
1. Zavedení
Svařování je jedním z nejdůležitějších procesů ve výrobě a konstrukci, poskytuje základ pro vytváření odolných a spolehlivých spojů v různých materiálech.
Ať už jde o stavbu mrakodrapu, výroba rámů automobilů, nebo montáž složitých strojů, svařování zajišťuje pevnost a stabilitu konečného výrobku.
Však, dosažení bezchybných svarů vyžaduje více než jen použití tepla a přídavného materiálu.
Vyžaduje správné zarovnání a pečlivou pozornost věnovanou detailům během celého procesu.
Bodové svařování hraje v tom zásadní roli. Je to dočasná technika používaná k zajištění obrobků na místě před konečnou, plný svar.
Zajišťuje správné zarovnání, snižuje riziko zkreslení, a v konečném důsledku přispívá k pevnosti a kvalitě konečného svaru.
V tomto blogu, prozkoumáme důležitost bodového svařování, jeho různé techniky, výhody, běžné aplikace, a osvědčené postupy, které zajistí, že vaše stehové svary jsou stabilní a přesné.
2. Co je Tack Welding?
Tack svařování je proces nanášení malých, dočasné svary, které drží kusy kovu pohromadě.
Tyto svary jsou strategicky umístěny v klíčových bodech podél spoje, zajištění toho, aby obrobky zůstaly na místě během fází vyrovnání a montáže.
Na rozdíl od konečných svarů, které jsou navrženy tak, aby poskytovaly dlouhotrvající pevnost, stehové svary nejsou po dokončení celého procesu svařování zamýšleny jako nosné.
To se typicky používá v kombinaci s jinými svařovacími procesy jako např MIG svařování, TIG svařování, a svařování tyčí.
Účelem je vytvořit stáj, dočasné spojení, které odolá teplu a tlaku následného svařování,
zabránění posunu nebo deformaci materiálů během konečného vytváření spoje.
3. Role stehového svařování v procesu svařování
Slouží jako základ pro mnoho větších a složitějších svařovacích projektů.
Hlavním cílem je zajistit správné umístění obrobků před zahájením konečného svařovacího procesu.
To je zvláště důležité u rozsáhlých projektů, kde by i malá nesouosost mohla způsobit značné problémy ve finálním produktu.
Zde je návod, jak lepicí svařování pomáhá:
- Zajišťuje správné umístění: Tečkovací svary dočasně zajišťují díly na místě, aby se zabránilo jakémukoli pohybu během úplného svařování.
- Zabraňuje deformaci a deformaci: Pevným držením dílů na místě, stehové svary pomáhají minimalizovat riziko deformace způsobené tepelnou roztažností během hlavního svařovacího procesu.
- Zlepšuje efektivitu montáže: Se správně vyrovnanými díly, stehový svar snižuje potřebu úprav během konečného svaru, šetří čas i materiál.
4. Techniky lepeného svařování
Základní kroky:
- Umístění obrobků: Začněte pečlivým nastavením obrobků do požadovaných poloh vůči sobě navzájem.
Správné zarovnání je klíčové pro zajištění toho, aby konečný produkt odpovídal specifikacím. - Proces připevňovacího svařování: Aplikujte rychle, malé housenky svaru ve strategických bodech pro bezpečné držení dílů.
Velikost a rozteč těchto svarů závisí na tloušťce materiálu a typu spoje.
Dobrým pravidlem je, že všechny spoje s mezerou 6 na 12 palce, v závislosti na požadavcích projektu. - Závěrečná inspekce: Než přistoupíte k finálnímu svaru, ověřte, že je spoj správně umístěn a že přichycovací svary poskytují dostatečné držení.
Kontrola vyrovnání nyní může ušetřit čas a námahu.

Běžné svařovací procesy:
- Svařování MIG: Známý pro svou rychlost a efektivitu, MIG svařování je ideální pro rychlé, efektivní lepivé svary na tenčích kovech.
- TIG svařování: Nabízí přesnost a kontrolu, TIG svařování je ideální pro jemnější nebo detailnější práce,
zejména při práci s tenčími materiály nebo při požadavku na čistý vzhled. - Svařování tyčí: Svou robustní povahou, tyčové svařování poskytuje spolehlivé lepivé svary pro silnější materiály a venkovní aplikace, kde je přenositelnost zásadní.
Výběr správné velikosti a rozestupu:
Výběr vhodné velikosti a rozteče pro stehové svary je zásadní. Příliš málo nebo příliš malé, a svary nemusí poskytovat dostatečné držení;
příliš mnoho nebo příliš velké, a mohou způsobit zbytečný stres nebo zkomplikovat odstranění.
Studie American Welding Society zjistila, že optimální velikosti příchytných svarů se liší v závislosti na tloušťce materiálu,
s obecným pokynem, který navrhuje délky příchytných svarů mezi 0.5 na 1 palce pro většinu aplikací.
Svařovací pozice:
Různé polohy svařování — ploché, horizontální, vertikální, a nad hlavou – ovlivňují snadnost a kvalitu bodového svařování.
Upravte odpovídajícím způsobem svou techniku, abyste zajistili spolehlivé výsledky.
Například, ploché svařování je často snazší a díky lepší kontrole nad tavnou lázní vytváří lepivé svary vyšší kvality.
5. Běžné typy stehového svařování
V průběhu let, Pro různé aplikace a požadavky se objevilo několik specializovaných typů bodového svařování.
Bodové svařování
Bodové svařování je jednou z nejoblíbenějších metod používaných při zpracování plechu, zejména v odvětvích jako je automobilový průmysl a elektronika.

Zahrnuje působení tlaku a tepla v určitých bodech, obvykle přes elektrody, vytvořit malý, lokalizovaný svar.
- Jak to funguje: Silnoproudý elektrický obvod prochází obrobky v místě, kde je požadován svar.
Teplo generované odporem v kontaktních bodech způsobuje tavení a tavení kovu. - Aplikace: Automobilová karoserie, elektronika, a výroba spotřebičů.
Bodové svařování je zvláště užitečné pro tenké plechy a materiály, které nejsou náchylné k výraznému tepelnému zkreslení. - Výhody: Rychle, účinný, a nákladově efektivní pro velkoobjemovou výrobu.
Ultrazvukové bodové svařování
Jedná se o novější, specializovanější technika, která využívá vysokofrekvenční zvukové vlny k vytvoření lokalizovaného tepla a svařování materiálů dohromady.
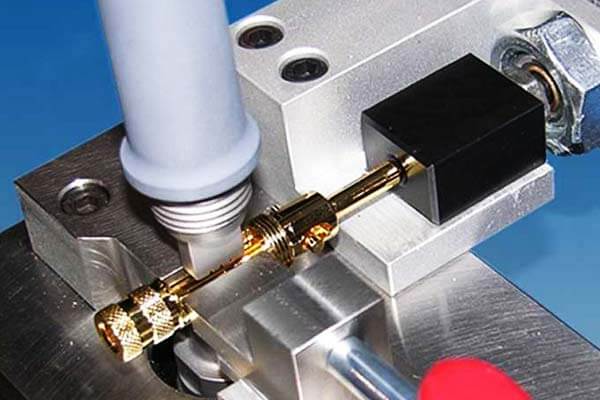
Na rozdíl od konvenčních metod svařování, nevyžaduje výplňový materiál ani vysoké teploty.
Místo toho, ultrazvukové vibrace vytvářejí dostatek tepla pro spojení povrchů.
- Jak to funguje: Ultrazvukové vlny jsou aplikovány na frekvenci mezi 20 a 40 kHz, což způsobuje, že kovové povrchy rychle vibrují, generování třecího tepla.
Vzniklé teplo spojuje materiály v místě kontaktu. - Aplikace: Často se používá v aplikacích, kde by tradiční svařování mohlo poškodit jemné nebo malé součásti, například v elektronickém průmyslu nebo zdravotnických zařízeních.
- Výhody: Díky přesnosti a minimálnímu zkreslení je ideální pro aplikace v malém měřítku.
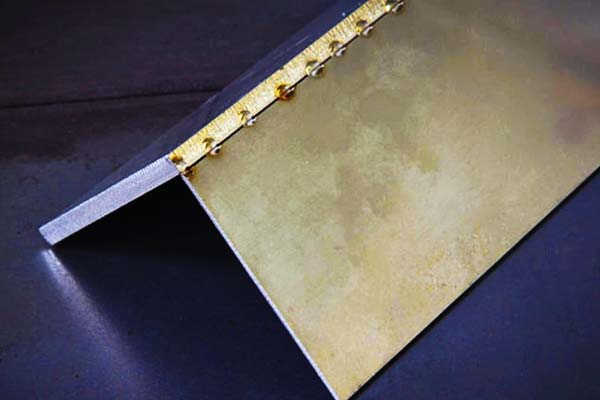
Bridge Tack Welding
Svařování můstků zahrnuje vytvoření několika malých příchytných svarů podél spoje nebo přes mezeru mezi díly.
Tato technika „přemostí“ mezeru před aplikací celého svaru, zajištění toho, aby komponenty zůstaly v průběhu celého procesu zarovnané.
- Jak to funguje: Malé lepivé svary jsou umístěny v intervalech, efektivně „přemostit“ části dohromady.
To pomáhá udržovat jejich vyrovnání během dalších fází svařování nebo montáže. - Aplikace: Běžně se používá při konstrukčním svařování, například při stavbě velkých ocelových konstrukcí, jako jsou mosty, lodí, a těžké stroje.
- Výhody: Poskytuje vynikající stabilitu pro velké komponenty, zabránění posunu dílů během konečného svaru.
Svařování za tepla
Svařování za horka zahrnuje zahřátí dílů na vysokou teplotu před nanesením stehového svaru.
Tato technika zajišťuje, že obrobky jsou již částečně svařeny, když se provádí přichycení,
snížení rizika deformace nebo vychýlení během celého procesu svařování.
- Jak to funguje: Obrobky se ohřívají na určitou teplotu pomocí externích zdrojů tepla, jako je hořák nebo pec.
Jednou na požadovanou teplotu, stehové svary jsou aplikovány v různých bodech podél spoje. - Aplikace: Používá se v situacích, kdy je třeba materiály držet na místě při vysokých teplotách nebo kde celý proces zahrnuje svařování silných částí materiálu.
- Výhody: Ideální pro zamezení tepelné deformace a zajištění těsnosti pro větší materiály.
Indukční stehové svařování
Indukční lepení využívá elektromagnetickou indukci k vytváření tepla v obrobcích.
Tento proces se často používá pro vysokorychlostní aplikace, kde jsou vyžadovány rychlé cykly ohřevu a chlazení.
- Jak to funguje: Střídavý proud prochází cívkou umístěnou v blízkosti obrobků.
Indukovaný proud ohřívá kov, způsobí jeho roztavení a spálení v místě kontaktu. - Aplikace: Běžně se používá v průmyslových odvětvích, která vyžadují rychlý a přesný ohřev velkých součástí, jako v ocelárnách a kovoobrábění.
- Výhody: Rychlý, řízené vytápění, a schopnost aplikovat přesné lokalizované teplo na kov.
Thermit Tack Welding
To používat chemickou reakci mezi práškovými kovy (typicky oxid hliníku a železa) k vyvolání exotermické reakce, která generuje teplo.

Toto teplo se využívá ke svařování materiálů dohromady.
- Jak to funguje: Termitová směs se zapálí a generuje extrémně vysoké teploty, dost na roztavení obrobků a vytvoření spoje.
Tento proces se často používá ke svařování tlustých částí kovu. - Aplikace: Používá se na železnici, Těžké stroje, a průmyslové aplikace vyžadující vysokou teplotu a pevné spoje.
- Výhody: Extrémně výkonný a ideální pro velké, tlusté materiály.
6. Výhody bodového svařování
- Přesnost a ovládání: Tečkovací svařování zajišťuje přesné umístění součástí před konečným svarem,
snížení rizika nesouososti a zajištění vysoce kvalitních výsledků. - Snížené zkreslení: Přidržením dílů na místě, stehové svařování minimalizuje tepelnou roztažnost, která může nastat při plném svařování, což často vede ke zkreslení.
- Nákladově efektivní: Pomáhá šetřit čas i materiál tím, že zabraňuje nutnosti přepracování v důsledku nesprávného vyrovnání nebo nesprávného umístění.
- Zjednodušená montáž: Pomáhá při sestavování složitých konstrukcí dočasným zajištěním dílů,
umožňuje svářečům soustředit se na další důležité aspekty projektu.
7. Nevýhody bodového svařování
- Dočasná příroda: Protože stehové svary nejsou nosné, musí být buď začleněny do konečného svaru, nebo následně odstraněny.
- Rizika nesouososti: Pokud není pečlivě aplikován, stehové svary mohou způsobit nesouosost během konečného procesu svařování, což má za následek dodatečné přepracování.
- Tepelně ovlivněné zóny: Více slepých svarů ve stejné oblasti může způsobit tepelně ovlivněné oblasti,
které by při neopatrném zacházení mohly časem oslabit materiál.
8. Běžné aplikace stehového svařování
- Výroba a montáž: Velké stavební projekty, jako jsou mosty, budovy, a lodě vyžadují připevňovací svařování, aby komponenty zůstaly vyrovnané během celého procesu svařování.
- Práce s plechem: Automobilový a letecký průmysl používá k montáži karoserií rozsáhle lepicí svařování, křídla, a trupové konstrukce.
- Svařování trubek: Často se používá k vyrovnání a dočasnému držení trubek před úplným svařováním, zajištění přesnosti spojů.
- Opravy a údržba: Při údržbě, stehové svařování se používá k přidržování dílů na místě při provádění oprav nebo výměn.
9. Tipy pro úspěšné bodové svařování
Výběr správné elektrody nebo výplňového materiálu
Ujistěte se, že elektroda nebo výplňový materiál odpovídá základnímu kovu, aby byl pevný, kompatibilní bodový svar.
Výběr správného materiálu může zvýšit pevnost svaru a snížit riziko defektů.
Správná regulace tepla
Udržujte správnou úroveň tepla, aby nedošlo k přehřátí oblasti kloubu, které mohou oslabit materiál nebo způsobit nežádoucí deformace.
Adekvátní regulace tepla přispívá k čistší, odolnější lepivé svary.
Zachování správného rozestupu
Určete optimální velikost a rozteč pro stehové svary na základě tloušťky materiálu a charakteru spoje. Konzistentní rozestupy podporují jednotnost a stabilitu konečného produktu.
Zajištění pevných lepivých svarů
Vyvarujte se slabých nebo neadekvátních lepivých svarů, které by mohly selhat při namáhání aplikací dostatečného, ale kontrolovaného tepla a tlaku.
Silné lepivé svary poskytují pevný základ pro konečný svar, zajišťující dlouhou životnost konstrukce.
10. Výzvy v bodovém svařování
Pórovitost a kontaminace
Důkladným očištěním povrchu a použitím vhodných ochranných plynů zabraňte vniknutí vzduchových kapes a nečistot do svaru.
Pórovitost může oslabit svar a narušit jeho celistvost.
Nekonzistentní velikost
Zachovejte jednotnost velikostí svarů, abyste zajistili konzistentní výkon a vzhled.
Rozdíly ve velikosti mohou ovlivnit pevnost a estetiku konečného svaru.
Odstraňování svarů
Vědět, kdy a jak v případě potřeby odstranit lepicí svary, jako při přemisťování dílů před konečným svarem.
Efektivní techniky odstraňování mohou ušetřit čas a zabránit poškození obrobku.
Rizika nesouososti
Dávejte pozor na nesouosost, která může být důsledkem nesprávné techniky lepení, může vést k nákladným opravám.
Pečlivé provádění stehových svarů může tato rizika zmírnit a zajistit hladší montážní procesy.
11. Získejte své vlastní kovové díly s DEZE
Na TENTO, specializujeme se na poskytování vysoce kvalitních svařovacích služeb, včetně bodového svařování, pro zajištění přesnosti a stability vašich kovových dílů.
Ať už potřebujete výrobu v malém měřítku nebo velké stavební projekty, naši odborní svářeči mají nástroje a zkušenosti, aby dosáhli špičkových výsledků.
12. Závěr
Tečkovací svařování se může zdát jednoduché v celkovém procesu svařování, ale jeho význam nelze přeceňovat.
Zajištěním dílů na místě a zajištěním správného vyrovnání, stehové svařování zabraňuje deformaci a vychýlení,
úspora času a nákladů na materiál a zároveň zlepšení celkové kvality finálního svaru.
Ať už pracujete na výstavbě velkého rozsahu, automobilové projekty, nebo přesné strojírenství, jeho zvládnutí je nezbytné pro dosažení nejlepších výsledků.
Postupujte podle osvědčených postupů nastíněných v tomto blogu, abyste optimalizovali svůj proces připevňování a zajistili úspěch ve svém dalším projektu!

