesuaikan, seperti jam tangan mewah dan kes elektronik.
9. Percetakan 3D logam vs. Pembuatan tradisional
Semasa membandingkan percetakan 3D logam dengan kaedah pembuatan tradisional, Beberapa faktor dimainkan:
Kelajuan dan kecekapan:
- 3D Percetakan cemerlang dalam prototaip pesat dan pengeluaran volum rendah, Walaupun kaedah tradisional lebih cekap untuk pembuatan volum tinggi.
Contohnya, 3Percetakan D boleh menghasilkan prototaip dalam beberapa hari, sedangkan kaedah tradisional mungkin mengambil masa beberapa minggu.
Perbandingan kos:
- Untuk bahagian rendah atau disesuaikan, 3D Percetakan boleh lebih kos efektif kerana kos persediaan dan perkakas yang dikurangkan.
Walau bagaimanapun, Untuk pengeluaran volum tinggi, Kaedah tradisional mungkin masih lebih menjimatkan. Titik pecah-pecah berbeza-beza bergantung pada aplikasi tertentu dan kerumitan bahagian.
Kerumitan:
- 3D Percetakan membolehkan pembuatan geometri rumit dan ciri dalaman yang mustahil dengan kaedah konvensional, Membuka kemungkinan reka bentuk baru.
Ini amat berharga dalam industri di mana pengurangan berat badan dan pengoptimuman prestasi adalah kritikal, seperti aeroangkasa dan automotif.
Berikut adalah jadual perbandingan yang meringkaskan perbezaan utama antara Percetakan 3D logam dan Pembuatan tradisional:
| Ciri | Percetakan 3D logam | Pembuatan tradisional |
|---|---|---|
| Masa utama | Lebih cepat untuk prototaip, Pengeluaran volum rendah. | Masa persediaan yang lebih lama disebabkan oleh perkakas dan acuan. |
| Kelajuan pengeluaran | Lebih perlahan untuk pengeluaran volum tinggi. Sesuai untuk volum rendah, bahagian tersuai. | Lebih cepat untuk pengeluaran besar -besaran, Terutama untuk bahagian mudah. |
| Kerumitan reka bentuk | Boleh mewujudkan geometri kompleks dengan mudah. | Terhad oleh kekangan perkakas; Reka bentuk kompleks memerlukan langkah tambahan. |
| Penyesuaian | Sesuai untuk bahagian satu kali atau disesuaikan. | Penyesuaian lebih mahal kerana perubahan perkakas. |
| Ketersediaan bahan | Terhad kepada logam biasa (Keluli tahan karat, Titanium, dll.). | Pelbagai logam dan aloi yang tersedia untuk pelbagai aplikasi. |
| Prestasi bahan | Kekuatan dan keseragaman bahan yang sedikit lebih rendah. | Kekuatan unggul dan sifat bahan yang lebih konsisten. |
| Pelaburan awal | Kos permulaan yang tinggi kerana pencetak 3D mahal dan serbuk logam. | Pelaburan awal yang lebih rendah untuk persediaan asas. |
| Kos per unit | Tinggi untuk pengeluaran volum tinggi; kos efektif untuk berjalan kecil. | Lebih rendah untuk pengeluaran besar -besaran, Terutama dengan reka bentuk yang mudah. |
| Kekuatan & Ketahanan | Sesuai untuk banyak aplikasi; mungkin memerlukan pemprosesan pasca untuk kekuatan yang dipertingkatkan. | Biasanya kekuatan yang lebih tinggi, Terutama untuk aloi berprestasi tinggi. |
| Kemasan permukaan | Memerlukan pemprosesan pasca untuk kemasan yang lancar. | Biasanya permukaan yang lebih baik selesai untuk reka bentuk mudah. |
| Pasca pemprosesan | Diperlukan untuk sifat mekanikal yang dipertingkatkan, dan kemasan permukaan. | Biasanya pemprosesan pasca minimum kecuali keperluan kompleks atau tinggi. |
| Sisa bahan | Sisa bahan yang minimum kerana sifat tambahan. | Sisa bahan yang lebih tinggi dalam beberapa kaedah (Mis., pemesinan). |
| Sesuai untuk | Volum rendah, bahagian tersuai, geometri kompleks, prototaip. | Volum tinggi, bahagian mudah, sifat bahan yang konsisten. |
| Aplikasi | Aeroangkasa, implan perubatan, Automotif (volum rendah, bahagian kompleks). | Automotif, jentera berat, bahagian perindustrian (volum tinggi, Pengeluaran berskala besar). |
10. Kesimpulan
Percetakan 3D Metal berdiri di barisan hadapan dalam inovasi pembuatan, Menawarkan kelebihan unik seperti kebebasan reka bentuk, prototaip cepat, dan kecekapan bahan.
Walaupun ia menghadapi cabaran seperti kos yang tinggi dan batasan bahan, potensi transformatif di seluruh industri tidak boleh dinafikan.
Sama ada anda berada di Aeroangkasa, Automotif, atau barang pengguna,
Meneroka Bagaimana Percetakan 3D Metal dapat memenuhi keperluan khusus anda mungkin menjadi kunci untuk membuka peluang baru dalam pembangunan produk dan pembuatan.
Ini menyediakan perkhidmatan percetakan 3D. Sekiranya anda mempunyai keperluan percetakan 3D, Sila berasa bebas Hubungi kami.

