
1. Introduktion
Svetsning är en av de viktigaste processerna inom tillverkning och konstruktion, ger grunden för att skapa hållbara och pålitliga fogar i en mängd olika material.
Oavsett om det är att bygga en skyskrapa, tillverka bilramar, eller montering av invecklade maskiner, svetsning säkerställer styrkan och stabiliteten hos slutprodukten.
Dock, För att uppnå felfria svetsar krävs mer än att bara applicera värme och tillsatsmaterial.
Det kräver korrekt anpassning och noggrann uppmärksamhet på detaljer genom hela processen.
Häftsvetsning spelar en avgörande roll i detta. Det är den tillfälliga tekniken som används för att säkra arbetsstycken på plats innan finalen, helsvets.
Det säkerställer korrekt inriktning, minskar risken för snedvridning, och bidrar i slutändan till styrkan och kvaliteten på den slutliga svetsen.
I den här bloggen, vi ska utforska vikten av häftsvetsning, dess olika tekniker, gynn, vanliga applikationer, och bästa praxis för att säkerställa att dina häftsvetsar är stabila och exakta.
2. Vad är klibbsvetsning?
Häftsvetsning är processen att applicera små, tillfälliga svetsar för att hålla ihop metallbitar.
Dessa svetsar är strategiskt placerade vid viktiga punkter längs fogen, se till att arbetsstyckena stannar på plats under uppriktnings- och monteringsstegen.
Till skillnad från slutsvetsar, som är designade för att ge långvarig styrka, Häftsvetsar är inte avsedda att vara bärande efter att hela svetsprocessen är klar.
Det används vanligtvis i kombination med andra svetsprocesser som t.ex MIG welding, Tigsvetsning, och sticksvetsning.
Syftet är att skapa ett stall, tillfällig bindning som tål värmen och trycket från den efterföljande svetsningen,
förhindrar material från att förskjutas eller deformeras under den slutliga fogen.
3. Häftsvetsningens roll i svetsprocessen
Det fungerar som grunden för många större och mer komplexa svetsprojekt.
Huvudmålet med det är att säkerställa korrekt positionering av arbetsstyckena innan den slutliga svetsprocessen börjar.
Detta är särskilt viktigt i storskaliga projekt där även en mindre felställning kan orsaka betydande problem i slutprodukten.
Här är hur häftsvetsning hjälper:
- Säkerställer korrekt positionering: Häftsvetsar säkrar tillfälligt delar på plats för att förhindra rörelse under helsvetsning.
- Förhindrar vridning och distorsion: Genom att hålla delarna stadigt på plats, Häftsvetsar hjälper till att minimera risken för skevhet orsakad av termisk expansion under huvudsvetsprocessen.
- Förbättrar monteringseffektiviteten: Med delarna rätt inriktade, häftsvets minskar behovet av justeringar under den slutliga svetsen, sparar både tid och material.
4. Häftsvetstekniker
Grundläggande steg:
- Placering av arbetsstyckena: Börja med att försiktigt ställa in arbetsstyckena i önskade positioner i förhållande till varandra.
Korrekt anpassning är avgörande för att säkerställa att slutprodukten uppfyller specifikationerna. - Häftsvetsprocess: Ansök snabbt, små svetssträngar på strategiska punkter för att hålla delarna säkert.
Storleken och avståndet mellan dessa svetsar beror på materialtjockleken och typen av fog.
En bra tumregel är att rymma häftsvetsar varje 6 till 12 tum, beroende på projektets krav. - Slutbesiktning: Innan du fortsätter med den slutliga svetsen, verifiera att fogen är korrekt placerad och att häftsvetsarna ger tillräckligt fäste.
Att inspektera uppriktningen nu kan spara tid och ansträngning längs linjen.

Vanliga svetsprocesser:
- MIG Welding: Känd för sin snabbhet och effektivitet, MIG-svetsning är idealisk för snabb, effektiva häftsvetsar på tunnare metaller.
- TIG-svetsning: Erbjuder precision och kontroll, TIG-svetsning är perfekt för mer ömtåliga eller detaljerade arbeten,
speciellt när du arbetar med tunnare material eller kräver ett rent utseende. - Sticksvetsning: Med sin robusta natur, stavsvetsning ger tillförlitliga häftsvetsar för tjockare material och utomhusapplikationer där bärbarhet är avgörande.
Att välja rätt storlek och avstånd:
Att välja lämplig storlek och avstånd för häftsvetsar är avgörande. För få eller för små, och svetsarna kanske inte ger tillräckligt fäste;
för många eller för stora, och de kan införa onödig stress eller komplicera borttagningen.
En studie av American Welding Society fann att optimala häftsvetsstorlekar varierar beroende på materialtjocklek,
med en allmän riktlinje som föreslår häftsvetslängder mellan 0.5 till 1 tum för de flesta applikationer.
Svetspositioner:
Olika svetspositioner – platt, horisontell, vertikal, och overhead—påverkar enkelheten och kvaliteten vid häftsvetsning.
Justera din teknik för att säkerställa tillförlitliga resultat.
Till exempel, plattsvetsning är ofta enklare och ger häftsvetsar av högre kvalitet på grund av bättre kontroll över den smälta poolen.
5. Vanliga typer av häftsvetsning
Under åren, flera specialiserade typer av häftsvetsning har dykt upp för att möta olika tillämpningar och krav.
Punktsvetsning
Punktsvetsning är en av de mest populära metoderna som används vid plåtbearbetning, speciellt inom industrier som fordon och elektronik.

Det handlar om att applicera tryck och värme vid specifika punkter, vanligtvis genom elektroder, att skapa en liten, lokaliserad svets.
- Hur det fungerar: En elektrisk krets med hög ström passerar genom arbetsstyckena på den plats där svetsen krävs.
Värmen som genereras av motståndet vid kontaktpunkterna gör att metallen smälter och smälter. - Ansökningar: Bilkarosseri, elektronik, och apparattillverkning.
Punktsvetsning är särskilt användbar för tunna plåtar och material som inte är känsliga för betydande termisk distorsion. - Gynn: Snabb, effektiv, och kostnadseffektiv för produktion i hög volym.
Ultraljudshäftsvetsning
Det är en nyare, mer specialiserad teknik som använder högfrekventa ljudvågor för att skapa lokal värme och svetsa samman material.
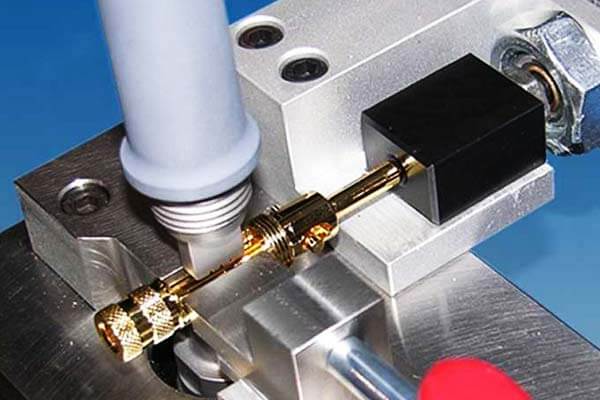
Till skillnad från konventionella svetsmetoder, det kräver inte fyllnadsmaterial eller höga temperaturer.
I stället, ultraljudsvibrationerna genererar tillräckligt med värme för att binda ytorna.
- Hur det fungerar: Ultraljudsvågor appliceras med en frekvens mellan 20 och 40 kHz, vilket gör att metallytorna snabbt vibrerar, genererar friktionsvärme.
Värmen som skapas smälter samman materialen vid kontaktpunkten. - Ansökningar: Används ofta i applikationer där traditionell svetsning kan skada ömtåliga eller små komponenter, som inom elektronikindustrin eller medicintekniska produkter.
- Gynn: Precision och minimal distorsion gör den idealisk för småskaliga applikationer.
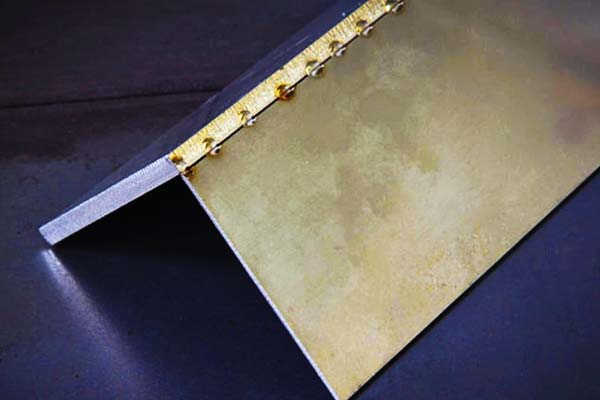
Brohäftsvetsning
Brohäftsvetsning innebär att skapa flera små häftsvetsar längs en fog eller över ett gap mellan delarna.
Denna teknik "överbryggar" gapet innan hela svetsen appliceras, säkerställa att komponenterna är i linje under hela processen.
- Hur det fungerar: Små häftsvetsar placeras med intervaller, effektivt "brygga" delarna tillsammans.
Detta hjälper till att bibehålla deras inriktning under ytterligare svets- eller monteringssteg. - Ansökningar: Används vanligtvis vid konstruktionssvetsning, till exempel vid konstruktion av stora stålkonstruktioner som broar, fartyg, och tunga maskiner.
- Gynn: Ger utmärkt stabilitet för stora komponenter, förhindrar att delar förskjuts under den slutliga svetsen.
Hot Tacksvetsning
Varmhäftsvetsning innebär att delarna värms upp till en hög temperatur innan häftsvetsen appliceras.
Denna teknik säkerställer att arbetsstyckena redan är delvis svetsade när häftet görs,
minskar risken för skevhet eller felinriktning under hela svetsprocessen.
- Hur det fungerar: Arbetsstyckena värms upp till en viss temperatur med hjälp av externa värmekällor som en brännare eller ugn.
En gång vid önskad temperatur, häftsvetsar appliceras på olika ställen längs fogen. - Ansökningar: Används i situationer där material måste hållas på plats vid höga temperaturer eller där den övergripande processen involverar svetsning av tjocka materialsektioner.
- Gynn: Idealisk för att förhindra termisk distorsion och säkerställa en tät passform för större material.
Induktionshäftsvetsning
Induktionshäftsvetsning använder elektromagnetisk induktion för att generera värme i arbetsstyckena.
Denna process används ofta för höghastighetsapplikationer där snabba uppvärmnings- och kylcykler krävs.
- Hur det fungerar: En växelström leds genom en spole placerad nära arbetsstyckena.
Den inducerade strömmen värmer metallen, får det att smälta och smälta vid kontaktpunkten. - Ansökningar: Används vanligtvis i industrier som kräver snabb och exakt uppvärmning av stora komponenter, såsom i stålverk och metallbearbetning.
- Gynn: Snabbt, kontrollerad uppvärmning, och förmågan att applicera exakt lokaliserad värme på metallen.
Thermit häftsvetsning
Det använda en kemisk reaktion mellan pulveriserade metaller (typiskt aluminium och järnoxid) att producera en exoterm reaktion som genererar värme.

Denna värme används för att svetsa samman materialen.
- Hur det fungerar: Termitblandningen antänds och genererar extremt höga temperaturer, tillräckligt för att smälta arbetsstyckena och skapa en bindning.
Denna process används ofta för att svetsa tjocka sektioner av metall. - Ansökningar: Används på järnvägar, tunga maskiner, och industriella tillämpningar som kräver hög värme och starka bindningar.
- Gynn: Extremt kraftfull och perfekt för stora, tjocka material.
6. Fördelar med häftsvetsning
- Precision och kontroll: Häftsvetsning säkerställer att komponenterna placeras exakt före den slutliga svetsen,
minskar risken för snedställning och säkerställer resultat av hög kvalitet. - Minskad distorsion: Genom att hålla delarna på plats, häftsvetsning minimerar den termiska expansionen som kan uppstå vid helsvetsning, vilket ofta leder till förvrängning.
- Kostnadseffektiv: Det hjälper till att spara både tid och material genom att förhindra behovet av omarbetning på grund av felinställning eller felaktig positionering.
- Förenklad montering: Det hjälper till att montera komplexa strukturer genom att säkra delarna tillfälligt,
så att svetsare kan fokusera på andra viktiga aspekter av projektet.
7. Nackdelar med häftsvetsning
- Tillfällig natur: Eftersom häftsvetsar inte är bärande, de måste antingen införlivas i den slutliga svetsen eller tas bort efteråt.
- Felinställningsrisker: Om den inte appliceras noggrant, Häftsvetsar kan orsaka felinriktning under den slutliga svetsprocessen, vilket resulterar i ytterligare omarbetning.
- Värmepåverkade zoner: Flera häftsvetsar i samma område kan orsaka värmepåverkade zoner,
vilket kan försvaga materialet med tiden om det inte hanteras noggrant.
8. Vanliga tillämpningar av häftsvetsning
- Tillverkning och montering: Stora strukturella projekt som broar, bebyggelse, och fartyg kräver häftsvetsning för att hålla komponenterna i linje under hela svetsprocessen.
- Plåtarbete: Bil- och flygindustrin använder häftsvetsning i stor utsträckning för att montera bilkarosser, vingar, och flygkroppsstrukturer.
- Rörsvetsning: Det används ofta för att rikta in och tillfälligt hålla rör innan full svetsning, säkerställer att lederna är exakta.
- Reparationer och underhåll: I underhållsuppgifter, Häftsvetsning används för att hålla delar på plats medan reparationer eller byten görs.
9. Tips för framgångsrik häftsvetsning
Att välja rätt elektrod eller fyllnadsmaterial
Se till att elektroden eller fyllnadsmaterialet matchar basmetallen för att skapa en stark, kompatibel häftsvets.
Att välja rätt material kan förbättra svetshållfastheten och minska risken för defekter.
Korrekt värmekontroll
Håll rätt värmenivå för att undvika överhettning av fogområdet, som kan försvaga materialet eller orsaka oönskade deformationer.
Adekvat värmekontroll bidrar till renare, mer hållbara häftsvetsar.
Upprätthålla korrekt avstånd
Bestäm den optimala storleken och avståndet för häftsvetsar baserat på materialtjockleken och skarvens karaktär. Konsekvent mellanrum främjar enhetlighet och stabilitet i slutprodukten.
Säkerställ starka häftsvetsar
Undvik svaga eller otillräckliga häftsvetsar som kan misslyckas under stress genom att applicera tillräckligt men kontrollerat värme och tryck.
Starka häftsvetsar ger en solid grund för den slutliga svetsen, garanterar strukturens livslängd.
10. Utmaningar inom häftsvetsning
Porositet och kontaminering
Förhindra att luftfickor och föroreningar kommer in i svetsen genom att rengöra ytan noggrant och använda lämpliga skyddsgaser.
Porositet kan försvaga svetsen och äventyra dess integritet.
Inkonsekvent storlek
Bibehåll enhetlighet i häftsvetsstorlekar för att säkerställa konsekvent prestanda och utseende.
Variationer i storlek kan påverka styrkan och estetiken hos den slutliga svetsen.
Häftsvetsborttagning
Vet när och hur du tar bort häftsvetsar om det behövs, till exempel vid ompositionering av delar före den slutliga svetsen.
Effektiva borttagningstekniker kan spara tid och förhindra skador på arbetsstycket.
Felinställningsrisker
Var försiktig med felinriktning som kan uppstå på grund av felaktig häftsvetsteknik, potentiellt leda till kostsamma korrigeringar.
Noggrant utförande av häftsvetsar kan minska dessa risker och säkerställa smidigare monteringsprocesser.
11. Få dina anpassade metalldelar med DEZE
På DETTA, vi är specialiserade på att tillhandahålla högkvalitativa svetstjänster, inklusive häftsvetsning, för att säkerställa precision och stabilitet i dina metalldelar.
Oavsett om du behöver småskalig tillverkning eller stora konstruktionsprojekt, våra expertsvetsare har verktygen och erfarenheten för att leverera förstklassiga resultat.
12. Slutsats
Häftsvetsning kan verka enkel i den övergripande svetsprocessen, men dess betydelse kan inte överskattas.
Genom att säkra delar på plats och säkerställa korrekt inriktning, häftsvetsning förhindrar förvrängning och snedställning,
sparar tid och materialkostnader samtidigt som den övergripande kvaliteten på den slutliga svetsen förbättras.
Oavsett om du arbetar med storskaligt byggande, fordonsprojekt, eller precisionsteknik, Att bemästra det är viktigt för att uppnå bästa resultat.
Följ de bästa metoderna som beskrivs i den här bloggen för att optimera din häftsvetsprocess och säkerställa framgång i ditt nästa projekt!

