
1. Zavedení
Žíhání je a tepelné zpracování proces určený k úpravě fyzikálních a někdy i chemických vlastností materiálu, čímž se zlepší jeho zpracovatelnost.
Historicky, raní metalurgové používali žíhání ke změkčení kovů po kování, a časem,
proces se vyvinul do sofistikované techniky používané v různých průmyslových odvětvích, jako je automobilový průmysl, Aerospace, elektronika, a výroba.
Zejména, žíhání nejen zvyšuje tažnost a snižuje zbytková pnutí, ale také zjemňuje strukturu zrna, což vede ke zlepšení obrobitelnosti a celkové výkonnosti.
V dnešním konkurenčním průmyslovém prostředí, zvládnutí žíhání je zásadní pro optimalizaci vlastností materiálu.
Tento článek zkoumá žíhání z vědeckého hlediska, proces, design, hospodářský, životní prostředí, a výhledy orientované na budoucnost, zajišťuje holistické pochopení jeho role v moderním materiálovém inženýrství.
2. Základy žíhání
Definice a účel
V jeho jádru, žíhání zahrnuje zahřátí materiálu na určitou teplotu, držet jej po stanovenou dobu, a poté jej řízenou rychlostí ochlazovat.
Tento proces poskytuje energii potřebnou pro atomy v mikrostruktuře materiálu k migraci a přeskupení.
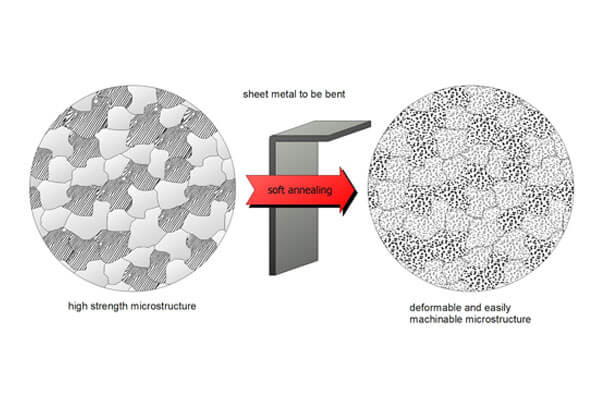
V důsledku toho, redukují se dislokace a vnitřní pnutí, a nové, tvoří se zrna bez napětí, který obnovuje tažnost a snižuje tvrdost.
Mezi klíčové cíle patří:
- Zlepšení tažnosti: Umožňuje snadnější tváření nebo obrábění kovů.
- Uvolnění zbytkového stresu: Prevence deformace a praskání ve finálních produktech.
- Rafinace struktury zrna: Optimalizace mikrostruktury pro zlepšení mechanických vlastností.
Termodynamické a kinetické principy
Žíhání funguje na základních termodynamických a kinetických principech. Když se kov zahřívá, jeho atomy získají kinetickou energii a začnou migrovat.
Tato migrace snižuje celkovou volnou energii eliminací dislokací a nedokonalostí.
Například, v oceli, proces může přeměnit kalený martenzit na tažnější ferit-perlitovou směs.
Údaje naznačují, že správné žíhání může snížit tvrdost až o 30%, čímž se výrazně zlepšuje obrobitelnost.
Navíc, kinetika fázových přeměn během žíhání je řízena teplotou a časem.
Proces je optimalizován vyvážením rychlosti ohřevu, čas namáčení, a rychlost chlazení pro dosažení požadované mikrostrukturální transformace bez nežádoucího růstu zrn.
3. Typy žíhání
Procesy žíhání se velmi liší, každý je navržen pro dosažení specifických vlastností materiálu.
Přizpůsobením cyklů vytápění a chlazení, výrobci mohou optimalizovat výkon kovu pro různé aplikace.
Níže, podrobně popisujeme primární typy žíhání, zdůraznění jejich cílů, procesy, a typické aplikace.
Úplné žíhání
Účel: Pro obnovení maximální tažnosti a snížení tvrdosti u železných slitin, zejména hypoeutektoidní oceli.
Proces:
- Teplota: Zvýšeno na 850–950 ° C. (NAPŘ., 925°C pro AISI 1020 ocel) k úplné austenitizaci materiálu.
- Držte čas: Udržováno pro 1–4 hodin aby byla zajištěna stejnoměrná fázová transformace.
- Chlazení: Pomalé chlazení (20–50 °C/h) v peci nebo izolovaném boxu pro podporu tvorby hrubého zrna.
Aplikace: - Automobilový průmysl: Kované ocelové komponenty (NAPŘ., díly podvozku) pro lepší tvarovatelnost.
- Výrobní: Předúprava pro operace kování a obrábění.
Data: Snižuje tvrdost oceli o 40–50% (NAPŘ., z 250 HBW do 120 HBW) a zlepšuje tažnost 25-30% prodloužení (ASTM E8/E9).
Žíhání pro úlevu od stresu
Účel: Eliminujte zbytková napětí z obrábění, svařování, nebo práce za studena.
Proces:
- Teplota: 500–650 ° C. (NAPŘ., 600°C pro hliníkové slitiny, 520°C pro nerezovou ocel).
- Držte čas: 1– 2 hodiny při teplotě.
- Chlazení: Vzduchem chlazené nebo chlazené v peci na teplotu okolí.
Aplikace: - Aerospace: Svařované rámy letadel (NAPŘ., Boeing 787 trupové spoje) aby se zabránilo zkreslení.
- Olej & Plyn: Potrubí a tlakové nádoby (NAPŘ., Ocel API 5L X65).
Data: Snižuje zbytková napětí o 30–50%, minimalizace rizika zkreslení (Kotel ASME & Kód tlakové nádoby).
Sferoidizační žíhání
Účel: Přeměňte karbidy na kulové částice pro zlepšení obrobitelnosti a houževnatosti u ocelí s vysokým obsahem uhlíku.
Proces:
- Teplota: 700–750 °C (pod spodní kritickou teplotou).
- Držte čas: 10– 24 hodin pro karbidovou sféroidizaci.
- Chlazení: Pomalé chlazení pece, aby se zabránilo opětovnému vytváření lamelárních struktur.
Aplikace: - Nástroje: Rychlořezná ocel (NAPŘ., Nástrojová ocel M2) pro vrtáky a matrice.
- Automobilový průmysl: Pružinová ocel (NAPŘ., SAE 5160) pro závěsné komponenty.
Data: Dosahuje 90% účinnost sféroidizace, zkrácení doby obrábění o 20–30% (Příručka ASM, Objem 4).
Izotermické žíhání
Účel: Minimalizujte zkreslení ve složitých geometriích řízením fázových transformací.
Proces:
- Teplota: 900–950 ° C. (nad horní kritickou teplotou) pro austenitizaci.
- Střední držení: 700–750 °C pro 2–4 hodin umožnit tvorbu perlitu.
Aplikace: - Aerospace: Turbínové čepele (NAPŘ., Inconel 718) vyžadující rozměrovou stabilitu.
- Energie: Součásti jaderného reaktoru (NAPŘ., slitiny zirkonia).
Data: Snižuje rozměrové zkreslení o až do 80% ve srovnání s konvenčním žíháním (Journal of Materials Processing Technology, 2021).
Normalizace
Účel: Jemná struktura zrna pro lepší houževnatost a pevnost uhlíkových a legovaných ocelí.
Proces:
- Teplota: 200–300°C nad horní kritickou teplotou (NAPŘ., 950° C pro 4140 ocel).
- Chlazení: Vzduchem chlazený na okolní teplotu.
Aplikace: - Konstrukce: Konstrukční ocelové nosníky (NAPŘ., ASTM A36).
- Stroje: Převodové hřídele (NAPŘ., SAE 4140) pro vyváženou pevnost a tažnost.
Data: Dosahuje jemnozrnná mikrostruktura s pevností v tahu 600– 800 MPa (ISO 630:2018).
Žíhání řešení
Účel: Rozpusťte legující prvky do homogenní austenitické matrice v nerezových ocelích a slitinách na bázi niklu.
Proces:
- Teplota: 1,050–1 150 °C pro plnou austenitizaci.
- Zhášení: Rychlé ochlazení ve vodě nebo oleji, aby se zabránilo rozkladu fází.
Aplikace: - Lékařský: Austenitická nerezová ocel kvality pro implantáty (NAPŘ., ASTM F138).
- Chemikálie: Výměníky tepla (NAPŘ., 316L Nerezová ocel).
Data: Zajišťuje 99.9% fázová homogenita, rozhodující pro odolnost proti korozi (NACE MR0175/ISO 15156).
Rekrystalizační žíhání
Účel: Změkčujte kovy opracované za studena vytvořením zrn bez pnutí.
Proces:
- Teplota: 450–650 ° C. (NAPŘ., 550°C pro hliník, 400°C pro měď).
- Držte čas: 1– 3 hodiny aby se umožnila rekrystalizace.
Aplikace: - Elektronika: Měděné dráty (NAPŘ., vinutí transformátoru s 100% IACS vodivost).
- Obal: Hliníkové plechovky (NAPŘ., AA 3003 slitina).
Data: Obnovuje vodivost do 95-100% IACS v mědi (Mezinárodní standard žíhané mědi).
Subkritické žíhání
Účel: Snižte tvrdost u nízkouhlíkových ocelí bez fázové transformace.
Proces:
- Teplota: 600–700 ° C. (pod nižší kritickou teplotou).
- Držte čas: 1– 2 hodiny ke zmírnění zbytkového napětí.
Aplikace: - Automobilový průmysl: Měkká ocel válcovaná za studena (NAPŘ., SAE 1008) pro automobilové panely.
- Železářské zboží: Pružinová ocel (NAPŘ., SAE 1050) pro minimální zkreslení.
Data: Dosahuje Snížení tvrdosti HBW o 20–25 % (ASTM A370).
Procesní žíhání
Účel: Obnovte tažnost kovů po přechodných krocích tváření za studena.
Proces:
- Teplota: 200–400 °C (NAPŘ., 300°C pro mosaz, 250°C pro nerezovou ocel).
- Chlazení: Vzduchem chlazené nebo chlazené pecí.
Aplikace: - Elektronika: Stopy měděných desek plošných spojů (NAPŘ., 5Součásti G antény).
- HVAC: Měděné trubky (NAPŘ., ASTM B280).
Data: Zlepšuje tvarovatelnost tím 30–40%, umožňující užší poloměry ohybu (Sdružení pro rozvoj mědi).
Světlé žíhání
Účel: Zabraňte oxidaci a dekarbonizaci ve vysoce čistých aplikacích.
Proces:
- Atmosféra: Vodík (H2) nebo inertní plyn (N₂/zapnuto) na ≤ 10 ppm kyslíku.
- Teplota: 800–1 000 °C (NAPŘ., 900°C pro pásy z nerezové oceli).
Aplikace: - Aerospace: Slitiny titanu (NAPŘ., TI-6AL-4V) pro lopatky turbíny.
- Automobilový průmysl: Výfukové systémy z nerezové oceli (NAPŘ., Inconel 625).
Data: Dosahuje 99.9% povrchová čistota, rozhodující pro odolnost proti korozi (SAE J1708).
Bleskové žíhání
Účel: Rychlá úprava povrchu pro lokální vylepšení vlastností.
Proces:
- Zdroj tepla: Vysoce intenzivní plameny nebo lasery (NAPŘ., 1,200°C špičková teplota).
- Držte čas: Sekundy na milisekundy pro přesné zpevnění povrchu.
Aplikace: - Výrobní: Zuby ozubených kol (NAPŘ., pouzdro 8620 ocel).
Data: Zvyšuje tvrdost povrchu o 50–70 % (NAPŘ., z 30 HRC do 50 HRC) (Surface Engineering Journal).
Kontinuální žíhání
Účel: Velkoobjemová úprava plechů v automobilovém průmyslu a stavebnictví.
Proces:
- Rychlost linky: 10–50 m/I s řízenou atmosférou (NAPŘ., redukční plyn).
- zóny: Topení, namáčení, chlazení, a navíjení.
Aplikace: - Automobilový průmysl: Ocelové panely karoserie (NAPŘ., 1,000-tunové lisovací linky pro Tesla Model Y).
- Konstrukce: Pozinkované střešní plechy (NAPŘ., GI 0,5 mm).
Data: Procesy 10– 20 milionů tun oceli ročně, snížení zmetkovitosti o 15–20% (Světové ocelářské asociace).
4. Proces a techniky žíhání
Proces žíhání se skládá ze tří primárních fází: topení, namáčení, a chlazení.
Každý stupeň je pečlivě kontrolován, aby bylo dosaženo požadovaných vlastností materiálu, zajištění jednotnosti a konzistence v mikrostrukturálních přeměnách.

Existují různé techniky žíhání, přizpůsobené různým materiálům a průmyslovým aplikacím.
Příprava před žíháním
Před žíháním, správná příprava zajišťuje optimální výsledky. To zahrnuje:
✔ Čištění materiálu & Inspekce:
- Odstraňuje povrchové nečistoty (oxidy, tuk, měřítko) které mohou ovlivnit přenos tepla.
- Provádí mikrostrukturální analýzu k určení již existujících defektů.
✔ Metody předběžného ošetření:
- Moření: Používá kyselé roztoky k čištění kovových povrchů před tepelným zpracováním.
- Mechanické leštění: Odstraňuje oxidační vrstvy pro zvýšení rovnoměrného zahřívání.
Příklad:
V leteckém průmyslu, titanové komponenty procházejí přísným předčištěním, aby se zabránilo oxidaci během žíhání ve vakuové peci.
Fáze ohřevu
Fáze ohřevu postupně zvyšuje teplotu materiálu na cílový rozsah žíhání. Správné ovládání zabraňuje tepelnému šoku a zkreslení.
Klíčové faktory:
Výběr pece:
- Dávkové pece: Používá se pro velkoplošné průmyslové žíhání ocelových a hliníkových plechů.
- Průběžné pece: Ideální pro vysokorychlostní výrobní linky.
- Vakuové pece: Zabraňte oxidaci a zajistěte vysokou čistotu v leteckém a elektronickém průmyslu.
Typické rozsahy teplot ohřevu:
- Ocel:600–900 ° C. v závislosti na typu slitiny.
- Měď:300–500 °C pro změkčení a zmírnění stresu.
- Hliník:350–450 °C ke zjemnění struktury zrn.
Úvahy o rychlosti vytápění:
- Pomalé zahřívání: Snižuje teplotní gradienty a zabraňuje praskání.
- Rychlý ohřev: Používá se v některých aplikacích ke zlepšení účinnosti a zároveň k zamezení hrubnutí zrna.
Případová studie:
Pro lékařské implantáty z nerezové oceli, vakuové žíhání při 800–950 ° C. minimalizuje oxidaci a zároveň zlepšuje odolnost proti korozi.
Fáze namáčení (Udržení na cílové teplotě)
Namáčení zajišťuje rovnoměrné rozložení teploty, umožňující úplné proměně vnitřní struktury kovu.
Faktory ovlivňující dobu namáčení:
🕒 Tloušťka materiálu & Složení:
- Silnější materiály vyžadují delší dobu namáčení pro rovnoměrný prostup tepla.
🕒 Cíle zdokonalování mikrostruktury:
- Pro odlehčení žíhání, namáčení může trvat 1– 2 hodiny.
- Pro úplné žíhání, materiály mohou vyžadovat několik hodin k dosažení úplné rekrystalizace.
Příklad:
V difuzním žíhání pro oceli s vysokým obsahem uhlíku, drží při 1050–1200 °C pro 10– 20 hodin eliminuje segregaci a zvyšuje homogenitu.
Fáze chlazení
Fáze chlazení určuje konečnou mikrostrukturu a mechanické vlastnosti. Tvrdost ovlivňují různé způsoby chlazení, Struktura zrn, a úlevu od stresu.
Chladicí techniky & Jejich účinky:
Chlazení pece (Pomalé chlazení):
- Materiál zůstává v peci, jak se postupně ochlazuje.
- Vytváří měkké mikrostruktury s maximální tažností.
- Používá se pro úplné žíhání oceli a litiny.
Chlazení vzduchem (Mírné chlazení):
- Snižuje tvrdost při zachování střední pevnosti.
- Běžné v žíhání pro odlehčení stresu svařovaných konstrukcí.
Zhášení (Rychlé chlazení):
- Používá se v izotermické žíhání k přeměně austenitu na měkčí mikrostruktury.
- Zahrnuje chlazení v oleji, voda, nebo vzduch v kontrolovaných rychlostech.
Chlazení s řízenou atmosférou:
- Inertní plyn (argon, dusík) zabraňuje oxidaci a změně barvy.
- Nezbytné ve vysoce přesných průmyslových odvětvích, jako je polovodiče a letectví.
Porovnání způsobů chlazení:
| Způsob chlazení | Míra chlazení | Vliv na materiál | Společná aplikace |
|---|---|---|---|
| Chlazení pece | Velmi pomalé | Maximální tažnost, hrubá zrna | Úplné žíhání oceli |
| Chlazení vzduchem | Mírný | Vyvážená pevnost a tažnost | Žíhání proti stresu |
| Kalení vodou/olejem | Rychle | Jemná mikrostruktura, vyšší tvrdost | Izotermické žíhání |
| Řízená atmosféra | Proměnná | Povrch bez oxidace | Aerospace & Elektronika |
5. Vliv žíhání na vlastnosti materiálu
Žíhání výrazně ovlivňuje vnitřní strukturu a vlastnosti materiálů, což z něj činí kritický proces v metalurgii a vědě o materiálech.
Pečlivým ovládáním vytápění, namáčení, a ochlazovací fáze, zvyšuje tažnost, snižuje tvrdost, zjemňuje strukturu zrna, a zlepšuje elektrické a tepelné vlastnosti.
Tato část zkoumá tyto účinky strukturovaným a podrobným způsobem.
Mikrostrukturní transformace
Žíhání mění vnitřní strukturu materiálů prostřednictvím tří klíčových mechanismů:
- Rekrystalizace: Nový, tvoří se zrna bez napětí, výměna deformovaných, který obnovuje tažnost a snižuje pracovní zpevnění.
- Růst obilí: Prodloužené doby namáčení umožňují růst zrn, vyvážení síly a pružnosti.
- Fázová transformace: Dochází ke změnám ve složení fází, jako je přeměna martenzitu na ferit a perlit v oceli, optimalizace pevnosti a tažnosti.
Příklad:
Ocel opracovaná za studena může zažít až a 30% snížení tvrdosti po žíhání, výrazně zlepšuje jeho tvarovatelnost.
Vylepšení mechanických vlastností
Žíhání zlepšuje mechanické vlastnosti kovů několika způsoby:
Zvýšená tažnost & Houževnatost
- Kovy se stávají méně křehkými, snížení rizika zlomenin.
- Některé materiály vykazují a 20-30% zvýšení prodloužení před lomem po žíhání.
Snížení zbytkového stresu
- Uvolňuje vnitřní pnutí způsobená svařováním, obsazení, a práce za studena.
- Snižuje pravděpodobnost deformace, praskání, a předčasným selháním.
Optimalizovaná tvrdost
- Změkčuje materiály pro snadnější obrábění, ohýbání, a formování.
- Tvrdost oceli se může snížit o 30-40%, snížení opotřebení nástrojů a výrobních nákladů.
Účinky na obrobitelnost & Formovatelnost
Žíhání zlepšuje obrobitelnost změkčením kovů, usnadňuje jejich řezání, vrtat, a tvar.
Snížené opotřebení nástroje: Nižší tvrdost prodlužuje životnost nástroje a snižuje náklady na údržbu.
Jednodušší tvarování: Kovy se stávají pružnějšími, umožňující hlubší kresbu a složitější tvary.
Lepší povrchová úprava: Hladší mikrostruktury mají za následek zlepšenou kvalitu povrchu po obrábění.
Elektrický & Vylepšení tepelných vlastností
Žíhání zjemňuje strukturu krystalové mřížky, snížení defektů a zlepšení vodivosti.
⚡ Vyšší elektrická vodivost:
- Odstraňuje překážky na hranicích zrn, zlepšení toku elektronů.
- Měď může dosáhnout a 10-15% zvýšení vodivosti po žíhání.
🔥 Vylepšená tepelná vodivost:
- Umožňuje lepší odvod tepla v aplikacích, jako jsou výměníky tepla.
- Nezbytné pro vysoce výkonné elektronické a letecké komponenty.
Průmyslové použití:
Výrobci polovodičů spoléhají na žíhání tenkých vrstev, aby zlepšili vodivost křemíkových plátků a minimalizovali vady.
6. Výhody a nevýhody žíhání
Výhody
- Obnovuje tažnost:
Žíhání obrátí mechanické zpevnění, usnadňuje tváření a obrábění kovů. - Uvolňuje zbytková napětí:
Odstraněním vnitřních pnutí, žíhání snižuje riziko deformace a praskání. - Zlepšuje obrobitelnost:
Změklé, rovnoměrná mikrostruktura zvyšuje účinnost řezání a prodlužuje životnost nástroje. - Optimalizuje elektrickou vodivost:
Obnovené krystalické struktury mohou vést ke zlepšení elektrických a magnetických vlastností. - Přizpůsobitelná struktura zrna:
Upravte parametry procesu tak, abyste dosáhli požadované velikosti zrn a rozdělení fází, přímo ovlivňuje mechanické vlastnosti.
Nevýhody
- Časově náročné:
Proces žíhání může trvat několik hodin 24 Hodiny, což může zpomalit výrobní cykly. - Vysoká spotřeba energie:
Energie potřebná pro řízené vytápění a chlazení může být značná, ovlivňující provozní náklady. - Citlivost procesu:
Dosažení optimálních výsledků vyžaduje přesnou kontrolu teploty, čas, a rychlosti chlazení. - Nebezpečí nadměrného žíhání:
Nadměrný růst zrn může vést ke snížení pevnosti materiálu, pokud není správně řízen.
7. Aplikace žíhání
Žíhání je všestranný proces tepelného zpracování s aplikacemi napříč průmyslovými odvětvími, umožňující materiálům dosáhnout optimální mechanické, tepelný, a elektrické vlastnosti.
Níže je podrobný průzkum jejích kritických rolí v klíčových sektorech:
Letecký průmysl
- Účel: Zvyšte sílu, Snižte křehkost, a eliminovat zbytková napětí v lehkých slitinách.
- Materiály:
-
- Slitiny titanu (NAPŘ., TI-6AL-4V): Žíhání zlepšuje tažnost a odolnost proti únavě lopatek turbín a draků letadel.
- Superslitiny na bázi niklu (NAPŘ., Inconel 718): Používá se v součástech proudových motorů, žíhání zajišťuje jednotnou mikrostrukturu pro vysokoteplotní výkon.
Výroba automobilů
- Účel: Optimalizujte tvarovatelnost, tvrdost, a odolnost proti korozi u sériově vyráběných součástí.
- Materiály:
-
- Vysokopevnostní oceli (HSS): Žíhání změkčuje HSS pro lisování panelů karoserie automobilů (NAPŘ., ultra-vysokopevnostní ocel v Tesla Model S).
- Nerez: Žíhání zlepšuje svařitelnost ve výfukových systémech a palivových nádržích.
Elektronika a polovodiče
- Účel: Zdokonalte vlastnosti polovodičů a zlepšujte elektrickou vodivost.
- Materiály:
-
- Silikonové destičky: Žíhání odstraňuje defekty a zlepšuje krystalickou kvalitu pro výrobu mikročipů (NAPŘ., Paměť Intel 3D XPoint).
- Měděné propojení: Žíhání zvyšuje vodivost v deskách plošných spojů (PCB) a elektroinstalace.
- Pokročilé techniky:
-
- Rychlé tepelné žíhání (RTA): Používá se při výrobě polovodičů k minimalizaci tepelného rozpočtu.
Konstrukce a infrastruktura
- Účel: Zlepšete životnost, odolnost proti korozi, a proveditelnost pro velké projekty.
- Materiály:
-
- Měděné trubky: Žíhání zajišťuje flexibilitu a odolnost vůči korozi ve vodovodních systémech (NAPŘ., žíhané měděné trubky v zelených budovách).
- Hliníkové slitiny: Žíhaný hliník se používá na fasády budov a okenní rámy pro lepší tvarovatelnost.
- Příklad: Burdž Chalífa používá pro svou nízkou hmotnost opláštění z žíhaného hliníku, exteriér odolný proti korozi.
Energetický sektor
- Účel: Zvyšte výkonnost materiálu v extrémních prostředích.
- Aplikace:
-
- Jaderné reaktory: Žíhané slitiny zirkonia (NAPŘ., Zircaloy-4) pro palivové tyče odolávají radiaci způsobenému křehnutí.
- Solární panely: Žíhané křemíkové články zlepšují účinnost fotovoltaiky (NAPŘ., Tenkovrstvé moduly First Solar).
- Větrné turbíny: Žíhaná ocel a kompozity pro čepele odolávají cyklickému namáhání a únavě.
Zdravotnické prostředky
- Účel: Dosáhněte biokompatibility, flexibilita, a toleranci sterilizace.
- Materiály:
-
- Nerez: Žíhaný pro chirurgické nástroje (NAPŘ., skalpely a kleště) k vyvážení tvrdosti a pružnosti.
- Titanové implantáty: Žíhání snižuje povrchové defekty a zlepšuje biokompatibilitu u kyčelních náhrad.
Spotřební zboží a šperky
- Účel: Zvyšte kujnost pro složité vzory a povrchovou úpravu.
- Materiály:
-
- Zlato a stříbro: Žíhání změkčuje drahé kovy pro výrobu šperků (NAPŘ., Tiffany & Ručně vyráběné kousky společnosti Co).
- Měděné nádobí: Žíhaná měď zlepšuje tepelnou vodivost a tvarovatelnost pro rovnoměrné rozložení tepla.
Nové aplikace
- Aditivní výroba (3D Tisk):
-
- Žíhání kovů tištěných 3D tiskem (NAPŘ., Inconel) k odstranění vnitřních pnutí a zlepšení mechanických vlastností.
- Vodíkové palivové články:
-
- Žíhané slitiny platinové skupiny pro katalyzátory v membránách palivových článků.
- Flexibilní elektronika:
-
- Žíhání grafenu a polymerů pro nositelné senzory a flexibilní displeje.
Průmyslové standardy a shoda
- Mezinárodní ASTM:
-
- ASTM A262 pro korozní testování žíhané nerezové oceli.
- ASTM F138 pro slitinu titanu (TI-6AL-4V) v lékařských zařízeních.
- ISO standardy:
-
- ISO 679 pro žíhání mědi a slitin mědi.
8. Závěr
Žíhání je transformační proces tepelného zpracování, který zásadně zlepšuje mechanické a fyzikální vlastnosti kovů a slitin.
Prostřednictvím řízeného vytápění a chlazení, žíhání obnovuje tažnost, snižuje vnitřní pnutí, a zjemňuje mikrostrukturu, čímž se zlepšuje obrobitelnost a výkon.
Tento článek poskytl komplexní, vícerozměrná analýza žíhání, pokrývající jeho vědecké principy, procesní techniky, hmotné efekty, průmyslové aplikace, a budoucí trendy.
V éře, kde je precizní strojírenství a udržitelnost prvořadé, pokroky v technologii žíhání,
jako je digitální řízení procesů, alternativní způsoby vytápění, a postupy šetrné k životnímu prostředí – jsou nastaveny tak, aby dále optimalizovaly vlastnosti materiálů a snížily dopad na životní prostředí.
Jak průmyslová odvětví neustále inovují a vyvíjejí se, zvládnutí procesu žíhání zůstává rozhodující pro zajištění kvality produktu, provozní účinnost, a dlouhodobou konkurenceschopnost na globálním trhu.

