Introduktion
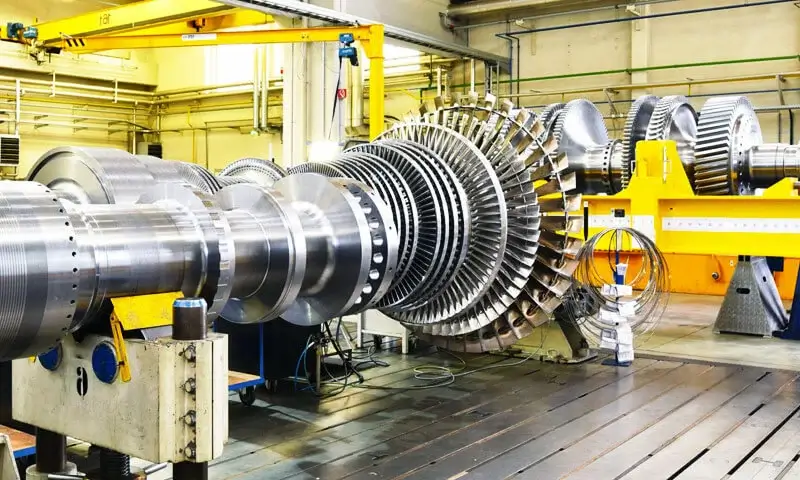
Föreställ dig ett turbinblad för jetmotorer som fungerar felfritt vid temperaturer över 1 200 °C eller en gasturbinkomponent som tål obevekliga mekaniska påfrestningar och korrosiva miljöer.
I dessa höginsatsapplikationer, superlegeringar spelar en avgörande roll, och precisionsgjutning förvandlar dessa avancerade material till intrikat designade, högpresterande komponenter.
Denna process möjliggör inte bara produktion av komplexa geometrier utan säkerställer också att varje del uppfyller de rigorösa kraven från flyg-, energi, och medicinsk industri.
I den här artikeln, vi utforskar vetenskapen och innovationen bakom investeringsgjutning av superlegeringar,
avslöja dess tekniska fördelar, invecklade processer, och framtida trender som fortsätter att omdefiniera teknisk excellens.
1. Vad är Superalloy Investment Casting?
Superalloy investeringsgjutning är en tillverkningsprocess med hög precision utformad för att producera komponenter i nästan nätform med exceptionell dimensionsnoggrannhet och överlägsen ytfinish.
Denna metod använder detaljerade vax- eller hartsmönster och robusta keramiska formar för att replikera intrikata detaljgeometrier.
Som smälta superlegeringar - vanligtvis nickelbaserade, koboltbaserad, eller järnbaserade – hälls i dessa formar under kontrollerade förhållanden, processen fångar även de mest subtila designdetaljerna.
Detta resulterar i delar som kräver minimal efterbearbetning och ger enastående mekanisk prestanda.

Dessutom, denna process utmärker sig för sin förmåga att producera komponenter med komplexa inre egenskaper och tunnväggiga strukturer,
egenskaper som är nästan omöjliga att uppnå genom konventionell smide eller bearbetning.
Kort sagt, investeringsgjutning av superlegeringar uppfyller inte bara utan överträffar ofta prestandaförväntningarna för kritiska applikationer i extrema miljöer.
2. Viktiga superlegeringar och deras egenskaper vid investeringsgjutning
Superlegeringar driver högpresterande applikationer genom att leverera exceptionell styrka, korrosionsmotstånd, och termisk stabilitet.
Ocny 718
Ocny 718, en nickelbaserad superlegering, utmärker sig i högtemperaturapplikationer. Det är noggrant konstruerad sammansättning - främst nickel med krom, järn, och niob -
säkerställer att komponenterna tål temperaturer upp till 700°C samtidigt som de bibehåller en draghållfasthet som ofta överstiger 1,000 MPA.
Denna legering visar sig vara kritisk inom flyg- och rymdindustrin, där turbinskivor och motordelar kräver både hög utmattningsmotstånd och hållbarhet.
Tillverkare vänder sig konsekvent till Inconel 718 att producera komponenter som fungerar tillförlitligt under svår stress och extrema termiska förhållanden.
Hastelloy x
Hastelloy X skjuter ytterligare på kuvertet i prestanda, erbjuder enastående oxidationsbeständighet vid temperaturer upp till 1 200°C.
Med en robust mix av nickel, krom, molybden, och järn, Hastelloy X ger utmärkt skydd mot gropfrätning och spaltkorrosion i kemiskt aggressiva miljöer.

Detta överlägsna motstånd gör den till en idealisk kandidat för förbränningsfoder och andra komponenter i gasturbiner, där exponering för högtemperaturgaser och frätande medier är rutin.
Nya accelererade åldringstester bekräftar att Hastelloy X behåller sina mekaniska egenskaper under långa perioder, säkerställa långsiktig tillförlitlighet inom energi och industriella tillämpningar.
Göra ren 80
Göra ren 80 framstår som en högpresterande nickelbaserad superlegering förstärkt med tantal och titan, vilket avsevärt ökar dess krypmotstånd.
Konstruerad för applikationer som upplever kontinuerliga högspänningsförhållanden, såsom turbinblad, Göra ren 80 ger utmärkt långtidshållfasthet och minimal deformation under belastning.
Dess unika legeringssystem skapar en mikrostruktur som motstår krypning, även under långvarig exponering för extrema temperaturer.
Följaktligen, Göra ren 80 gör det möjligt för turbinblad och andra kritiska komponenter att
bibehålla sin prestanda och förlänga sin livslängd i krävande flyg- och kraftgenereringsmiljöer.
3. Investeringsprocessen: Steg-för-steg
Precisionen i gjutning av superlegering bygger på en noggrant kontrollerad serie steg:
- Mönsterskapande:
Ingenjörer börjar med att skapa ett detaljerat mönster med hjälp av vax eller 3D-printat harts. Detta mönster replikerar den sista delens geometri, säkerställer att varje invecklad funktion fångas korrekt.
Skapande av vaxmönster - Skalbyggnad:
Mönstret doppas sedan upprepade gånger i en keramisk slurry för att bygga en robust, värmebeständigt skal.
Typiskt, tillverkare applicerar 6–8 lager, se till att formen tål de höga temperaturerna under metallgjutning. - Dewaxing:
Nästa, vaxet eller hartset avlägsnas från den keramiska formen med hjälp av en ångautoklav, lämnar efter sig ett ihåligt skal redo att fyllas med smält metall. - Superlegeringssmältning & Hällande:
Superlegeringar smälts i en vakuuminduktionsugn vid temperaturer mellan 1 500 °C och 1 600 °C.
Denna högtemperaturprocess, utförs under vakuum eller inerta gasförhållanden, förhindrar oxidation och säkerställer att superlegeringen förblir ren.
Den smälta metallen hälls i den förvärmda keramiska formen med precision för att undvika turbulens och defekter. - Kyl & Skalborttagning:
Kontrollerad kylteknik, inklusive riktad stelning, främja en enhetlig mikrostruktur som förbättrar delens mekaniska egenskaper.
En gång stelnad, vibrerande eller kemiska metoder tar bort det keramiska skalet, avslöjar den gjutna komponenten. - Efterbehandling:
Slutligen, den gjutna delen genomgår efterbearbetningssteg såsom varmisostatisk pressning (HÖFT) för att eliminera kvarvarande porositet,
precisions CNC-bearbetning för att möta snäva toleranser, och ytbehandlingar som termiska barriärbeläggningar eller elektropolering för att uppnå önskad finish.
4. Tekniska fördelar med investeringsgjutning av superlegeringar
Superlegering investeringsgjutning erbjuder en rad tekniska fördelar som gör det till det föredragna valet för högpresterande komponenter i extrema miljöer.
Komplexa geometrier med hög precision
Investeringsgjutning möjliggör skapandet av intrikata och detaljerade komponenter, inklusive komplexa interna kylkanaler och ultratunna väggar (fram till 0.5 mm).
Denna designfrihet gör det möjligt för ingenjörer att optimera delar för maximal effektivitet, speciellt i applikationer som turbinblad och förbränningshus.
Processens nästan nätformade karaktär minimerar dimensionella avvikelser, typiskt uppnå toleranser runt ±0,1 mm, vilket är avgörande för flyg- och högtemperaturapplikationer.
Förbättrad mekanisk prestanda
Den kontrollerade stelningen och de avancerade värmebehandlingarna som används vid investeringsgjutning av superlegeringar ger en enhetlig mikrostruktur som avsevärt ökar de mekaniska egenskaperna.
Komponenter gjutna med dessa tekniker uppvisar överlägsen draghållfasthet, trötthetsmotstånd, och krypmotstånd.
Till exempel, vissa gjutna delar av superlegeringar kan bibehålla draghållfasthet överstigande 1,000 MPa vid temperaturer upp till 700°C,
säkerställer pålitlig prestanda under kontinuerliga förhållanden med hög stress.
Optimerad materialeffektivitet och minskat avfall
Gjutning i nästan nätform minimerar behovet av omfattande eftergjutningsbearbetning, minskar materialavfallet med 40–60 %.
Denna effektivitet minskar inte bara produktionskostnaderna utan bevarar också värdefulla superlegeringsmaterial.
Genom att minska den totala bearbetningsansträngningen, Tillverkarna sänker också energiförbrukningen och förbättrar hållbarheten i sina produktionsprocesser.
Överlägsen ytkvalitet och korrosionsbeständighet
Investeringsgjutningsprocessen producerar komponenter med utmärkt ytfinish i form av gjutning, typiskt med en ytråhet som sträcker sig från Ra 3,2–6,3 µm.
I kombination med efterbearbetningsmetoder som elektropolering, ytfinishen kan förfinas ytterligare till under Ra 1.6 um.
Detta släta, konsekvent yta förbättrar inte bara delarnas estetiska tilltalande
men förbättrar också avsevärt deras korrosionsbeständighet, säkerställer långvarig hållbarhet även i tuffa, kemiskt aggressiva miljöer.
Kostnadseffektivitet för komplexa, Högpresterande delar
Även om superlegeringar i sig är dyra, precisionsgjutningsprocessen optimerar materialanvändningen och minskar behovet av ytterligare bearbetning.
Genom att tillverka delar i nästan nätform, tillverkare kan sänka de totala produktionskostnaderna samtidigt som de uppnår högkvalitativa resultat.
Denna kostnadseffektivitet gör investeringsgjutning av superlegeringar till ett attraktivt alternativ för industrier där prestanda och precision motiverar investeringen.
Skalbarhet och konsekvens
Moderna investeringsgjutningsprocesser inkluderar automatisering och avancerade processkontroller som säkerställer konsekvens och repeterbarhet över stora produktionsserier.
Tekniker som realtidsövervakning och AI-drivna processjusteringar minimerar defekter ytterligare och förbättrar avkastningen,
vilket gör det möjligt att producera tusentals komponenter som uppfyller rigorösa kvalitetsstandarder.
5. Nyckelapplikationer över branscher
Insatsgjutning av superlegeringar hittar kritiska tillämpningar inom olika industrier:
- Flyg-:
Komponenter som turbinblad och brännkammare kräver hög temperaturhållfasthet och oxidationsbeständighet.
Precisionsgjutning möjliggör skapandet av komplexa interna kylkanaler som förbättrar motorns effektivitet. - Energi:
I gasturbiner och kärnreaktorer, gjutna delar av superlegering måste tåla extrema tryck och termiska påfrestningar.
Processen säkerställer att komponenter bibehåller strukturell integritet under kontinuerlig, hårda förhållanden.
värmeväxlare investeringsgjutgods - Medicinsk:
För implantat och proteser, superlegeringar ger exceptionell biokompatibilitet och utmattningsbeständighet.
Precisionsgjutning ger de intrikata mönster och släta ytor som krävs för att minimera vävnadsirritation och bakteriell vidhäftning. - Bil:
Högpresterande bildelar, såsom turboladdarkomponenter och avgasgrenrör,
dra nytta av de förbättrade mekaniska egenskaperna och korrosionsbeständigheten hos gjutgods av superlegeringar, vilket leder till förbättrad motorprestanda och hållbarhet.
6. Utmaningar och lösningar för investeringsgjutning av superlegeringar
Trots dess många fördelar, investeringsgjutning av superlegeringar står inför utmaningar som kräver innovativa lösningar:
- Höga materialkostnader:
Superlegeringar kostar vanligtvis 5–10 gånger mer än vanliga rostfria stål. Tillverkare mildrar detta genom att optimera formdesignen och återanvända keramiska skal för att minimera avfallet. - Defektkontroll:
Frågor som porositet, inneslutningar, och mikrokrympning kan påverka detaljkvaliteten.
Tekniker som Hot Isostatic Pressing (HÖFT) och rigorösa röntgeninspektioner (enligt ASTM E1742/E94 standarder) hjälpa till att uppnå nästan perfekt densitet. - Processkomplexitet:
Den sofistikerade karaktären hos gjutning av superlegeringar kräver avancerad gjuteriexpertis och sträng kvalitetskontroll.
Ingenjörer använder datorstödd design (Kad) och finita elementanalys (Fea) för att optimera processparametrar och minska risken för defekter. - Bearbetbarhet eftergjutning:
Superlegeringar är notoriskt svåra att bearbeta på grund av deras höga hållfasthet och hårdhet.
Investeringsgjutning minskar behovet av omfattande efterbearbetning, men när det behövs,
specialiserade skärverktyg och optimerade processer är avgörande för att bibehålla dimensionsnoggrannheten.
7. Kvalitetskontroll & Testning
Att säkerställa kvaliteten på gjutna delar av superlegering är av största vikt. Tillverkare använder en rad testmetoder för att verifiera komponentintegriteten:
- Icke-förstörande testning (Ndt):
Tekniker som röntgeninspektion, ultraljudstestning, och färgpenetrantinspektioner upptäcker inre defekter och ytdefekter utan att skada delen. - Mekanisk testning:
Dragstyrka, hårdhet (med Rockwell C-vågar), och krypmotstånd utvärderas för att säkerställa att delarna uppfyller prestandastandarder som krävs för extrema miljöer. - Mikrostrukturanalys:
Avancerade mikroskopitekniker bedömer kornorientering och fassammansättning, kritisk för att bekräfta att gjutningsprocessen har uppnått de önskade mekaniska egenskaperna.
8. Innovationer som formar framtiden
Framtiden för investeringsgjutning av superlegeringar är ljus, tack vare flera banbrytande innovationer:
- Additiv tillverkningsintegration:
Användningen av 3D-tryckta vax- eller hartsmönster påskyndar prototypframställning och minskar verktygskostnaderna med upp till 40%, möjliggör snabb designiteration och mer intrikata geometrier. - AI-driven processkontroll:
Maskininlärningsalgoritmer övervakar nu gjutningsparametrar i realtid, förutsäga defektrisker och dynamiskt justera processvariabler för att förbättra avkastning och kvalitet. - Miljövänliga gjutningstekniker:
Tillverkare utvecklar vätebaserade smältprocesser och införlivar återvunnet superlegeringsskrot
genom vakuumbågsmältning (VÅR) för att minimera miljöpåverkan samtidigt som hög produktkvalitet bibehålls. - Avancerad legeringsutveckling:
Forskare utforskar högentropi superlegeringar och självläkande material som lovar
för att leverera ännu större termisk stabilitet och mekanisk prestanda under extrema förhållanden.
9. Superalloy Investment Casting vs. Alternativa metoder
När du väljer en tillverkningsmetod för högpresterande superlegeringskomponenter, flera faktorer spelar in.
Nedan är en detaljerad, listbaserad jämförelse av investeringsgjutning av superlegeringar, smidning, och CNC-bearbetning,
som belyser viktiga skillnader i designförmåga, materialeffektivitet, ytkvalitet, och kostnadseffektivitet.
Designflexibilitet och komplexitet
- Investeringsgjutning:
-
- Möjliggör produktion av mycket intrikata geometrier, inklusive interna kylkanaler och ultratunna väggar (så lite som 0.5 mm).
- Fångar komplexa mönster och organiska former som är extremt utmanande eller omöjliga att uppnå med andra metoder.
- Smidning:
-
- Ger vanligtvis enklare, skrymmande former på grund av inneboende begränsningar under deformationsprocessen.
- Kämpar för att bilda detaljerade interna egenskaper, vilket begränsar dess användning för delar som kräver hög komplexitet.
-
- Erbjuder exceptionell precision och finish på enklare geometrier.
- Kräver flera inställningar och ytterligare operationer för invecklade former, vilket resulterar i ökad produktionskomplexitet och tid.
Materialeffektivitet och avfallsminskning
- Investeringsgjutning:
-
- Levererar nästan nätformade komponenter som minimerar behovet av omfattande efterbearbetning.
- Minskar maskinavfall med 40–60 %, vilket sänker materialkostnader och miljöpåverkan.
- CNC -bearbetning:
-
- Innebär att börja med en stor volym råmaterial och betydande materialavlägsnande, vilket leder till högre avfallsnivåer.
- Ökat materialspill ger högre produktionskostnader, speciellt när man arbetar med dyra superlegeringar.
- Smidning:
-
- Genererar mindre avfall än CNC-bearbetning, Ändå faller den under effektiviteten som erbjuds av processer i nästan nätform som investeringsgjutning.
Ytkvalitet och dimensionsnoggrannhet
- Investeringsgjutning:
-
- Uppnår snäva toleranser, typiskt runt ±0,1 mm, med gjuten ytråhet mellan Ra 3,2–6,3 µm.

- Efterbehandlingstekniker, såsom elektropolering, kan förfina ytor till under Ra 1.6 um, garanterar utmärkt prestanda och estetik.
- Uppnår snäva toleranser, typiskt runt ±0,1 mm, med gjuten ytråhet mellan Ra 3,2–6,3 µm.
- CNC -bearbetning:
-
- Ger enastående precision (toleranser så snäva som ±0,05 mm) och utmärkta ytbehandlingar (RA 0,4-1,6 um), dock på bekostnad av högre materialavlägsnande och ytterligare bearbetningssteg.
- Smidning:
-
- Ger ofta en grövre ytfinish som kräver ytterligare bearbetning eller efterbehandling för att möta de höga kvalitetsstandarder som krävs i högpresterande applikationer.
Kostnadseffektivitet och produktionsgenomströmning
- Investeringsgjutning:
-
- Producerar delar i nästan nätform, minska efterbearbetningsinsatser och tillhörande arbetskostnader.
- Optimerar materialutnyttjandet, vilket sänker de totala produktionskostnaderna och förkortar ledtiderna, särskilt i produktionsscenarier med medelstora till stora volymer.
- CNC -bearbetning:
-
- Även om det är mycket exakt, processen medför högre kostnader på grund av stort materialspill, längre bearbetningstider, och ökad energiförbrukning.
- Smidning:
-
- Ger robusta mekaniska egenskaper, ändå kan begränsningarna i designkomplexitet och behovet av ytterligare efterbehandlingssteg öka produktionskostnaderna.
Prestandaoptimering och mekaniska egenskaper
- Investeringsgjutning:
-
- Producerar delar med en enhetlig mikrostruktur, vilket resulterar i ökad trötthet, krypa, och korrosionsmotstånd.
- Den kontrollerade stelningen och avancerade värmebehandlingarna ger överlägsen prestanda i komponenter som utsätts för extrema driftsförhållanden.
- Alternativa metoder:
-
- Smide ger hög hållfasthet men uppnår kanske inte alltid samma nivå av precision och ytfinish som investeringsgjutning.
- CNC-bearbetning ger hög noggrannhet men kan äventyra mikrostrukturen på grund av omfattande materialborttagning och termiska effekter, särskilt i komplexa geometrier.
Anpassningsförmåga till komplexa geometrier
- Investeringsgjutning:
-
- Utmärker sig på att replikera komplexa och intrikata konstruktioner utan behov av flera bearbetningsinställningar eller ytterligare verktyg.
- Dess förmåga att gjuta nästan nätformade delar minimerar risken för dimensionsfel och bevarar designintegriteten, även för komponenter med interna funktioner.
- CNC -bearbetning:
-
- Samtidigt som den erbjuder utmärkt precision på enkla former, det blir allt mer utmanande och kostsamt när man arbetar med delar som har komplexa interna egenskaper.
- Smidning:
-
- Begränsar generellt detaljnivån som kan uppnås, vilket gör den mindre lämplig för applikationer som kräver extremt fina geometrier.
10. Slutsats
Superlegering investeringsgjutning står som ett bevis på synergin mellan avancerad materialvetenskap och banbrytande tillverkningsprocesser.
Det möjliggör produktion av komplex, högpresterande komponenter som fungerar tillförlitligt i extrema miljöer.
När industrier trycker på för lättare, starkare, och mer hållbara material, denna teknik kommer att fortsätta att driva innovation och effektivitet.
Med pågående framsteg inom digital tillverkning, miljövänliga metoder, och legeringsutveckling, investeringsgjutning av superlegeringar förblir en kritisk pelare i modern teknik.
Samarbeta med certifierade gjuterier som är specialiserade på investeringsgjutning av superlegeringar, se till att dina komponenter uppfyller de högsta kvalitetskraven, prestanda, och hållbarhet.
Kontakta oss idag för att frigöra den fulla potentialen hos dina högpresterande delar.