
1. Introduktion
Glödgning är en värmebehandling process utformad för att modifiera de fysikaliska och ibland kemiska egenskaperna hos ett material, vilket förbättrar dess användbarhet.
Historiskt, tidiga metallurger använde glödgning för att mjuka upp metaller efter smide, och över tid,
processen har utvecklats till en sofistikerad teknik som används i olika branscher som bilindustrin, flyg-, elektronik, och tillverkning.
I synnerhet, glödgning förbättrar inte bara duktiliteten och minskar kvarvarande spänningar utan förfinar också kornstrukturen, vilket leder till förbättrad bearbetbarhet och övergripande prestanda.
I dagens konkurrensutsatta industrilandskap, Att behärska glödgning är avgörande för att optimera materialprestanda.
Denna artikel undersöker glödgning från vetenskapliga, behandla, design, ekonomisk, miljö-, och framtidsinriktade perspektiv, säkerställa en holistisk förståelse av dess roll i modern materialteknik.
2. Grunderna för glödgning
Definition och syfte
Kärnan, glödgning innebär att ett material värms upp till en specifik temperatur, hålla den under en bestämd period, och sedan kyla den med en kontrollerad hastighet.
Denna process ger den energi som behövs för att atomer i materialets mikrostruktur ska migrera och omordnas.
Följaktligen, dislokationer och inre spänningar minskar, och nya, stamfria korn bildas, som återställer duktiliteten och minskar hårdheten.
Viktiga mål inkluderar:
- Förbättra duktiliteten: Tillåter att metaller lättare kan formas eller bearbetas.
- Lindra kvarstående stress: Förhindrar skevhet och sprickbildning i slutprodukter.
- Raffinering av kornstruktur: Optimering av mikrostrukturen för förbättrade mekaniska egenskaper.
Termodynamiska och kinetiska principer
Glödgning fungerar på grundläggande termodynamiska och kinetiska principer. När en metall värms upp, dess atomer får kinetisk energi och börjar migrera.
Denna migration minskar den totala fria energin genom att eliminera dislokationer och ofullkomligheter.
Till exempel, i stål, processen kan omvandla härdad martensit till en mer seg ferrit-perlitblandning.
Data indikerar att korrekt glödgning kan sänka hårdheten med upp till 30%, vilket avsevärt förbättrar bearbetbarheten.
Dessutom, kinetiken för fastransformationer under glödgningen styrs av temperatur och tid.
Processen optimeras genom att balansera uppvärmningshastigheten, blötläggningstid, och kylningshastighet för att uppnå den önskade mikrostrukturella transformationen utan oönskad korntillväxt.
3. Typer av glödgning
Glödgningsprocesser varierar kraftigt, var och en utformad för att uppnå specifika materialegenskaper.
Genom att skräddarsy värme- och kylcykler, tillverkare kan optimera metallprestanda för olika applikationer.
Nedan, vi beskriver de primära typerna av glödgning, lyfta fram sina mål, processer, och typiska applikationer.
Full glödgning
Ändamål: För att återställa maximal duktilitet och minska hårdheten i järnlegeringar, särskilt hypoeutektoida stål.
Behandla:
- Temperatur: Upphöjd till 850–950 ° C (TILL EXEMPEL., 925°C för AISI 1020 stål) för att helt austenitisera materialet.
- Hålla tid: Underhålls för 1–4 timmar för att säkerställa enhetlig fasomvandling.
- Kyl: Långsam kylning (20–50°C/h) i en ugn eller isolerad låda för att främja grovkornbildning.
Ansökningar: - Bil: Smidesstålkomponenter (TILL EXEMPEL., chassidelar) för ökad formbarhet.
- Tillverkning: Förbehandling för smide och bearbetning.
Data: Minskar stålets hårdhet genom 40–50% (TILL EXEMPEL., från 250 Hbw till 120 Hbw) och förbättrar duktiliteten till 25–30 % förlängning (ASTM E8/E9).
Stressavlastning glödgning
Ändamål: Eliminera kvarvarande spänningar från bearbetning, svetsning, eller kallarbete.
Behandla:
- Temperatur: 500–650 ° C (TILL EXEMPEL., 600°C för aluminiumlegeringar, 520°C för rostfritt stål).
- Hålla tid: 1–2 timmar vid temperatur.
- Kyl: Luftkyld eller ugnskyld till omgivningstemperatur.
Ansökningar: - Flyg-: Svetsade flygplansramar (TILL EXEMPEL., Boeing 787 flygkroppsleder) för att förhindra förvrängning.
- Olja & Gas: Rörledningar och tryckkärl (TILL EXEMPEL., API 5L X65 stål).
Data: Minskar restspänningar genom 30–50%, minimera risken för snedvridning (Asme panna & Tryckkodskod).
Sfäroidiserande glödgning
Ändamål: Omvandla karbider till sfäriska partiklar för att förbättra bearbetbarheten och segheten i högkolhaltiga stål.
Behandla:
- Temperatur: 700–750°C (under den lägre kritiska temperaturen).
- Hålla tid: 10–24 timmar för karbidsfäroidisering.
- Kyl: Långsam kylning av ugnen för att undvika återbildning av lamellstrukturer.
Ansökningar: - Verktyg: Höghastighetstål (TILL EXEMPEL., M2 verktygsstål) för borr och stansar.
- Bil: Fjäderstål (TILL EXEMPEL., SAE 5160) för upphängningskomponenter.
Data: Uppträtta 90% sfäroidiseringseffektivitet, minska bearbetningstiden med 20–30% (ASM handbok, Volym 4).
Isotermisk glödgning
Ändamål: Minimera distorsion i komplexa geometrier genom att kontrollera fastransformationer.
Behandla:
- Temperatur: 900–950 ° C (över den övre kritiska temperaturen) för austenitisering.
- Mellanhåll: 700–750°C för 2–4 timmar för att möjliggöra perlitbildning.
Ansökningar: - Flyg-: Turbinblad (TILL EXEMPEL., Ocny 718) kräver dimensionsstabilitet.
- Energi: Kärnreaktorkomponenter (TILL EXEMPEL., zirkoniumlegeringar).
Data: Minskar dimensionell distorsion med fram till 80% jämfört med konventionell glödgning (Journal of Materials Processing Technology, 2021).
Normalisering
Ändamål: Förfina kornstrukturen för förbättrad seghet och styrka i kol- och legeringsstål.
Behandla:
- Temperatur: 200–300°C över den övre kritiska temperaturen (TILL EXEMPEL., 950° C för 4140 stål).
- Kyl: Luftkyld till omgivningstemperatur.
Ansökningar: - Konstruktion: Byggnadsstålbalkar (TILL EXEMPEL., ASTM A36).
- Maskiner: Kugghjulsaxlar (TILL EXEMPEL., SAE 4140) för balanserad styrka och duktilitet.
Data: Uppträtta finkornig mikrostruktur med en draghållfasthet på 600–800 MPa (Iso 630:2018).
Lösning glödgning
Ändamål: Lös upp legeringselement till en homogen austenitisk matris i rostfria stål och nickelbaserade legeringar.
Behandla:
- Temperatur: 1,050–1,150 ° C för full austenitisering.
- Släckning: Snabb kylning i vatten eller olja för att förhindra fassönderdelning.
Ansökningar: - Medicinsk: Austenitiskt rostfritt stål av implantatkvalitet (TILL EXEMPEL., ASTM F138).
- Kemisk: Värmeväxlare (TILL EXEMPEL., 316L rostfritt stål).
Data: Säkerställer 99.9% fashomogenitet, kritisk för korrosionsbeständigheten (Född MR0175/ISO 15156).
Omkristallisation Glödgning
Ändamål: Mjuka upp kallbearbetade metaller genom att bilda spänningsfria korn.
Behandla:
- Temperatur: 450–650 ° C (TILL EXEMPEL., 550°C för aluminium, 400°C för koppar).
- Hålla tid: 1–3 timmar för att tillåta omkristallisation.
Ansökningar: - Elektronik: Koppartrådar (TILL EXEMPEL., transformatorlindningar med 100% IACS-ledningsförmåga).
- Förpackning: Aluminiumburkar (TILL EXEMPEL., AA 3003 legering).
Data: Återställer konduktiviteten till 95–100 % IACS i koppar (Internationell glödgat kopparstandard).
Subkritisk glödgning
Ändamål: Minska hårdheten i lågkolhaltiga stål utan fasomvandling.
Behandla:
- Temperatur: 600–700 ° C (under lägre kritisk temperatur).
- Hålla tid: 1–2 timmar för att lindra kvarvarande spänningar.
Ansökningar: - Bil: Kallvalsat mjukt stål (TILL EXEMPEL., SAE 1008) för bilpaneler.
- Hårdvara: Fjäderstål (TILL EXEMPEL., SAE 1050) för minimal distorsion.
Data: Uppträtta HBW-hårdhetsminskning med 20–25 % (ASTM A370).
Processglödgning
Ändamål: Återställ duktiliteten i metaller efter mellanliggande kallbearbetningssteg.
Behandla:
- Temperatur: 200–400°C (TILL EXEMPEL., 300°C för mässing, 250°C för rostfritt stål).
- Kyl: Luftkyld eller ugnskyld.
Ansökningar: - Elektronik: Koppar PCB spår (TILL EXEMPEL., 5G antennkomponenter).
- Hvac: Kopparrör (TILL EXEMPEL., ASTM B280).
Data: Förbättrar formbarheten genom 30–40%, möjliggör snävare böjradier (Kopparutvecklingsföreningen).
Ljus glödgning
Ändamål: Förhindra oxidation och avkolning i applikationer med hög renhet.
Behandla:
- Atmosfär: Väte (H₂) eller inert gas (N₂/på) på ≤10 ppm syre.
- Temperatur: 800–1 000°C (TILL EXEMPEL., 900°C för band av rostfritt stål).
Ansökningar: - Flyg-: Titanlegeringar (TILL EXEMPEL., TI-6AL-4V) för turbinblad.
- Bil: Avgassystem i rostfritt stål (TILL EXEMPEL., Ocny 625).
Data: Uppträtta 99.9% ytrenhet, kritisk för korrosionsbeständigheten (SAE J1708).
Blixtglödgning
Ändamål: Snabb ytmodifiering för lokaliserad egenskapsförbättring.
Behandla:
- Värmekälla: Högintensiva lågor eller lasrar (TILL EXEMPEL., 1,200°C topptemperatur).
- Hålla tid: Sekunder till millisekunder för exakt ythärdning.
Ansökningar: - Tillverkning: Kugghjulständer (TILL EXEMPEL., fallhärdad 8620 stål).
Data: Ökar ythårdheten med 50–70% (TILL EXEMPEL., från 30 HRC till 50 Hrc) (Surface Engineering Journal).
Kontinuerlig glödgning
Ändamål: Högvolymsbehandling av plåt inom fordon och konstruktion.
Behandla:
- Linjehastighet: 10–50 m/i med kontrollerad atmosfär (TILL EXEMPEL., reducerande gas).
- Zoner: Uppvärmning, blötläggning, kyl-, och lindning.
Ansökningar: - Bil: Karosseripaneler i stål (TILL EXEMPEL., 1,000-ton presslinjer för Tesla Model Y).
- Konstruktion: Förzinkad takplåt (TILL EXEMPEL., GI 0,5 mm).
Data: Processer 10–20 miljoner ton av stål årligen, sänka skrotpriserna med 15–20% (World Steel Association).
4. Glödgningsprocess och tekniker
Glödgningsprocessen består av tre primära steg: uppvärmning, blötläggning, och kylning.
Varje steg kontrolleras noggrant för att uppnå önskade materialegenskaper, säkerställa enhetlighet och konsekvens i mikrostrukturella transformationer.

Olika glödgningstekniker finns, skräddarsydda för olika material och industriella tillämpningar.
Förberedelse för glödgning
Innan glödgning, korrekt förberedelse säkerställer optimala resultat. Detta inkluderar:
✔ Materialrengöring & Inspektion:
- Tar bort ytföroreningar (oxider, fett, skala) som kan påverka värmeöverföringen.
- Genomför mikrostrukturanalys för att fastställa redan existerande defekter.
✔ Förbehandlingsmetoder:
- Saltning: Använder sura lösningar för att rengöra metallytor före värmebehandling.
- Mekanisk polering: Tar bort oxidationsskikt för att förbättra jämn uppvärmning.
Exempel:
I flygindustrin, titankomponenter genomgår noggrann förrengöring för att förhindra oxidation under glödgning i en vakuumugn.
Uppvärmningsfas
Uppvärmningsfasen höjer gradvis materialets temperatur till målglödgningsintervallet. Korrekt kontroll förhindrar termisk chock och distorsion.
Nyckelfaktorer:
Ugnsval:
- Batchugnar: Används för storskalig industriell glödgning av stål- och aluminiumplåt.
- Kontinuerliga ugnar: Idealisk för höghastighetsproduktionslinjer.
- Vakuumugnar: Förhindra oxidation och säkerställ hög renhet inom flyg- och elektronikindustrin.
Typiska temperaturintervall för uppvärmning:
- Stål:600–900 ° C beroende på legeringstyp.
- Koppar:300–500°C för uppmjukning och stresslindring.
- Aluminium:350–450 ° C att förfina kornstrukturen.
Uppvärmningshastighetsöverväganden:
- Långsam uppvärmning: Minskar termiska gradienter och förhindrar sprickbildning.
- Snabb uppvärmning: Används i vissa applikationer för att förbättra effektiviteten och samtidigt undvika att kornen förgrovar.
Fallstudie:
För medicinska implantat i rostfritt stål, vakuumglödgning kl 800–950 ° C minimerar oxidation samtidigt som den förbättrar korrosionsbeständigheten.
Blötläggningsfas (Håller vid måltemperatur)
Blötläggning säkerställer jämn temperaturfördelning, låter metallens inre struktur förvandlas helt.
Faktorer som påverkar blötläggningstiden:
🕒 Materialtjocklek & Sammansättning:
- Tjockare material kräver längre blötläggningstider för jämn värmegenomträngning.
🕒 Mikrostrukturella förfiningsmål:
- För avspänningsglödgning, blötläggning kan pågå 1–2 timmar.
- För full glödgning, material kan kräva flera timmar för att uppnå fullständig omkristallisering.
Exempel:
Vid diffusionsglödgning för högkolhaltiga stål, håller kl 1050–1200 ° C för 10–20 timmar eliminerar segregation och förbättrar homogeniteten.
Kylningsfas
Avkylningsfasen bestämmer den slutliga mikrostrukturen och de mekaniska egenskaperna. Olika kylningsmetoder påverkar hårdheten, kornstruktur, och stressavlastning.
Kyltekniker & Deras effekter:
Ugnskylning (Långsam kylning):
- Material blir kvar i ugnen när den gradvis svalnar.
- Producerar mjuka mikrostrukturer med maximal duktilitet.
- Som används för full glödgning av stål och gjutjärn.
Luftkylning (Måttlig kylning):
- Minskar hårdheten samtidigt som den bibehåller måttlig styrka.
- Vanligt i avspänningsglödgning av svetsade strukturer.
Släckning (Snabb kylning):
- Som används i isotermisk glödgning att omvandla austenit till mjukare mikrostrukturer.
- Innebär kylning i olja, vatten, eller luft vid kontrollerade hastigheter.
Kylning med kontrollerad atmosfär:
- Inert gas (argon, kväve) förhindrar oxidation och missfärgning.
- Viktigt i högprecisionsindustrier som halvledare och flyg.
Jämförelse av kylningsmetoder:
| Kylmetod | Kylningshastighet | Effekt på material | Vanlig applikation |
|---|---|---|---|
| Ugnskylning | Mycket långsam | Maximal duktilitet, grova korn | Full glödgning av stål |
| Luftkylning | Måttlig | Balanserad styrka och duktilitet | Avspänningsglödgning |
| Vatten/olja släckning | Snabb | Fin mikrostruktur, högre hårdhet | Isotermisk glödgning |
| Kontrollerad atmosfär | Variabel | Oxidationsfri yta | Flyg- & Elektronik |
5. Effekter av glödgning på materialegenskaper
Glödgning påverkar avsevärt den interna strukturen och prestandan hos materialen, vilket gör det till en kritisk process inom metallurgi och materialvetenskap.
Genom att noggrant styra uppvärmningen, blötläggning, och kylningsfaser, det förbättrar duktiliteten, minskar hårdheten, förfinar kornstrukturen, och förbättrar elektriska och termiska egenskaper.
Det här avsnittet utforskar dessa effekter på ett strukturerat och detaljerat sätt.
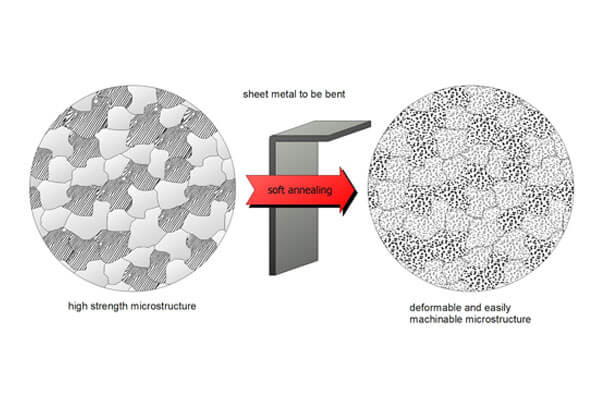
Mikrostrukturella transformationer
Glödgning förändrar den inre strukturen av material genom tre nyckelmekanismer:
- Omkristallisation: Ny, stamfria korn bildas, ersätter deformerade, som återställer duktiliteten och minskar arbetshärdningen.
- Spannmålstillväxt: Förlängda blötläggningstider gör att korn kan växa, balanserar styrka och flexibilitet.
- Fasomvandling: Förändringar i fassammansättningen inträffar, såsom martensit som omvandlas till ferrit och perlit i stål, optimerar styrka och duktilitet.
Exempel:
Kallbearbetat stål kan uppleva upp till en 30% minskning av hårdheten Efter glödgning, avsevärt förbättra dess formbarhet.
Förbättringar av mekaniska egenskaper
Glödgning förbättrar de mekaniska egenskaperna hos metaller på flera sätt:
Ökad duktilitet & Seghet
- Metaller blir mindre spröda, minska risken för frakturer.
- Vissa material uppvisar en 20-30% ökning av förlängningen före fraktur efter glödgning.
Reducering av resterande stress
- Avlastar inre spänningar orsakade av svetsning, gjutning, och kallarbete.
- Minskar sannolikheten för vridning, krackning, och för tidigt misslyckande.
Optimerad hårdhet
- Mjukar upp material för enklare bearbetning, böjning, och formning.
- Stålhårdheten kan minska med 30-40%, minska verktygsslitage och tillverkningskostnader.
Effekter på bearbetbarheten & Formbarhet
Glödgning förbättrar bearbetbarheten genom att mjukgöra metaller, gör dem lättare att skära, borra, och form.
Minskat verktygsslitage: Lägre hårdhet förlänger verktygets livslängd och minskar underhållskostnaderna.
Enklare formning: Metaller blir mer flexibla, möjliggör djupare teckning och mer komplexa former.
Bättre ytfinish: Jämnare mikrostrukturer resulterar i förbättrad ytkvalitet efter bearbetning.
Elektrisk & Förbättringar av termiska egenskaper
Glödgning förfinar kristallgitterstrukturen, minska defekter och förbättra konduktiviteten.
⚡ Högre elektrisk ledningsförmåga:
- Eliminerar korngränshinder, förbättra elektronflödet.
- Koppar kan uppnå en 10-15% ökad konduktivitet Efter glödgning.
🔥 Förbättrad värmeledningsförmåga:
- Möjliggör bättre värmeavledning i applikationer som värmeväxlare.
- Viktigt för högpresterande elektronik- och flygkomponenter.
Industrianvändning:
Halvledartillverkare förlitar sig på tunnfilmsglödgning för att förbättra kiselskivans ledningsförmåga och minimera defekter.
6. Fördelar och nackdelar med glödgning
Fördelar
- Återställer duktiliteten:
Glödgning omvänder arbetshärdningen, gör metaller lättare att forma och bearbeta. - Lindrar kvarstående spänningar:
Genom att eliminera inre påfrestningar, glödgning minskar risken för skevhet och sprickbildning. - Förbättrar bearbetbarheten:
Den uppmjukade, enhetlig mikrostruktur förbättrar skäreffektiviteten och förlänger verktygets livslängd. - Optimerar elektrisk ledningsförmåga:
Återställda kristallina strukturer kan leda till förbättrade elektriska och magnetiska egenskaper. - Anpassningsbar kornstruktur:
Skräddarsy processparametrarna för att uppnå önskade kornstorlekar och fasfördelningar, direkt påverkar mekaniska egenskaper.
Nackdelar
- Tidskrävande:
Glödgningsprocesser kan ta flera timmar att över 24 timme, vilket kan bromsa produktionscyklerna. - Hög energiförbrukning:
Den energi som krävs för kontrollerad uppvärmning och kylning kan vara betydande, påverka driftskostnaderna. - Processkänslighet:
För att uppnå optimala resultat krävs exakt kontroll över temperaturen, tid, och kylningshastigheter. - Risk för överglödgning:
Överdriven spannmålstillväxt kan leda till en minskning av materialstyrkan om den inte hanteras på rätt sätt.
7. Ansökningar av glödgning
Glödgning är en mångsidig värmebehandlingsprocess med tillämpningar inom olika branscher, gör det möjligt för material att uppnå optimal mekanisk, termisk, och elektriska egenskaper.
Nedan följer en djupgående utforskning av dess kritiska roller i nyckelsektorer:
Flygindustri
- Ändamål: Förbättra styrkan, minska sprödheten, och eliminera kvarvarande spänningar i lätta legeringar.
- Materiel:
-
- Titanlegeringar (TILL EXEMPEL., TI-6AL-4V): Glödgning förbättrar duktiliteten och utmattningsmotståndet för turbinblad och flygplan.
- Nickelbaserade superlegeringar (TILL EXEMPEL., Ocny 718): Används i jetmotorkomponenter, glödgning säkerställer enhetlig mikrostruktur för prestanda vid hög temperatur.
Biltillverkning
- Ändamål: Optimera formbarheten, hårdhet, och korrosionsbeständighet för masstillverkade komponenter.
- Materiel:
-
- Stål med hög styrka (Hss): Glödgning mjukar upp HSS för stämpling av bilkarosspaneler (TILL EXEMPEL., ultrahöghållfast stål i Teslas Model S).
- Rostfritt stål: Glödgning förbättrar svetsbarheten i avgassystem och bränsletankar.
Elektronik och halvledare
- Ändamål: Förfina halvledaregenskaper och förbättra elektrisk ledningsförmåga.
- Materiel:
-
- Silikonwafers: Glödgning tar bort defekter och förbättrar den kristallina kvaliteten för tillverkning av mikrochips (TILL EXEMPEL., Intels 3D XPoint-minne).
- Kopparkopplingar: Glödgning ökar ledningsförmågan i kretskort (Kretskort) och ledningar.
- Avancerade tekniker:
-
- Snabb termisk glödgning (RTA): Används i halvledartillverkning för att minimera termisk budget.
Konstruktion och infrastruktur
- Ändamål: Förbättra hållbarheten, korrosionsmotstånd, och genomförbarhet för storskaliga projekt.
- Materiel:
-
- Kopparrör: Glödgning säkerställer flexibilitet och korrosionsbeständighet i VVS-system (TILL EXEMPEL., glödgade kopparrör i gröna byggnader).
- Aluminiumlegeringar: Glödgat aluminium används i byggnadsfasader och fönsterramar för ökad formbarhet.
- Exempel: Burj Khalifa använder glödgad aluminiumbeklädnad för sin lätta vikt, korrosionsbeständig exteriör.
Energisektor
- Ändamål: Förbättra materialprestanda i extrema miljöer.
- Ansökningar:
-
- Kärnreaktorer: Glödgade zirkoniumlegeringar (TILL EXEMPEL., Zircaloy-4) för bränslestavar motstå strålningsinducerad sprödhet.
- Solpaneler: Glödgade kiselceller förbättrar fotovoltaisk effektivitet (TILL EXEMPEL., First Solars tunnfilmsmoduler).
- Vindkraftverk: Glödgat stål och kompositer för blad motstår cyklisk påfrestning och utmattning.
Medicinsk utrustning
- Ändamål: Uppnå biokompatibilitet, flexibilitet, och steriliseringstolerans.
- Materiel:
-
- Rostfritt stål: Glödgad för kirurgiska instrument (TILL EXEMPEL., skalpeller och pincett) för att balansera hårdhet och flexibilitet.
- Titanimplantat: Glödgning minskar ytdefekter och förbättrar biokompatibiliteten vid höftproteser.
Konsumentvaror och smycken
- Ändamål: Förbättra formbarheten för intrikata mönster och ytfinish.
- Materiel:
-
- Guld och Silver: Glödgning mjukar upp ädelmetaller för smyckestillverkning (TILL EXEMPEL., Tiffany & Co.s handgjorda verk).
- Köksredskap av koppar: Glödgad koppar förbättrar värmeledningsförmågan och formbarheten för jämn värmefördelning.
Nya applikationer
- Tillsatsstillverkning (3D -tryckning):
-
- Glödgning av 3D-printade metaller (TILL EXEMPEL., Ocny) för att eliminera inre spänningar och förbättra mekaniska egenskaper.
- Vätebränsleceller:
-
- Glödgade platina-grupplegeringar för katalysatorer i bränslecellmembran.
- Flexibel elektronik:
-
- Glödgning av grafen och polymerer för bärbara sensorer och flexibla displayer.
Branschstandarder och efterlevnad
- ASTM International:
-
- ASTM A262 för korrosionsprovning av glödgat rostfritt stål.
- ASTM F138 för titanlegering (TI-6AL-4V) inom medicintekniska produkter.
- ISO-standarder:
-
- Iso 679 för glödgning av koppar och kopparlegeringar.
8. Slutsats
Glödgning är en transformativ värmebehandlingsprocess som i grunden förbättrar de mekaniska och fysikaliska egenskaperna hos metaller och legeringar.
Genom kontrollerad värme och kyla, glödgning återställer duktiliteten, minskar inre påfrestningar, och förfinar mikrostrukturen, vilket förbättrar bearbetbarhet och prestanda.
Denna artikel har gett en omfattande, multidimensionell analys av glödgning, som täcker dess vetenskapliga principer, processtekniker, materiella effekter, industrianvändning, och framtida trender.
I en tid där precisionsteknik och hållbarhet är av största vikt, framsteg inom glödgningsteknik,
såsom digital processtyrning, alternativa uppvärmningsmetoder, och miljövänliga metoder – är inställda på att ytterligare optimera materialprestanda och minska miljöpåverkan.
När industrier fortsätter att förnya och utvecklas, Att behärska glödgningsprocessen är fortfarande avgörande för att säkerställa produktkvaliteten, driftseffektivitet, och långsiktig konkurrenskraft på den globala marknaden.

