
Reaming är en kritisk efterbehandlingsprocess i tillverkningen som förbättrar hålens noggrannhet och kvalitet. Den här artikeln går in i grunderna i reaming, dess syfte, stegen för att utföra reaming, och hur det skiljer sig från andra hålprocesser som tråkiga och borrning.
Jag. Vad är reaming?
Reaming är en precisionsbearbetningsprocess som används för att förbättra storleken, form, och ytfin av ett befintligt hål. Till skillnad från borrning, som skapar ett hål, Reaming utförs efter att ett hål ursprungligen har borrats för att förfina dess dimensioner och uppnå stramare toleranser.
Reaming används ofta i tillverkningsprocesser där hög precision krävs, som i bil-, flyg-, och maskinteknikindustri.
Ii. Vad är syftet med att reaming?
Huvudsyftet med reaming är att uppnå en hög precision och en förbättrad ytfinish i det slutliga hålet.
- Förbättra hålstorlekens noggrannhet: Reaming säkerställer att hålet bringas till den exakta storleken som krävs, Mötet täta toleranser.
- Förbättra ytfinishen: Reaming slätar hålets interiör, Minska grovhet och skapa en bättre kontaktyta för komponenter som axlar och stift.
- Uppnå konsistens: Processen säkerställer konsekvent hålkvalitet över flera delar, vilket är avgörande i massproduktionsinställningar.
Processer som borrning och tråkig kommer före reaming metall. Ett hålreamer är ett idealiskt val att tänka på när du behöver hålla toleranser stramare exakt -/+ 0.002″ Eller mer på håldiametern.
Iii. Hur man skapar ett hål: En stegvis guide
För att få bästa resultat av detta precisionsbearbetning, Du måste förbereda dina hål med rätt mängd lager för att Reamer ska klippa.
Reamer gnuggar hålet och lämnar diametern mindre än vad som krävs om beståndet är för litet. Dock, Om beståndet är för mycket, hålet kan bli överdimensionerat och ha en grov ytbehandling.
Här är några steg om hur man ska värma ett hål:
- Förbered hålet: Börja med att borra eller tråkigt ett hål något mindre än den önskade slutstorleken. Förhålet borde handla 0.2-0.5 mm underdimensionerad.
- Välj rätt reamer: Välj en reamer som är lämplig för materialet, hålstorlek, och finish krävs. Reamers finns i olika typer, som handreamers, maskinreamers, och justerbara reamers.
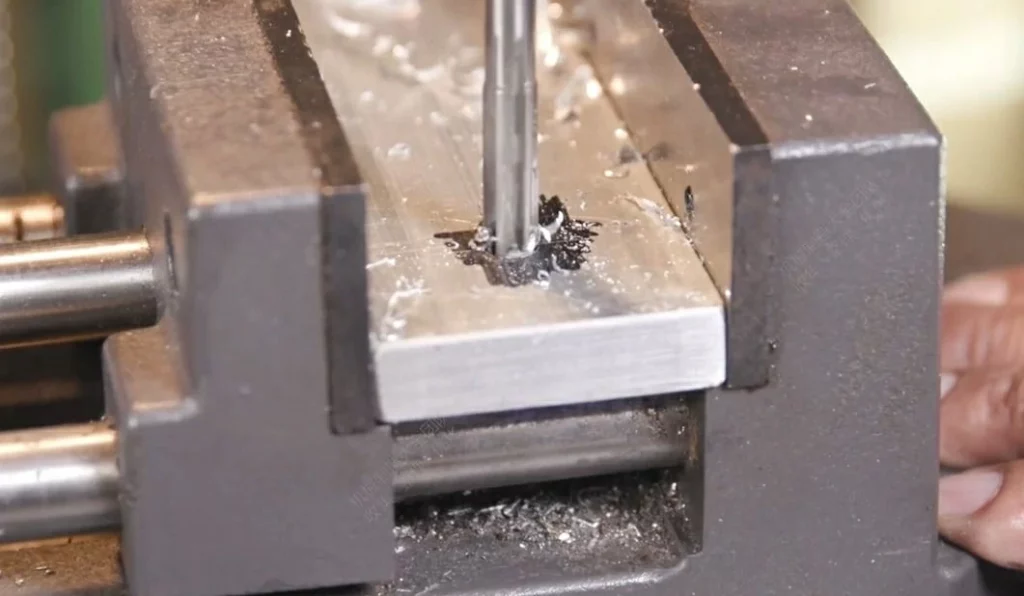
- Ställa in maskinen: Säkra arbetsstycket på maskinen (TILL EXEMPEL., svarv, fräs, eller borrpress) För att säkerställa stabilitet under operationen.
- Smörj reameren: Applicera skärvätska eller smörjmedel för att minska friktionen, förhindra överhettning, och förlänga verktygslivet.
- REAM hålet: Mata långsamt Reamer i hålet med en stadig hastighet och ljustryck. Undvik att tvinga Reamer, Eftersom detta kan orsaka verktygsbrott eller felaktiga resultat.
- Kontrollera hålet: Efter reaming, Använd en mikrometer eller borrmätare för att kontrollera hålets storlek och finish. Gör justeringar vid behov.
Iv. Hur man bestämmer storleken på ett reamhål
Reaming är en effektiv metod för att avsluta hål, Men att få rätt storlek före hålet är avgörande. Om hålet är för stort, Reamer fungerar inte effektivt, Medan ett alltför små hål inte tillåter Reamer att fungera korrekt
En allmän riktlinje är att lämna 0,010 ″ till 0,015 ″ material efter borrning för att Reamer ska ta bort. För mindre diametrar, till exempel 1/32 ″ eller mindre, Detta bidrag bör vara mellan 0,003 ″ till 0,006 ″.
Det är ofta bättre att använda procentsatser istället för fasta värden: Gör det förborrerade hålet 2% till 3% mindre än reamers diameter, eller fram till 5% mindre om förhållanden tillåter.
För att bestämma rätt reamhålstorlek:
- Tänk på storleken före hålet: Se till att det förborrade hålet är något mindre än målstorleken.
- Använd storleksdiagram: Reamer-tillverkare tillhandahåller ofta diagram som anger rätt storlek före hålet för olika reamerstorlekar.
- Redogöra för materialegenskaper: Mjukare material kan expandera mer under reaming, Så justeringar av storleken före hålet kan vara nödvändiga.
V. Tips och försiktighetsåtgärder för reaming -operationer
Det finns några användbara tips och försiktighetsåtgärder att tänka på när man utför reaming för att få en framgångsrik operation. Här är några av dem:
- Korrekt inriktning: Se till att Reamer är perfekt i linje med hålet för att undvika avsmalnande eller excentricitet.
- Använd skärvätska: Applicera adekvat smörjning för att minska värmen och slitage.
- Kontrollmatningshastighet: Håll en stadig och kontrollerad matningshastighet för att förhindra prat och dålig finish.
- Monitor Tool Wear: Kontrollera regelbundet reamerens tillstånd och byt ut det om det visar tecken på slitage.
Vi. Vanliga problem som uppstår under reaming
Några vanliga frågor inkluderar:
- Prat: Vibrationer som kan leda till ojämna snitt och dålig ytfinish.
- Avsmalning: Hål som inte är raka, vanligtvis på grund av felanpassning.
- Oval form: Hål som inte är perfekt runda, ofta orsakad av överdriven kraft eller felaktig verktygsgeometri.
- Dålig ytfinish: Orsakad av otillräcklig smörjning eller felaktigt verktygsval.
Vii. Olika typer av reamers
Handreamare: Designad för manuell drift, används ofta för mindre justeringar.

Maskinreamers: Används med svarvar och borrpressar för mer exakt och konsekvent reaming.
Justerbara reamers: Dessa kan justeras för små variationer i hålstorlek, Erbjuder flexibilitet.
Avsmalnande reamers: Används för att skapa avsmalnande hål, Vanligtvis sett i applikationer som monteringsstift.
Viii. Reaming vs. Tråkig vs. Borrning: Viktiga skillnader
Skurande, tråkig, och borrning är distinkta bearbetningsoperationer som används för att skapa eller modifiera hål i ett arbetsstycke, var och en använder olika skärverktyg och tekniker.
Låt oss dela upp dessa processer för att lyfta fram sina skillnader.

Skurande
Reaming är en efterbehandlingsprocess som förfinar befintliga hål, Förbättra ytkvalitet och precision. Den använder en reamer, Ett roterande skärverktyg som tar bort minimalt material jämfört med borrning. Reaming kräver ett förborat hål och utförs på maskiner som borrpressar eller fräsmaskiner. Processen uppnår en storlekstolerans för IT9 till IT6, med en ytråhet av RA 3.2 till 0,2 um.
Tråkig
Tråkigt förstorar ett befintligt hål med en enpunktsskärare eller tråkigt huvud, att inte förväxla med borrning, som skapar det första hålet. Genomförs på maskiner som svarvar eller tråkiga fabriker, tråkigt förbättrar hålinriktningen och korrigerar fel i den ursprungliga hålaxeln. Det erbjuder ett precisionsområde av IT9 till IT7 och en ytråhet av RA 3.2 till 0,8 um.
Borrning
Borrning är den initiala hålprocessen som använder en borrbit för att skapa cirkulära hål i ett arbetsstycke. Det fungerar som grunden för efterföljande bearbetningsoperationer som gängning, tråkig, eller reaming. Borrning är i allmänhet mindre exakt, med noggrannhet från IT13 till IT11 och en ytråhet av RA 50 till 12,5 um.
I allt väsentligt, Borrning bildar det första hålet, tråkigt förstoras och korrigerar det, och reaming ytor och jämnar ut hålets inre väggar för att möta exakta specifikationer.
Ix. När ska man välja raming över tråkigt?
Reaming föredras framför tråkig när:
- Högre precision krävs: För att uppnå stramare toleranser och bättre ytfinish.
- Mindre avlägsnande av material behövs: När hålet är nästan rätt storlek men kräver förfining.
- Kostnadseffektivitet: Reaming kan vara mer ekonomiskt för mindre hål och färre materialborttagningsbehov.
X. Slutsats
Reaming är en viktig efterbehandlingsprocess i bearbetning som säkerställer att hål är exakta, jämna, och redo för deras avsedda syfte. Genom att förstå processen, Välja rätt verktyg, och efter riktiga tekniker, Tillverkare kan uppnå överlägsna resultat som förbättrar produktens prestanda och tillförlitlighet.
Xi. Få en perfekt hålbearbetningstjänst
Att uppnå det perfekta hålet kräver inte bara rätt verktyg utan också expertis och precision. Samarbete med professionella bearbetningstjänster säkerställer högkvalitativa reamingresultat. Tjänster som DETTA Ge skräddarsydda lösningar för hålbehandling, Använda avancerade reamingtekniker och modern utrustning för att tillgodose dina specifika behov.
Xii. Vanliga frågor
1. Kan reaming göras manuellt?
- Ja, Reaming kan göras manuellt med hjälp av handreamers, Även om detta vanligtvis är reserverat för lågprecision eller mindre justeringar.
2. Vilka material kan reamas?
- Reaming är lämplig för ett brett utbud av material, inklusive metaller, plast, och kompositer, Men reamermaterialet och skärparametrarna bör justeras i enlighet därmed.
3. Hur väljer jag rätt reamer -storlek?
- Reamer-storleken ska vara något större än det förborrerade hålet men matchar den önskade slutliga diametern på hålet.
4. Varför är smörjning viktig vid reaming?
- Smörjning minskar friktion och värme, förlänga livets liv och förbättra hålets finishkvalitet.
5. Vad orsakar ett stort hål under reaming?
- Överdimensionerade hål kan vara resultatet av slitna reamers, Felaktiga matningshastigheter, eller felanpassning under operationen.
6. Rikar en snabb process?
- En: Jämfört med borrning, Reaming är relativt snabbt, Men hastigheten beror på att materialet bearbetas och önskad finishkvalitet.
- Vad är fördelen med att använda en flytande reamer?
- En: Flytande reamers centrerar automatiskt sig själva, säkerställa raka och sanna hål även om det ursprungliga hålet är något utanför centrum.
Reaming ger noggrannhet och finish som krävs för kritiska applikationer, vilket gör det till en oumbärlig teknik i precisionsbearbetning.
Innehållsreferens:https://waykenrm.com/blogs/what-is-reaming/

