
1. INNGANGUR
Hreinsun er a hitameðferð ferli sem ætlað er að breyta eðlisfræðilegum og stundum efnafræðilegum eiginleikum efnis, þar með bæta vinnuhæfni þess.
Sögulega, Snemma málmfræðingar notuðu glæðingu til að mýkja málma eftir mótun, og með tímanum,
ferlið hefur þróast yfir í háþróaða tækni sem notuð er í fjölbreyttum atvinnugreinum eins og bílaiðnaði, Aerospace, Rafeindatækni, og framleiðslu.
Sérstaklega, glæðing eykur ekki aðeins sveigjanleika og dregur úr afgangsálagi heldur einnig fínpússar uppbygging korna, sem leiðir til bættrar vinnsluhæfni og heildarframmistöðu.
Í samkeppnishæfu iðnaðarlandslagi nútímans, Að ná tökum á glæðingu er lykilatriði til að hámarka afköst efnisins.
Þessi grein skoðar glæðingu frá vísindalegum, ferli, hönnun, efnahagslegum, umhverfismál, og framtíðarsýn, tryggja heildstæðan skilning á hlutverki sínu í nútíma efnisverkfræði.
2. Undirstöðuatriði glæðingar
Skilgreining og tilgangur
Í kjarna þess, glæðing felur í sér að hita efni í ákveðið hitastig, halda því í ákveðinn tíma, og síðan kælt það á stýrðum hraða.
Þetta ferli veitir orkuna sem þarf til að frumeindir innan örbyggingar efnisins geti flutt og endurraðað.
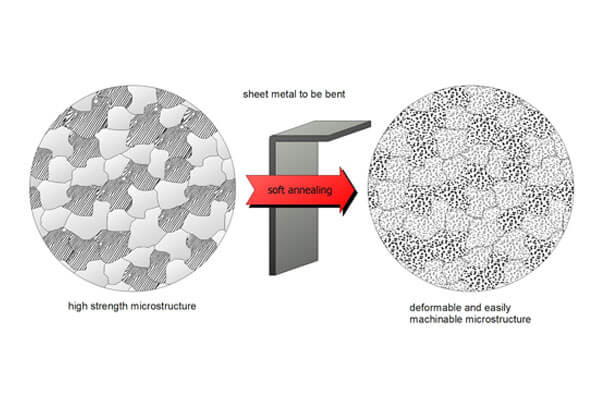
Þar af leiðandi, hreyfingar og innra álag minnkar, og nýr, stofnlaus korn myndast, sem endurheimtir sveigjanleika og dregur úr hörku.
Helstu markmið eru m.a:
- Auka sveigjanleika: Leyfir málmum að vera auðveldara að mynda eða vinna.
- Léttir afgangsstreitu: Koma í veg fyrir skekkju og sprungur í lokaafurðum.
- Hreinsun kornbyggingar: Fínstillir örbygginguna fyrir bætta vélræna eiginleika.
Hitaaflfræði og hreyfireglur
Glæðing starfar á grundvallar varmafræðilegum og hreyfifræðilegum meginreglum. Þegar málmur er hitaður, frumeindir þess fá hreyfiorku og byrja að flytjast.
Þessi flutningur dregur úr almennri ókeypis orku með því að útrýma tilfærslum og ófullkomleika.
Til dæmis, í stáli, ferlið getur umbreytt hertu martensíti í sveigjanlegri ferrít-perlítblöndu.
Gögn benda til þess að rétt glæðing geti lækkað hörku um allt að 30%, þar með verulega bætt vélhæfni.
Þar að auki, Hreyfifræði fasabreytinga við glæðingu er stjórnað af hitastigi og tíma.
Ferlið er fínstillt með því að jafna hitunarhraðann, drekka tíma, og kælihraða til að ná fram æskilegri umbreytingu á örbyggingu án óæskilegrar kornvaxtar.
3. Tegundir glæðingar
Hreinsunarferlar eru mjög mismunandi, hver hönnuð til að ná tilteknum efniseiginleikum.
Með því að sérsníða upphitunar- og kælingarlotur, framleiðendur geta hagrætt málmafköstum fyrir fjölbreytt forrit.
Fyrir neðan, við gerum grein fyrir helstu tegundum glæðingar, undirstrika markmið sín, ferli, og dæmigerð forrit.
Full glæðing
Tilgangur: Til að endurheimta hámarks sveigjanleika og draga úr hörku í járnblendi, sérstaklega hypoeutectoid stál.
Ferli:
- Hitastig: Hækkað í 850–950 ° C. (T.d., 925°C fyrir AISI 1020 stál) að hreinsa efnið að fullu.
- Haltu tíma: Viðhaldið fyrir 1–4 klukkustundir til að tryggja samræmda fasabreytingu.
- Kæling: Hæg kæling (20–50°C/klst) í ofni eða einangruðum kassa til að stuðla að grófkornamyndun.
Forrit: - Bifreiðar: Unnu stálíhlutir (T.d., undirvagnshlutar) fyrir aukna mótunarhæfni.
- Framleiðsla: Formeðferð fyrir smíða og vinnslu.
Gögn: Dregur úr stálhörku með 40–50% (T.d., Frá 250 HBW til 120 HBW) og bætir sveigjanleika til 25–30% lenging (ASTM E8/E9).
Álagslosun
Tilgangur: Fjarlægðu leifar álags frá vinnslu, suðu, eða kalda vinnu.
Ferli:
- Hitastig: 500–650°C (T.d., 600°C fyrir álblöndur, 520°C fyrir ryðfríu stáli).
- Haltu tíma: 1-2 klst við hitastig.
- Kæling: Loftkælt eða ofnkælt að umhverfishita.
Forrit: - Aerospace: Soðnar flugvélargrind (T.d., Boeing 787 skrokksamskeyti) til að koma í veg fyrir röskun.
- Olía & Bensín: Leiðslur og þrýstihylki (T.d., API 5L X65 stál).
Gögn: Dregur úr afgangsálagi með 30–50%, lágmarka hættu á röskun (ASME ketill & Kóði þrýstihylkis).
Kúlueyðandi glæðing
Tilgangur: Umbreyttu karbíðum í kúlulaga agnir til að auka vinnsluhæfni og hörku í kolefnisríku stáli.
Ferli:
- Hitastig: 700–750°C (undir lægra mikilvægu hitastigi).
- Haltu tíma: 10-24 klst fyrir karbíð kúluvæðingu.
- Kæling: Hæg kæling ofnsins til að koma í veg fyrir endurmyndun lamellarbygginga.
Forrit: - Verkfæri: Háhraða stál (T.d., M2 verkfærastál) fyrir bora og deyjur.
- Bifreiðar: Fjaðrstál (T.d., Sae 5160) fyrir fjöðrunaríhluti.
Gögn: Afrekar 90% skilvirkni kúluvæðingar, að draga úr vinnslutíma með 20–30% (ASM handbók, Bindi 4).
Jafnhitun
Tilgangur: Lágmarka röskun í flóknum rúmfræði með því að stjórna fasabreytingum.
Ferli:
- Hitastig: 900–950 ° C. (yfir efri gagnrýna hitastigi) fyrir austenitization.
- Millistig: 700–750°C fyrir 2–4 klukkustundir til að gera perlít myndun kleift.
Forrit: - Aerospace: Hverflablöð (T.d., Inconel 718) krefjast víddarstöðugleika.
- Orka: Íhlutir kjarnaofns (T.d., sirkon málmblöndur).
Gögn: Dregur úr víddarbjögun með allt að 80% miðað við hefðbundna glæðingu (Journal of Materials Processing Technology, 2021).
Normalizing
Tilgangur: Betrumbæta kornabyggingu til að bæta seigleika og styrk í kolefnis- og álstáli.
Ferli:
- Hitastig: 200–300°C yfir efri mikilvæga hitastigi (T.d., 950° C fyrir 4140 stál).
- Kæling: Loftkælt að umhverfishita.
Forrit: - Smíði: Byggingarstálbitar (T.d., ASTM A36).
- Vélar: Gírskaft (T.d., Sae 4140) fyrir jafnvægi á styrk og sveigjanleika.
Gögn: Afrekar fínkorna örbyggingu með togstyrk 600–800 MPa (ISO 630:2018).
Lausn annealing
Tilgangur: Leysið upp málmblöndur í einsleitt austenítískt fylki í ryðfríu stáli og nikkel-undirstaða málmblöndur.
Ferli:
- Hitastig: 1,050–1.150 ° C. fyrir fulla austenitization.
- Slökkt: Hröð kæling í vatni eða olíu til að koma í veg fyrir niðurbrot í fasa.
Forrit: - Læknisfræðilegt: Austenitískt ryðfrítt stál af ígræðslu (T.d., ASTM F138).
- Efni: Hitaskipti (T.d., 316L ryðfríu stáli).
Gögn: Tryggir 99.9% fasa einsleitni, mikilvægt fyrir tæringarþol (NACE MR0175/ISO 15156).
Endurkristöllun glæðing
Tilgangur: Mýkið kaldunnna málma með því að mynda álagslaus korn.
Ferli:
- Hitastig: 450–650°C (T.d., 550°C fyrir ál, 400°C fyrir kopar).
- Haltu tíma: 1-3 klst til að leyfa endurkristöllun.
Forrit: - Rafeindatækni: Koparvírar (T.d., spenni vafningar með 100% IACS leiðni).
- Umbúðir: Áldósir (T.d., AA 3003 ál).
Gögn: Endurheimtir leiðni til 95–100% IACS í kopar (Alþjóðlegur gljúfur koparstaðall).
Undirgagnrýnin glæðing
Tilgangur: Minnka hörku í lágkolefnisstáli án fasabreytinga.
Ferli:
- Hitastig: 600–700 ° C. (undir lægra mikilvægu hitastigi).
- Haltu tíma: 1-2 klst til að létta afgangsálagi.
Forrit: - Bifreiðar: Kaldvalsað mildt stál (T.d., Sae 1008) fyrir bílaplötur.
- Vélbúnaður: Fjaðrstál (T.d., Sae 1050) fyrir lágmarks röskun.
Gögn: Afrekar HBW hörku minnkun um 20–25% (ASTM A370).
Ferlisglæðing
Tilgangur: Endurheimtu sveigjanleika í málmum eftir millistig kaldvinnslu.
Ferli:
- Hitastig: 200–400°C (T.d., 300°C fyrir kopar, 250°C fyrir ryðfríu stáli).
- Kæling: Loftkælt eða ofnkælt.
Forrit: - Rafeindatækni: Kopar PCB spor (T.d., 5G loftnetsíhlutir).
- HVAC: Kopar rör (T.d., ASTM B280).
Gögn: Bætir mótun með því að 30–40%, sem gerir þéttari beygjuradíus kleift (Þróunarfélag kopar).
Björt glæðing
Tilgangur: Koma í veg fyrir oxun og afkolun í háhreinleika forritum.
Ferli:
- Andrúmsloft: Vetni (H₂) eða óvirkt gas (N₂/á) at ≤10 ppm súrefni.
- Hitastig: 800–1.000°C (T.d., 900°C fyrir ræmur úr ryðfríu stáli).
Forrit: - Aerospace: Títan málmblöndur (T.d., TI-6AL-4V) fyrir túrbínublöð.
- Bifreiðar: Útblásturskerfi úr ryðfríu stáli (T.d., Inconel 625).
Gögn: Afrekar 99.9% yfirborðshreinleiki, mikilvægt fyrir tæringarþol (SAE J1708).
Flash glæðing
Tilgangur: Hröð yfirborðsbreyting fyrir staðbundnar eignabætur.
Ferli:
- Hitagjafi: Mikill eldur eða leysir (T.d., 1,200°C hámarkshiti).
- Haltu tíma: Sekúndur til millisekúndna fyrir nákvæma yfirborðsherðingu.
Forrit: - Framleiðsla: Gír tennur (T.d., tilfelli hert 8620 stál).
Gögn: Eykur yfirborðshörku um 50–70% (T.d., Frá 30 HRC til 50 HRC) (Surface Engineering Journal).
Stöðug glæðing
Tilgangur: Mikið magn meðhöndlunar á málmplötum í bíla- og byggingariðnaði.
Ferli:
- Línuhraði: 10–50 m/i með stýrðu andrúmslofti (T.d., draga úr gasi).
- Svæði: Upphitun, liggja í bleyti, kælingu, og spólun.
Forrit: - Bifreiðar: Yfirbyggingarplötur úr stáli (T.d., 1,000-tonna pressulínur fyrir Tesla Model Y).
- Smíði: Sinkhúðuð þakplötur (T.d., GI 0,5 mm).
Gögn: Ferli 10-20 milljónir tonna úr stáli árlega, að lækka brottfallsgjöld um 15–20% (World Steel Association).
4. Græðsluferli og tækni
Hreinsunarferlið samanstendur af þremur aðalþrepum: upphitun, liggja í bleyti, og kæling.
Hvert þrep er vandlega stjórnað til að ná tilætluðum efniseiginleikum, tryggja einsleitni og samkvæmni í umbreytingum á örbyggingu.

Ýmsar glæðingaraðferðir eru til, sniðin að mismunandi efnum og iðnaðarnotkun.
Undirbúningur fyrir glæðingu
Fyrir glæðingu, réttur undirbúningur tryggir besta árangur. Þetta felur í sér:
✔ Efnisþrif & Skoðun:
- Fjarlægir yfirborðsmengun (oxíð, feiti, mælikvarða) sem getur haft áhrif á hitaflutning.
- Framkvæmir örbyggingargreiningu til að ákvarða fyrirliggjandi galla.
✔ Formeðferðaraðferðir:
- Súrsun: Notar súr lausnir til að þrífa málmfleti fyrir hitameðferð.
- Vélræn fægja: Fjarlægir oxunarlög til að auka jafna hitun.
Dæmi:
Í geimferðariðnaðinum, títaníhlutir gangast undir stranga forhreinsun til að koma í veg fyrir oxun við glæðingu í lofttæmiofni.
Upphitunaráfangi
Upphitunarfasinn hækkar hitastig efnisins smám saman upp í markglæðingarsviðið. Rétt stjórn kemur í veg fyrir hitalost og röskun.
Lykilþættir:
Ofnaval:
- Lotuofnar: Notað til stórfelldra iðnaðarglæðingar á stál- og álplötum.
- Samfelldir ofnar: Tilvalið fyrir háhraða framleiðslulínur.
- Vacuum ofnar: Komdu í veg fyrir oxun og tryggðu mikinn hreinleika í geim- og rafeindaiðnaði.
Dæmigert hitunarhitasvið:
- Stál:600–900°C fer eftir álgerð.
- Kopar:300–500°C fyrir mýkingu og streitulosun.
- Ál:350–450°C að betrumbæta kornbyggingu.
Upphitunarhlutfall:
- Hæg upphitun: Dregur úr hitastigum og kemur í veg fyrir sprungur.
- Hröð upphitun: Notað í sumum forritum til að bæta skilvirkni en forðast að grófa korn.
Málsrannsókn:
Fyrir lækningaígræðslur úr ryðfríu stáli, lofttæmisglæðing kl 800–950 ° C. lágmarkar oxun en bætir tæringarþol.
Soaking Phase (Haldið við markhitastig)
Liggja í bleyti tryggir jafna hitadreifingu, sem gerir innri uppbyggingu málmsins kleift að umbreytast að fullu.
Þættir sem hafa áhrif á bleytitíma:
🕒 Efnisþykkt & Samsetning:
- Þykkari efni krefjast lengri bleytitíma til að komast í gegnum hita.
🕒 Markmið um endurbætur á örbyggingu:
- Fyrir streitulosandi glæðingu, bleyting gæti varað 1-2 klst.
- Fyrir fulla glæðingu, efni gæti þurft nokkrar klukkustundir til að ná algjörri endurkristöllun.
Dæmi:
Í dreifingarglæðingu fyrir hákolefnisstál, halda kl 1050–1200°C fyrir 10-20 klst útilokar aðskilnað og eykur einsleitni.
Kælistig
Kælistigið ákvarðar endanlega örbyggingu og vélræna eiginleika. Mismunandi kæliaðferðir hafa áhrif á hörku, kornbygging, og streitulosun.
Kælitækni & Áhrif þeirra:
Ofnkæling (Hæg kæling):
- Efni verður eftir í ofninum þegar það kólnar smám saman.
- Produces soft microstructures with maximum ductility.
- Notað fyrir full annealing of steels and cast iron.
Air Cooling (Moderate Cooling):
- Reduces hardness while maintaining moderate strength.
- Algengt í streitulosandi glæðing of welded structures.
Slökkt (Hröð kæling):
- Notað í isothermal annealing to transform austenite into softer microstructures.
- Involves cooling in oil, Vatn, or air at controlled rates.
Controlled-Atmosphere Cooling:
- Inert gas (argon, Köfnunarefni) prevents oxidation and discoloration.
- Essential in high-precision industries like semiconductors and aerospace.
Samanburður á kæliaðferðum:
| Kæliaðferð | Kælihraði | Áhrif á efni | Common Application |
|---|---|---|---|
| Ofnkæling | Very Slow | Maximum ductility, coarse grains | Full annealing of steel |
| Air Cooling | Miðlungs | Jafnvægi styrkur og sveigjanleiki | Stress relief annealing |
| Water/Oil Quenching | Hratt | Fine microstructure, higher hardness | Isothermal annealing |
| Controlled Atmosphere | Breytu | Oxidation-free surface | Aerospace & Rafeindatækni |
5. Áhrif glæðingar á efniseiginleika
Annealing significantly influences the internal structure and performance of materials, making it a critical process in metallurgy and materials science.
By carefully controlling heating, liggja í bleyti, og kælingarfasa, það eykur sveigjanleika, dregur úr hörku, betrumbæta kornbyggingu, og bætir rafmagns- og hitaeiginleika.
Þessi hluti kannar þessi áhrif á skipulegan og ítarlegan hátt.
Örbyggingarbreytingar
Glæðing breytir innri uppbyggingu efna með þremur lykilaðferðum:
- Endurkristöllun: Nýtt, stofnlaus korn myndast, koma í stað vansköpuðra, sem endurheimtir sveigjanleika og dregur úr vinnuherðingu.
- Kornvöxtur: Lengri bleytitími gerir kornum kleift að vaxa, jafnvægi á styrk og liðleika.
- Fasa umbreyting: Breytingar á fasasamsetningu eiga sér stað, eins og martensít umbreytist í ferrít og perlít í stáli, hámarka styrk og sveigjanleika.
Dæmi:
Kalt unnið stál getur upplifað allt að a 30% minnkun á hörku eftir glæðingu, eykur myndhæfi þess verulega.
Vélræn eignaaukning
Glæðing eykur vélræna eiginleika málma á nokkra vegu:
Aukin sveigjanleiki & Hörku
- Málmar verða minna brothættir, draga úr hættu á beinbrotum.
- Sum efni sýna a 20-30% aukning á teygingu fyrir brot eftir glæðingu.
Afgangsstreituminnkun
- Dregur úr innri álagi af völdum suðu, steypu, og kalda vinnu.
- Dregur úr líkum á vindi, sprunga, og ótímabæra bilun.
Bjartsýni hörku
- Mýkir efni til að auðvelda vinnslu, beygja, og myndast.
- Stálhörku getur minnkað um 30-40%, draga úr sliti á verkfærum og framleiðslukostnaði.
Áhrif á vélhæfni & Formanleiki
Glæðing bætir vinnsluhæfni með því að mýkja málma, sem gerir þeim auðveldara að skera, bora, og lögun.
Minni verkfæraslit: Minni hörku lengir endingartíma verkfæra og dregur úr viðhaldskostnaði.
Auðveldari mótun: Málmar verða sveigjanlegri, leyfa dýpri teikningu og flóknari form.
Betri yfirborðsfrágangur: Mýkri örbyggingar leiða til aukinna yfirborðsgæða eftir vinnslu.
Rafmagns & Endurbætur á hitauppstreymi
Glæðing betrumbætir uppbyggingu kristalgrindanna, draga úr göllum og bæta leiðni.
⚡ Meiri rafleiðni:
- Eyðir hindrunum á kornamörkum, bæta rafeindaflæði.
- Kopar getur náð a 10-15% aukning á leiðni eftir glæðingu.
🔥 Bætt hitaleiðni:
- Gerir betri hitaleiðni í forritum eins og varmaskiptum.
- Nauðsynlegt fyrir hágæða rafeinda- og loftrýmisíhluti.
Notkun iðnaðar:
Hálfleiðaraframleiðendur treysta á þunnfilmuglæðingu til að auka leiðni sílikonskífunnar og lágmarka galla.
6. Kostir og gallar við glæðingu
Kostir
- Endurheimtir sveigjanleika:
Glæðing snýr vinnuherðingu við, sem gerir málma auðveldara að mynda og véla. - Dregur úr afgangsálagi:
Með því að útrýma innri streitu, glæðing dregur úr hættu á vindi og sprungum. - Bætir vélhæfni:
Hið mýkta, samræmd örbygging eykur skilvirkni skurðar og lengir endingu verkfæra. - Hagræðir rafleiðni:
Endurreist kristallað mannvirki getur leitt til bættra raf- og segulmagnaðir eiginleika. - Sérhannaðar kornbygging:
Sérsníða ferlibreytur til að ná æskilegri kornastærðum og fasadreifingu, hefur bein áhrif á vélræna eiginleika.
Ókostir
- Tímafrek:
Hreinsunarferli getur tekið nokkrar klukkustundir að ljúka 24 klukkustundir, sem getur hægt á framleiðsluferlum. - Mikil orkunotkun:
Orkan sem þarf til stýrðrar hitunar og kælingar getur verið umtalsverð, áhrif á rekstrarkostnað. - Ferlisnæmi:
Til að ná sem bestum árangri þarf nákvæma stjórn á hitastigi, tíma, og kælingu. - Hætta á ofglæðingu:
Of mikill kornvöxtur getur leitt til minnkunar á efnisstyrk ef ekki er rétt stjórnað.
7. Umsóknir um glæðingu
Glæðing er fjölhæft hitameðhöndlunarferli með notkun þvert á atvinnugreinar, sem gerir efnum kleift að ná hámarks vélrænni, hitauppstreymi, og rafeiginleikar.
Hér að neðan er ítarleg könnun á mikilvægum hlutverkum þess í lykilgeirum:
Aerospace Industry
- Tilgangur: Auka styrk, draga úr brothættu, og útrýma afgangsálagi í léttum málmblöndur.
- Efni:
-
- Títan málmblöndur (T.d., TI-6AL-4V): Glæðing bætir sveigjanleika og þreytuþol fyrir túrbínublöð og flugskrokk.
- Nikkel-undirstaða ofurblendi (T.d., Inconel 718): Notað í íhluti þotuhreyfla, glæðing tryggir samræmda örbyggingu fyrir háhitaafköst.
Bifreiðaframleiðsla
- Tilgangur: Fínstilltu mótunarhæfni, hörku, og tæringarþol fyrir fjöldaframleidda íhluti.
- Efni:
-
- Hástyrkt stál (HSS): Glæðing mýkir HSS til að stimpla yfirbyggingar á bílum (T.d., ofur-hástyrkt stál í Tesla Model S).
- Ryðfríu stáli: Glæðing bætir suðuhæfni í útblásturskerfum og eldsneytistönkum.
Rafeindatækni og hálfleiðarar
- Tilgangur: Betrumbæta eiginleika hálfleiðara og bæta rafleiðni.
- Efni:
-
- Kísilskúffur: Glæðing fjarlægir galla og eykur kristallað gæði fyrir örflöguframleiðslu (T.d., Intel 3D XPoint minni).
- Kopar samtengingar: Glæðing eykur leiðni í prentplötum (PCB) og raflögn.
- Ítarleg tækni:
-
- Hröð hitauppstreymi (RTA): Notað í hálfleiðaraframleiðslu til að lágmarka hitauppstreymi.
Framkvæmdir og innviðir
- Tilgangur: Bættu endingu, tæringarþol, og vinnuhæfni fyrir stór verkefni.
- Efni:
-
- Koparrör: Glæðing tryggir sveigjanleika og tæringarþol í lagnakerfum (T.d., glóðu koparslöngur í grænum byggingum).
- Ál málmblöndur: Gleitt ál er notað í byggingarframhliðar og gluggaramma til að auka mótunarhæfni.
- Dæmi: Burj Khalifa notar glóðaðri álklæðningu vegna léttleika sinnar, tæringarþolið ytra byrði.
Orkugeirinn
- Tilgangur: Bættu efnisframmistöðu í erfiðu umhverfi.
- Forrit:
-
- Kjarnakljúfar: Gleruð sirkon málmblöndur (T.d., Zircaloy-4) fyrir eldsneytisstangir standast brothættu af völdum geislunar.
- Sólarplötur: Glóðar kísilfrumur bæta raforkuvirkni (T.d., Fyrstu þunnfilmueiningar Solar).
- Vindmyllur: Gleitt stál og samsett efni fyrir blað standast hringrásarálag og þreytu.
Lækningatæki
- Tilgangur: Náðu lífsamrýmanleika, Sveigjanleiki, og ófrjósemisþol.
- Efni:
-
- Ryðfríu stáli: Hreinsað fyrir skurðaðgerðartæki (T.d., skurðarhníf og töng) til að koma jafnvægi á hörku og sveigjanleika.
- Títanígræðslur: Glæðing dregur úr yfirborðsgöllum og bætir lífsamhæfi í mjaðmaskiptum.
Neysluvörur og skartgripir
- Tilgangur: Auka sveigjanleika fyrir flókna hönnun og yfirborðsáferð.
- Efni:
-
- Gull og silfur: Hreinsun mýkir góðmálma til skartgripagerðar (T.d., Tiffany & Handsmíðaðir hlutir Co).
- Kopar eldhúsáhöld: Grænt kopar bætir hitaleiðni og mótunarhæfni fyrir jafna hitadreifingu.
Ný forrit
- Aukefnaframleiðsla (3D prentun):
-
- Hreinsun þrívíddarprentaðra málma (T.d., Inconel) til að útrýma innri álagi og bæta vélræna eiginleika.
- Vetni eldsneytisfrumur:
-
- Gleitt platínuhópa málmblöndur fyrir hvata í himnur eldsneytisfrumu.
- Sveigjanleg rafeindatækni:
-
- Glæðing á grafeni og fjölliðum fyrir nothæfa skynjara og sveigjanlega skjái.
Iðnaðarstaðlar og samræmi
- ASTM International:
-
- ASTM A262 fyrir tæringarprófun á glópuðu ryðfríu stáli.
- ASTM F138 fyrir títan álfelgur (TI-6AL-4V) í lækningatækjum.
- ISO staðlar:
-
- ISO 679 til glæðingar á kopar og koparblendi.
8. Niðurstaða
Glæðing er umbreytandi hitameðhöndlunarferli sem eykur í grundvallaratriðum vélræna og eðlisfræðilega eiginleika málma og málmblöndur.
Með stýrðri upphitun og kælingu, glæðing endurheimtir sveigjanleika, dregur úr innra álagi, og fínpússar örbygginguna, þar með bæta vinnsluhæfni og afköst.
Þessi grein hefur veitt yfirgripsmikið, fjölvíddargreiningu á glæðingu, sem nær yfir vísindalegar meginreglur þess, ferli tækni, efnisleg áhrif, Iðnaðarforrit, og framtíðarþróun.
Á tímum þar sem nákvæmni verkfræði og sjálfbærni eru í fyrirrúmi, framfarir í glæðingartækni,
eins og stafræn ferlistýring, aðrar upphitunaraðferðir, og vistvænar venjur – eru settar til að hámarka efnisframmistöðu enn frekar og draga úr umhverfisáhrifum.
Eins og atvinnugreinar halda áfram að nýsköpun og þróast, Það er mikilvægt að ná tökum á glæðingarferlinu til að tryggja gæði vörunnar, rekstrarhagkvæmni, og langtíma samkeppnishæfni á heimsmarkaði.

