1. Esittely
Metal 3D printing, also known as metal additive manufacturing, is revolutionizing the way products are designed, prototyped, and manufactured.
This technology allows for the creation of complex, high-performance parts directly from digital models, offering unprecedented design freedom and material efficiency.
Here’s why metal 3D printing is gaining traction:
- Räätälöinti: It enables the production of highly customized parts for niche applications.
- Nopea prototyyppi: Nopeuttaa merkittävästi suunnittelun iterointiprosessia.
- Vähentynyt jäte: Tuottaa osia mahdollisimman vähän materiaalihukkaa verrattuna perinteiseen valmistukseen.
- Monimutkaiset geometriat: Mahdollistaa monimutkaisten muotojen luomisen, joita on mahdotonta tai erittäin kallista tuottaa perinteisillä menetelmillä.
Tässä blogissa, perehdymme prosessiin, hyöty, haasteet, ja metallien 3D-tulostuksen sovellukset, tutkia, kuinka tämä tekniikka muokkaa valmistusmaisemaa.
2. What is Metal 3D Printing?
Metalli 3D-tulostus on lisäainevalmistuksen muoto, jossa materiaalikerroksia, tyypillisesti jauheen tai langan muodossa, yhdistetään kolmiulotteisen objektin luomiseksi.
Toisin kuin perinteinen vähentävä valmistus, joka sisältää materiaalin leikkaamisen kiinteästä lohkosta, additiivinen valmistus rakentaa objektia kerros kerrokselta.
Tämä prosessi tarjoaa merkittäviä etuja suunnittelun joustavuuden suhteen, materiaalitehokkuus, ja tuotannon nopeus.

Metallin 3D-tulostuksen historia juontaa juurensa 1980-luvulle, Selektiivisen lasersintrauksen kehittämisen myötä (Sls) ja suora metallilasersintraus (Dmls).
Vuosien varrella, lasertekniikan edistysaskeleita, materiaalit, ja ohjelmistot ovat johtaneet erilaisten metallien 3D-tulostustekniikoiden kehitykseen, jokaisella on omat ominaisuudet ja sovellukset.
3. Metal 3D Printing Technologies
Metal 3D printing, tunnetaan myös nimellä lisäainevalmistus, hyödyntää erilaisia tekniikoita monimutkaisten ja toimivien metalliosien tuottamiseksi kerros kerrokselta, suoraan digitaalisesta tiedostosta.
Jokaisella metallilla 3D-tulostusteknologialla on ainutlaatuinen prosessi ja etunsa, joten se sopii erilaisiin sovelluksiin eri aloilla, kuten ilmailulla, autoteollisuus, Terveydenhuolto, ja energia.
Alla, Tutustumme yleisimpiin metallin 3D-tulostustekniikoihin, niiden ominaisuuksia, ja ihanteelliset sovellukset.
Suora metallilaser sintraus (Dmls) & Valikoiva laser sulaminen (Slm)
Yleiskatsaus:
Sekä DMLS että SLM ovat jauhepetifuusiotekniikoita, jotka käyttävät suuritehoisia lasereita metallijauheen sulattamiseen ja sulattamiseen kiinteisiin osiin.
The difference lies primarily in their approach to the metal powder and material properties.
- Dmls typically uses metal alloys (kuin ruostumaton teräs, titaani, tai alumiini) and works with a variety of metal powders, including alloys like Kattaa ja koboltti-kromi.
- Slm uses a similar process but focuses more on pure metals kuin ruostumaton teräs, titaani, ja alumiini. The laser completely melts the metal powder, fusing it to form a solid part.

Ammattilaiset:
- High Resolution: Capable of producing parts with fine details and complex geometries.
- Erinomainen pintakäsittely: Can achieve a good surface finish directly from the printer, though post-processing might still be required for the highest quality.
- Wide Material Range: Works with a variety of metals including stainless steel, titaani, alumiini, ja enemmän.
Haitat:
- Slow for Large Parts: The layer-by-layer process can be time-consuming for larger parts.
- Support Structures: Requires support structures for overhanging features, which must be removed post-printing.
- High Thermal Stresses: Korkean lämpötilan gradientit voivat aiheuttaa lämpöjännitystä osiin.
Ihanteelliset sovellukset: Ilmailu-, lääketieteelliset implantit, monimutkainen työkalu, ja korkean suorituskyvyn autonosia.
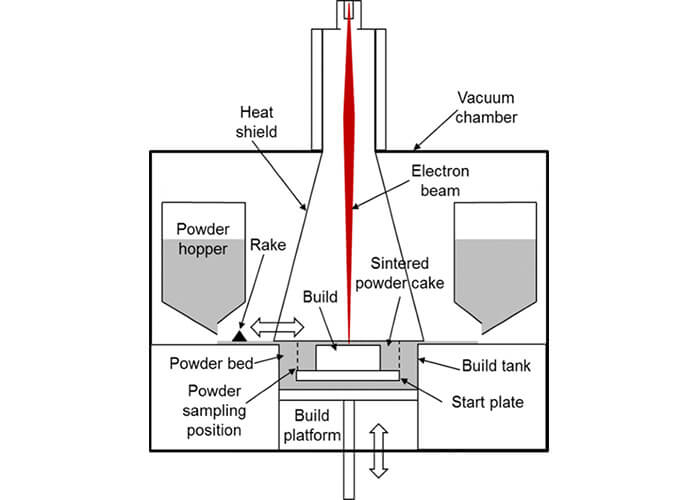
Elektronisuihkun sulaminen (EBM)
Yleiskatsaus:
EBM on jauhepetifuusioprosessi, jossa käytetään elektronisuihku laserin sijasta metallijauheiden sulattamiseen ja sulattamiseen. Se suoritetaan tyhjiöympäristössä, jotta varmistetaan optimaaliset olosuhteet sulamiselle.
EBM:ää käytetään tyypillisesti korkean suorituskyvyn materiaaleihin, kuten titaani seokset, koboltti-kromi, ja Kattaa.
- Prosessi toimii klo korkeita lämpötiloja, tarjoaa etuja korkean lämpötilan suorituskyky ja tarkkuus tietyille seoksille.
Ammattilaiset:
- Ei tarvetta tukirakenteille: EBM voi valmistaa osia ilman tukea jauhepedin esilämmityksen ansiosta, mikä vähentää lämpöjännitystä.
- Korkean lämpötilan kyky: Soveltuu materiaaleille, jotka vaativat korkeita lämpötiloja sulatukseen, kuten titaania.
Haitat:
- Aineelliset rajoitukset: Rajoitettu materiaaleihin, jotka ovat yhteensopivia tyhjiöympäristön kanssa, joka ei sisällä jotkin seokset.
- Pintapinta: Pintakäsittely ei ehkä ole yhtä sileä kuin SLM/DMLS:llä suuremman sädepistekoon vuoksi.
Ihanteelliset sovellukset: Lääketieteelliset implantit (varsinkin titaani), ilmailu-, ja osat, joissa tukirakenteiden puuttuminen on hyödyllistä.
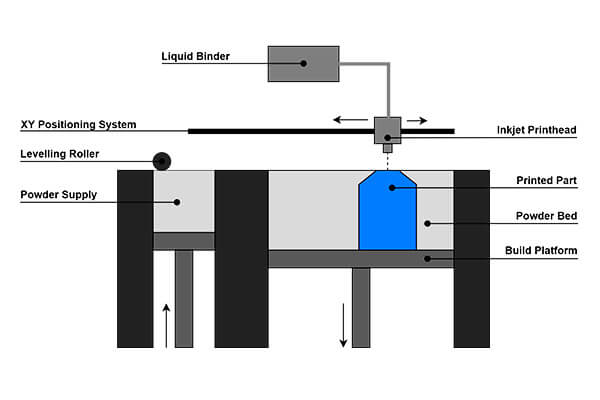
Binder Jetting
Yleiskatsaus:
Sideainesuihkutus käsittää nestemäisen sideaineen suihkuttamisen metallijauhekerroksille, jotka sitten sulautuvat muodostamaan kiinteän osan.
Sideainesuihkutuksessa käytetty jauhe on tyypillisesti metallijauhetta, kuten ruostumaton teräs, alumiini, tai pronssi.
Kun osa on painettu, se läpikäy sintraamisen, jossa sideaine poistetaan, ja osa sulatetaan lopulliseen tiheyteensä.
Ammattilaiset:
- Nopea tulostus: Voi tulostaa osia nopeasti sidonnan alhaisemman energiantarpeen ansiosta.
- Täysväritulostus: Mahdollistaa täysväritulostuksen, joka on ainutlaatuinen metallien 3D-tulostustekniikoiden joukossa.
- Ei lämpöjännityksiä: Koska prosessi ei sisällä sulamista, lämpöjännityksiä on vähemmän.
Haitat:
- Alaosan tiheys: Alkuosien tiheys on pienempi sideaineen ansiosta; sintraus tai tunkeutuminen vaaditaan tiheyden lisäämiseksi.
- Vaatii jälkikäsittelyn: Laaja jälkikäsittely on tarpeen, mukaan lukien sintraus, soluttautuminen, ja usein koneistamalla.
Ihanteelliset sovellukset: Työkalu, muotit, hiekkavaluytimet, ja sovellukset, joissa nopeus ja väri ovat tärkeämpiä kuin viimeisen osan tiheys.
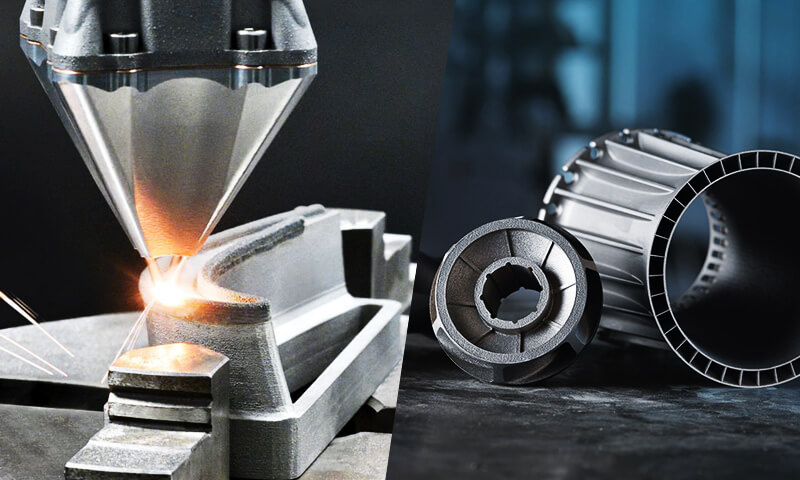
Directed Energy Deposition (DED)
Yleiskatsaus:
DED on 3D-tulostusprosessi, jossa materiaali sulatetaan ja kerrostetaan pinnalle laserilla, elektronisuihku, tai plasmakaari.
DED mahdollistaa materiaalin levittämisen ja osien lisäämisen tai korjaamisen.
Toisin kuin muut menetelmät, DED käyttää jatkuvaa materiaalin syöttöä (jauhetta tai lankaa), ja energialähde sulattaa materiaalin sen kerrostuessa.
Ammattilaiset:
- Suuret osat: Soveltuu suurten osien valmistukseen tai korjaukseen.
- Korjaus ja pinnoitus: Tätä Voidaan käyttää materiaalin lisäämiseen olemassa oleviin osiin tai pintapäällysteisiin.
- Joustavuus: Can work with a wide range of materials and can switch between different materials during printing.
Haitat:
- Lower Resolution: Compared to powder bed fusion methods, DED typically has a lower resolution.
- Pintapinta: Parts often require extensive post-processing for a smooth finish.
Ihanteelliset sovellukset: Ilmailu-, suuria rakenneosia, repair of existing components, and adding features to existing parts.
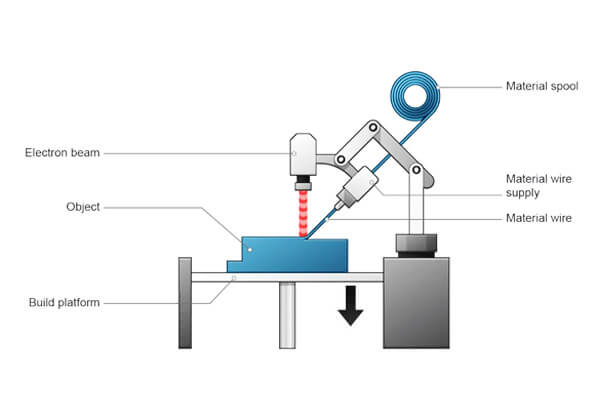
Metal Fused Deposition Modeling (Metal FDM)
Yleiskatsaus:
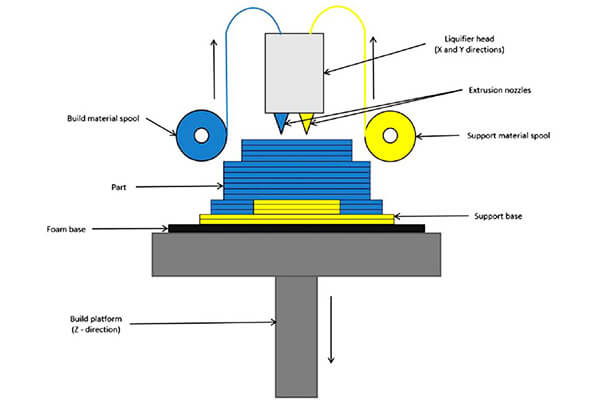
Metal FDM is a variation of the traditional Fused Deposition Modeling (FDM) käsitellä, where metal filaments are heated and extruded layer by layer to create 3D parts.
The filaments used are typically a combination of metallijauhetta and a polymer binder, which is later removed during the post-processing stage.
The parts are then sintered in a furnace to fuse the metal particles into a solid structure.
Ammattilaiset:
- Pienemmät kustannukset: Often less expensive than other metal 3D printing methods, especially for entry-level systems.
- Helppokäyttöisyys: Leverages the simplicity of FDM technology, making it accessible for those familiar with plastic printing.
Haitat:
- Requires Sintering: The part must be sintered post-printing to achieve full density, which adds time and cost.
- Lower Precision: Less precise than powder bed fusion methods, requiring more post-processing for tight tolerances.
Ihanteelliset sovellukset: Small parts, prototyyppien tekeminen, educational purposes, and applications where cost and ease of use are more critical than high precision.
4. Materials Used in Metal 3D Printing
Yksi tärkeimmistä eduista metalli 3D -tulostus is the wide range of materials it supports, offering unique properties suited to various applications.
The materials used in metal additive manufacturing are typically metal powders that are selectively melted layer by layer,
with each material having distinct advantages depending on the specific needs of the project.
Ruostumaton teräs
- Ominaispiirteet:
Ruostumaton teräs on yksi yleisimmistä metallien 3D-tulostuksessa käytetyistä materiaaleista johtuen voimakkuus, korroosionkestävyys, ja monipuolisuus. Ruostumattoman teräksen seokset, erityisesti 316Lens ja 17-4 PHE, ovat laajalti käytössä eri toimialoilla.
-
- Vahvuus: Korkea vetolujuus ja myötölujuus.
- Korroosionkestävyys: Erinomainen suoja ruostetta ja tahroja vastaan.
- Konettavuus: Helposti koneistettava jälkipaino, mikä tekee siitä sopivan erilaisiin jälkikäsittelymenetelmiin.
Titaaniseokset (ESIM., Ti-6Al-4V)
- Ominaispiirteet:
Titaaniseokset, erityisesti Ti-6Al-4V, ovat tunnettuja poikkeuksellinen vahvuus-painosuhde, korroosionkestävyys, ja kyky kestää korkeita lämpötiloja.
-
- Voiman ja painon suhde: Erinomaiset mekaaniset ominaisuudet pienemmällä tiheydellä.
- Suorituskyky korkeassa lämpötilassa: Kestää korkeampia lämpötiloja kuin useimmat muut metallit.
- Biologinen yhteensopivuus: Turvallinen käytettäväksi lääketieteellisissä implanteissa myrkyttömyyden vuoksi.
Alumiiniseokset (ESIM., AlSi10Mg)
- Ominaispiirteet:
Alumiini on kevyt ja tarjoaa erinomaisen lämmönjohtavuus ja korroosionkestävyys. Seokset kuten AlSi10Mg Niitä käytetään yleisesti 3D-tulostuksessa niiden vuoksi korkea lujuus-painosuhde ja hyvä konettavuus.
-
- Matala tiheys: Ihanteellinen sovelluksiin, jotka vaativat kevyitä komponentteja.
- Lämmönjohtavuus: Korkea lämmönjohtavuus tekee siitä sopivan lämmönpoistosovelluksiin.
- Pintapinta: Alumiiniosat voidaan helposti anodisoida pinnan kovuuden ja korroosionkestävyyden parantamiseksi.
Cobalt-Chrome Alloys
- Ominaispiirteet:
Koboltti-kromi-seokset ovat tunnettuja voimakkuus, kulumiskestävyys, ja biologinen yhteensopivuus, mikä tekee niistä suositun valinnan lääketieteelliset sovellukset.
-
- Korroosionkestävyys: Erinomainen korroosion- ja kulutuksenkestävyys.
- Korkea lujuus: Erityisen hyödyllinen raskaisiin teollisuussovelluksiin.
- Biologinen yhteensopivuus: Kobolttikromi ei reagoi ihmiskehossa, joten se on ihanteellinen implanteille.
Nikkelipohjaiset seokset (ESIM., Kattaa 625, Kattaa 718)
- Ominaispiirteet:
Nikkelipohjaiset seokset, kuten Kattaa 625 ja Kattaa 718, ovat erittäin kestäviä hapetus ja korkean lämpötilan korroosio.
Nämä seokset tarjoavat erinomaisen suorituskyvyn äärimmäisissä lämpötiloissa, paine, ja korroosionkestävyys ovat kriittisiä.
-
- Korkean lämpötilan lujuus: Kestää äärimmäistä lämpöä menettämättä voimaa.
- Korroosionkestävyys: Erityisesti erittäin syövyttäviä ympäristöjä, kuten merivettä tai happamia aineita, vastaan.
- Väsymiskestävyys: Korkea väsymislujuus ja lämmönkestävyys.
Jalometallit (ESIM., Kulta, Hopea, Platina)
- Ominaispiirteet:
Jalometallit, kuten kulta, hopea, ja platina, käytetään sovelluksiin, joissa korkea esteettinen arvo ja korroosionkestävyys vaaditaan.
-
- Esteettinen laatu: Ihanteellinen koruille ja luksustuotteille.
- Johtavuus: Korkea sähkönjohtavuus tekee niistä sopivia erittäin tarkkoihin sähkökomponentteihin.
- Korroosionkestävyys: Erinomainen tummumisen ja korroosionkestävyys.
5. Metal 3D Printing Process
Metalli 3D-tulostusprosessi sisältää tyypillisesti useita avainvaiheita:
- Vaihe 1: Suunnittelu CAD-ohjelmistolla ja tiedostojen valmistelu:
-
- Insinöörit ja suunnittelijat käyttävät tietokoneavusteista suunnittelua (Cad) ohjelmisto 3D-mallin luomiseksi osasta.
Sitten tiedosto valmistellaan 3D-tulostusta varten, suuntautuminen mukaan lukien, tukirakenteet, ja leikkaa kerroksiksi.
Edistyksellinen CAD-ohjelmisto, kuten Autodesk Fusion 360, avulla suunnittelijat voivat luoda monimutkaisia geometrioita ja optimoida suunnittelun 3D-tulostusta varten.
- Insinöörit ja suunnittelijat käyttävät tietokoneavusteista suunnittelua (Cad) ohjelmisto 3D-mallin luomiseksi osasta.
- Vaihe 2: Viipalointi ja parametrien asetus:
-
- 3D-malli on leikattu ohuiksi kerroksiksi, ja parametrit, kuten kerroksen paksuus, laserteho, ja skannausnopeus on asetettu.
Nämä asetukset ovat ratkaisevan tärkeitä loppuosan halutun laadun ja ominaisuuksien saavuttamiseksi.
Viipalointiohjelmisto, kuten Materialize Magics, auttaa optimoimaan nämä parametrit parhaiden tulosten saamiseksi.
- 3D-malli on leikattu ohuiksi kerroksiksi, ja parametrit, kuten kerroksen paksuus, laserteho, ja skannausnopeus on asetettu.
- Vaihe 3: Tulostusprosessi:
-
- 3D-tulostin tallentaa tai sulattaa metallin kerros kerrokselta, noudattamalla määritettyjä parametreja. Tämä vaihe voi kestää tunteja tai jopa päiviä, riippuen osan monimutkaisuudesta ja koosta.
Tulostusprosessin aikana, tulostin tarkkailee ja säätää jatkuvasti parametreja tasaisen laadun varmistamiseksi.
- 3D-tulostin tallentaa tai sulattaa metallin kerros kerrokselta, noudattamalla määritettyjä parametreja. Tämä vaihe voi kestää tunteja tai jopa päiviä, riippuen osan monimutkaisuudesta ja koosta.
- Vaihe 4: Jälkikäsittely:
-
- Tulostuksen jälkeen, osa saattaa vaatia jälkikäsittelyvaiheita, kuten lämpökäsittelyä, pinnan viimeistely, ja tukirakenteiden poistaminen.
Lämmönkäsittely, esimerkiksi, voi parantaa osan mekaanisia ominaisuuksia, kun taas pintakäsittelytekniikat, kuten hiekkapuhallus ja kiillotus, voivat parantaa pinnan laatua.
Laadunvalvonta on välttämätöntä jokaisessa vaiheessa sen varmistamiseksi, että osa täyttää vaaditut vaatimukset.
- Tulostuksen jälkeen, osa saattaa vaatia jälkikäsittelyvaiheita, kuten lämpökäsittelyä, pinnan viimeistely, ja tukirakenteiden poistaminen.
6. Benefits of Metal 3D Printing
Metalli 3D-tulostus tarjoaa useita etuja perinteisiin valmistusmenetelmiin verrattuna:
Suunnitteluvapaus:
- Monimutkaiset geometriat, sisäisiä kanavia, ja hilarakenteita voidaan luoda, mahdollistaa innovatiiviset mallit, jotka olivat aiemmin mahdottomia.
Esimerkiksi, kyky luoda onttoja, kevyet rakenteet sisäisillä jäähdytyskanavilla on pelin muuttaja ilmailu- ja autoteollisuudessa.
Nopea prototyyppi:
- Suunnitelmien nopea iterointi ja testaus, vähentää kehitysaikaa ja kustannuksia.
Metallinen 3D-tulostus, prototyyppejä voidaan valmistaa muutamassa päivässä, mahdollistaa nopean palautteen ja suunnittelun parannukset.
Materiaalitehokkuus:
- Minimaalinen jäte, koska käytetään vain osaan tarvittavaa materiaalia, toisin kuin vähentävä valmistus, mikä voi aiheuttaa merkittäviä aineellisia menetyksiä.
Tämä on erityisen hyödyllistä kalliille materiaaleille, kuten titaanille ja jalometalleille.
Kevyt:
- Hilarakenteet ja optimoidut mallit voivat vähentää osien painoa, mikä on erityisen hyödyllistä ilmailu- ja autoteollisuuden sovelluksissa.
Esimerkiksi, Boeing on käyttänyt metallista 3D-tulostusta lentokoneen osien painon vähentämiseen, mikä johtaa merkittäviin polttoainesäästöihin.
Räätälöinti:
- Tailored solutions for low-volume or one-off production runs, allowing for personalized and unique products.
Customized medical implants, esimerkiksi, can be designed to fit a patient’s specific anatomy, improving outcomes and recovery times.
7. Haasteet ja rajoitukset
While metal 3D printing offers many advantages, it also comes with its own set of challenges:
Suuri alkuinvestointi:
- The cost of metal 3D printers, materiaalit, and post-processing equipment can be substantial.
Esimerkiksi, a high-end metal 3D printer can cost upwards of $1 million, and the materials can be several times more expensive than those used in traditional manufacturing.
Limited Build Size:
- Many metal 3D printers have smaller build volumes, limiting the size of parts that can be produced.
Kuitenkin, new technologies are emerging that allow for larger build sizes, laajentaa mahdollisten sovellusten valikoimaa.
Pintapinta:
- Parts may require additional post-processing to achieve the desired surface finish, adding to the overall cost and time.
Techniques like chemical etching and electro-polishing can help improve the surface quality, but they add extra steps to the manufacturing process.
Materiaalin saatavuus:
- Not all metals and alloys are suitable for 3D printing, and some may be difficult to obtain or expensive.
The availability of specialized materials, such as high-temperature alloys, can be limited, affecting the feasibility of certain projects.
Skill and Training:
- Operators and designers need specialized training to effectively use metal 3D printing technology.
The learning curve can be steep, and the need for skilled personnel can be a barrier to adoption, especially for small and medium-sized enterprises.
8. Applications of Metal 3D Printing
Metal 3D printing is finding applications across a wide range of industries:
Ilmailu-:
- Kevyt, complex components for aircraft and satellites, vähentää painoa ja parantaa suorituskykyä.
Esimerkiksi, Airbus on käyttänyt metallista 3D-tulostusta kevyiden kannakkeiden ja polttoainesuuttimien valmistukseen, mikä johtaa merkittäviin painonsäästöihin ja parantuneeseen polttoainetehokkuuteen.
Autoteollisuus:
- Räätälöidyt ja suorituskykyiset osat moottoriurheiluun, prototyyppien tekeminen, ja tuotanto, parantaa ajoneuvon suorituskykyä ja tehokkuutta.
BMW, esimerkiksi, käyttää metallista 3D-tulostusta tuottaakseen räätälöityjä osia korkean suorituskyvyn ajoneuvoihinsa, kuten i8 Roadster.

Lääketieteellinen:
- Implantit, proteesit, ja hammaslääketieteen sovellukset tarjoavat tarkat geometriat ja bioyhteensopivuuden.
Stryker, johtava lääketieteellisen teknologian yritys, käyttää metallista 3D-tulostusta räätälöityjen selkärangan implanttien valmistamiseen, parantaa potilaiden tuloksia ja lyhentää toipumisaikaa.
Energia:
- Lämmönvaihtimet, turbiinit, ja sähköntuotantokomponentit parantavat tehokkuutta ja kestävyyttä.
Siemens, esimerkiksi, on käyttänyt metallista 3D-tulostusta kaasuturbiinien siipien valmistukseen, which can withstand higher temperatures and pressures, leading to increased efficiency and reduced emissions.
Tooling and Molds:
- Rapid tooling with conformal cooling channels, reducing cycle times and improving part quality.
Conformal cooling channels, which follow the shape of the mold, can significantly reduce cooling times and improve the quality of the final product.
Kulutustavarat:
- High-end jewelry, custom watches, and electronics enclosures enable unique and personalized products.
Companies like HP and 3DEO are using metal 3D printing to produce high-quality, customized consumer goods, such as luxury watches and electronic cases.
9. Metal 3D Printing vs. Traditional Manufacturing
When comparing metal 3D printing to traditional manufacturing methods, useat tekijät vaikuttavat:
Nopeus ja tehokkuus:
- 3D printing excels in rapid prototyping and low-volume production, while traditional methods are more efficient for high-volume manufacturing.
Esimerkiksi, 3D printing can produce a prototype in a few days, whereas traditional methods might take weeks.
Kustannusvertailu:
- For low-volume or customized parts, 3D printing can be more cost-effective due to reduced setup and tooling costs.
Kuitenkin, for high-volume production, traditional methods may still be more economical. The break-even point varies depending on the specific application and the complexity of the part.
Monimutkaisuus:
- 3D printing enables the manufacture of intricate geometries and internal features that are impossible with conventional methods, opening up new design possibilities.
This is particularly valuable in industries where weight reduction and performance optimization are critical, kuten ilmailu ja autoteollisuus.
Here’s a comparison table summarizing the key differences between Metal 3D Printing ja Traditional Manufacturing:
| Ominaisuus | Metal 3D Printing | Traditional Manufacturing |
|---|---|---|
| Läpimenoaika | Faster for prototyping, pienen volyymin tuotanto. | Longer setup times due to tooling and molds. |
| Tuotantonopeus | Slower for high-volume production. Ideal for low-volume, mukautetut osat. | Faster for mass production, erityisesti yksinkertaisille osille. |
| Suunnittelun monimutkaisuus | Can create complex geometries with ease. | Limited by tooling constraints; complex designs need extra steps. |
| Räätälöinti | Ideal for one-off or customized parts. | Customization is more expensive due to tooling changes. |
| Materiaalin saatavuus | Limited to common metals (ruostumaton teräs, titaani, jne.). | Wide range of metals and alloys available for a variety of applications. |
| Material Performance | Slightly lower material strength and uniformity. | Superior strength and more consistent material properties. |
| Alkuinvestointi | High initial cost due to expensive 3D printers and metal powders. | Lower initial investment for basic setups. |
| Per-Unit Cost | High for high-volume production; cost-effective for small runs. | Lower for mass production, especially with simple designs. |
| Vahvuus & Kestävyys | Suitable for many applications; may require post-processing for enhanced strength. | Typically higher strength, erityisesti korkean suorituskyvyn seoksille. |
| Pintapinta | Vaatii jälkikäsittelyn sileän pinnan saavuttamiseksi. | Yleensä parempi pintakäsittely yksinkertaisissa malleissa. |
| Jälkikäsittely | Vaaditaan mekaanisten ominaisuuksien parantamiseksi, ja pintapinta. | Yleensä minimaalinen jälkikäsittely, ellei monimutkaisia tai erittäin tarkkoja vaatimuksia ole. |
| Materiaalijäte | Minimaalinen materiaalihävikki lisäaineluonteen vuoksi. | Joissakin menetelmissä enemmän materiaalihukkaa (ESIM., koneistus). |
| Ihanteellinen | Pieni määrä, mukautetut osat, monimutkaiset geometriat, prototyyppien tekeminen. | Suuri volyymi, yksinkertaiset osat, yhtenäiset materiaaliominaisuudet. |
| Sovellukset | Ilmailu-, lääketieteelliset implantit, autoteollisuus (matala volyymi, monimutkaiset osat). | Autoteollisuus, raskaita koneita, teollisuusosat (suuri volyymi, laajamittaista tuotantoa). |
10. Johtopäätös
Metalli 3D-tulostus on valmistusinnovaatioiden eturintamassa, tarjoaa ainutlaatuisia etuja, kuten suunnittelun vapauden, nopea prototyyppi, ja materiaalitehokkuus.
Vaikka se kohtaa haasteita, kuten korkeita kustannuksia ja materiaalirajoituksia, sen muutospotentiaali eri toimialoilla on kiistaton.
Olitpa ilmailualalla, autoteollisuus, tai kulutustavaroita,
sen tutkiminen, kuinka metallista 3D-tulostus sopii sinun erityistarpeisiisi, saattaa olla avain uusien mahdollisuuksien avaamiseen tuotekehityksessä ja valmistuksessa.
TÄMÄ tarjoaa 3D-tulostuspalveluita. Jos sinulla on 3D-tulostustarpeita, Voit vapaasti Ota yhteyttä.

