1. परिचय
खोई-मोम ढलाई (धातु - स्वरूपण तकनीक) एक सटीक विधि है जो निकट-नेट उत्पन्न करती है, उत्कृष्ट सतह फिनिश और आयामी नियंत्रण के साथ उच्च-विस्तार वाले पीतल के घटक.
जब उपयुक्त पीतल मिश्र धातु और मजबूत प्रक्रिया नियंत्रण के साथ जोड़ा जाता है, निवेश कास्टिंग से वाल्वों में उपयोग किए जाने वाले हिस्से प्राप्त होते हैं, सजावटी हार्डवेयर, संगीत वाद्ययंत्र, फिटिंग और सटीक यांत्रिक घटक.
सफलता मिश्र धातु रसायन विज्ञान और प्रक्रिया मापदंडों के मिलान पर निर्भर करती है, कास्टेबिलिटी के लिए डिजाइनिंग, सिरेमिक शेल और पिघल को नियंत्रित करना, और लक्षित गुणवत्ता आश्वासन लागू करना.
2. पीतल निवेश कास्टिंग क्या है??
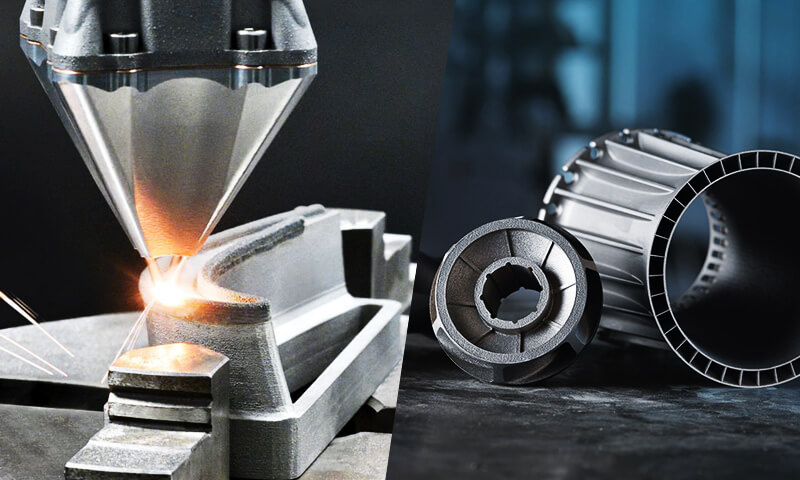
खोई-मोम ढलाई (धातु - स्वरूपण तकनीक) बलि के मोम के पैटर्न को सिरेमिक सांचे में और फिर धातु के हिस्से में परिवर्तित करता है.
मोम पैटर्न इंजेक्शन मोल्डिंग द्वारा निर्मित होता है (दोहराने योग्य आकृतियों के लिए) या हाथ से औजार बनाना (प्रोटोटाइप के लिए).
पैटर्न एक गेटिंग सिस्टम पर इकट्ठे किए जाते हैं, दुर्दम्य घोल और प्लास्टर से लेपित, डीवैक्स किया हुआ, और परिणामी सिरेमिक खोल को जलाया जाता है और पिघली हुई धातु से भर दिया जाता है.
जमने और ठंडा होने के बाद सिरेमिक हटा दिया जाता है और कास्टिंग समाप्त हो जाती है.
ज्यामिति होने पर निवेश कास्टिंग को पीतल के लिए चुना जाता है (पतली दीवारें, आंतरिक गुहाएँ, बढ़िया विवरण), रेत ढलाई की कम टूलींग लागत की तुलना में सतह की फिनिश या आयामी पुनरावृत्ति अधिक महत्वपूर्ण है.

पीतल खोया-मोम कास्टिंग की विशेषताएं
- उच्च ज्यामितीय सटीकता और दोहराव. छोटी विशेषताओं के लिए विशिष्ट प्राप्य सहनशीलता ±0.1–0.5 मिमी की सीमा में होती है, आकार और फाउंड्री अभ्यास के साथ बदलता रहता है.
- उत्कृष्ट सतह फ़िनिश. शेल और पैटर्न की गुणवत्ता के आधार पर एज़-कास्ट फ़िनिश आमतौर पर Ra 0.8–3.2 μm तक पहुंचती है; कई अनुप्रयोगों के लिए न्यूनतम मशीनिंग की आवश्यकता होती है.
- पतली दीवारें और आंतरिक विवरण ढालने की क्षमता. निवेश कास्टिंग विश्वसनीय रूप से पतले खंड तैयार करती है (बहुत छोटी सुविधाओं के लिए व्यावहारिक न्यूनतम ~1.0-1.5 मिमी, आमतौर पर भार वहन करने वाले भागों के लिए ≥1.5–3.0 मिमी).
- सामग्री लचीलापन. निवेश कास्टिंग सीसा रहित वेरिएंट सहित पीतल की एक विस्तृत श्रृंखला को स्वीकार करती है, पीने योग्य पानी और नियामक आवश्यकताओं के अनुपालन को सक्षम करना.
- डाउनस्ट्रीम मशीनिंग वॉल्यूम कम करें. फोर्जिंग या बिलेट मशीनिंग की तुलना में नियर-नेट आकार अपशिष्ट और मशीनिंग समय को कम करते हैं.
3. लॉस्ट-वैक्स कास्टिंग में उपयोग किए जाने वाले सामान्य पीतल ग्रेड
निर्दिष्ट करते समय पीतल निवेश के लिए (पिघला हुआ मोम) इसे कास्ट करने से पहले सोचने में मदद मिलती है परिवार (अल्फा, अल्फा बीटा, नि: शुल्क में कटौती, सीसा रहित/सीसा रहित, और विशेष पीतल) और फिर एक विशिष्ट ग्रेड चुनें जिसे फाउंड्री नियमित रूप से संभालती है.
कारतूस / कम जिंक (ए) पीतल - अच्छी लचीलापन & संक्षारण प्रतिरोध
विशिष्ट उदाहरण:यूएस सी26000 (70/30 पीतल, कारतूस पीतल)
- क्यों उपयोग किया गया?: एकल-चरण α माइक्रोस्ट्रक्चर उत्कृष्ट लचीलापन देता है, अच्छा संक्षारण प्रतिरोध और अच्छी फॉर्मैबिलिटी; आमतौर पर पतली दीवारों के लिए उपयोग किया जाता है, सजावटी या खींचे गए हिस्से.
- निवेश कास्टिंग में अनुप्रयोग: सजावटी फिटिंग, पतली दीवार वाले वाल्व निकाय, वास्तुशिल्प हार्डवेयर जहां निर्माण क्षमता और संक्षारण प्रतिरोध मायने रखता है.
अल्फा-बीटा ब्रास - उच्च शक्ति / कठोरता (यांत्रिक घटकों के लिए अच्छा है)
विशिष्ट उदाहरण:यूएनएस सी38500 / C37700 परिवार (सामान्य इंजीनियरिंग कास्टिंग पीतल)
- क्यों उपयोग किया गया?: उच्च जिंक सामग्री α उत्पन्न करती है + β दो-चरण संरचना जो α पीतल की तुलना में ताकत और कठोरता बढ़ाती है - उपयोगी जहां अधिक यांत्रिक प्रदर्शन की आवश्यकता होती है.
- अनुप्रयोग: गियर रिक्त स्थान, bushings, असर वाले आवास और छोटे यांत्रिक भागों को उचित कास्टबिलिटी बनाए रखते हुए बेहतर ताकत की आवश्यकता होती है.
नि: शुल्क में कटौती (सीसा युक्त और सीसा कम) पीतल - मशीनेबिलिटी फोकस
विशिष्ट उदाहरण:यूएस सी36000 (फ्री-कटिंग ब्रास); सीसा-कम/सीसा-मुक्त विकल्प (बिस्मथ या सिलिकॉन प्रतिस्थापित मिश्र धातु) विनियमित अनुप्रयोगों के लिए तेजी से निर्दिष्ट.
- क्यों उपयोग किया गया?: उत्कृष्ट मशीनेबिलिटी (सीसा या स्थानापन्न समावेशन चिप ब्रेकर और स्नेहक के रूप में कार्य करते हैं), कास्टिंग के बाद न्यूनतम फिनिश-मशीनिंग समय सक्षम करना.
- अनुप्रयोग: कनेक्टर निकाय, थ्रेडेड फिटिंग और सटीक हिस्से जहां पोस्ट-कास्ट मशीनिंग की आवश्यकता होती है.
डिज़िनसिफिकेशन-प्रतिरोधी पीतल (आरडीए / कम-डीज़िनसिफिकेशन) - पीने योग्य पानी के लिए & आक्रामक वातावरण
विशिष्ट उदाहरण: मिश्रधातुओं का विपणन इस प्रकार किया जाता है आरडीए या कम डीज़िनसिफिकेशन के लिए तैयार किए गए यूएनएस ग्रेड (कुछ कास्ट ग्रेड परिवारों को डीज़िनसिफिकेशन प्रतिरोध परीक्षणों को पूरा करने के लिए निर्दिष्ट किया गया है).
- क्यों उपयोग किया गया?: पीने योग्य पानी के अनुप्रयोगों और कुछ समुद्री जोखिमों में, पारंपरिक पीतल डीज़िंसीकरण से पीड़ित हो सकते हैं (Zn की चयनात्मक निक्षालन).
डीजेडआर-प्रकार के पीतल इस जोखिम को कम करते हैं और आमतौर पर प्लंबिंग मानकों के लिए आवश्यक होते हैं. - अनुप्रयोग: पीने के पानी की फिटिंग, निवेश कास्टिंग द्वारा निर्मित वाल्व और प्लंबिंग फिक्स्चर जहां दीर्घकालिक डीज़िनसिफिकेशन प्रतिरोध की आवश्यकता होती है.
सिलिकॉन और निकल-असर वाले पीतल - विशेष संक्षारण और शक्ति संतुलन
विशिष्ट उदाहरण: सिलिकॉन-संशोधित पीतल और छोटे-नी जोड़ कास्ट ग्रेड के रूप में उपलब्ध हैं (सटीक यूएनएस विकल्पों के लिए फाउंड्री से परामर्श लें).
- क्यों उपयोग किया गया?: बेहतर संक्षारण प्रतिरोध, बेहतर कास्टेबिलिटी, या मिश्र धातु के आधार पर उच्च तापमान स्थिरता में सुधार हुआ.
सीसा रहित फॉर्मूलेशन में ताकत और मशीनेबिलिटी बढ़ाने के लिए सिलिकॉन का उपयोग किया जा सकता है. - अनुप्रयोग: समुद्री जल फिटिंग, पहनने के लिए प्रतिरोधी छोटे घटक और विशेष समुद्री हार्डवेयर.
4. ब्रास लॉस्ट-वैक्स कास्टिंग प्रक्रिया - एक चरण-दर-चरण तकनीकी खराबी
पीतल का निवेश (पिघला हुआ मोम) कास्टिंग कसकर नियंत्रित संचालन का एक क्रम है.
प्रत्येक चरण अंतिम ज्यामिति को प्रभावित करता है, सतह की गुणवत्ता और आंतरिक सुदृढ़ता, इसलिए आधुनिक अभ्यास स्पष्ट पैरामीटर लागू करता है, हर कदम पर निरीक्षण द्वार और सुधारात्मक कार्रवाइयां.

मोम पैटर्न उत्पादन
उद्देश्य: एक सटीक बलि प्रपत्र उत्पन्न करें जो कास्ट ज्यामिति और सतह खत्म को परिभाषित करता है.
तरीकों:
- इंजेक्शन-ढाला मोम पैटर्न (उत्पादन): पिघला हुआ पैटर्न मोम (आमतौर पर पैराफिन/माइक्रोक्रिस्टलाइन वैक्स और प्लास्टिसाइज़र और डीवैक्स एजेंटों का मिश्रण) कठोर स्टील के सांचों में डाला जाता है.
विशिष्ट इंजेक्शन दबाव से लेकर होते हैं 0.7-3.5 एमपीए (100-500 पीएसआई) और मोल्ड का तापमान सामान्यतः होता है 60-80 डिग्री सेल्सियस भरण और प्रतिलिपि प्रस्तुत करने योग्य संकोचन सुनिश्चित करने के लिए. चक्र का समय गुहा के आकार पर निर्भर करता है (सेकंड से लेकर कुछ मिनट तक). - हाथ से नक्काशीदार या सीएनसी मोम/राल पैटर्न (प्रोटोटाइप, कम रन): टूलींग के लिए उपयुक्त न होने वाली एकमुश्त या जटिल आकृतियों की अनुमति दें.
नियंत्रण & क्यूटी: पैटर्न का आयामी निरीक्षण (नली का व्यास, ऑप्टिकल तुलनित्र या 3डी स्कैनर); सीमों के लिए दृश्य जांच, खालीपन और फ़्लैश.
दोषपूर्ण पैटर्न को अस्वीकार करें या पुनः काम करें. ट्रैसेबिलिटी के लिए वैक्स लॉट और टूलींग पहचान रिकॉर्ड करें.
पैटर्न संयोजन (वृक्ष लगाना) और गेटिंग डिज़ाइन
उद्देश्य: कुशल गोलाबारी और डालने का कार्य के लिए एकल कास्टिंग ट्री बनाने के लिए एक स्प्रू सिस्टम पर कई पैटर्न को संयोजित करें.
अभ्यास: पर्याप्त धातु फ़ीड और दिशात्मक ठोसकरण प्रदान करने के लिए रनर/स्प्रू क्रॉस-सेक्शन डिज़ाइन करें.
भाग द्रव्यमान पर विचार करें, गेटों को आकार देते समय दीवार की मोटाई में भिन्नता और भरने का समय; भाग आयतन के साथ विशिष्ट क्रॉस-अनुभागीय क्षेत्र पैमाने. यदि बड़े हिस्से के लिए आवश्यक हो तो चिल और थर्मल फीडर का उपयोग करें.
नियंत्रण & क्यूटी: भरण समय और राइजर क्षमता की गणना करें; महत्वपूर्ण ज्यामितियों के लिए प्रवाह का अनुकरण करें या भौतिक परीक्षण चलाएँ.
पैटर्न और स्प्रू के बीच सुरक्षित वेल्ड के लिए असेंबली का निरीक्षण करें, सही दिशा और निकास पथ.
चीनी मिट्टी का खोल (ढालना) गठन
उद्देश्य: एक दुर्दम्य शेल का निर्माण करें जो पैटर्न विवरण को पुन: पेश करता है और डालने के दौरान थर्मल और रासायनिक हमले का प्रतिरोध करता है.
प्रक्रिया:
- प्राइम कोट (चेहरे का कोट): पेड़ को बारीक दुर्दम्य घोल में डुबोएं (महीन जिक्रोन/एल्यूमिना/सिलिका पाउडर के साथ कोलाइडल सिलिका या एथिल सिलिकेट बाइंडर).
विवरण कैप्चर करने के लिए तुरंत बढ़िया प्लास्टर लगाएं. फेस कोट सतह की फिनिश तय करता है. - बैकअप कोट: लगातार मोटा घोल लगाएं + संरचनात्मक मोटाई विकसित करने के लिए प्लास्टर की परतें.
परत की संख्या भाग के द्रव्यमान पर निर्भर करती है - छोटे भागों को 6-8 परतों की आवश्यकता हो सकती है, बड़ी असेंबली 10-15. विशिष्ट शैल निर्माण मोटाई श्रेणियाँ 5-15 मिमी (0.2-0.6 इंच) आकार पर निर्भर करता है. - सुखाने: नियंत्रित सुखाने (परिवेश या मजबूर हवा) परतों के बीच भाप के विस्तार और खोल को टूटने से रोकता है.
नमी और प्रणाली के आधार पर कोटों के बीच कुल सुखाने में अक्सर 1-24 घंटे लगते हैं.
सामग्री नोट: पीतल के लिए, धातु-शैल रासायनिक प्रतिक्रिया और अल्फा-केस दोषों को कम करने के लिए फेस कोट के लिए जिरकोन या उच्च-एल्यूमिना प्लास्टर का उपयोग करें.
नियंत्रण & क्यूटी: गीले और सूखे कोट का वजन मापें, शेल की मोटाई की निगरानी करें, और मजबूती के लिए नमूना परीक्षण गोले (रिंग परीक्षण) डीवैक्सिंग से पहले.
डीवैक्सिंग (पैटर्न हटाना)
उद्देश्य: खोल को नुकसान पहुंचाए बिना मोम को हटा दें.
तरीकों: आटोक्लेव भाप या ओवन डीवैक्सिंग.
विशिष्ट आटोक्लेव चक्र भाप का उपयोग करते हैं 100-150 डिग्री सेल्सियस मोम को तोड़ने और निकालने के लिए दबाव चक्र के साथ; ओवन डीवैक्सिंग में मोम को पिघलाने के लिए एक प्रोग्राम्ड रैंप का उपयोग किया जाता है. बरामद मोम को इकट्ठा करें और उसका पुनर्चक्रण करें.
नियंत्रण & क्यूटी: पूर्ण मोम हटाने की पुष्टि करें (दृश्य/वजन जांच); अवशिष्ट मोम या शैल क्षति का निरीक्षण करें. प्रभावी डीवैक्स डालने के दौरान गैस दोषों को रोकता है.
गोलाबारी / खराब हुए
उद्देश्य: जैविक अवशेष हटाएँ, यांत्रिक शक्ति और थर्मल स्थिरता के लिए वाष्पशील बाइंडर्स और सिरेमिक को सिंटर करना.
डालने पर थर्मल शॉक को कम करने के लिए शेल को पहले से गरम भी करता है.
विशिष्ट कार्यक्रम: करने के लिए नियंत्रित रैंप 600-900 डिग्री सेल्सियस कार्बनिक पदार्थों को ऑक्सीकरण करने और बाइंडर्स को ठीक करने के लिए पर्याप्त मात्रा में है (आमतौर पर शैल द्रव्यमान के आधार पर कुल 2-4 घंटे).
डालने से ठीक पहले अंतिम प्रीहीट अक्सर होता है 600-800 डिग्री सेल्सियस.
नियंत्रण & क्यूटी: भट्ठा तापमान प्रोफ़ाइल की निगरानी करें, समय और वातावरण को पकड़ें. बाइंडर बर्न-आउट के लिए दागे गए गोले का परीक्षण किया गया (कार्बन अवशेष), पारगम्यता और यांत्रिक अखंडता.
धातु की तैयारी - पिघलना, उपचार एवं पिघलन नियंत्रण
उद्देश्य: एक स्वच्छ उत्पादन करें, संरचना की दृष्टि से सही, कम गैस पिघला हुआ पीतल चार्ज डालने के लिए तैयार है.
उपकरण: प्रेरण या प्रतिरोध क्रूसिबल भट्टियाँ आम हैं; ग्रेफाइट या सिरेमिक क्रूसिबल लाइनिंग.
प्रक्रिया चरण:
- चार्ज नियंत्रण: लक्ष्य संरचना को पूरा करने के लिए प्रमाणित स्क्रैप/पिंड मिश्रण का उपयोग करें (स्वीकार्य आवारा तत्व निर्दिष्ट करें).
- पिघलने का तापमान: मिश्र धातु को नियंत्रित सुपरहीट विंडो में ले जाएं; विशिष्ट ब्रास लिक्विडस के लिए ≈ 900-940 डिग्री सेल्सियस, व्यावहारिक डालना रेंज 950-1,050 डिग्री सेल्सियस मिश्र धातु और खोल पर निर्भर करता है.
जिंक के वाष्पीकरण को कम करने के लिए अत्यधिक अत्यधिक गर्मी से बचें. - फ़्लक्सिंग / स्किमिंग: ऑक्साइड और गंदगी को हटाने के लिए उचित फ्लक्स का उपयोग करें.
- डीगैसिंग: बुलबुला अक्रिय गैस (आर्गन, नाइट्रोजन) या घुले हुए हाइड्रोजन और ऑक्सीजन को कम करने के लिए रोटरी डिगैसर का उपयोग करें.
- निस्पंदन: समावेशन को रोकने के लिए सिरेमिक फोम फिल्टर के माध्यम से डालें.
नियंत्रण & क्यूटी: पिघला हुआ रसायन विज्ञान रिकॉर्ड करें (ओ इ एस), तापमान के लिए, फ्लक्स और डेगास चक्र. लॉट ट्रैसेबिलिटी के लिए नमूना और दस्तावेज़ एमटीआर.
खोल में डालना और भरना
उद्देश्य: दोषों से बचने के लिए नियंत्रित परिस्थितियों में पहले से गरम शैल गुहा को साफ पिघले हुए पीतल से भरें.
तरीकों: जटिल/पतले भागों के लिए गुरुत्वाकर्षण डालना या कम दबाव/राइजर-सहायतायुक्त डालना. डालने की दर और प्रक्षेपवक्र को अशांति और अवरोध को कम करने के लिए डिज़ाइन किया गया है.
नियंत्रण & क्यूटी: लक्ष्य बैंड के भीतर तापमान डालना बनाए रखें; भरने के समय और दृश्य डालने के व्यवहार की निगरानी करें; निस्पंदन और नियंत्रित गेटिंग का उपयोग करें.
महत्वपूर्ण कास्टिंग के लिए, वीडियो और तापमान लॉग रिकॉर्ड करें.
ठोस बनाना, ठंडा करना और हिलाना
ठोस बनाना: जमने पर पीतल सिकुड़ जाता है (विशिष्ट रैखिक संकोचन ≈ 1-2%); गेटिंग और राइजर को क्षतिपूर्ति करनी होगी.
पतले से भारी वर्गों तक दिशात्मक ठोसकरण को बढ़ावा देना.
शीतलक: थर्मल तनाव को कम करने के लिए नियंत्रित कूल-डाउन की अनुमति दें - छोटे हिस्से शेकआउट के लिए तैयार हो सकते हैं 24 घंटे; बड़े वर्गों को अधिक समय की आवश्यकता होती है (तक 72 घंटे).
तेजी से बुझने से दरार या विकृति उत्पन्न हो सकती है.
हिला दो / खोल हटाना: यांत्रिक कंपन द्वारा सिरेमिक को हटा दें, वायवीय प्रभाव, उपयुक्त होने पर जल विस्फोट या रासायनिक विघटन.
खोल के टुकड़ों को पकड़ना और उनका पुनर्चक्रण करना और हवा में उड़ने वाली धूल को नियंत्रित करना (श्वसन सुरक्षा और निस्पंदन).
नियंत्रण & क्यूटी: शैल अवशेषों के पालन का निरीक्षण करें, सतही प्रतिक्रियाएँ (अल्फ़ा केस), सकल सरंध्रता या गलत संचालन.
फेटलिंग और फिनिशिंग ऑपरेशन
प्राथमिक संचालन: स्प्रूज़ और धावकों को काटें (बैंड देखा, अपघर्षक कटऑफ), गेट पीसें, और सतहों को मिश्रित करें.
अपघर्षक और यांत्रिक उपचार: शॉट ब्लास्टिंग, टंबलिंग या वाइब्रेटरी फिनिशिंग शेष सिरेमिक और चिकनी सतहों को हटा देती है.
ताप उपचार: आमतौर पर तनाव-राहत की घोषणा ~250-450 डिग्री सेल्सियस कास्टिंग तनाव को कम करने के लिए; चयनित ब्रास को समरूपीकरण की आवश्यकता हो सकती है - मिश्र धातु-विशिष्ट शेड्यूल का पालन करें. अधिक गर्म करने से बचें जो जिंक हानि को बढ़ावा देता है.
मशीनिंग: जहां सख्त सहनशीलता की आवश्यकता होती है वहां अंतिम मशीनिंग करें (मोड़, पिसाई, ड्रिलिंग); पीतल ग्रेड के लिए उपयुक्त टूलींग और फ़ीड चुनें (सीसा रहित ब्रास को समायोजित मापदंडों की आवश्यकता हो सकती है).
सतह उपचार: घर्षण, चढ़ाना (निकल, क्रोम), जैसा निर्दिष्ट किया गया है स्पष्ट लैक्क्वेर्स या निष्क्रियता. कोटिंग आसंजन की गारंटी के लिए उपचार-पूर्व सफाई सुनिश्चित करें.
नियंत्रण & क्यूटी: आयामी निरीक्षण (सीएमएम, गेज), सतह खत्म माप (आरए), कठोरता परीक्षण और दृश्य स्वीकृति.

अंतिम निरीक्षण एवं परीक्षण
आकार & तस्वीर: सीएमएम, ऑप्टिकल तुलनित्र, 3डी स्कैनिंग, और सतह दोषों के लिए दृश्य.
एनडीटी: सतह की दरारों के लिए तरल प्रवेशक, महत्वपूर्ण भागों पर आंतरिक सरंध्रता के लिए रेडियोग्राफी या अल्ट्रासोनिक; पतले खंडों के लिए एड़ी धारा.
यांत्रिक परीक्षण: लचीला, उपज, प्रतिनिधि कूपन या नमूना कास्टिंग पर बढ़ाव और कठोरता परीक्षण.
रासायनिक विश्लेषण: UNS/ASTM विशिष्टता के विरुद्ध मिश्र धातु संरचना की पुष्टि करने के लिए OES/स्पार्क स्पेक्ट्रोस्कोपी.
प्रलेखन: मीटर, प्रक्रिया लॉग (पिघलना, बहना, गोलाबारी), गुणवत्ता प्रणाली के अनुसार निरीक्षण रिकॉर्ड और पता लगाने की क्षमता को बनाए रखा जाता है (उदा।, आईएसओ 9001).
किसी भी गैर-अनुरूपता वाली वस्तु को अस्वीकार करें और उसका दस्तावेजीकरण करें; मूल कारण सुधारात्मक कार्रवाइयां लागू करें.
5. सामान्य कास्टिंग दोष, मूल कारण और उपचार
सरंध्रता (गैस और सिकुड़न)
- कारण: घुली हुई गैसें (Has, आक्साइड), अपर्याप्त उत्थान, अशांत डालना, फंसी हुई हवा.
- उपचार: डीगैसिंग, फ़्लक्सिंग, फ़िल्टर, सही गेटिंग/राइज़र डिज़ाइन, इष्टतम डालना तापमान, यदि आवश्यक हो तो वैक्यूम कास्टिंग.
समावेशन / लावा प्रवेश
- कारण: ख़राब चार्ज सफ़ाई या अपर्याप्त स्किमिंग.
- उपचार: स्वच्छ चार्ज का उपयोग करें, उचित प्रवाह, सिरेमिक फिल्टर और नियंत्रित डालने का कार्य प्रक्षेपवक्र.
गलतियाँ / ठंड बंद हो जाती है
- कारण: अपर्याप्त डालने का तापमान, पतले खंडों में ख़राब प्रवाह.
- उपचार: डालना तापमान बढ़ाएँ (सीमा के भीतर), गेटिंग संशोधित करें, पर्याप्त शेल पारगम्यता सुनिश्चित करें.
गर्म आँसू / गर्म टूटना
- कारण: विवश संकोचन, तीव्र अनुभाग परिवर्तन, अल्फा-बीटा मिश्र धातुओं में भंगुर इंटरडेंड्राइटिक चरण.
- उपचार: मोटे-पतले बदलावों को फिर से डिज़ाइन करें, फ़िललेट्स जोड़ें, ठंड लगने या वैकल्पिक गेटिंग के साथ जमने के पथ को समायोजित करें.
धातु-शैल प्रतिक्रिया (रासायनिक हमला)
- कारण: प्रतिक्रियाशील शैल सामग्री (मुफ़्त सिलिका), अत्यधिक अतिताप, शैल संदूषण.
- उपचार: पीतल के लिए जिरकोन/एल्युमिना प्लास्टर का उपयोग करें, गोलाबारी को नियंत्रित करें, सुपरहीट को कम करें, शेल की सफाई सुनिश्चित करें.
विकृति और अवशिष्ट तनाव
- कारण: गर्म होने पर असमान शीतलन या यांत्रिक संचालन.
- उपचार: नियंत्रित शीतलन, तनाव-राहत की घोषणा, उचित हैंडलिंग फिक्स्चर.
6. पीतल खोया-मोम कास्टिंग के लाभ
- उच्च विवरण और सतह की गुणवत्ता: परिष्करण लागत को कम करता है और समृद्ध सजावटी विवरण सक्षम बनाता है.
- आयामी सटीकता और दोहराव: असेंबली के लिए फायदेमंद, संभोग सुविधाएँ और प्रेस-फिट.
- जटिल आंतरिक ज्यामिति के लिए क्षमता: पतली दीवारें, कुछ मामलों में कोर के बिना अंडरकट्स और आंतरिक मार्ग.
- सामग्री दक्षता: निकट-नेट आकार स्क्रैप और मशीनिंग मात्रा को कम करते हैं.
- उत्पादन मात्रा में लचीलापन: मध्यम उत्पादन संचालन के माध्यम से प्रोटोटाइप के लिए आर्थिक रूप से व्यवहार्य; उच्च मात्रा फोर्जिंग के लिए डाई की तुलना में मोम के सांचों की टूलींग कम खर्चीली होती है.
7. पीतल खोया-मोम कास्टिंग के औद्योगिक अनुप्रयोग
पीतल की निवेश कास्टिंग का उपयोग सौंदर्यशास्त्र के लिए किया जाता है, परिशुद्धता और संक्षारण व्यवहार मायने रखता है:

- पाइपलाइन & सेनेटरी फिटिंग: वाल्व, नल निकाय, सजावटी ट्रिम (पीने योग्य अनुप्रयोगों में सीसा रहित वेरिएंट की आवश्यकता होती है).
- सजावटी हार्डवेयर & वास्तु घटक: अलंकृत फिटिंग, प्रकाश जुड़नार, escutcheons.
- संगीत वाद्ययंत्र & ध्वनिक घटक: जटिल घंटी के आकार और सटीक फिटिंग.
- इलेक्ट्रिकल और इलेक्ट्रॉनिक कनेक्टर: सटीक ज्यामितीय सहनशीलता और अच्छी चालकता.
- परिशुद्धता यांत्रिक भाग: गियर रिक्त स्थान, असर वाले आवास, छोटे पंप घटक.
- विशेषज्ञ घटक: समुद्री हार्डवेयर, इंस्ट्रुमेंटेशन फिटिंग जहां जटिल आकार और मध्यम ताकत की आवश्यकता होती है.
8. पीतल ढलाई प्रक्रियाओं की तुलना
| मापदंड | पिघला हुआ मोम (निवेश) ढलाई | सैंड कास्टिंग |
| प्रक्रिया अवलोकन | मोम पैटर्न(एस) → सिरेमिक शैल निर्माण (एकाधिक कोट) → डीवैक्स → शेल फायरिंग → डालना → शेकआउट → फिनिशिंग. अत्यधिक नियंत्रित, बहु-चरणीय प्रक्रिया. | नमूना (लकड़ी/धातु/प्लास्टिक) रेत के सांचे में → एकल डालना → शेकआउट → सफाई/समापन. और तेज, सरल साँचे की तैयारी. |
| विशिष्ट अनुप्रयोग | छोटा मध्यम, जटिल भाग: वाल्व, सजावटी हार्डवेयर, विद्युत कनेक्टर्स, संगीत घटक, परिशुद्धता फिटिंग. | बड़े या साधारण ज्यामिति भाग: पंप आवास, बड़ी फिटिंग, रफ कास्टिंग, प्रोटोटाइप और वन-ऑफ़. |
विवरण & ज्यामितीय जटिलता |
बहुत ऊँचा - बढ़िया विवरण, पतली दीवारें, बाधित, आंतरिक विशेषताएं (कोर के साथ). | मध्यम - सरल से मध्यम जटिल आकृतियों के लिए अच्छा है; अंडरकट्स और बारीक विवरण के लिए कोर या पैटर्न जटिलता की आवश्यकता होती है. |
| सतह खत्म (विशिष्ट रूप में डाली गई, आरए) | उत्कृष्ट: ~0.8–3.2 µm (बढ़िया फेस कोट के साथ बेहतर हो सकता है). | मोटे: ~6-25 µm (रेत के कण और बाइंडरों पर निर्भर करता है). |
| आयामी सटीकता (ठेठ) | उच्च: ± 0.1–0.5 मिमी (भाग का आकार निर्भर). | निचला: ±0.5–3.0 मिमी (विशेषता & आकार निर्भर). |
| न्यूनतम व्यावहारिक दीवार की मोटाई | पतला: ~1.0-1.5 मिमी प्राप्त करने योग्य; 1.5-3.0 मिमी लोड-असर सुविधाओं के लिए अनुशंसित. | मोटा: विश्वसनीय भरण और मजबूती के लिए आमतौर पर ≥3–5 मिमी की सिफारिश की जाती है. |
अधिकतम व्यावहारिक भाग का आकार / वज़न |
छोटा मध्यम: नियमित अभ्यास में आमतौर पर प्रति कास्टिंग ~20-50 किलोग्राम तक (विशेष हैंडलिंग से बड़ा होना संभव है). | बड़ा: कुछ किलोग्राम से लेकर कई टन तक के हिस्से नियमित हैं. |
| सहनशीलता & repeatability | नियंत्रित टूलींग और शेल प्रक्रिया के कारण सभी रनों में उच्च पुनरावृत्ति. | बड़ी सुविधाओं के लिए अच्छा है; पुनरावृत्ति पैटर्न और रेत नियंत्रण पर निर्भर करती है. |
| सरंध्रता / आंतरिक सुदृढ़ता | पिघलने पर नियंत्रण होने पर जोखिम कम होता है, निस्पंदन और शेल फायरिंग ठीक से कार्यान्वित की जाती है; दबाव-तंग भागों के लिए बेहतर. | यदि गेटिंग/फीडिंग और पिघलने के तरीके सख्त नहीं हैं तो गैस और सिकुड़न सरंध्रता का खतरा अधिक है. |
यांत्रिक विशेषताएं (विशिष्ट रूप में डाली गई) |
तुलनीय मिश्र धातु-निर्भर ताकतें (उदा।, 200पीतल के लिए -450 एमपीए) लेकिन अक्सर थोड़ा बेहतर नियंत्रित जमने से बेहतर सूक्ष्म संरचना के कारण. | मिश्र धातु की ताकत तुलनीय है लेकिन मोटे खंडों में माइक्रोस्ट्रक्चर मोटा हो सकता है; यांत्रिक गुण अनुभाग और शीतलन दर के साथ भिन्न होते हैं. |
| टूलिंग / पैटर्न लागत | मध्यम: मोम के सांचों के लिए स्टील टूलींग (एकल लकड़ी/प्लास्टिक पैटर्न से अधिक लेकिन डाई टूलींग से कम). मध्यम दौड़ के लिए किफायती. | कम: पैटर्न लागत (लकड़ी/प्लास्टिक/धातु); रेत के साँचे में प्रति साँचे की टूलींग लागत कम होती है - बड़े/एकबारगी भागों के लिए किफायती. |
इकाई लागत संवेदनशीलता |
छोटी-मध्यम मात्रा के लिए प्रति पीस लागत मध्यम है; मध्यम मात्रा में टूलींग परिशोधन अनुकूल है. | बड़े हिस्सों या बहुत कम मात्रा के लिए बहुत लागत प्रभावी; प्रति-भाग परिष्करण से परिशुद्धता आवश्यकताओं के लिए कुल लागत बढ़ सकती है. |
| समय सीमा | शैल निर्माण के कारण अधिक लंबा, डीवैक्सिंग और फायरिंग (बैच और शेल शेड्यूल के आधार पर दिन से सप्ताह तक). | साधारण भागों के लिए छोटा - एक ही दिन से लेकर कुछ दिनों तक सामान्य. |
| पोस्ट-प्रोसेसिंग आवश्यक है | कम मशीनिंग/परिष्करण की आवश्यकता है; अक्सर निकट-जाल, कुल परिष्करण लागत कम हो जाती है. | समान सहनशीलता/सतह फिनिश तक पहुंचने के लिए आमतौर पर अधिक मशीनिंग/फिनिश कार्य की आवश्यकता होती है. |
बरबाद करना & सामग्री दक्षता |
उच्च सामग्री दक्षता - निकट-नेट आकार स्क्रैप और मशीनिंग अपशिष्ट को कम करते हैं. मोम और शैल रीसायकल स्ट्रीम मौजूद हैं लेकिन उन्हें संभालने की आवश्यकता होती है. | सामग्री की बर्बादी अधिक हो सकती है (मशीनिंग भत्ते, राइजर); रेत पुन: प्रयोज्य है लेकिन रखरखाव और सुधार की आवश्यकता है. |
| पर्यावरण & सुरक्षा संबंधी विचार | मोम के रख-रखाव का प्रबंधन करें, शंख की धूल, भट्ठा उत्सर्जन, और बाइंडर्स खर्च किए. धूल/निकास नियंत्रण और मोम पुनर्चक्रण की आवश्यकता है. | सिलिका/रेत की धूल का प्रबंधन करें (श्वसन योग्य सिलिका खतरा), बाइंडर उत्सर्जन; रेत सुधार और धूल नियंत्रण महत्वपूर्ण. |
| लाभ (जहां यह उत्कृष्ट है) | उच्च विवरण के लिए सर्वोत्तम, पतले खंड, उत्कृष्ट सतह फिनिश और सख्त सहनशीलता; न्यूनतम पोस्ट-मशीनिंग; मध्यम उत्पादन के लिए अच्छा है. | बड़े के लिए सर्वोत्तम, सरल भाग, बहुत कम टूलींग लागत, प्रोटोटाइप और एकल टुकड़ों के लिए तेज़ बदलाव; बहुत बड़े घटकों के लिए स्केलेबल. |
सीमाएँ |
उच्च प्रति-भाग प्रक्रिया जटिलता और लंबा चक्र समय; बहुत बड़े हिस्सों या अत्यधिक उच्च मात्रा के लिए कम किफायती जहां डाई कास्टिंग बेहतर हो सकती है. | सतह की फिनिश और सटीकता सीमित है; बहुत पतले अनुभागों या जटिल विवरण के लिए आदर्श नहीं है; उच्च परिष्करण कार्यभार. |
| कब चुनना है | जब ज्यामिति/विस्तार चुनें, सतह की फिनिश और आयामी सटीकता प्राथमिक चालक हैं, या जब मध्यम उत्पादन मात्रा के लिए सामग्री दक्षता महत्वपूर्ण है. | तब चुनें जब भाग का आकार बड़ा हो, सहनशीलता ढीली है, या जब सबसे कम प्रारंभिक टूलींग लागत और तेजी से बदलाव की आवश्यकता होती है. |
| प्रतिनिधि लीड-टाइम उदाहरण | 7-उत्पादन बैचों के लिए विशिष्ट दिन 21 दिन (फाउंड्री क्षमता के अनुसार भिन्न होता है). | 1-सरल पैटर्न/छोटी दौड़ के लिए विशिष्ट 7 दिन. |
9. निष्कर्ष
पीतल खोया-मोम कास्टिंग (धातु - स्वरूपण तकनीक) एक परिपक्व है, सटीक कास्टिंग विधि जो उत्कृष्ट सतह गुणवत्ता प्रदान करती है, आयामी सटीकता और जटिल ज्यामिति उत्पन्न करने की क्षमता.
इसका उपयोग प्लंबिंग में व्यापक रूप से किया जाता है, आर्किटेक्चरल हार्डवेयर, संगीत वाद्ययंत्र और सटीक घटक.
सफलता के लिए संबद्ध निर्णयों की आवश्यकता होती है: उपयुक्त पीतल परिवार का चयन करना (अल्फा बनाम अल्फा-बीटा बनाम सीसा रहित), धातु-शैल प्रतिक्रियाओं को रोकने के लिए पीतल के साथ शैल रसायन शास्त्र का मिलान, सरंध्रता या Zn हानि से बचने के लिए पिघलने और डालने के मापदंडों को नियंत्रित करना, और पोस्ट-कास्ट हीट ट्रीटमेंट और फिनिशिंग की योजना बनाना.
विनियमित अनुप्रयोगों के लिए (पेय जल) लीड सीमा निर्दिष्ट करें और एमटीआर का अनुरोध करें.
जब भाग ज्यामिति, फिनिश और सटीकता साधारण सामग्री लागत से अधिक है, निवेश कास्टिंग एक लागत प्रभावी उत्पादन मार्ग प्रदान करती है.
पूछे जाने वाले प्रश्न
न्यूनतम दीवार की मोटाई को निवेश कास्टिंग द्वारा विश्वसनीय रूप से पीतल में ढाला जा सकता है?
गैर-भार वहन करने वाले विवरण के लिए ~1.0-1.5 मिमी तक की बहुत छोटी विशेषताएं संभव हैं; विश्वसनीय यांत्रिक प्रदर्शन के लिए डिजाइनर आमतौर पर आकार और तनाव के आधार पर ≥1.5–3.0 मिमी निर्दिष्ट करते हैं.
पीतल निवेश कास्टिंग के लिए कौन सा तापमान डालना विशिष्ट है?
पीतल की मिश्रधातुएँ ~900-940 डिग्री सेल्सियस के आसपास जम जाती हैं. फाउंड्रीज़ द्वारा उपयोग किए जाने वाले विशिष्ट डालने का तापमान हैं ~950-1,050 डिग्री सेल्सियस, विशिष्ट मिश्र धातु और शैल प्रणाली के लिए अनुकूलित.
जिंक के वाष्पीकरण को सीमित करने के लिए अत्यधिक सुपरहीट से बचना चाहिए.
मैं पीतल की निवेश कास्टिंग में सरंध्रता को कैसे कम करूँ??
पिघला देगा डेगास, उचित फ़्लक्सिंग और स्किमिंग का उपयोग करें, सिरेमिक निस्पंदन लागू करें, सही गेटिंग/राइज़र सिस्टम डिज़ाइन करें, तापमान और गति को नियंत्रित करें, और उच्च-अखंडता वाले भागों के लिए वैक्यूम या निष्क्रिय वातावरण कास्टिंग पर विचार करें.
क्या लीडेड ब्रास एक चिंता का विषय है??
लीड ने ऐतिहासिक रूप से मशीनेबिलिटी में सुधार किया, लेकिन पीने योग्य पानी और कई विनियमित अनुप्रयोगों के लिए सीसा प्रतिबंधित है. सीसा रहित या कम सीसा वाले विकल्पों का उपयोग करें और प्रमाणित सामग्री परीक्षण रिपोर्ट प्राप्त करें.
मुझे पीतल के लिए रेत ढलाई के स्थान पर निवेश ढलाई को कब प्राथमिकता देनी चाहिए??
जब आपको बारीक विवरण की आवश्यकता हो तो निवेश कास्टिंग का चयन करें, पतली दीवारें, उत्कृष्ट सतह फिनिश और कड़ी सहनशीलता; बड़े पैमाने पर रेत कास्टिंग चुनें, सरल आकार जहां टूलींग की लागत कम से कम होनी चाहिए.