1. Esittely
Metalli 3D-tulostus, tunnetaan myös metallilisäainevalmistuksena, mullistaa tuotteiden suunnittelun, prototyyppi, ja valmistettu.
Tämä tekniikka mahdollistaa kompleksien luomisen, korkean suorituskyvyn osia suoraan digitaalisista malleista, tarjoaa ennennäkemättömän suunnitteluvapauden ja materiaalitehokkuuden.
Tästä syystä metallin 3D-tulostus on saamassa vetoa:
- Räätälöinti: Se mahdollistaa pitkälle räätälöityjen osien valmistuksen kapeisiin sovelluksiin.
- Nopea prototyyppi: Nopeuttaa merkittävästi suunnittelun iterointiprosessia.
- Vähentynyt jäte: Tuottaa osia mahdollisimman vähän materiaalihukkaa verrattuna perinteiseen valmistukseen.
- Monimutkaiset geometriat: Mahdollistaa monimutkaisten muotojen luomisen, joita on mahdotonta tai erittäin kallista tuottaa perinteisillä menetelmillä.
Tässä blogissa, perehdymme prosessiin, hyöty, haasteet, ja metallien 3D-tulostuksen sovellukset, tutkia, kuinka tämä tekniikka muokkaa valmistusmaisemaa.
2. Mikä on metallin 3D-tulostus?
Metalli 3D-tulostus on lisäainevalmistuksen muoto, jossa materiaalikerroksia, tyypillisesti jauheen tai langan muodossa, yhdistetään kolmiulotteisen objektin luomiseksi.
Toisin kuin perinteinen vähentävä valmistus, joka sisältää materiaalin leikkaamisen kiinteästä lohkosta, additiivinen valmistus rakentaa objektia kerros kerrokselta.
Tämä prosessi tarjoaa merkittäviä etuja suunnittelun joustavuuden suhteen, materiaalitehokkuus, ja tuotannon nopeus.

Metallin 3D-tulostuksen historia juontaa juurensa 1980-luvulle, Selektiivisen lasersintrauksen kehittämisen myötä (Sls) ja suora metallilasersintraus (Dmls).
Vuosien varrella, lasertekniikan edistysaskeleita, materiaalit, ja ohjelmistot ovat johtaneet erilaisten metallien 3D-tulostustekniikoiden kehitykseen, jokaisella on omat ominaisuudet ja sovellukset.
3. Metalliset 3D-tulostustekniikat
Metalli 3D-tulostus, tunnetaan myös nimellä lisäainevalmistus, hyödyntää erilaisia tekniikoita monimutkaisten ja toimivien metalliosien tuottamiseksi kerros kerrokselta, suoraan digitaalisesta tiedostosta.
Jokaisella metallilla 3D-tulostusteknologialla on ainutlaatuinen prosessi ja etunsa, joten se sopii erilaisiin sovelluksiin eri aloilla, kuten ilmailulla, autoteollisuus, Terveydenhuolto, ja energia.
Alla, Tutustumme yleisimpiin metallin 3D-tulostustekniikoihin, niiden ominaisuuksia, ja ihanteelliset sovellukset.
Suora metallilaser sintraus (Dmls) & Valikoiva laser sulaminen (Slm)
Yleiskatsaus:
Sekä DMLS että SLM ovat jauhepetifuusiotekniikoita, jotka käyttävät suuritehoisia lasereita metallijauheen sulattamiseen ja sulattamiseen kiinteisiin osiin.
Ero on ensisijaisesti niiden lähestymistapa metallijauheeseen ja materiaalin ominaisuuksiin.
- Dmls tyypillisesti käyttää metalliseokset (kuin ruostumaton teräs, titaani, tai alumiini) ja toimii erilaisten metallijauheiden kanssa, mukaan lukien seokset, kuten Kattaa ja koboltti-kromi.
- Slm käyttää samanlaista prosessia, mutta keskittyy enemmän puhtaat metallit kuin ruostumaton teräs, titaani, ja alumiini. Laser sulattaa metallijauheen kokonaan, sulattamalla se kiinteäksi osaksi.

Ammattilaiset:
- Korkea resoluutio: Pystyy valmistamaan osia, joissa on hienoja yksityiskohtia ja monimutkaisia geometrioita.
- Erinomainen pintakäsittely: Saavutetaan hyvä pintakäsittely suoraan tulostimesta, vaikka jälkikäsittely saattaa silti olla tarpeen korkeimman laadun saavuttamiseksi.
- Laaja materiaalivalikoima: Toimii useiden metallien kanssa, mukaan lukien ruostumaton teräs, titaani, alumiini, ja enemmän.
Haitat:
- Hidas suurille osille: Kerros kerrokselta -prosessi voi olla aikaa vievä suurempien osien kohdalla.
- Tukirakenteet: Vaatii tukirakenteita ulkonevia ominaisuuksia varten, joka on poistettava tulostuksen jälkeen.
- Korkeat lämpöjännitykset: Korkean lämpötilan gradientit voivat aiheuttaa lämpöjännitystä osiin.
Ihanteelliset sovellukset: Ilmailu-, lääketieteelliset implantit, monimutkainen työkalu, ja korkean suorituskyvyn autonosia.
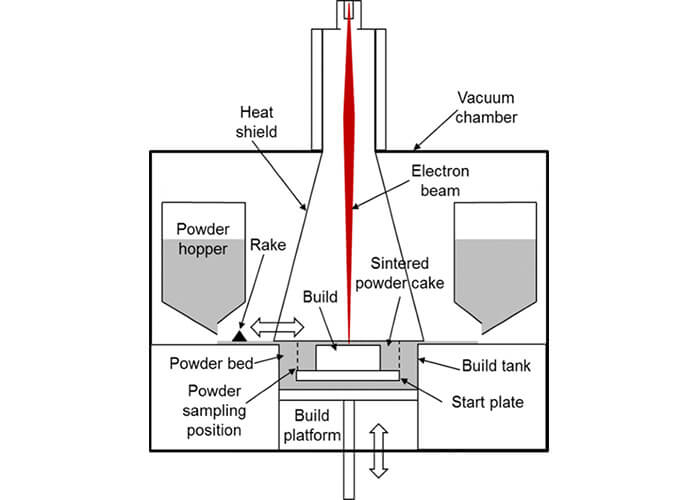
Elektronisuihkun sulaminen (EBM)
Yleiskatsaus:
EBM on jauhepetifuusioprosessi, jossa käytetään elektronisuihku laserin sijasta metallijauheiden sulattamiseen ja sulattamiseen. Se suoritetaan tyhjiöympäristössä, jotta varmistetaan optimaaliset olosuhteet sulamiselle.
EBM:ää käytetään tyypillisesti korkean suorituskyvyn materiaaleihin, kuten titaani seokset, koboltti-kromi, ja Kattaa.
- Prosessi toimii klo korkeita lämpötiloja, tarjoaa etuja korkean lämpötilan suorituskyky ja tarkkuus tietyille seoksille.
Ammattilaiset:
- Ei tarvetta tukirakenteille: EBM voi valmistaa osia ilman tukea jauhepedin esilämmityksen ansiosta, mikä vähentää lämpöjännitystä.
- Korkean lämpötilan kyky: Soveltuu materiaaleille, jotka vaativat korkeita lämpötiloja sulatukseen, kuten titaania.
Haitat:
- Aineelliset rajoitukset: Rajoitettu materiaaleihin, jotka ovat yhteensopivia tyhjiöympäristön kanssa, joka ei sisällä jotkin seokset.
- Pintapinta: Pintakäsittely ei ehkä ole yhtä sileä kuin SLM/DMLS:llä suuremman sädepistekoon vuoksi.
Ihanteelliset sovellukset: Lääketieteelliset implantit (varsinkin titaani), ilmailu-, ja osat, joissa tukirakenteiden puuttuminen on hyödyllistä.
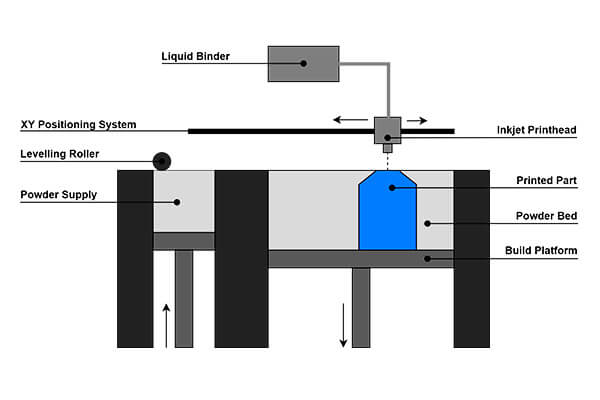
Sideaineen suihkutus
Yleiskatsaus:
Sideainesuihkutus käsittää nestemäisen sideaineen suihkuttamisen metallijauhekerroksille, jotka sitten sulautuvat muodostamaan kiinteän osan.
Sideainesuihkutuksessa käytetty jauhe on tyypillisesti metallijauhetta, kuten ruostumaton teräs, alumiini, tai pronssi.
Kun osa on painettu, se läpikäy sintraamisen, jossa sideaine poistetaan, ja osa sulatetaan lopulliseen tiheyteensä.
Ammattilaiset:
- Nopea tulostus: Voi tulostaa osia nopeasti sidonnan alhaisemman energiantarpeen ansiosta.
- Täysväritulostus: Mahdollistaa täysväritulostuksen, joka on ainutlaatuinen metallien 3D-tulostustekniikoiden joukossa.
- Ei lämpöjännityksiä: Koska prosessi ei sisällä sulamista, lämpöjännityksiä on vähemmän.
Haitat:
- Alaosan tiheys: Alkuosien tiheys on pienempi sideaineen ansiosta; sintraus tai tunkeutuminen vaaditaan tiheyden lisäämiseksi.
- Vaatii jälkikäsittelyn: Laaja jälkikäsittely on tarpeen, mukaan lukien sintraus, soluttautuminen, ja usein koneistamalla.
Ihanteelliset sovellukset: Työkalu, muotit, hiekkavaluytimet, ja sovellukset, joissa nopeus ja väri ovat tärkeämpiä kuin viimeisen osan tiheys.
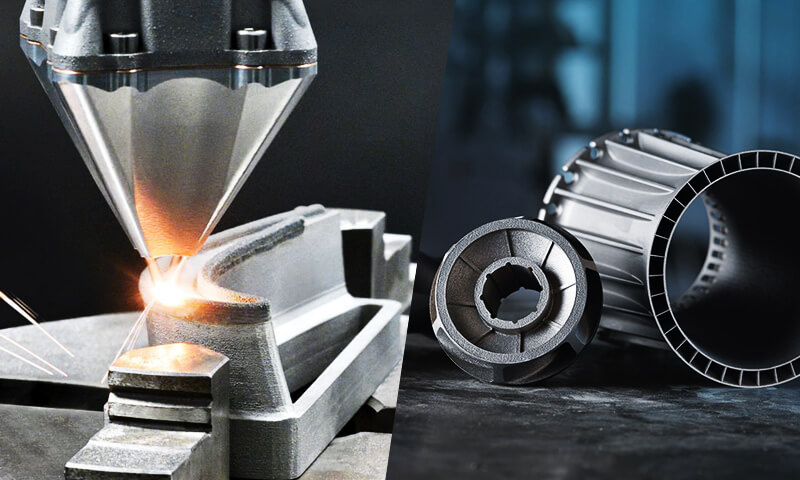
Ohjattu energialaskeuma (DED)
Yleiskatsaus:
DED on 3D-tulostusprosessi, jossa materiaali sulatetaan ja kerrostetaan pinnalle laserilla, elektronisuihku, tai plasmakaari.
DED mahdollistaa materiaalin levittämisen ja osien lisäämisen tai korjaamisen.
Toisin kuin muut menetelmät, DED käyttää jatkuvaa materiaalin syöttöä (jauhetta tai lankaa), ja energialähde sulattaa materiaalin sen kerrostuessa.
Ammattilaiset:
- Suuret osat: Soveltuu suurten osien valmistukseen tai korjaukseen.
- Korjaus ja pinnoitus: Tätä Voidaan käyttää materiaalin lisäämiseen olemassa oleviin osiin tai pintapäällysteisiin.
- Joustavuus: Voi työskennellä monenlaisten materiaalien kanssa ja voi vaihtaa eri materiaalien välillä tulostuksen aikana.
Haitat:
- Pienempi resoluutio: Verrattuna jauhepetifuusiomenetelmiin, DED:llä on yleensä pienempi resoluutio.
- Pintapinta: Osat vaativat usein laajaa jälkikäsittelyä tasaisen viimeistelyn saavuttamiseksi.
Ihanteelliset sovellukset: Ilmailu-, suuria rakenneosia, olemassa olevien komponenttien korjaus, ja ominaisuuksien lisääminen olemassa oleviin osiin.
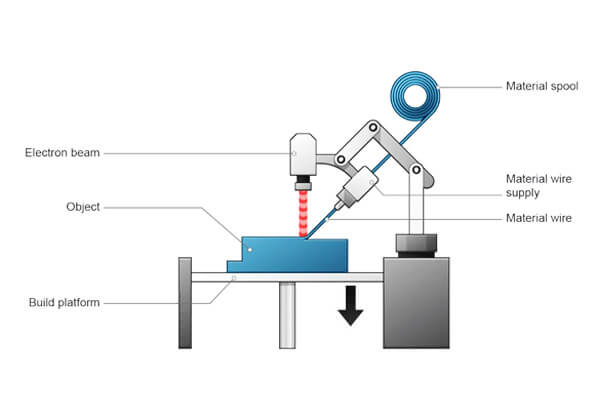
Metallisulatetun laskeuman mallinnus (Metalli FDM)
Yleiskatsaus:
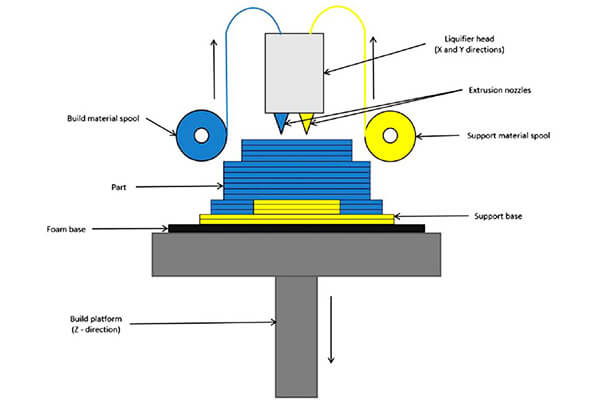
Metal FDM on muunnelma perinteisestä sulatekerrostuman mallintamisesta (FDM) käsitellä, jossa metallifilamentteja kuumennetaan ja ekstrudoidaan kerros kerrokselta 3D-osien luomiseksi.
Käytettävät filamentit ovat tyypillisesti yhdistelmä metallijauhetta ja polymeerisideaine, joka myöhemmin poistetaan jälkikäsittelyvaiheessa.
Osat sintrataan sitten uunissa metallihiukkasten sulattamiseksi kiinteäksi rakenteeksi.
Ammattilaiset:
- Pienemmät kustannukset: Usein halvempaa kuin muut metalliset 3D-tulostusmenetelmät, erityisesti lähtötason järjestelmiin.
- Helppokäyttöisyys: Hyödynnä FDM-tekniikan yksinkertaisuutta, tekee siitä muovitulostuksen tuntevien saatavilla.
Haitat:
- Vaatii sintrauksen: Osa on sintrattava painatuksen jälkeen täyden tiheyden saavuttamiseksi, mikä lisää aikaa ja kustannuksia.
- Pienempi tarkkuus: Vähemmän tarkkoja kuin jauhepetifuusiomenetelmät, vaativat enemmän jälkikäsittelyä tiukkojen toleranssien vuoksi.
Ihanteelliset sovellukset: Pienet osat, prototyyppien tekeminen, koulutustarkoituksiin, ja sovellukset, joissa hinta ja helppokäyttöisyys ovat tärkeämpiä kuin korkea tarkkuus.
4. Metalli-3D-tulostuksessa käytetyt materiaalit
Yksi tärkeimmistä eduista metalli 3D -tulostus on laaja valikoima materiaaleja, joita se tukee, tarjoaa ainutlaatuisia ominaisuuksia erilaisiin sovelluksiin.
Metallilisäaineiden valmistuksessa käytetyt materiaalit ovat tyypillisesti metallijauheet jotka sulatetaan valikoivasti kerros kerrokselta,
jokaisella materiaalilla on selkeät edut projektin erityistarpeista riippuen.
Ruostumaton teräs
- Ominaispiirteet:
Ruostumaton teräs on yksi yleisimmistä metallien 3D-tulostuksessa käytetyistä materiaaleista johtuen voimakkuus, korroosionkestävyys, ja monipuolisuus. Ruostumattoman teräksen seokset, erityisesti 316Lens ja 17-4 PHE, ovat laajalti käytössä eri toimialoilla.
-
- Vahvuus: Korkea vetolujuus ja myötölujuus.
- Korroosionkestävyys: Erinomainen suoja ruostetta ja tahroja vastaan.
- Konettavuus: Helposti koneistettava jälkipaino, mikä tekee siitä sopivan erilaisiin jälkikäsittelymenetelmiin.
Titaaniseokset (ESIM., Ti-6Al-4V)
- Ominaispiirteet:
Titaaniseokset, erityisesti Ti-6Al-4V, ovat tunnettuja poikkeuksellinen vahvuus-painosuhde, korroosionkestävyys, ja kyky kestää korkeita lämpötiloja.
-
- Voiman ja painon suhde: Erinomaiset mekaaniset ominaisuudet pienemmällä tiheydellä.
- Suorituskyky korkeassa lämpötilassa: Kestää korkeampia lämpötiloja kuin useimmat muut metallit.
- Biologinen yhteensopivuus: Turvallinen käytettäväksi lääketieteellisissä implanteissa myrkyttömyyden vuoksi.
Alumiiniseokset (ESIM., AlSi10Mg)
- Ominaispiirteet:
Alumiini on kevyt ja tarjoaa erinomaisen lämmönjohtavuus ja korroosionkestävyys. Seokset kuten AlSi10Mg Niitä käytetään yleisesti 3D-tulostuksessa niiden vuoksi korkea lujuus-painosuhde ja hyvä konettavuus.
-
- Matala tiheys: Ihanteellinen sovelluksiin, jotka vaativat kevyitä komponentteja.
- Lämmönjohtavuus: Korkea lämmönjohtavuus tekee siitä sopivan lämmönpoistosovelluksiin.
- Pintapinta: Alumiiniosat voidaan helposti anodisoida pinnan kovuuden ja korroosionkestävyyden parantamiseksi.
Koboltti-kromiseokset
- Ominaispiirteet:
Koboltti-kromi-seokset ovat tunnettuja voimakkuus, kulumiskestävyys, ja biologinen yhteensopivuus, mikä tekee niistä suositun valinnan lääketieteelliset sovellukset.
-
- Korroosionkestävyys: Erinomainen korroosion- ja kulutuksenkestävyys.
- Korkea lujuus: Erityisen hyödyllinen raskaisiin teollisuussovelluksiin.
- Biologinen yhteensopivuus: Kobolttikromi ei reagoi ihmiskehossa, joten se on ihanteellinen implanteille.
Nikkelipohjaiset seokset (ESIM., Kattaa 625, Kattaa 718)
- Ominaispiirteet:
Nikkelipohjaiset seokset, kuten Kattaa 625 ja Kattaa 718, ovat erittäin kestäviä hapetus ja korkean lämpötilan korroosio.
Nämä seokset tarjoavat erinomaisen suorituskyvyn äärimmäisissä lämpötiloissa, paine, ja korroosionkestävyys ovat kriittisiä.
-
- Korkean lämpötilan lujuus: Kestää äärimmäistä lämpöä menettämättä voimaa.
- Korroosionkestävyys: Erityisesti erittäin syövyttäviä ympäristöjä, kuten merivettä tai happamia aineita, vastaan.
- Väsymiskestävyys: Korkea väsymislujuus ja lämmönkestävyys.
Jalometallit (ESIM., Kulta, Hopea, Platina)
- Ominaispiirteet:
Jalometallit, kuten kulta, hopea, ja platina, käytetään sovelluksiin, joissa korkea esteettinen arvo ja korroosionkestävyys vaaditaan.
-
- Esteettinen laatu: Ihanteellinen koruille ja luksustuotteille.
- Johtavuus: Korkea sähkönjohtavuus tekee niistä sopivia erittäin tarkkoihin sähkökomponentteihin.
- Korroosionkestävyys: Erinomainen tummumisen ja korroosionkestävyys.
5. Metalli 3D-tulostusprosessi
Metalli 3D-tulostusprosessi sisältää tyypillisesti useita avainvaiheita:
- Vaihe 1: Suunnittelu CAD-ohjelmistolla ja tiedostojen valmistelu:
-
- Insinöörit ja suunnittelijat käyttävät tietokoneavusteista suunnittelua (Cad) ohjelmisto 3D-mallin luomiseksi osasta.
Sitten tiedosto valmistellaan 3D-tulostusta varten, suuntautuminen mukaan lukien, tukirakenteet, ja leikkaa kerroksiksi.
Edistyksellinen CAD-ohjelmisto, kuten Autodesk Fusion 360, avulla suunnittelijat voivat luoda monimutkaisia geometrioita ja optimoida suunnittelun 3D-tulostusta varten.
- Insinöörit ja suunnittelijat käyttävät tietokoneavusteista suunnittelua (Cad) ohjelmisto 3D-mallin luomiseksi osasta.
- Vaihe 2: Viipalointi ja parametrien asetus:
-
- 3D-malli on leikattu ohuiksi kerroksiksi, ja parametrit, kuten kerroksen paksuus, laserteho, ja skannausnopeus on asetettu.
Nämä asetukset ovat ratkaisevan tärkeitä loppuosan halutun laadun ja ominaisuuksien saavuttamiseksi.
Viipalointiohjelmisto, kuten Materialize Magics, auttaa optimoimaan nämä parametrit parhaiden tulosten saamiseksi.
- 3D-malli on leikattu ohuiksi kerroksiksi, ja parametrit, kuten kerroksen paksuus, laserteho, ja skannausnopeus on asetettu.
- Vaihe 3: Tulostusprosessi:
-
- 3D-tulostin tallentaa tai sulattaa metallin kerros kerrokselta, noudattamalla määritettyjä parametreja. Tämä vaihe voi kestää tunteja tai jopa päiviä, riippuen osan monimutkaisuudesta ja koosta.
Tulostusprosessin aikana, tulostin tarkkailee ja säätää jatkuvasti parametreja tasaisen laadun varmistamiseksi.
- 3D-tulostin tallentaa tai sulattaa metallin kerros kerrokselta, noudattamalla määritettyjä parametreja. Tämä vaihe voi kestää tunteja tai jopa päiviä, riippuen osan monimutkaisuudesta ja koosta.
- Vaihe 4: Jälkikäsittely:
-
- Tulostuksen jälkeen, osa saattaa vaatia jälkikäsittelyvaiheita, kuten lämpökäsittelyä, pinnan viimeistely, ja tukirakenteiden poistaminen.
Lämmönkäsittely, esimerkiksi, voi parantaa osan mekaanisia ominaisuuksia, kun taas pintakäsittelytekniikat, kuten hiekkapuhallus ja kiillotus, voivat parantaa pinnan laatua.
Laadunvalvonta on välttämätöntä jokaisessa vaiheessa sen varmistamiseksi, että osa täyttää vaaditut vaatimukset.
- Tulostuksen jälkeen, osa saattaa vaatia jälkikäsittelyvaiheita, kuten lämpökäsittelyä, pinnan viimeistely, ja tukirakenteiden poistaminen.
6. Metalli-3D-tulostuksen edut
Metalli 3D-tulostus tarjoaa useita etuja perinteisiin valmistusmenetelmiin verrattuna:
Suunnitteluvapaus:
- Monimutkaiset geometriat, sisäisiä kanavia, ja hilarakenteita voidaan luoda, mahdollistaa innovatiiviset mallit, jotka olivat aiemmin mahdottomia.
Esimerkiksi, kyky luoda onttoja, kevyet rakenteet sisäisillä jäähdytyskanavilla on pelin muuttaja ilmailu- ja autoteollisuudessa.
Nopea prototyyppi:
- Suunnitelmien nopea iterointi ja testaus, vähentää kehitysaikaa ja kustannuksia.
Metallinen 3D-tulostus, prototyyppejä voidaan valmistaa muutamassa päivässä, mahdollistaa nopean palautteen ja suunnittelun parannukset.
Materiaalitehokkuus:
- Minimaalinen jäte, koska käytetään vain osaan tarvittavaa materiaalia, toisin kuin vähentävä valmistus, mikä voi aiheuttaa merkittäviä aineellisia menetyksiä.
Tämä on erityisen hyödyllistä kalliille materiaaleille, kuten titaanille ja jalometalleille.
Kevyt:
- Hilarakenteet ja optimoidut mallit voivat vähentää osien painoa, mikä on erityisen hyödyllistä ilmailu- ja autoteollisuuden sovelluksissa.
Esimerkiksi, Boeing on käyttänyt metallista 3D-tulostusta lentokoneen osien painon vähentämiseen, mikä johtaa merkittäviin polttoainesäästöihin.
Räätälöinti:
- Räätälöidyt ratkaisut pieniin tuotantomääriin tai yksittäisiin tuotantoajoihin, mahdollistaa yksilölliset ja ainutlaatuiset tuotteet.
Räätälöidyt lääketieteelliset implantit, esimerkiksi, voidaan suunnitella sopimaan potilaan erityiseen anatomiaan, parantaa tuloksia ja palautumisaikoja.
7. Haasteet ja rajoitukset
Vaikka metalli 3D-tulostus tarjoaa monia etuja, se sisältää myös omat haasteensa:
Suuri alkuinvestointi:
- Metallien 3D-tulostimien hinta, materiaalit, ja jälkikäsittelylaitteet voivat olla merkittäviä.
Esimerkiksi, huippuluokan metalli 3D-tulostin voi maksaa yli $1 miljoonaa, ja materiaalit voivat olla useita kertoja kalliimpia kuin perinteisessä valmistuksessa käytetyt.
Rajoitettu rakennuskoko:
- Monilla metallisilla 3D-tulostimilla on pienempi rakennusmäärä, rajoittaa valmistettavien osien kokoa.
Kuitenkin, Uusia teknologioita on tulossa, mikä mahdollistaa suurempien rakennuskokojen, laajentaa mahdollisten sovellusten valikoimaa.
Pintapinta:
- Osat saattavat vaatia lisäkäsittelyä halutun pintakäsittelyn saavuttamiseksi, lisäämällä kokonaiskustannuksia ja aikaa.
Tekniikat, kuten kemiallinen syövytys ja sähkökiillotus, voivat parantaa pinnan laatua, mutta ne lisäävät lisävaiheita valmistusprosessiin.
Materiaalin saatavuus:
- Kaikki metallit ja metalliseokset eivät sovellu 3D-tulostukseen, ja joitakin voi olla vaikea saada tai kalliita.
Erikoismateriaalien saatavuus, kuten korkean lämpötilan seokset, voidaan rajoittaa, jotka vaikuttavat tiettyjen hankkeiden toteutettavuuteen.
Taito ja koulutus:
- Operaattorit ja suunnittelijat tarvitsevat erikoiskoulutusta metallin 3D-tulostustekniikan tehokkaaseen käyttöön.
Oppimiskäyrä voi olla jyrkkä, ja ammattitaitoisen henkilöstön tarve voi olla este adoptiolle, erityisesti pienille ja keskisuurille yrityksille.
8. Metallin 3D-tulostuksen sovellukset
Metalli 3D-tulostus löytää sovelluksia useilla eri aloilla:
Ilmailu-:
- Kevyt, monimutkaiset komponentit lentokoneisiin ja satelliitteihin, vähentää painoa ja parantaa suorituskykyä.
Esimerkiksi, Airbus on käyttänyt metallista 3D-tulostusta kevyiden kannakkeiden ja polttoainesuuttimien valmistukseen, mikä johtaa merkittäviin painonsäästöihin ja parantuneeseen polttoainetehokkuuteen.
Autoteollisuus:
- Räätälöidyt ja suorituskykyiset osat moottoriurheiluun, prototyyppien tekeminen, ja tuotanto, parantaa ajoneuvon suorituskykyä ja tehokkuutta.
BMW, esimerkiksi, käyttää metallista 3D-tulostusta tuottaakseen räätälöityjä osia korkean suorituskyvyn ajoneuvoihinsa, kuten i8 Roadster.

Lääketieteellinen:
- Implantit, proteesit, ja hammaslääketieteen sovellukset tarjoavat tarkat geometriat ja bioyhteensopivuuden.
Stryker, johtava lääketieteellisen teknologian yritys, käyttää metallista 3D-tulostusta räätälöityjen selkärangan implanttien valmistamiseen, parantaa potilaiden tuloksia ja lyhentää toipumisaikaa.
Energia:
- Lämmönvaihtimet, turbiinit, ja sähköntuotantokomponentit parantavat tehokkuutta ja kestävyyttä.
Siemens, esimerkiksi, on käyttänyt metallista 3D-tulostusta kaasuturbiinien siipien valmistukseen, joka kestää korkeampia lämpötiloja ja paineita, mikä lisää tehokkuutta ja vähentää päästöjä.
Työkalut ja muotit:
- Nopea työkalu konformisilla jäähdytyskanavilla, lyhentää jaksoaikoja ja parantaa osien laatua.
Mukautetut jäähdytyskanavat, jotka seuraavat muotin muotoa, voi merkittävästi lyhentää jäähdytysaikoja ja parantaa lopputuotteen laatua.
Kulutustavarat:
- Huippuluokan koruja, mukautetut kellot, ja elektroniikkakotelot mahdollistavat ainutlaatuiset ja yksilölliset tuotteet.
Yritykset, kuten HP ja 3DEO, käyttävät metallista 3D-tulostusta korkean laadun tuottamiseen, räätälöityjä kulutustavaroita, kuten luksuskellot ja elektroniikkakotelot.
9. Metalli 3D-tulostus vs. Perinteinen valmistus
Kun verrataan metallin 3D-tulostusta perinteisiin valmistusmenetelmiin, useat tekijät vaikuttavat:
Nopeus ja tehokkuus:
- 3D-tulostus on erinomainen nopeassa prototyyppien valmistuksessa ja vähäisessä tuotannossa, kun taas perinteiset menetelmät ovat tehokkaampia suurten volyymien valmistuksessa.
Esimerkiksi, 3D-tulostus voi tuottaa prototyypin muutamassa päivässä, kun taas perinteiset menetelmät voivat kestää viikkoja.
Kustannusvertailu:
- Pienimääräisille tai räätälöityille osille, 3D-tulostus voi olla kustannustehokkaampaa alentuneiden asennus- ja työkalukustannusten ansiosta.
Kuitenkin, suuren volyymin tuotantoon, perinteiset menetelmät voivat silti olla taloudellisempia. Kannattavuuspiste vaihtelee käyttökohteen ja osan monimutkaisuuden mukaan.
Monimutkaisuus:
- 3D-tulostus mahdollistaa monimutkaisten geometrioiden ja sisäisten piirteiden valmistamisen, jotka ovat mahdottomia perinteisillä menetelmillä, avaa uusia suunnittelumahdollisuuksia.
Tämä on erityisen arvokasta aloilla, joilla painonpudotus ja suorituskyvyn optimointi ovat kriittisiä, kuten ilmailu ja autoteollisuus.
Tässä on vertailutaulukko, jossa on yhteenveto tärkeimmistä eroista Metalli 3D-tulostus ja Perinteinen valmistus:
| Ominaisuus | Metalli 3D-tulostus | Perinteinen valmistus |
|---|---|---|
| Läpimenoaika | Nopeampi prototyyppien tekemiseen, pienen volyymin tuotanto. | Pidemmät asennusajat työkalujen ja muottien ansiosta. |
| Tuotantonopeus | Hitaampi suuren volyymin tuotantoon. Ihanteellinen pienille volyymeille, mukautetut osat. | Nopeampi massatuotantoon, erityisesti yksinkertaisille osille. |
| Suunnittelun monimutkaisuus | Voi luoda monimutkaisia geometrioita helposti. | Työkalurajoitukset rajoittavat; monimutkaiset mallit vaativat lisävaiheita. |
| Räätälöinti | Ihanteellinen kertaluonteisille tai räätälöityille osille. | Räätälöinti on kalliimpaa työkalumuutosten vuoksi. |
| Materiaalin saatavuus | Rajoitettu tavallisiin metalleihin (ruostumaton teräs, titaani, jne.). | Laaja valikoima metalleja ja metalliseoksia saatavilla erilaisiin sovelluksiin. |
| Materiaalin suorituskyky | Hieman pienempi materiaalin lujuus ja tasaisuus. | Ylivoimainen lujuus ja tasaisemmat materiaaliominaisuudet. |
| Alkuinvestointi | Korkeat alkukustannukset kalliiden 3D-tulostimien ja metallijauheiden vuoksi. | Pienempi alkuinvestointi perusasennuksiin. |
| Yksikköhinta | Korkea suuren volyymin tuotantoon; kustannustehokas pienille lennoille. | Matalampi massatuotantoon, varsinkin yksinkertaisilla malleilla. |
| Vahvuus & Kestävyys | Soveltuu moniin sovelluksiin; voi vaatia jälkikäsittelyä lujuuden lisäämiseksi. | Yleensä vahvempi, erityisesti korkean suorituskyvyn seoksille. |
| Pintapinta | Vaatii jälkikäsittelyn sileän pinnan saavuttamiseksi. | Yleensä parempi pintakäsittely yksinkertaisissa malleissa. |
| Jälkikäsittely | Vaaditaan mekaanisten ominaisuuksien parantamiseksi, ja pintapinta. | Yleensä minimaalinen jälkikäsittely, ellei monimutkaisia tai erittäin tarkkoja vaatimuksia ole. |
| Materiaalijäte | Minimaalinen materiaalihävikki lisäaineluonteen vuoksi. | Joissakin menetelmissä enemmän materiaalihukkaa (ESIM., koneistus). |
| Ihanteellinen | Pieni määrä, mukautetut osat, monimutkaiset geometriat, prototyyppien tekeminen. | Suuri volyymi, yksinkertaiset osat, yhtenäiset materiaaliominaisuudet. |
| Sovellukset | Ilmailu-, lääketieteelliset implantit, autoteollisuus (matala volyymi, monimutkaiset osat). | Autoteollisuus, raskaita koneita, teollisuusosat (suuri volyymi, laajamittaista tuotantoa). |
10. Johtopäätös
Metalli 3D-tulostus on valmistusinnovaatioiden eturintamassa, tarjoaa ainutlaatuisia etuja, kuten suunnittelun vapauden, nopea prototyyppi, ja materiaalitehokkuus.
Vaikka se kohtaa haasteita, kuten korkeita kustannuksia ja materiaalirajoituksia, sen muutospotentiaali eri toimialoilla on kiistaton.
Olitpa ilmailualalla, autoteollisuus, tai kulutustavaroita,
sen tutkiminen, kuinka metallista 3D-tulostus sopii sinun erityistarpeisiisi, saattaa olla avain uusien mahdollisuuksien avaamiseen tuotekehityksessä ja valmistuksessa.
TÄMÄ tarjoaa 3D-tulostuspalveluita. Jos sinulla on 3D-tulostustarpeita, Voit vapaasti Ota yhteyttä.

