
1. INNGANGUR
Meðal lykilstiga í CNC vinnslu eru grófgerð og frágangur, tvö ferli sem vinna saman til að tryggja bæði hagnýt og fagurfræðileg gæði lokahlutans.
Grófgerð leggur áherslu á að fjarlægja mikið magn af efni fljótt á meðan frágangur betrumbætir yfirborð hlutarins og tryggir að það uppfylli þröng vikmörk.
Þessi stig eru nauðsynleg til að ná tilætluðum árangri og hámarka vinnslutíma og kostnað.
Í þessari færslu, við munum brjóta niður mismunandi hlutverk CNC grófgerðar og frágangs, kanna verkfærin og færibreyturnar sem taka þátt, og veita raunhæfa innsýn um hvernig á að hagræða hverju stigi.
2. Hvað er CNC grófgerð?
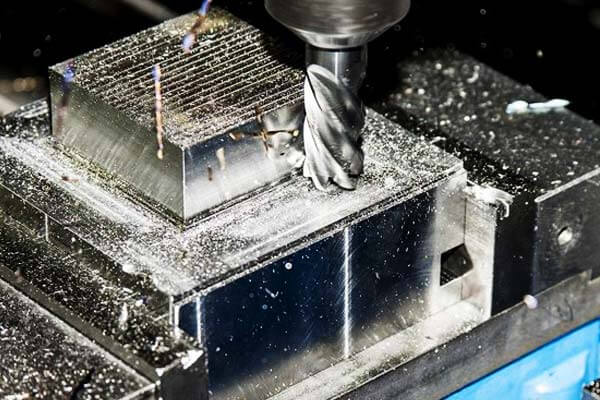
CNC grófgerð er fyrsta skrefið í vinnsluferlinu, hannað til að fjarlægja stóran hluta af efni úr vinnustykki.
Markmiðið er að ná áætlaðri lögun lokahlutans án þess að hafa of miklar áhyggjur af yfirborðsfrágangi eða þéttum vikmörkum.
Það er árásargjarn, Mikilvægt efnisfjarlægingarfasi sem undirbýr vinnustykkið fyrir nákvæmara frágangsstig.
Ferli yfirlit:
- Uppsetning: Vinnustykkið er tryggilega fest við CNC vélina.
Verkfæraleiðir eru skipulagðar til að hámarka efnisflutning, og skurðarverkfæri er valið út frá efnisgerð og grófþörfum. - Efni fjarlægð: Grófgerð sker stóran hluta af efni í burtu, nota meiri hraða, stærri skurðardýpt, og hraðari fóðrun miðað við frágang.
Venjulega, roughing cuts skilja eftir gróft, ójafnt yfirborð. - Upphafleg mótun: Á þessu stigi, efnið er mótað nær þeirri rúmfræði sem óskað er eftir, en áherslan er á hraða, ekki smáatriði.
Verkfæri notuð:
- End Mills: Þessi verkfæri eru venjulega notuð bæði við grófgerð og frágang. Fyrir grófgerð, Stærri verkfæri eru notuð til að fjarlægja efni fljótt.
- Grófskera: Sérhönnuð verkfæri fyrir árásargjarnan skurð, oft með margar tennur til að lágmarka skurðkrafta og gera kleift að fjarlægja efni meira.
Færibreytur til að stjórna:
- Hraði: Fyrir grófgerð, skurðarhraði er venjulega stilltur hátt til að fjarlægja mikið magn af efni fljótt.
Dæmigerður hraði gæti verið á bilinu 2,000 til 5,000 RPM, fer eftir efnisgerð og stærð skera. - Fóðurhlutfall: Hærri fóðurhraði (á bilinu 0.02 til 0.5 mm/tönn) tryggja hraðari efnisflutning.
- Dýpt skurðar: Grófgerð felur í sér dýpri skurð (allt að 1 til 2 mm eða meira í hverri ferð) miðað við frágang, sem gerir kleift að fjarlægja meira efni í hverri umferð.
3. Hvað er CNC frágangur?
CNC frágangur er annað stigið í vinnsluferlinu, sem leggur áherslu á að ná lokavíddunum, sléttleiki, og yfirborðsgæði vinnustykkis.
Ólíkt grófgerð, frágangur er fágaðri ferli sem tryggir að hluturinn sé innan þröngra vikmarka og tilbúinn til notkunar.

Ferli yfirlit:
- Yfirborðs sléttun: Við frágang, markmiðið er að búa til slétt, jafnt yfirborð með mikilli nákvæmni.
Tækið fjarlægir aðeins lítið magn af efni í grunnu, nákvæmar skurðir. - Fínar klippingar: Ólíkt grófgerð, klára ferli notar minni, fágaðri skurði, með hægari matarhraða og minni skurðardýpt.
Verkfæri notuð:
- Ball Nef End Mills: Fullkomið til að klára, þessi verkfæri framleiða slétt áferð, sérstaklega á bognum flötum eða flóknum rúmfræði.
- Frágangsskerar: Þessar klippur eru hannaðar fyrir mikla nákvæmni og eru fínstilltar til að skila framúrskarandi yfirborðsáferð.
Mikilvægi nákvæmni:
Nákvæmnin sem þarf fyrir CNC frágang er mikilvæg, sérstaklega í atvinnugreinum eins og geimferðum, bifreiðar, og læknisfræðilegt, þar sem íhlutir þurfa að uppfylla mjög þröng vikmörk.
Til dæmis, frávik allt að ±0,001 tommur (0.025 mm) er oft krafist, sérstaklega fyrir hluta sem munu gangast undir frekari samsetningu eða strangar prófanir.
4. Ávinningur af grófgerð
Hátt efnisflutningshlutfall:
Helsti kosturinn við CNC grófgerð er hæfni þess til að fjarlægja mikið magn af efni fljótt.
Með því að nota stærri skurðarverkfæri og dýpri skurð, grófgerð dregur úr umfangi vinnustykkisins á stuttum tíma, sem gerir hraðari framleiðslulotu kleift.
Þetta er sérstaklega gagnlegt fyrir stóra eða þykka hluta þar sem nauðsynlegt er að fjarlægja verulega efni áður en farið er yfir í fágaðri frágangsfasa.
Hagkvæm framleiðsla:
Grófvinnsla er hagkvæmasta stig CNC vinnslu, þar sem það notar verkfæri sem eru hönnuð til að fjarlægja efni hratt, sem dregur úr vinnslutíma og, aftur á móti, kostnaður.
Með háum straumhraða og skurðarhraða, ferlið dregur úr þörfinni fyrir marga, tímafrekar aðgerðir síðar meir.
Þetta dregur ekki aðeins úr heildarkostnaði á hvern hluta heldur bætir einnig afkomu framleiðenda.
Minni verkfæraslit fyrir frágangsverkfæri:
Með því að fjarlægja megnið af efninu snemma, grófgerð kemur í veg fyrir of mikið slit á viðkvæmari frágangsverkfærum.
Þessi frágangsverkfæri eru oft hönnuð fyrir nákvæmni og krefjast fíns skurðar,
þannig að verndun þeirra gegn árásargjarnum efnisflutningi dregur úr tíðni verkfæraskipta og bætir heildarlíftíma verkfæra.
Bættur stöðugleiki vinnustykkisins:
Grófgerð getur hjálpað til við að koma á stöðugleika í vinnustykkinu fyrir lokakeppnina, flóknari frágangsskurðir eru gerðar.
Með því að fjarlægja efni í stjórnað, stigvaxandi hátt, grófgerð tryggir að lögun hlutans sé nálægt endanlegri rúmfræði hans, dregur úr líkum á aflögun eða tilfærslu við frágang.
Þetta er sérstaklega mikilvægt í nákvæmnisiðnaði, eins og flugvélar og bíla, þar sem vikmörk eru ströng.
Sveigjanleiki með efnisflutningi:
Grófgerð er mjög aðlögunarhæf að mismunandi efnum, allt frá mýkri málmum eins og áli yfir í harðari efni eins og stál og títan.
Með réttum skurðarverkfærum og breytum, grófgerð gerir kleift að fjarlægja efni úr fjölmörgum efnum, auka fjölhæfni í framleiðslustarfsemi.
5. Kostir við að klára
Yfirborðsfrágangur með mikilli nákvæmni:
Frágangur áfangi CNC vinnslu er mikilvægur til að ná tilætluðum yfirborðsáferð, sérstaklega þegar þröng vikmörk og hágæða yfirborðsfagurfræði er krafist.
Frágangsskurður er hannaður til að slétta út grófar brúnir og framleiða gallalausan, hágæða yfirborð sem uppfyllir sérstakar kröfur iðnaðarins
svo sem Aerospace, Læknisfræðilegt, og bifreiða.
- Dæmi: Fyrir loftrýmisíhluti, svo sem hverflablöð, frágangur veitir sléttan,
fágað yfirborð sem uppfyllir stranga loftaflfræðilega og álagsþolna staðla, tryggja ákjósanlegan árangur.
Þröng vikmörk og víddarnákvæmni:
CNC frágangur gegnir mikilvægu hlutverki við að ná þéttum vikmörkum og mikilli víddarnákvæmni.
Eftir að grófunarferlið hefur fjarlægt megnið af efninu, frágangsverkfæri taka við til að betrumbæta hlutinn,
tryggja að það sé í samræmi við nákvæmar mælingar og stærðarforskriftir.
Þetta er nauðsynlegt þegar verið er að framleiða íhluti sem verða að passa fullkomlega við aðra í flóknum samsetningum.
- Áhrif á þolmörk: Í atvinnugreinum eins og lækningatækjum eða hálfleiðaraframleiðslu, jafnvel minnstu frávik geta skert virkni.
Frágangur hjálpar til við að koma hlutnum í vikmörk sem eru ±0,001 tommur eða betri.
Aukið yfirborðsheilleika:
Frágangur bætir heilleika yfirborðs efnisins, útrýma göllum sem eftir eru af grófvinnsluferlinu.
Ferlið fjarlægir ör burrs, verkfæramerki, og öðrum ófullkomleika sem gætu haft áhrif á virkni hlutans eða fagurfræðilegu aðdráttarafl.
Þetta er sérstaklega mikilvægt fyrir íhluti sem verða fyrir erfiðu umhverfi, eins og í bíla- eða efnaiðnaði,
þar sem yfirborðsheilleiki er lykillinn að frammistöðu og langlífi.
- Dæmi: Í bílaiðnaðinum, frágangur er notaður til að fjarlægja ófullkomleika á yfirborði vélarhluta eins og strokkhausa, sem þarf að þola mikinn þrýsting og hita.
Ferlið tryggir að hlutarnir virki sem best án ótímabærs slits eða bilunar.
Aukin ending og slitþol:
Frágangsferlið felur oft í sér að beita sérstökum verkfæraleiðum og skurðaraðferðum sem hjálpa til við að bæta endingu síðasta hlutans.
Með því að hámarka yfirborðssléttleika og frágangsgæði, Frágangur getur aukið slitþol og getu hlutarins til að þola erfiðar rekstrarskilyrði.
Til dæmis, í háspennunotkun eins og vélhluta eða skurðaðgerðarverkfæri, þetta auka lag af fágun hjálpar til við að draga úr sliti og lengja líftíma hlutans.
- Dæmi: Frágangsferli á títan lækningaígræðslum bæta yfirborðssléttleika og lífsamrýmanleika, dregur úr hættu á tæringu eða sýkingu.
Fagurfræði aðdráttarafl og sjónræn gæði:
Fyrir mörg forrit, sérstaklega í neysluvörum eða byggingarvörum, útlit lokahlutans er jafn mikilvægt og hagnýtur getu hans.
CNC frágangur getur skilað breitt úrval af yfirborðsáferð, úr sléttum, fáður áferð til satín eða matt útlit.
Þetta stig stjórnunar á fagurfræðilegri útkomu gerir CNC frágang ómetanlegan fyrir vörur þar sem sjónræn aðdráttarafl skiptir sköpum.
- Dæmi: Í rafeindatækni, eins og snjallsímahylki eða fartölvuhylki, frágangur skapar slétt,
sjónrænt aðlaðandi yfirborð sem lítur ekki aðeins vel út heldur bætir einnig heildarupplifun notenda með því að veita þægilega, sléttur frágangur.
Aukin kostnaðarhagkvæmni með tímanum:
Þó að frágangur geti tekið lengri tíma en grófgerð, það getur sparað peninga til lengri tíma litið með því að draga úr líkum á bilun í hluta eða kostnaðarsamar viðgerðir.
Með því að tryggja að hluturinn uppfylli allar forskriftir og gæðakröfur strax í upphafi, framleiðendur forðast þörfina fyrir kostnaðarsama endurvinnslu eða endurnýjun hluta.
- Dæmi: Við framleiðslu á mjög flóknum íhlutum fyrir bílavélar,
frágangur tryggir að íhlutirnir standist stranga staðla, hjálpa framleiðendum að forðast dýrar innköllun eða ábyrgðarkröfur.
6. CNC grófgerð vs. CNC frágangur
CNC vinnsla er mjög nákvæmt og fjölhæft framleiðsluferli,
en það er lykilatriði að skilja mismunandi hlutverk og tilgang tveggja aðalstiga í ferlinu: CNC grófgerð Og CNC frágangur.

Lykilmunur:
Aðalmarkmið
- Grófgerð: Meginmarkmið grófgerðar áfangans er að fjarlægja mikið magn af efni fljótt úr vinnustykki.
Grófvinnsla er þungskurðaraðgerð sem leggur áherslu á að móta hlutann að grunnstærðum hans, skilja eftir sig umfram efni (þekktur sem „lagerinn“) sem verður betrumbætt á næsta stigi.
Gróftólið vinnur með háum hraða og djúpum skurðum til að hreinsa burt eins mikið efni og mögulegt er. - Klára: Aftur á móti, Tilgangurinn með frágangi er að betrumbæta hlutinn til loka, nákvæmar stærðir.
Frágangsaðgerðir leggja áherslu á að ná þröngum vikmörkum og skapa slétt, hágæða yfirborðsáferð.
Þetta stig notar léttari skurði, hægari fóðurhraði, og fínni verkfæri til að tryggja að vinnustykkið uppfylli nauðsynlega staðla um nákvæmni og fagurfræði.
Verkfæri og skurðarfæribreytur
- Grófgerð: Grófverkfæri eru venjulega hönnuð til að takast á við háan efnisflutningshraða og standast álagið við að klippa mikið magn af efni.
Verkfæri eins og gróffræsir, vísitölusett innlegg, Og Andlitsmolar eru notuð fyrir þetta stig.
Skurðarfæribreytur eru stilltar fyrir árásargjarn efnisflutning, nota oft hærri fóðurhraða, stærri skurðardýpt, og meiri snúningshraða.
Samt, Skurðbrúnir verkfærisins eru oft hannaðar til að standast slit frá meiri efnisþátttöku. - Klára: Frágangsverkfæri eru sérhæfðari og hönnuð til að ná sléttu yfirborði og nákvæmum málum.
Kúlanefs endafresur, frágangur endafresur, eða demantshúðuð verkfæri eru venjulega notuð.
Skurðarbreytur eru stilltar fyrir fínni, stýrðari niðurskurður, með hægari matarhraða og grynnri skurðardýpt til að forðast að skemma yfirborðsáferð.
Skurðaröfl
- Grófgerð: Skurðkraftar við grófgerð eru almennt mun meiri vegna rúmmáls efnisins sem verið er að fjarlægja.
Þessir kraftar geta valdið verulegu sliti á verkfærum og stundum titringi, krefjast nákvæmrar eftirlits til að koma í veg fyrir sveigju verkfæri og þvaður. - Klára: Skurðkraftar við frágang eru venjulega lægri en við grófgerð.
Áherslan við frágang er á nákvæmni og yfirborðsgæði, og skurðarkraftar eru lágmarkaðir til að draga úr hættu á sveigju verkfæris eða röskun á rúmfræði hlutarins.
Yfirborðsfrágangur og vikmörk
- Grófgerð: Yfirborðsáferð eftir grófun er almennt gróf, með sýnilegum verkfæramerkjum og ójöfnu yfirborði.
Vikmörk við grófgerð eru yfirleitt ekki eins ströng, þar sem markmiðið er fyrst og fremst efnisflutningur.
Yfirborðinu sem myndast er oft lýst sem „gróft efni“ og þarfnast frekari betrumbóta á frágangsstigi. - Klára: Eftir að klára, vinnustykkið ætti að vera slétt, fágað útlit með lágmarks verkfæramerkjum, og yfirborðið ætti að uppfylla þétt víddarvikmörk.
Til að ná hágæða yfirborðsfrágangi þarf oft sérstakt frágangsverkfæri og fínstilltar skurðarbreytur til að lágmarka ófullkomleika.
Tími og skilvirkni
- Grófgerð: Grófvinnsla er venjulega tímafrekasti hluti CNC vinnsluferlisins, en það er nauðsynlegt til að fjarlægja mikið magn af efni fljótt.
Þessi áfangi er fínstilltur fyrir skilvirkni, að fjarlægja eins mikið efni og hægt er á sem skemmstum tíma, jafnvel á kostnað yfirborðsgæða. - Klára: Þó að frágangur taki styttri tíma en grófgerð, þetta er viðkvæmari og nákvæmari aðgerð.
Ferlið við að ná hágæða yfirborðsfrágangi felur oft í sér fleiri ferðir með léttum skurðum til að forðast að skekkja rúmfræði hlutans eða valda galla.
Þetta stig, en krefjast meiri tíma í hverri ferð, er mikilvægt til að tryggja að endanleg vara uppfylli nauðsynlegar forskriftir.
7. Lykilþættir til að hámarka CNC grófgerð og frágang
Skurður breytur:
Bestu starfsvenjur fela í sér að hámarka skurðarhraða, fóðurhraða, og skurðardýpt byggt á eiginleikum efnis og verkfæra.
Til dæmis, ál gerir ráð fyrir meiri skurðarhraða miðað við stál, sem krefst hægar, markvissari niðurskurð.
VERKVAL:
Að velja rétt verkfæri fyrir hvern áfanga hámarkar endingu verkfæra og skilvirkni vinnslunnar.
Grófgerð gæti notið góðs af karbíðinnleggjum fyrir endingu á meðan frágangur gæti notað fágað keramikverkfæri fyrir sléttari yfirborð.
Efnissjónarmið:
Mismunandi efni krefjast sérsniðinna aðferða; mýkri málmar eins og ál styðja hraðari grófgerð, á meðan harðari málmar eins og títan krefjast varkárni.
Títan, til dæmis, krefst a 20-30% lækkun á skurðarhraða miðað við ál.
Verkfæraleiðaraðferðir:
Hagræðing verkfæraslóða lágmarkar óþarfa ferðalög og hámarkar skurðarskilvirkni.
CAM hugbúnaður gegnir lykilhlutverki við að búa til skilvirkar verkfæraleiðir, hugsanlega stytta lotutíma um allt að 25%.
8. Algengar áskoranir í CNC grófgerð og frágangi
CNC vinnsla, á meðan það er mjög nákvæmt og skilvirkt, er ekki án áskorana.
Bæði grófgerð og frágangur eru einstakar hindranir sem geta haft áhrif á gæðin, skilvirkni, og hagkvæmni vinnsluferlisins.
Það er mikilvægt að takast á við þessar áskoranir til að ná sem bestum árangri.
Roughing áskoranir
Verkfæraklæðnaður:
-
- Áskorun: Árásargjarnar skurðarbreytur sem notaðar eru við grófvinnslu geta leitt til hröðu slits á verkfærum, draga úr endingu verkfæra og auka kostnað.
- Lausn: Notaðu endingargóð verkfæri sem eru hönnuð til að fjarlægja mikið efni, eins og karbítinnlegg.
Framkvæmdu reglulega viðhaldseftirlit og íhugaðu að nota húðun eins og TiAlN eða DLC (Demantur eins og kolefni) til að lengja endingu verkfæra um allt að 40%.
Hitauppbygging:
-
- Áskorun: Háhraðaskurður myndar verulegan hita, sem getur dregið úr frammistöðu verkfæra og haft áhrif á efnisheilleika.
- Lausn: Notaðu viðeigandi kælivökvanotkunaraðferðir, eins og kælivökvaflutningskerfi í gegnum verkfæri.
Kælivökvi dreifir ekki aðeins hita heldur bætir einnig flístæmingu, dregur úr hitauppsöfnun um allt að 60%.
Titringur:
-
- Áskorun: Titringur getur valdið flakki á vinnustykkinu og dregið úr endingu verkfæra. Það er sérstaklega erfitt í djúpum skurðum eða löngum yfirhengjum.
- Lausn: Fínstilltu skurðarfæribreytur til að lágmarka titring. Styttri verkfæri með meiri stífni geta hjálpað, eins og hægt er að stilla snúningshraða og straumhraða.
Með því að nota jafnvægi verkfærasamsetningar og stöðugra uppsetningar geturðu dregið úr titringstengdum vandamálum um allt að 70%.
Flís brottflutningur:
-
- Áskorun: Óhagkvæm flísarýming getur leitt til þess að flísar séu skornar aftur, sem veldur skemmdum á verkfærum og lélegri yfirborðsáferð.
- Lausn: Veldu verkfæri með viðeigandi flautu rúmfræði fyrir skilvirka spónaúthreinsun.
Notaðu háþrýstikælivökva og lofttæmiskerfi til að tryggja að flísar séu fjarlægðar tafarlaust, bæta flísarýmingu um allt að 80%.
Að klára áskoranir
Að ná fínum yfirborðsáferð:
-
- Áskorun: Til að viðhalda fínni yfirborðsáferð þarf nákvæma stjórn á skurðarbreytum og vali á verkfærum.
- Lausn: Notaðu sérhæfð frágangsverkfæri með fleiri flautum og fínni brún rúmfræði, eins og kúlunef endamyllur.
Haltu stöðugum skurðskilyrðum, þar á meðal stöðugur snældahraði og stýrður straumhraði.
Háþróaður CAM hugbúnaður getur fínstillt verkfæraleiðir fyrir sléttari frágang, ná Ra gildi eins lágt og 0.4 μm.
Stjórna tólbeygju:
-
- Áskorun: Þunn eða löng verkfæri geta sveigst við klippingu, sem leiðir til ónákvæmni í víddum og lélegra yfirborðsgæða.
- Lausn: Veldu styttri, stífari verkfæri þegar mögulegt er. Auktu stífleika verkfærahaldara og notaðu verkfærahaldara með lágmarks úthlaupi.
Notaðu aðferðir eins og hnakkafræsingu til að dreifa skurðarkraftum jafnt, draga úr sveigju um allt að 50%.
Viðhalda þéttum vikmörkum:
-
- Áskorun: Mikilvægt er að tryggja að hlutar uppfylli þröng vikmörk, sérstaklega í atvinnugreinum eins og geimferðum og læknisfræði.
- Lausn: Kvörðaðu reglulega vélar og verkfæri til að viðhalda nákvæmni. Notaðu nákvæmni mælitæki fyrir rauntíma endurgjöf og stillingar.
Innleiða sjálfvirka skoðunarferla til að ná frávikum snemma, tryggja vikmörk innan ±0,01 mm.
Afbrigði af hörku efnis:
-
- Áskorun: Breytingar á hörku efnisins geta haft áhrif á samkvæmni skurðar og endingu verkfæra.
- Lausn: Framkvæmdu hörkuprófanir fyrir vinnslu til að stilla skurðarbreytur í samræmi við það.
Notaðu aðlögunarstýringarkerfi sem bæta sjálfkrafa upp fyrir breytileika hörku, viðhalda stöðugum skurðskilyrðum.
9. Tækni sem eykur grófgerð og frágang
Ítarlegar verkfæralausnir
Nútíma skurðarverkfæri hafa umbreytt verulega skilvirkni og skilvirkni bæði grófgerðar og frágangsstiga í CNC vinnslu.
Háþróuð efni eins og karbíð, Keramik, og CBN (kúbikbórnítríð) eru nú notuð til að framleiða verkfæri sem bjóða upp á yfirburða hörku, klæðast viðnám, og hitaþol.
Þessi verkfæri tryggja að jafnvel í sterkum efnum, eins og títan, Inconel, eða hertu stáli, vinnsluferlið er áfram skilvirkt, samkvæmur, og nákvæmur.
Húðuð verkfæri fyrir bættan árangur
Verkfærahúð, eins og TiN (Títan nítríð), TiAlN (Títan álnítríð), og demantslík húðun (DLC), veita verulega kosti í CNC grófgerð og frágangi.
Þessi húðun dregur úr núningi, lágmarka slit, og auka hitaþol, sem leiðir til lengri endingartíma verkfæra og skilvirkari vinnslu.
Með auknum ávinningi af minni skurðarkrafti, Framleiðendur geta náð sléttari frágangi bæði á grófgerð og frágangi.
5-Axis CNC vinnsla
5-ás CNC vélar veita mikinn kost bæði í grófgerð og frágangi með því að draga úr þörfinni fyrir margar uppsetningar.
Þetta eykur bæði nákvæmni og skilvirkni, þar sem hægt er að vinna hluta frá mismunandi sjónarhornum án þess að endurstilla.
Hæfni til að nálgast efnið úr mörgum áttum þýðir að verkfæri eru ólíklegri til að lenda í þvaðri eða sveigju, sem leiðir til betri yfirborðsáferðar og nákvæmari skurðar.
Að auki, 5-ásvélar leyfa meiri sveigjanleika í hlutahönnun, dregur úr þörfinni á viðbótarverkfærum eða flóknum innréttingum.
Háþrýsti kælivökva og gegnumsnælda kælivökvakerfi
Kynning á háþrýsti kælivökvakerfi hefur verulega bætt skilvirkni CNC grófgerðar og frágangs.
Þessi kerfi beina kælivökva beint á skurðsvæðið, veitir betri hitaleiðni og dregur úr sliti á verkfærum.
Að auki, háþrýsti kælivökvi hjálpar til við að skola flögum í burtu, koma í veg fyrir að þau trufli skurðarferlið, sérstaklega við grófun þegar mikið magn af efni er fjarlægt.
Til frágangs, kælivökvi hjálpar til við að viðhalda stöðugleika hitastigs, tryggja að yfirborð efnisins sé klárað án hitauppstreymis.
Sjálfvirk verkfærabreytingarkerfi
Sjálfvirkir verkfæraskiptar gera kleift að skipta óaðfinnanlega á milli grófgerðar og frágangsstiga, sérstaklega þegar þörf er á mismunandi verkfærum fyrir hvern áfanga.
Með því að gera þetta ferli sjálfvirkt, CNC vélar geta keyrt án truflana, draga úr niður í miðbæ og bæta framleiðni.
Þessi kerfi geta geymt margs konar skurðarverkfæri og breytt þeim miðað við fyrirfram forritaðar leiðbeiningar, tryggja að rétt verkfæri sé alltaf notað fyrir samsvarandi aðgerð.
Snjallir skynjarar og vélanám fyrir hagræðingu ferla
Samþætting greindra skynjara og vélanámstækni í CNC vélar hefur aukið eftirlit með ferli og hagræðingu.
Þessir skynjarar geta greint titring, skurðarkraftar, og slit á verkfærum í rauntíma, sem gerir kleift að gera breytingar samstundis til að bæta vinnslu skilvirkni og gæði hluta.
Í grófgerð, þessi tækni getur komið í veg fyrir ofhleðslu á verkfærinu eða vinnustykkinu, meðan á frágangi stendur,
þeir tryggja að tólið haldist innan umburðarlyndis, lágmarka hættuna á göllum eða víddarónákvæmni.
Vélfærafræði og sjálfvirkni til að auka framleiðni
Vélfæraarmar og sjálfvirk kerfi geta aðstoðað bæði við grófgerð og frágang með því að taka yfir endurtekin verkefni, hleðsla/losun vinnuhluta, og framkvæma gæðaeftirlit.
Þetta dregur úr mannlegum mistökum og gerir CNC vélum kleift að starfa 24/7, hámarka framleiðni.
Notkun vélfærafræði í ferlum eftir vinnslu eins og þrif, skoðun, eða meðhöndlun hluta tryggir enn frekar að hlutar séu tilbúnir til notkunar eða afhendingar með lágmarks handvirkum inngripum.
10. DEZE's One-Stop CNC Machining Shop
Við þennan, við bjóðum upp á bæði gróf- og frágangsþjónustu innanhúss, nota háþróaða CNC vélar og háþróaða verkfæri til að tryggja mikla nákvæmni, skilvirkni, og frábær yfirborðsáferð.
Samþætt nálgun okkar tryggir óaðfinnanleg umskipti frá grófgerð til frágangs, sparar tíma og eykur heildargæði hlutanna þinna.
11. Niðurstaða
CNC grófgerð og frágangur eru tvö mikilvæg stig vinnsluferlisins sem, þegar hann er fínstilltur, getur bætt skilvirkni verulega, yfirborðsgæði, og hluta nákvæmni.
Með því að skilja muninn, Áskoranir, og aðferðir fyrir hvern áfanga, framleiðendur geta náð betri árangri en draga úr kostnaði og vinnslutíma.
Hvort sem þú ert að vinna með flóknar rúmfræði eða þröng vikmörk, Að ná tökum á þessum tveimur ferlum er nauðsynlegt til að framleiða hágæða, nákvæmni hlutar.
Ef þú ert að leita að hágæða CNC vinnsluþjónusta, að velja DEZE er fullkomin ákvörðun fyrir framleiðsluþarfir þínar.

