
1. INNGANGUR
Vinnsla er óaðskiljanlegur í mörgum atvinnugreinum sem krefjast nákvæmra íhluta og áreiðanlegrar samsetningar.
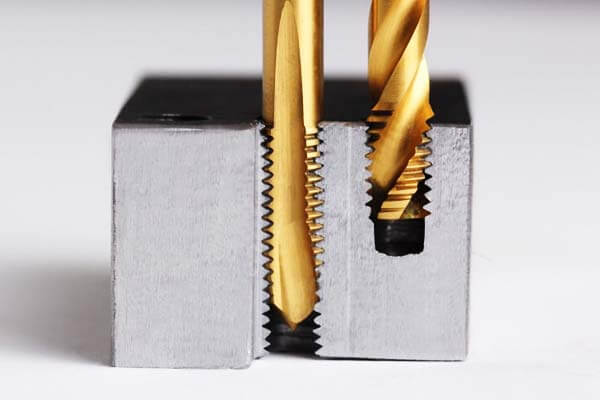
Tappað gat - nauðsynlegt til að búa til innri þræði í efni - þjónar sem grunnur fyrir margar festingar.
Þetta ferli gerir skrúfur kleift, boltar, og aðrar festingar til að vera tryggilega í, tryggja að íhlutir haldist saman, jafnvel við erfiðar aðstæður.
Tappaðar holur eru sérstaklega mikilvægar í atvinnugreinum eins og bílaiðnaði, Aerospace, Rafeindatækni, og vélar.
Að skilja grunnatriði töppunar og hvernig á að ná nákvæmni þræðingu getur hjálpað til við að bæta framleiðslu skilvirkni og vörugæði.
Í þessari bloggfærslu, við munum brjóta niður ferlið við að slá, útskýrðu mismunandi gerðir af töppuðum holum, og veita nauðsynlegar ábendingar til að tryggja hágæða gæði.
Við munum einnig kafa ofan í þau verkfæri og efni sem notuð eru, þættirnir sem hafa áhrif á töppunarnákvæmni, og algeng notkun á töppuðum holum.
2. Hvað er tappað gat?
Tappað gat er einfaldlega gat sem hefur verið borað og síðan snittað með krana til að taka við festingu.
Það er frábrugðið boruðu holu, sem er einfaldlega gat án þráða.
Að slá myndar innri þræði innan gatsins, sem gerir kleift að setja skrúfur í, boltar, eða aðrar snittaðar festingar.

- Borað gat vs. Tappað gat: Þó að borað gat sé undirstöðu sívalur gat, tappað gat er afleiðing þess að nota tappverkfæri til að búa til spíralþræði á innra yfirborðinu.
Þessi þráður gerir gatinu kleift að halda festingum á öruggan hátt, sem er nauðsynlegt í mörgum forritum. - Algengar skilmálar:
-
- Þræðir: Þetta eru spíralrufurnar sem skornar eru í holuna, sem gerir kleift að skrúfa festingar í.
- Bankaðu á: Verkfærið sem notað er til að skera innri þræði í holuna. Það er fáanlegt í ýmsum gerðum eftir efni og þráðaforskriftum.
- Pitch: Fjarlægðin milli einstakra þráða. Því fínni sem völlurinn er, því fleiri þræðir á tommu (TPI), sem er mikilvægt fyrir ákveðin forrit sem krefjast meiri nákvæmni.
3. Vinnsluferli til að slá
Bankaferlið felur í sér að nota krana til að skera innri þræði í gat. Fer eftir efninu og þráðarstærð sem óskað er eftir, notuð eru mismunandi verkfæri og vélar.
- Búnaður:
-
- CNC vélar: Þessar tölvustýrðu vélar eru færar um að framkvæma sjálfkrafa hárnákvæmni tapping, sem gerir þá tilvalin fyrir stórframleiðslu.
- Tappavélar: Þessar sérhæfðu vélar eru hannaðar sérstaklega fyrir tapping og geta séð um bæði handvirkar og sjálfvirkar aðgerðir.
- Handvirk tappaverkfæri: Fyrir smærri eða sérsniðin störf, Notuð eru handvirk tappaverkfæri eins og handtappar og deyja.
Þessir eru venjulega notaðir þegar aðeins þarf að slá í nokkrar holur.
- Tappa vs. Þráður mölun: Þráðfræsing og snerting mynda bæði innri þræði, en það er greinilegur munur.
Þó að slá sé hraðari og skilvirkara fyrir lítil til meðalstór göt, þráðfræsing býður upp á meiri sveigjanleika fyrir stærri þræði eða flóknar rúmfræði.
4. Hvernig á að banka á göt skref fyrir skref
Hér er skref-fyrir-skref sundurliðun á því hvernig á að slá á holu:
- Skref 1: Safnaðu nauðsynlegum verkfærum og efnum
-
- Gakktu úr skugga um að þú hafir krana, bora, tappavél handvirkt tappaverkfæri, og smurefni.
- Skref 2: Veldu hægri tappa og bora
-
- Veldu tappa sem samsvarar þráðargerðinni sem þú vilt (UNC, UNF, Mæligildi) og stærð.
Veldu viðeigandi bor til að passa við kranastærðina til að tryggja fullkomna passa.
- Veldu tappa sem samsvarar þráðargerðinni sem þú vilt (UNC, UNF, Mæligildi) og stærð.
- Skref 3: Bora gatið
-
- Boraðu gatið í rétta stærð, tryggja að það passi við kranaforskriftirnar.
Notaðu borvél með viðeigandi þvermál og dýpt miðað við nauðsynlega þráðhalla.
- Boraðu gatið í rétta stærð, tryggja að það passi við kranaforskriftirnar.
- Skref 4: Undirbúðu þig fyrir tapping
-
- Hreinsaðu gatið og notaðu viðeigandi smurefni til að draga úr núningi og koma í veg fyrir að kraninn bindist meðan á skurðarferlinu stendur.
- Skref 5: Að slá á gatið
-
- Byrjaðu að slá með því að stinga krananum í gatið, og beita stöðugum þrýstingi á meðan tólinu er snúið til að búa til þræðina.
Gakktu úr skugga um að kraninn sé áfram í takt við gatið til að koma í veg fyrir rangstöðu.
- Byrjaðu að slá með því að stinga krananum í gatið, og beita stöðugum þrýstingi á meðan tólinu er snúið til að búa til þræðina.
5. Tegundir tappaðra hola
Tappaðar holur eru nauðsynlegar til að skapa öruggar tengingar á milli hluta, og það eru nokkrar gerðir eftir umsóknarkröfum.
Skilningur á mismunandi gerðum tappaðra hola hjálpar til við að velja réttu aðferðina fyrir ákveðin verkefni, sem tryggir bestu frammistöðu og passa.
Hér eru algengustu tegundirnar:
Í gegnum holur
Í gegnum göt eru töppuð göt sem ná í gegnum efnið, frá einni hlið til hinnar.
Þessi göt leyfa festingum að fara alveg í gegnum, með þræðinum inni í gatinu sem veitir örugga tengingu fyrir bolta, skrúfur, eða annars konar snittari festingar.
Í gegnum göt eru mikið notaðar í notkun þar sem þarf að sameina báðar hliðar efnisins eða þegar fest er á marga hluta á hvorri hlið efnisins.
Blindgöt
Blind göt, öfugt við gegnum holur, fara ekki alveg í gegnum efnið.
Þeir eru boraðir að ákveðnu dýpi og síðan bankað til að búa til þræði.
Blindgöt eru tilvalin þegar aðeins þarf að festa aðra hlið efnisins, eins og þegar íhlutir eru festir við vinnustykki sem hefur ekki aðgang að bakhliðinni.
Borholur
Forholahola er tegund af tappuðu holu með stækkuðu opi efst til að leyfa boltahaus, skrúfa, eða önnur festing til að sitja jafnt við eða undir yfirborði efnisins.
Þessi tegund af gati er sérstaklega gagnleg þegar þú vilt leyna höfuð festingarinnar, veita hreint, slétt yfirborðsáferð.
Reamed Holes
Rúmaðar holur eru holur sem hafa verið boraðar og síðan rembaðar til að bæta stærð þeirra, lögun, og yfirborðsfrágangur.
Upprifjunarferlið tryggir að holan hafi rétt umburðarlyndi og sé slétt, sem er sérstaklega mikilvægt áður en bankað er.
Uppskorin göt veita meiri nákvæmni og eru nauðsynleg þegar þröng vikmörk eru nauðsynleg fyrir þræðina.
Skiptanlegur þráður
Skiptanlegur þráður vísar til mismunandi tegunda þráða sem hægt er að nota þegar slegið er á göt.
Algengustu þráðagerðirnar eru ma:
- UNC (Sameinað þjóðlegt gróft): Þráðartegund sem hefur færri þræði á tommu, sem gerir það hentugt fyrir þungarokkar.
Það er auðveldara að framleiða og er almennt notað í iðnaðar- og vélrænni notkun, sérstaklega þar sem styrkur er mikilvægur. - UNF (Sameinuð þjóðarsekt): Með fleiri þræði á tommu en UNC, UNF þræðir eru tilvalin fyrir forrit sem krefjast mikillar nákvæmni og smærri, fínni þráður passar.
Þetta er notað þegar þörf er á meiri spennustyrk og nákvæmni, eins og í nákvæmnisvélum eða flugvélahlutum. - Metraþræðir: Byggt á metrakerfinu, þessir þræðir eru almennt að finna í evrópskum og alþjóðlegum forritum.
Metraþræðir eru notaðir í fjölmörgum atvinnugreinum fyrir bæði nákvæmni og almenna notkun.
6. Verkfæri og efni sem notuð eru til að slá
Tapar
Kranar eru aðalverkfærin sem notuð eru til að skera innri þræði í forboraðar holur.
Þeir koma í ýmsum gerðum, hver hönnuð fyrir sérstök forrit og efni:
- Handkranar: Þessum krönum er snúið handvirkt með kranalykil og henta vel í smærri eða einstök störf.
Þeir veita framúrskarandi stjórn á töppunarferlinu en geta verið vinnufrek. - Vélar kranar: Hannað til notkunar með vélknúnum vélum eins og CNC rennibekkjum eða sérstökum tappavélum, vélkranar bjóða upp á hraðari og stöðugri niðurstöður.
Þau eru tilvalin fyrir framleiðslu í miklu magni. - Spiral Point (Byssa) Tapar: Einkennist af framvísandi flautum þeirra, þessir kranar skara fram úr við að ýta flögum fram fyrir fremstu brúnina,
sem gerir þær fullkomnar fyrir gegnum holur þar sem flísar geta farið auðveldlega út. - Spiral Flaut Taps: Með þyrillaga flautum sem draga flís upp og út úr blindgötum, spíralflautukranar eru ómissandi fyrir djúpholaborun.
- Straight Flaut Taps: Almennt notað til almennra tappa í mýkri efnum,
beinir flautukranar eru hagkvæmir og fjölhæfir en taka kannski ekki eins vel við flísarýmingu og spíralhönnun.
Borar
Borar búa til stýrigatið sem kraninn mun skera þræði í. Að velja rétta borastærð skiptir sköpum fyrir árangursríka tapping.
Þvermál borsins ætti að passa við minni þvermál þráðsins sem verið er að slá á,
tryggja að nægilegt efni sé eftir til að kraninn myndi þræði án þess að vera of mikið álag á vinnustykkið.
- Háhraða stál (HSS) Borar: Hentar fyrir algengustu málma og málmblöndur, HSS bitar bjóða upp á góða slitþol og hitaþol.
- Kóbaltborar: Tilvalið fyrir harðari efni eins og ryðfríu stáli eða steypujárni, Kóbaltbitar hafa aukið hörku og endingu miðað við venjulega HSS bita.
- Borbitar með karbít: Fyrir mjög hörð efni, bitar með karbítodda veita yfirburða styrk og langlífi, þó með meiri kostnaði.
Efni vinnustykkis
Efnið sem tapað er á hefur veruleg áhrif á val á verkfærum, Hraði, straumar, og kælivökva.
Mismunandi efni hafa mismunandi hörku, hitaeiginleikar, og vélvirkni, allt sem hefur áhrif á tappaferlið.
- Stál: Eitt algengasta tappað efni, stál krefst vandlegrar skoðunar á vali á krana byggt á hörku.
Oft er hægt að tappa mýkri stál með venjulegum HSS krönum, á meðan hert stál getur þurft kóbalt- eða karbíðkrana. - Ál: Þekktur fyrir mýkt og tilhneigingu til galla, ál nýtur góðs af skörpum, hágæða kranar og nægileg smurning til að koma í veg fyrir flísasöfnun.
- Eir og brons: Þessi efni hafa tilhneigingu til að vera sjálfsmurandi vegna samsetningar þeirra
en getur samt notið góðs af réttri notkun kælivökva til að stjórna hita og viðhalda heilleika verkfæra. - Plast: Til að slá á plast þarf hægari hraða og straum til að forðast bráðnun eða aflögun efnið.
Sérstakir kranar hannaðir fyrir plast geta hjálpað til við að ná hreinni, hagnýtir þræðir.
7. Þættir sem hafa áhrif á slá nákvæmni
Thread Pitch
Röðin hefur bein áhrif á fjölda þráða á tommu eða millimetra, hafa áhrif á styrk og passa tengingarinnar.
Til dæmis, fínni tónhæð gefur fleiri þræði á tommu, auka haldþolið en krefjast nákvæmari vinnslu.
Dýpt og þvermál umburðarlyndi
Að viðhalda þéttum vikmörkum tryggir rétta tengingu við þráð og kemur í veg fyrir að festingin rífi eða veikist.
Vikmörk geta verið allt að ±0,001 tommur í mikilvægum forritum.
Hraði og straumhraði í CNC tapping
Hagræðing þessara breytu er mikilvæg til að ná hágæða þráðum án þess að skemma kranann eða vinnustykkið.
CNC vélar geta viðhaldið stöðugum hraða og fóðurhraða, leiða til betri árangurs.
Kælivökvi og smurning
Rétt kæling og smurning draga úr núningi, hitauppsöfnun, og klæðast bæði krananum og efninu.
Notkun kælivökva getur lengt endingu verkfæra um allt að 30%.
8. Kostir og gallar við tappaðar holur
Kostir Tapped Holes
Örugg festing
Tappaðar göt veita áreiðanlega og örugga festingaraðferð. Innri þræðir tryggja að hægt sé að festa bolta og skrúfur vel, koma í veg fyrir að það losni við notkun.
Þetta gerir tappholur sérstaklega gagnlegar í mikilvægum forritum þar sem öruggar tengingar skipta sköpum fyrir rekstraröryggi,
eins og í flug- og bílaiðnaðinum.
Rými skilvirkni
Einn af áberandi kostum tappaðra hola er plássnýting.
Með því að útrýma þörfinni fyrir viðbótarfestingar eins og hnetur eða skífur, töppuð göt spara dýrmætt pláss í þéttum samsetningum.
Þetta er sérstaklega gagnlegt í rafeindatækni, Bifreiðaríhlutir, og vélar, þar sem plásstakmarkanir eru algengar og hver millimetri skiptir máli.
Uppbyggingarheiðarleiki
Í efnum sem geta í raun haldið þræði, tappaðar holur hjálpa til við að viðhalda burðarvirki samsetningar.
Þræðirnir dreifa álaginu yfir breitt yfirborð, sem dregur úr álagsstyrk og bætir heildarþol samanborið við aðrar festingaraðferðir eins og hnoð eða suðu.
Þetta skiptir sköpum í forritum þar sem íhlutirnir verða að þola mikið álag eða titring.
Auðvelda viðhald
Tappaðar holur auðvelda viðhald, viðgerðir, og uppfærslur með því að leyfa íhlutum að vera auðvelt að taka í sundur og setja saman aftur.
Þessi eiginleiki er sérstaklega gagnlegur í atvinnugreinum þar sem þörf er á reglulegri þjónustu, eins og í framleiðslubúnaði, vélar, og bílakerfi.
Hæfni til að endurnýta festingar án þess að skerða heilleika þráðanna er hagkvæm lausn fyrir viðhald.
Gallar við tappaðar holur
Þráðarslit
Verulegur ókostur við tappaðar holur er slit á þráðum, sérstaklega í mýkri efnum.
Með tímanum, endurtekin samsetning og sundurliðun getur valdið því að innri þræðir brotni niður, sem leiðir til veiklaðrar sambands.
Þetta er sérstaklega erfitt í forritum þar sem þarf að setja íhluti saman og taka í sundur oft, eins og í viðhaldsþungum iðnaði.
Hætta á krossþráðum
Þvergræðsla á sér stað þegar boltinn eða skrúfan er rangt stillt við ísetningu, sem veldur skemmdum á innri þráðum. Þetta vandamál getur veikt tenginguna og leitt til bilunar.
Krossgræðsla er algeng við handvirka samsetningu, þar sem erfiðara getur verið að viðhalda nákvæmni.
Rétt þjálfun og notkun verkfæra eins og þráðaleiðbeiningar getur hjálpað til við að draga úr þessari áhættu.
Takmarkað burðargeta
Tappaðar holur hafa takmarkaða burðargetu, sérstaklega í efnum sem halda þræði illa, eins og plast eða mjúka málma.
Þessi efni geta rifið eða afmyndast undir miklu álagi, sem leiðir til bilunar á tengingunni.
Fyrir mikla streitu notkun, viðbótaraðferðir við festingu, eins og notkun á akkerum eða innleggjum, getur verið nauðsynlegt til að tryggja nauðsynlegan styrk.
Möguleiki á broti á krana
Annar ókostur er möguleiki á að krani brotni meðan á þræðingarferlinu stendur, sérstaklega þegar unnið er með hörð efni eins og títan eða ryðfríu stáli.
Óviðeigandi smurning, rangur fóðurhraði, eða að nota rangan krana fyrir efnið getur aukið hættuna á broti.
Brotinn krani er erfitt að fjarlægja og getur skemmt vinnustykkið, sem leiðir til kostnaðarsöms niðurtíma og viðgerða.
9. Umsóknir um tappaðar holur
Tappaðar holur gegna lykilhlutverki í ýmsum atvinnugreinum, veita áreiðanlega aðferð til að búa til öruggar snittaðar tengingar milli íhluta.
Bifreiðariðnaður
- Vélarhlutir: Tappaðar holur eru notaðar til að festa hluta eins og strokkahausa, margvíslega, og lokar á vélarblokkina.
- Samsetning undirvagns og yfirbyggingar: Tappaðar holur gera kleift að festa festingar, sæti, og fjöðrunaríhlutir á grind eða undirvagn.
- Rafkerfi: Tappaðar göt eru einnig mikilvægar til að tryggja rafeindahluti eins og skynjara og stjórneiningar í rafkerfi bílsins.

Aerospace Industry
- Flugvélarskrokk og vængjasamstæður: Tappaðar holur eru notaðar til að festa spjöld, Rammar, og stjórna fleti eins og flipa og skeifur.
- Vélarhlutir: Svipað og í bílaforritum, vélarhlutar í flugvélum, þar á meðal túrbínublöð, þjöppustig, og hlífar,
krefjast oft tappaðar holur til að tryggja burðarvirki. - Landbúnaðarkerfi: Banking veitir örugga festipunkta fyrir höggdeyfara, hjól, og stífur, tryggja örugg flugtök og lendingar.
Rafeindaiðnaður
- Uppsetning rafeindaíhluta: Tappaðar holur eru notaðar til að festa hringrásarplötur, þéttar, viðnám, og aðrir íhlutir á öruggan hátt innan hlífarinnar.
- Hlífar til verndar: Umbúðir margra rafeindatækja, eins og tölvur, farsíma, og lækningatæki,
Oft þarf að slá í göt til að festa skrúfur eða bolta sem halda tækinu lokuðu og varið gegn ryki, raka, og önnur aðskotaefni. - Tengi og tengi: Tappaðar holur eru notaðar til að setja upp tengi,
eins og HDMI, USB tengi, og rafmagnstengi, inn í rafrænar girðingar, tryggja rétta röðun og öruggar tengingar.
Iðnaðarvélar
- Vélaríhlutir: Tappaðar holur eru notaðar við samsetningu vélahluta eins og rúmplötur, Snældar, og verkfærahaldara, tryggja stöðugleika og nákvæmni meðan á notkun stendur.
- Uppsetning og röðun hluta: Íhlutir eins og mótorar, gír, og trissur eru oft festar með boltum eða skrúfum í tappaðar holur til að tryggja röðun og örugga notkun.
- Viðhald: Tappaðar holur gera kleift að taka í sundur vélar til viðgerðar og viðhalds,
sem gerir greiðan aðgang að innri íhlutum sem gæti þurft að skipta út.
Lækningatæki
- Læknisfræðileg ígræðsla: Tengd göt eru notuð í bæklunarígræðslu eins og liðskipti og skrúfur, tryggja að þau haldist vel á sínum stað meðan á aðgerð stendur og meðan á líkamanum stendur.
- Lækningabúnaður: Tæki eins og skurðaðgerðartæki, greiningartæki,
og verkfæri á rannsóknarstofu þurfa oft tappaðar götur til að festa íhluti og viðhengi á öruggan hátt. - Stoðtæki: Tókar göt finnast einnig í gervitækjum, þar sem þeir eru notaðir til að festa mismunandi hluta eins og liða og útlimi á öruggan hátt.
10. Hugleiðingar og ábendingar um tappaðar holur
Efni hörku
Harðari efni eins og ryðfríu stáli eða títan gætu þurft sérhæfða krana og lægri tappahraða til að koma í veg fyrir skemmdir á verkfærum.
Nákvæmar stærðir flugvélarhola
Mikilvægt er að tryggja að þvermál stýrigatsins passi við kranaforskriftirnar fyrir hámarks þráðmyndun.
Röng stór gat getur leitt til lélegra þráðargæða.
Hentug þvermál snittarits
Veldu viðeigandi holuþvermál miðað við aðalþvermál kranans og efniseiginleika.
Til dæmis, A. 1/4-20 UNC krana krefst 0,216 tommu stýrigat í stáli.
Hornfletir
Þegar slegið er á göt á hornfleti, gæta þess sérstaklega að viðhalda hornrétti. Misskipting getur valdið þvergræðgi eða skemmdum krönum.
Nákvæm gatasetning
Nákvæm staðsetning gata er mikilvæg fyrir hagnýtar samsetningar. Jafnvel örlítið frávik getur haft áhrif á heildarframmistöðu íhlutans.
Að takast á við misjöfnun þráðs
Misjafnir þræðir geta valdið þvergræðgi eða skemmdum á gatinu sem er slegið. Athugaðu alltaf jöfnunina áður en bankað er.
Vinna með efni sem er erfitt að véla
Notaðu nægilegt kælivökva og hugsanlega fjölsprautukrana þegar unnið er með erfið efni.
Til dæmis, tappa títan gæti þurft að nota brennisteins-undirstaða kælivökva til að draga úr núningi.
Meðhöndlun á töppunargöllum
Mál eins og burrs, undirskurður, eða flísasöfnun getur komið í veg fyrir heilleika þráðar.
Reglulegt viðhald á verkfærum og fylgni við bestu starfsvenjur getur lágmarkað þessi vandamál.
11. Niðurstaða
Í niðurstöðu, töppuð göt eru grundvallaratriði í vinnslu og gegna mikilvægu hlutverki við að setja saman íhluti í fjölmörgum atvinnugreinum.
Með því að skilja meginreglur tappa, að velja rétt verkfæri og efni, og fylgja bestu starfsvenjum,
vélstjórar geta náð nákvæmum, áreiðanlegir þræðir sem auka afköst vörunnar og endingu.
Hvort sem unnið er á flóknum rafeindatækjum eða stórum vélum, Að ná tökum á listinni að slá á stuðlar verulega að velgengni hvers framleiðsluverkefnis.
Að samþykkja þessar leiðbeiningar tryggir að hvert gat sem slegið er upp stenst ströngustu kröfur um gæði og nákvæmni.
Ef þú hefur þráðvinnsluþarfir, Vinsamlegast ekki hika við Hafðu samband.

