
1. परिचय
मशीनिंग कई उद्योगों का अभिन्न अंग है जिसके लिए सटीक घटकों और विश्वसनीय असेंबली की आवश्यकता होती है.
एक टैप किया गया छेद - सामग्री में आंतरिक धागे बनाने के लिए आवश्यक - कई बन्धन अनुप्रयोगों के लिए नींव के रूप में कार्य करता है.
यह प्रक्रिया स्क्रू को सक्षम बनाती है, बोल्ट, और अन्य फास्टनरों को सुरक्षित रूप से डाला जाना चाहिए, यह सुनिश्चित करना कि घटक एक साथ रहें, विषम परिस्थितियों में भी.
ऑटोमोटिव जैसे उद्योगों में टैप किए गए छेद विशेष रूप से महत्वपूर्ण हैं, एयरोस्पेस, इलेक्ट्रानिक्स, और मशीनरी.
टैपिंग की मूल बातें समझने और सटीक थ्रेडिंग कैसे प्राप्त करें, इससे विनिर्माण दक्षता और उत्पाद की गुणवत्ता में सुधार करने में मदद मिल सकती है.
इस ब्लॉग पोस्ट में, हम टैपिंग की प्रक्रिया को तोड़ देंगे, विभिन्न प्रकार के टैप किए गए छिद्रों की व्याख्या करें, और उच्चतम गुणवत्ता सुनिश्चित करने के लिए आवश्यक सुझाव प्रदान करें.
हम उपयोग किए गए उपकरणों और सामग्रियों के बारे में भी विस्तार से जानेंगे, वे कारक जो टैपिंग परिशुद्धता को प्रभावित करते हैं, और टैप किए गए छिद्रों के सामान्य अनुप्रयोग.
2. टैप्ड होल क्या है?
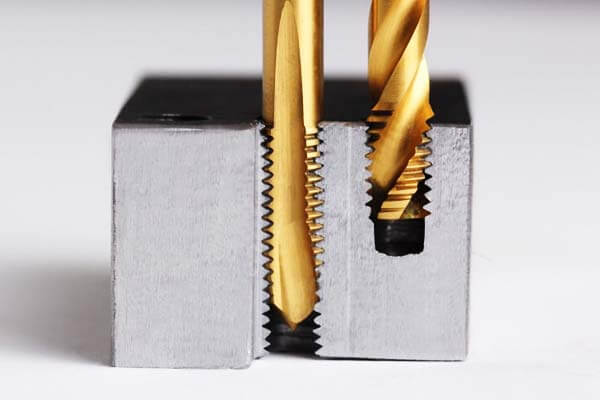
टैप किया गया छेद बस एक छेद होता है जिसे ड्रिल किया गया है और फिर एक फास्टनर को स्वीकार करने के लिए टैप का उपयोग करके थ्रेड किया गया है.
यह ड्रिल किये गये छेद से भिन्न होता है, जो बिना किसी धागे का एक छेद मात्र है.
टैप करने से छेद के भीतर आंतरिक धागे बन जाते हैं, स्क्रू डालने में सक्षम बनाना, बोल्ट, या अन्य थ्रेडेड फास्टनरों.

- ड्रिल्ड होल बनाम. टैप किया गया छेद: जबकि ड्रिल किया गया छेद एक बुनियादी बेलनाकार छेद होता है, एक टैप किया गया छेद आंतरिक सतह पर सर्पिल धागे बनाने के लिए एक टैप टूल का उपयोग करने का परिणाम है.
यह धागा छेद को फास्टनरों को सुरक्षित रूप से पकड़ने की अनुमति देता है, जो कई अनुप्रयोगों में आवश्यक है. - सामान्य शर्तें:
-
- धागे: ये छेद में काटे गए सर्पिल खांचे हैं, फास्टनरों को पेंच करने की अनुमति देना.
- नल: छेद में आंतरिक धागों को काटने के लिए उपयोग किया जाने वाला उपकरण. यह सामग्री और धागे की विशिष्टताओं के आधार पर विभिन्न प्रकारों में उपलब्ध है.
- आवाज़ का उतार-चढ़ाव: व्यक्तिगत धागों के बीच की दूरी. पिच जितनी महीन होगी, प्रति इंच जितने अधिक धागे (टीपीआई), जो कुछ अनुप्रयोगों के लिए महत्वपूर्ण है जो उच्च परिशुद्धता की मांग करते हैं.
3. टैपिंग के लिए मशीनिंग प्रक्रिया
टैपिंग प्रक्रिया में आंतरिक धागों को एक छेद में काटने के लिए एक नल का उपयोग करना शामिल है. सामग्री और वांछित धागे के आकार पर निर्भर करता है, विभिन्न उपकरणों और मशीनों का उपयोग किया जाता है.
- उपकरण:
-
- सीएनसी मशीनें: ये कंप्यूटर-नियंत्रित मशीनें स्वचालित रूप से उच्च-परिशुद्धता टैपिंग करने में सक्षम हैं, उन्हें बड़े पैमाने पर उत्पादन के लिए आदर्श बनाना.
- टैपिंग मशीनें: ये विशेष मशीनें विशेष रूप से टैपिंग के लिए डिज़ाइन की गई हैं और मैन्युअल और स्वचालित दोनों ऑपरेशनों को संभाल सकती हैं.
- मैनुअल टैपिंग उपकरण: छोटी या कस्टम नौकरियों के लिए, हाथ से टैप करने वाले उपकरण जैसे हैंड टैप और डाई का उपयोग किया जाता है.
इन्हें आम तौर पर तब नियोजित किया जाता है जब केवल कुछ छेदों को टैप करने की आवश्यकता होती है.
- टैपिंग बनाम. धागा मिलिंग: थ्रेड मिलिंग और टैपिंग दोनों आंतरिक धागे बनाते हैं, लेकिन अलग-अलग अंतर हैं.
जबकि छोटे से मध्यम आकार के छिद्रों के लिए टैपिंग तेज़ और अधिक कुशल है, थ्रेड मिलिंग बड़े धागों या जटिल ज्यामिति के लिए अधिक लचीलापन प्रदान करती है.
4. छिद्रों को चरण-दर-चरण कैसे टैप करें
यहां एक छेद को सफलतापूर्वक टैप करने का चरण-दर-चरण विवरण दिया गया है:
- कदम 1: आवश्यक उपकरण और सामग्री इकट्ठा करें
-
- सुनिश्चित करें कि आपके पास एक नल है, ड्रिल की बिट, टैपिंग मशीन मैनुअल टैपिंग टूल, और स्नेहक.
- कदम 2: राइट टैप और ड्रिल बिट का चयन करें
-
- ऐसा टैप चुनें जो वांछित थ्रेड प्रकार से मेल खाता हो (यूएनसी, यूएनएफ, मीट्रिक) और आकार.
सही फिट सुनिश्चित करने के लिए नल के आकार से मेल खाने के लिए उपयुक्त ड्रिल बिट का चयन करें.
- ऐसा टैप चुनें जो वांछित थ्रेड प्रकार से मेल खाता हो (यूएनसी, यूएनएफ, मीट्रिक) और आकार.
- कदम 3: छेद खोदो
-
- छेद को सही आकार में ड्रिल करें, यह सुनिश्चित करना कि यह नल के विनिर्देशों से मेल खाता हो.
आवश्यक थ्रेड पिच के आधार पर उचित व्यास और गहराई वाली एक ड्रिल का उपयोग करें.
- छेद को सही आकार में ड्रिल करें, यह सुनिश्चित करना कि यह नल के विनिर्देशों से मेल खाता हो.
- कदम 4: टैपिंग के लिए तैयारी करें
-
- छेद को साफ करें और घर्षण को कम करने और काटने की प्रक्रिया के दौरान नल को चिपकने से रोकने के लिए उपयुक्त स्नेहक लगाएं.
- कदम 5: छेद को टैप करना
-
- छेद में नल डालकर टैप करना शुरू करें, और धागे बनाने के लिए उपकरण को घुमाते समय लगातार दबाव डालना.
सुनिश्चित करें कि गलत संरेखण को रोकने के लिए नल छेद के साथ संरेखित रहे.
- छेद में नल डालकर टैप करना शुरू करें, और धागे बनाने के लिए उपकरण को घुमाते समय लगातार दबाव डालना.
5. टैप किए गए छिद्रों के प्रकार
भागों के बीच सुरक्षित कनेक्शन बनाने के लिए टैप किए गए छेद आवश्यक हैं, और आवेदन आवश्यकताओं के आधार पर इसके कई प्रकार हैं.
विभिन्न प्रकार के टैप किए गए छिद्रों को समझने से विशिष्ट कार्यों के लिए सही विधि चुनने में मदद मिलती है, इष्टतम प्रदर्शन और फिट सुनिश्चित करना.
यहां सबसे सामान्य प्रकार हैं:
छेद के माध्यम से
छिद्रों के माध्यम से टैप किए गए छेद होते हैं जो सामग्री के माध्यम से फैलते हैं, एक तरफ से दूसरी तरफ.
ये छेद फास्टनरों को पूरी तरह से गुजरने की अनुमति देते हैं, छेद के अंदर धागे बोल्ट के लिए एक सुरक्षित कनेक्शन प्रदान करते हैं, शिकंजा, या अन्य प्रकार के थ्रेडेड फास्टनरों.
छेद के माध्यम से व्यापक रूप से उन अनुप्रयोगों में उपयोग किया जाता है जहां सामग्री के दोनों किनारों को जोड़ने की आवश्यकता होती है या जब सामग्री के दोनों तरफ कई हिस्सों को बांधा जाता है.
अंधे छेद
अंधे छेद, छिद्रों के माध्यम से इसके विपरीत, सामग्री से पूरी तरह न गुजरें.
उन्हें एक विशिष्ट गहराई तक ड्रिल किया जाता है और फिर धागे बनाने के लिए टैप किया जाता है.
ब्लाइंड होल तब आदर्श होते हैं जब सामग्री के केवल एक तरफ को बांधने की आवश्यकता होती है, जैसे कि किसी ऐसे वर्कपीस से घटकों को जोड़ते समय जिसकी पीछे की ओर पहुंच नहीं होती है.
काउंटरबोर छेद
काउंटरबोर होल एक प्रकार का टैप किया हुआ छेद होता है जिसके शीर्ष पर बोल्ट के हेड को अनुमति देने के लिए एक बड़ा उद्घाटन होता है, पेंच, या सामग्री की सतह के साथ या नीचे फ्लश में बैठने के लिए अन्य फास्टनर.
इस प्रकार का छेद विशेष रूप से तब उपयोगी होता है जब आप फास्टनर के सिर को छिपाना चाहते हैं, स्वच्छ प्रदान करना, चिकनी सतह खत्म.
रीमेड छेद
रीम्ड छेद वे छेद होते हैं जिन्हें ड्रिल किया गया है और फिर उनके आकार में सुधार करने के लिए रीम किया गया है, आकार, और सतह खत्म.
रीमिंग प्रक्रिया यह सुनिश्चित करती है कि छेद में सही सहनशीलता है और वह चिकना है, जो टैप करने से पहले विशेष रूप से महत्वपूर्ण है.
रीम्ड छेद उच्च स्तर की सटीकता प्रदान करते हैं और तब आवश्यक होते हैं जब धागों के लिए सख्त सहनशीलता की आवश्यकता होती है.
विनिमेय धागे
विनिमेय धागे विभिन्न प्रकार के धागे के रूपों को संदर्भित करते हैं जिनका उपयोग छेद टैप करते समय किया जा सकता है.
सबसे अधिक उपयोग किए जाने वाले धागे के प्रकारों में शामिल हैं:
- यूएनसी (एकीकृत राष्ट्रीय मोटे): एक धागा प्रकार जिसमें प्रति इंच कम धागे होते हैं, इसे हेवी-ड्यूटी अनुप्रयोगों के लिए उपयुक्त बनाना.
इसका निर्माण करना आसान है और आमतौर पर इसका उपयोग औद्योगिक और यांत्रिक अनुप्रयोगों में किया जाता है, खासकर जहां ताकत महत्वपूर्ण है. - यूएनएफ (एकीकृत राष्ट्रीय जुर्माना): यूएनसी की तुलना में प्रति इंच अधिक धागे के साथ, यूएनएफ धागे उच्च परिशुद्धता और छोटे की आवश्यकता वाले अनुप्रयोगों के लिए आदर्श हैं, महीन धागा फिट बैठता है.
इनका उपयोग तब किया जाता है जब अधिक तनाव शक्ति और सटीकता की आवश्यकता होती है, जैसे कि सटीक मशीनरी या एयरोस्पेस घटकों में. - मीट्रिक धागे: मीट्रिक प्रणाली पर आधारित, ये धागे आमतौर पर यूरोपीय और अंतर्राष्ट्रीय अनुप्रयोगों में पाए जाते हैं.
मीट्रिक धागे का उपयोग परिशुद्धता और सामान्य प्रयोजन अनुप्रयोगों दोनों के लिए उद्योगों की एक विस्तृत श्रृंखला में किया जाता है.
6. टैपिंग में प्रयुक्त उपकरण और सामग्री
टीएपीएस
नल प्राथमिक उपकरण हैं जिनका उपयोग आंतरिक धागों को पूर्व-ड्रिल किए गए छेदों में काटने के लिए किया जाता है.
वे विभिन्न प्रकार में आते हैं, प्रत्येक को विशिष्ट अनुप्रयोगों और सामग्रियों के लिए डिज़ाइन किया गया है:
- हाथ का नल: ये नल टैप रिंच का उपयोग करके मैन्युअल रूप से चालू किए जाते हैं और छोटे पैमाने या एकबारगी कार्यों के लिए उपयुक्त हैं.
वे टैपिंग प्रक्रिया पर उत्कृष्ट नियंत्रण प्रदान करते हैं लेकिन श्रम-गहन हो सकते हैं. - मशीन के नल: सीएनसी लेथ या समर्पित टैपिंग मशीनों जैसी बिजली-चालित मशीनों के साथ उपयोग के लिए डिज़ाइन किया गया, मशीन टैप तेज़ और अधिक सुसंगत परिणाम प्रदान करते हैं.
वे उच्च मात्रा में उत्पादन चलाने के लिए आदर्श हैं. - सर्पिल बिंदु (बंदूक) टीएपीएस: उनकी आगे की ओर मुख वाली बांसुरी द्वारा विशेषता, ये नल चिप्स को अत्याधुनिक किनारे से आगे धकेलने में उत्कृष्टता प्राप्त करते हैं,
उन्हें उन छेदों के लिए उपयुक्त बनाता है जहां से चिप्स आसानी से बाहर निकल सकें. - सर्पिल बांसुरी नल: पेचदार बांसुरी के साथ जो चिप्स को ऊपर की ओर और अंधे छिद्रों से बाहर खींचती है, डीप-होल टैपिंग अनुप्रयोगों के लिए सर्पिल बांसुरी नल अपरिहार्य हैं.
- सीधी बांसुरी की थाप: आमतौर पर नरम सामग्रियों में सामान्य प्रयोजन टैपिंग के लिए उपयोग किया जाता है,
सीधे बांसुरी वाले नल लागत प्रभावी और बहुमुखी हैं, लेकिन चिप निकासी को सर्पिल डिजाइन की तरह कुशलता से संभाल नहीं सकते हैं.
ड्रिल बिट्स
ड्रिल बिट्स पायलट छेद बनाते हैं जिसमें नल धागे को काट देगा. सफल टैपिंग के लिए सही ड्रिल बिट आकार चुनना महत्वपूर्ण है.
ड्रिल बिट का व्यास टैप किए जाने वाले धागे के छोटे व्यास से मेल खाना चाहिए,
वर्कपीस पर अत्यधिक दबाव डाले बिना धागे बनाने के लिए नल के लिए पर्याप्त सामग्री सुनिश्चित करना.
- उच्च गति स्टील (एचएसएस) ड्रिल बिट्स: अधिकांश सामान्य धातुओं और मिश्र धातुओं के लिए उपयुक्त, एचएसएस बिट्स अच्छा पहनने का प्रतिरोध और गर्मी सहनशीलता प्रदान करते हैं.
- कोबाल्ट ड्रिल बिट्स: स्टेनलेस स्टील या कच्चा लोहा जैसी कठोर सामग्री के लिए आदर्श, मानक एचएसएस बिट्स की तुलना में कोबाल्ट बिट्स ने कठोरता और स्थायित्व बढ़ाया है.
- कार्बाइड-टिप्ड ड्रिल बिट्स: अत्यंत कठोर सामग्रियों के लिए, कार्बाइड-टिप्ड बिट्स बेहतर ताकत और दीर्घायु प्रदान करते हैं, यद्यपि अधिक लागत पर.
वर्कपीस सामग्री
उपयोग की जाने वाली सामग्री उपकरण की पसंद को महत्वपूर्ण रूप से प्रभावित करती है, स्पीड, फ़ीड, और शीतलक.
विभिन्न सामग्रियों में कठोरता का स्तर अलग-अलग होता है, थर्मल विशेषताएं, और मशीनीकरण, ये सभी टैपिंग प्रक्रिया को प्रभावित करते हैं.
- इस्पात: सबसे अधिक उपयोग की जाने वाली सामग्रियों में से एक, स्टील को कठोरता के आधार पर नल के चयन पर सावधानीपूर्वक विचार करने की आवश्यकता होती है.
नरम स्टील्स को अक्सर मानक एचएसएस नल का उपयोग करके टैप किया जा सकता है, जबकि कठोर स्टील्स के लिए कोबाल्ट या कार्बाइड टैप की आवश्यकता हो सकती है. - अल्युमीनियम: अपनी कोमलता और पित्त की प्रवृत्ति के लिए जाना जाता है, एल्युमीनियम को तेज से लाभ होता है, चिप निर्माण को रोकने के लिए उच्च गुणवत्ता वाले नल और पर्याप्त स्नेहन.
- पीतल और कांस्य: ये सामग्रियां अपनी संरचना के कारण स्वयं-चिकनाई करने वाली होती हैं
लेकिन गर्मी को प्रबंधित करने और उपकरण की अखंडता को बनाए रखने के लिए उचित शीतलक अनुप्रयोग से अभी भी लाभ उठाया जा सकता है. - प्लास्टिक: प्लास्टिक को टैप करने के लिए सामग्री को पिघलने या विकृत होने से बचाने के लिए धीमी गति और फ़ीड की आवश्यकता होती है.
प्लास्टिक के लिए डिज़ाइन किए गए विशेष नल साफ़ करने में मदद कर सकते हैं, कार्यात्मक धागे.
7. टैपिंग परिशुद्धता को प्रभावित करने वाले कारक
थ्रेड पिच
पिच सीधे प्रति इंच या मिलीमीटर धागों की संख्या को प्रभावित करती है, कनेक्शन की मजबूती और फिट पर असर पड़ रहा है.
उदाहरण के लिए, एक महीन पिच प्रति इंच अधिक धागे प्रदान करती है, धारण शक्ति में वृद्धि लेकिन अधिक सटीक मशीनिंग की आवश्यकता है.
गहराई और व्यास सहनशीलता
कड़ी सहनशीलता बनाए रखने से उचित थ्रेड जुड़ाव सुनिश्चित होता है और फास्टनर को अलग होने या कमजोर होने से रोका जाता है.
महत्वपूर्ण अनुप्रयोगों में सहनशीलता ±0.001 इंच जितनी कड़ी हो सकती है.
सीएनसी टैपिंग में गति और फ़ीड दर
नल या वर्कपीस को नुकसान पहुंचाए बिना उच्च गुणवत्ता वाले धागे प्राप्त करने के लिए इन मापदंडों को अनुकूलित करना महत्वपूर्ण है.
सीएनसी मशीनें लगातार गति और फ़ीड दर बनाए रख सकती हैं, बेहतर परिणाम की ओर अग्रसर.
शीतलक और स्नेहन
उचित शीतलन और स्नेहन घर्षण को कम करता है, गर्मी का निर्माण, और नल और सामग्री दोनों पर घिसाव करें.
शीतलक का उपयोग करने से उपकरण का जीवन तक बढ़ सकता है 30%.
8. टैप किए गए छिद्रों के फायदे और नुकसान
टैप किए गए छिद्रों के फायदे
सुरक्षित बन्धन
टैप किए गए छेद एक विश्वसनीय और सुरक्षित बन्धन विधि प्रदान करते हैं. आंतरिक धागे यह सुनिश्चित करते हैं कि बोल्ट और स्क्रू को कसकर जोड़ा जा सके, उपयोग के दौरान ढीलेपन को रोकना.
यह टैप किए गए छेदों को विशेष रूप से महत्वपूर्ण अनुप्रयोगों में उपयोगी बनाता है जहां परिचालन सुरक्षा के लिए सुरक्षित कनेक्शन महत्वपूर्ण हैं,
जैसे एयरोस्पेस और ऑटोमोटिव उद्योगों में.
अंतरिक्ष दक्षता
टैप किए गए छिद्रों के असाधारण लाभों में से एक स्थान दक्षता है.
नट या वॉशर जैसे अतिरिक्त फास्टनरों की आवश्यकता को समाप्त करके, टैप किए गए छेद कॉम्पैक्ट असेंबली में मूल्यवान स्थान बचाते हैं.
यह इलेक्ट्रॉनिक्स में विशेष रूप से फायदेमंद है, मोटर वाहन घटक, और मशीनरी, जहां जगह की कमी आम है और हर मिलीमीटर मायने रखता है.
संरचनात्मक अखंडता
ऐसी सामग्रियों में जो धागों को प्रभावी ढंग से पकड़ सकती हैं, टैप किए गए छेद असेंबली की संरचनात्मक अखंडता को बनाए रखने में मदद करते हैं.
धागे एक विस्तृत सतह क्षेत्र में भार वितरित करते हैं, जो तनाव एकाग्रता को कम करता है और रिवेट्स या वेल्डिंग जैसी अन्य बन्धन विधियों की तुलना में समग्र स्थायित्व में सुधार करता है.
यह उन अनुप्रयोगों में महत्वपूर्ण है जहां घटकों को उच्च तनाव या कंपन का सामना करना पड़ता है.
रखरखाव में आसानी
टैप किए गए छेद रखरखाव की सुविधा प्रदान करते हैं, मरम्मत, और घटकों को आसानी से अलग करने और पुनः जोड़ने की अनुमति देकर उन्नयन किया जाता है.
यह सुविधा उन उद्योगों में विशेष रूप से उपयोगी है जहां नियमित सर्विसिंग की आवश्यकता होती है, जैसे उपकरण निर्माण में, मशीनरी, और ऑटोमोटिव सिस्टम.
धागों की अखंडता से समझौता किए बिना फास्टनरों का पुन: उपयोग करने की क्षमता रखरखाव के लिए एक लागत प्रभावी समाधान है.
टैप किए गए छिद्रों के विपक्ष
धागा पहनना
टैप किए गए छिद्रों का एक महत्वपूर्ण नुकसान धागे का घिसना है, विशेषकर नरम सामग्रियों में.
अधिक समय तक, बार-बार असेंबल करने और अलग करने से आंतरिक धागे खराब हो सकते हैं, जिससे संबंध कमजोर हो गया है.
यह उन अनुप्रयोगों में विशेष रूप से समस्याग्रस्त है जहां भागों को बार-बार जोड़ने और अलग करने की आवश्यकता होती है, जैसे कि रखरखाव-भारी उद्योगों में.
क्रॉस-थ्रेडिंग का जोखिम
क्रॉस-थ्रेडिंग तब होती है जब सम्मिलन के दौरान बोल्ट या स्क्रू गलत तरीके से संरेखित होता है, आंतरिक धागों को नुकसान पहुंचा रहा है. यह समस्या कनेक्शन को कमजोर कर सकती है और विफलता का कारण बन सकती है.
मैन्युअल असेंबली के दौरान क्रॉस-थ्रेडिंग आम है, जहां परिशुद्धता बनाए रखना अधिक कठिन हो सकता है.
उचित प्रशिक्षण और थ्रेड गाइड जैसे उपकरणों का उपयोग इस जोखिम को कम करने में मदद कर सकता है.
सीमित भार क्षमता
टैप किए गए छिद्रों की भार वहन क्षमता सीमित होती है, विशेष रूप से उन सामग्रियों में जो धागे को अच्छी तरह से पकड़ नहीं पाते हैं, जैसे प्लास्टिक या मुलायम धातुएँ.
ये सामग्रियां भारी भार के तहत फट सकती हैं या ख़राब हो सकती हैं, जिससे कनेक्शन विफल हो गया.
उच्च तनाव वाले अनुप्रयोगों के लिए, बन्धन के अतिरिक्त तरीके, जैसे कि एंकर या इन्सर्ट का उपयोग, आवश्यक मजबूती सुनिश्चित करने की आवश्यकता हो सकती है.
नल टूटने की संभावना
एक और नकारात्मक पहलू थ्रेडिंग प्रक्रिया के दौरान नल के टूटने की संभावना है, विशेष रूप से टाइटेनियम या स्टेनलेस स्टील जैसी कठोर सामग्री के साथ काम करते समय.
अनुचित स्नेहन, गलत फ़ीड दरें, या सामग्री के लिए गलत नल का उपयोग करने से टूटने का खतरा बढ़ सकता है.
टूटे हुए नल को हटाना मुश्किल है और वर्कपीस को नुकसान पहुंचा सकता है, जिसके कारण डाउनटाइम और मरम्मत महंगी पड़ी.
9. टैप किए गए छिद्रों के अनुप्रयोग
टैप किए गए छेद विभिन्न उद्योगों में महत्वपूर्ण भूमिका निभाते हैं, घटकों के बीच सुरक्षित थ्रेडेड कनेक्शन बनाने के लिए एक विश्वसनीय तरीका प्रदान करना.
मोटर वाहन उद्योग
- इंजन घटक: टैप किए गए छेदों का उपयोग सिलेंडर हेड जैसे भागों को सुरक्षित करने के लिए किया जाता है, कई गुना, और वाल्व इंजन ब्लॉक को कवर करता है.
- चेसिस और बॉडी असेंबली: टैप किए गए छेद ब्रैकेट लगाने की अनुमति देते हैं, सीटें, और फ़्रेम या चेसिस पर निलंबन घटक.
- बिजली की व्यवस्था: कार के इलेक्ट्रिकल सिस्टम में सेंसर और नियंत्रण मॉड्यूल जैसे इलेक्ट्रॉनिक भागों को सुरक्षित करने के लिए टैप किए गए छेद भी महत्वपूर्ण हैं.

एयरोस्पेस उद्योग
- विमान का धड़ और पंख संयोजन: टैप किए गए छेदों का उपयोग पैनलों को सुरक्षित करने के लिए किया जाता है, फ़्रेम, और फ्लैप और एलेरॉन जैसी सतहों को नियंत्रित करें.
- इंजन घटक: ऑटोमोटिव अनुप्रयोगों के समान, विमान में इंजन के हिस्से, टरबाइन ब्लेड सहित, कंप्रेसर चरण, और आवरण,
संरचनात्मक अखंडता सुनिश्चित करने के लिए अक्सर टैप किए गए छेद की आवश्यकता होती है. - लैंडिंग गियर सिस्टम: टैपिंग शॉक अवशोषक के लिए सुरक्षित अनुलग्नक बिंदु प्रदान करता है, पहियों, और स्ट्रट्स, सुरक्षित टेकऑफ़ और लैंडिंग सुनिश्चित करना.
इलैक्ट्रॉनिक्स उद्योग
- इलेक्ट्रॉनिक घटकों को स्थापित करना: सर्किट बोर्डों को माउंट करने के लिए टैप किए गए छेद का उपयोग किया जाता है, संधारित्र, प्रतिरोधों, और अन्य घटक आवरण के भीतर सुरक्षित रूप से.
- सुरक्षा के लिए बाड़े: कई इलेक्ट्रॉनिक उपकरणों के बाड़े, जैसे कंप्यूटर, मोबाइल फ़ोन, और चिकित्सा उपकरण,
अक्सर स्क्रू या बोल्ट को जकड़ने के लिए टैप किए गए छेद की आवश्यकता होती है जो डिवाइस को सील और धूल से सुरक्षित रखते हैं, नमी, और अन्य प्रदूषक. - कनेक्टर्स और पोर्ट: कनेक्टर स्थापित करने के लिए टैप किए गए छेद का उपयोग किया जाता है,
जैसे HDMI, यूएसबी पोर्ट, और बिजली बंदरगाह, इलेक्ट्रॉनिक बाड़ों में, उचित संरेखण और सुरक्षित कनेक्शन सुनिश्चित करना.
औद्योगिक मशीनरी
- मशीन उपकरण घटक: टैप किए गए छेदों का उपयोग बेडप्लेट जैसे मशीनरी भागों के संयोजन में किया जाता है, स्पिंडल, और उपकरण धारक, संचालन के दौरान स्थिरता और सटीकता सुनिश्चित करना.
- भागों की स्थापना और संरेखण: मोटर जैसे घटक, गियर, और संरेखण और सुरक्षित संचालन सुनिश्चित करने के लिए पुली को अक्सर टैप किए गए छेद में बोल्ट या स्क्रू के साथ बांधा जाता है.
- रखरखाव: टैप किए गए छेद मरम्मत और रखरखाव के लिए मशीनरी को अलग करने की अनुमति देते हैं,
उन आंतरिक घटकों तक आसान पहुंच सक्षम करना जिन्हें प्रतिस्थापन की आवश्यकता हो सकती है.
चिकित्सा उपकरण
- चिकित्सा प्रत्यारोपण: टैप किए गए छेदों का उपयोग संयुक्त प्रतिस्थापन और स्क्रू जैसे आर्थोपेडिक प्रत्यारोपण में किया जाता है, यह सुनिश्चित करना कि वे सर्जरी के दौरान और शरीर में रहते हुए मजबूती से अपनी जगह पर बने रहें.
- चिकित्सकीय संसाधन: सर्जिकल उपकरण जैसे उपकरण, निदान उपकरण,
और प्रयोगशाला उपकरणों को घटकों और अनुलग्नकों को सुरक्षित रूप से माउंट करने के लिए अक्सर टैप किए गए छेद की आवश्यकता होती है. - कृत्रिम अंग: कृत्रिम उपकरणों में भी टैप किए गए छेद पाए जाते हैं, जहां उनका उपयोग जोड़ों और अंगों जैसे विभिन्न हिस्सों को सुरक्षित रूप से बांधने के लिए किया जाता है.
10. टैप किए गए छिद्रों के लिए विचार और युक्तियाँ
सामग्री कठोरता
स्टेनलेस स्टील या टाइटेनियम जैसी कठोर सामग्री को उपकरण क्षति को रोकने के लिए विशेष नल और कम टैपिंग गति की आवश्यकता हो सकती है.
सटीक पायलट होल आकार
यह सुनिश्चित करना कि पायलट छेद का व्यास नल के विनिर्देशों से मेल खाता हो, इष्टतम थ्रेड निर्माण के लिए आवश्यक है.
गलत आकार का छेद धागे की खराब गुणवत्ता का कारण बन सकता है.
उपयुक्त थ्रेडेड होल व्यास
नल के मुख्य व्यास और सामग्री के गुणों के आधार पर उपयुक्त छेद व्यास चुनें.
उदाहरण के लिए, ए 1/4-20 यूएनसी टैप के लिए स्टील में 0.216 इंच के पायलट छेद की आवश्यकता होती है.
कोणीय सतहें
कोणीय सतहों पर छेद करते समय, लंबवतता बनाए रखने के लिए अतिरिक्त सावधानी बरतें. गलत संरेखण के परिणामस्वरूप क्रॉस-थ्रेडिंग हो सकती है या नल क्षतिग्रस्त हो सकते हैं.
सटीक छेद प्लेसमेंट
कार्यात्मक असेंबली के लिए सटीक छेद प्लेसमेंट महत्वपूर्ण है. यहां तक कि थोड़ा सा विचलन भी घटक के समग्र प्रदर्शन को प्रभावित कर सकता है.
थ्रेड मिसलिग्न्मेंट को संबोधित करना
गलत संरेखित धागे क्रॉस-थ्रेडिंग का कारण बन सकते हैं या टैप किए गए छेद को नुकसान पहुंचा सकते हैं. टैप करने से पहले हमेशा संरेखण की दोबारा जांच करें.
हार्ड-टू-मशीन सामग्री के साथ कार्य करना
कठिन सामग्रियों के साथ काम करते समय पर्याप्त शीतलक और संभवतः बहु-बांसुरी नल का उपयोग करें.
उदाहरण के लिए, घर्षण को कम करने के लिए टाइटेनियम के दोहन के लिए सल्फर-आधारित शीतलक के उपयोग की आवश्यकता हो सकती है.
टैपिंग दोषों को संभालना
गड़गड़ाहट जैसी समस्याएं, कीमतें गिरा, या चिप बिल्डअप थ्रेड अखंडता से समझौता कर सकता है.
उपकरणों के नियमित रखरखाव और सर्वोत्तम प्रथाओं का पालन इन समस्याओं को कम कर सकता है.
11. निष्कर्ष
निष्कर्ष के तौर पर, टैप किए गए छेद मशीनिंग के लिए मौलिक हैं और कई उद्योगों में घटकों को इकट्ठा करने में महत्वपूर्ण भूमिका निभाते हैं.
टैपिंग के सिद्धांतों को समझकर, सही उपकरण और सामग्री का चयन करना, और सर्वोत्तम प्रथाओं का पालन करना,
मशीनिस्ट सटीक हासिल कर सकते हैं, विश्वसनीय धागे जो उत्पाद के प्रदर्शन और स्थायित्व को बढ़ाते हैं.
चाहे जटिल इलेक्ट्रॉनिक उपकरणों पर काम करना हो या बड़े पैमाने की मशीनरी पर, टैपिंग की कला में महारत हासिल करना किसी भी विनिर्माण परियोजना की सफलता में महत्वपूर्ण योगदान देता है.
इन दिशानिर्देशों को अपनाने से यह सुनिश्चित होता है कि प्रत्येक टैप किया गया छेद गुणवत्ता और परिशुद्धता के उच्चतम मानकों को पूरा करता है.
यदि आपको थ्रेड प्रोसेसिंग की आवश्यकता है, कृपया स्वतंत्र महसूस करें हमसे संपर्क करें.

