1. Esittely
Hiiliteräs investointi yhdistää muinaisen taiteen modernin tekniikan kanssa monimutkaiseksi, lujat teräskomponentit.
Käyttämällä kadonnutta vahamenetelmää – jossa kertakäyttöisistä vahakuvioista tulee pysyviä teräsosia – tällä prosessilla saavutetaan toleransseja ja pintakäsittelyjä, jotka ovat käsittämättömiä perinteisessä hiekkavalussa..
Sen juuret ulottuvat takaisin yli 5 000 vuosia Mesopotamian kadonneisiin vahapronsseihin, mutta vasta 1900-luvun puolivälissä valimot hallitsivat teräksen korkean sulamispisteen (1 500–1 600 ° C) ja kapea jähmettymisalue.
Tänään, toimialat, kuten öljy & kaasu, sähköntuotanto, raskaita koneita, ja autoteollisuus riippuvat venttiilirunkojen hiiliteräsvaluista, pumpun juoksupyörät, turbiinien kotelot, ja rakenteelliset kiinnikkeet.
Tämä artikkeli tutkii perusasiat, seosten valinta, räätälöityjä prosessivaiheita, materiaalin ominaisuudet, ympäristövaikutuksia, ja hiiliteräksen investointivalujen kilpailukykyinen asemointi.
2. Carbon Steel Investment Castingin perusteet
Hiiliteräksen valu tuo ainutlaatuisia haasteita. Sen korkea valumislämpötila vaatii tulenkestävät kuorijärjestelmät pystyy kestämään korkeampia lämpötiloja 1 700 ° C.
Lisäksi, hiiliteräksillä on tyypillisesti kapea kiteytysväli - usein pienempi kuin 70 °C – joten ne kutistuvat nopeasti ja uhkaavat sisäistä huokoisuutta.

Verrattuna hiekkavalu, investointimenetelmät tarjoavat ±0,1 mm:n mittatarkkuuden pienissä kohteissa (vs. ±1,5 mm) ja pintakäsittelyt Ra 0,8–3,2 µm asti (verrattuna 12-50 µm).
Silti takominen tuottaa hienompaa raevirtausta ja ylivoimaista väsymisikää, Investointivalusta tulee strateginen valinta, kun verkkomuodon geometria painaa enemmän kuin mekaaninen optimointi.
3. Hiiliterässeokset investointivalua varten
Oikean valinta hiiliteräs arvosana ratkaisee casting-menestyksen.
Hiilipitoisuus vaikuttaa lujuuteen, Kovettuvuus, ja kutistuminen, samalla kun seostetaan elementtejä (Mn, Ja, Cr) kontrolloi karkaisua, sitkeys, ja kuluta vastus.
Investointivalu sopii alhaiseen, keski-, ja korkeahiiliset teräkset, jokainen tarjoaa erilliset suorituskykyprofiilit:
- Vähähiilinen teräs (< 0.25 %C):
-
- Tarjoaa erinomaisen sitkeyden ja hitsattavuuden.
- Vaatii minimaalista lämpökäsittelyä vetolujuuden tuottamiseksi 400–550 MPa.
- Toimii hyvin venttiilirungossa, laipat, ja yleiskäyttöiset varusteet.
- Keskikiilinen teräs (0.25-0,60 %C):
-
- Tasapainottaa lujuutta ja sitkeyttä, joiden vetolujuus on 500–650 MPa.
- Vastaa hyvin sammuttamiseen & luonne, saavuttaa kovuuden jopa HRC 35–40.
- Yleensä valettu pumppupesään ja rakenteellisiin kiinnikkeisiin.
- Suuren hiilen teräs (> 0.60 %C):
-
- Anna vetolujuudet edellä 900 MPA lämpökäsittelyn jälkeen.
- Kehitä kovametalliverkkoja poikkeuksellista kulutuskestävyyttä varten.
- Ihanteellinen leikkaustyökaluille, käyttää levyjä, ja raskaasti kuormitetut komponentit.
4. Hiiliteräksille räätälöity investointivaluprosessi
Vahakuvio & Porttisuunnittelu
Insinöörit suunnittelevat porttijärjestelmiä, jotka syöttävät terästä kontrolloidulla nopeudella, lämpöshokin minimoiminen.
Vahamuotit toimivat 65–75 °C:ssa, ja portit suurenevat 20 % alumiinivaluihin verrattuna täyttönopeuden ylläpitämiseksi.
Keraamiset kuorijärjestelmät
Valimot vuorotellen zirkonia ja alumiinioksidi-silikaatti lietteet, rakennusten vaipat 12-20 mm.
Tämä yhdistelmä tarjoaa tulenkestävyyden pidemmälle 1 700 °C ja läpäisevyys kaasun paisuntalle.
Vahanpoisto & Shell Burnout
Autoklaavivahanpoisto klo 150 °C poistaa bulkkivahan. Seuraava, uunien ramppi klo 2 °C/min to 900 ° C, pitämällä 4-6 tuntia. Tämä hidas sykli estää kuoren halkeilua samalla kun kaikki orgaaniset aineet palavat.
Teräksen sulatus & Kaataminen
Induktiouunit lataavat lämpöä 1 550 ± 10 ° C, varmistamalla 5 % ylikuumentaa. Valimot käyttävät kallistuskauhaa tai tyhjiöavusteista kaatoa vähentääkseen turbulenssia; pienet valukappaleet täyttyvät 30–60 sekunnissa, suurempi 2-3 minuutissa.
Kuoren poisto & Pintakäsittely
4-8 tunnin jäähdytyksen jälkeen, miehistöt ravistelevat kuoret mekaanisesti irti, sitten hiekkapuhalluspinnat Ra 1,6–3,2 µm:iin. Automaattiset hiomakoneet poistavat portit.

Lämmönkäsittely
Sammuta alkaen 900 °C öljyyn tai veteen, sitten malttia 600 ° C 2 tuntia. Tämä sykli tuottaa vetolujuudet, jotka vastaavat muokattuja vastineita (400-900 MPa) ja säätää kovuuden HRC 20-55.
5. Mekaaninen & Fysikaaliset ominaisuudet
| Omaisuus | Matala-C | Med-C | Korkea-C |
|---|---|---|---|
| Vetolujuus (MPA) | 400–550 | 500-650 | ≥ 900 |
| Tuottolujuus (MPA) | 250–350 | 300–450 | 700-850 |
| Pidennys (%) | 20–25 | 15–20 | 2–5 |
| Kovuus (HRC) | 15–20 | 25–35 | 45–55 |
| Vaikuttaa sitkeyteen (J -, Charpy) | 40–60 | 30–50 | 10–20 |
| Lämmönjohtavuus (W/m · k) | 30–45 | 28–40 | 25–35 |
| Laajentaminen (10⁻⁶/K) | 11–13 | 12–14 | 12–14 |
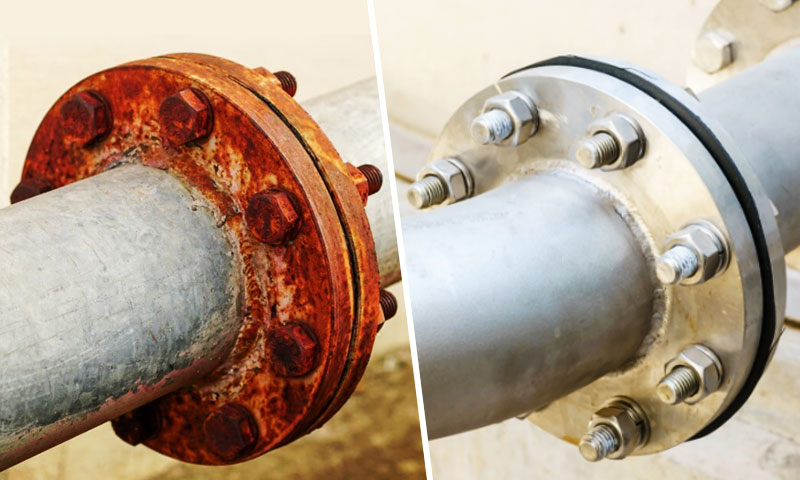
6. Hiiliteräsvalujen korroosionkestävyys
Hiiliterästen korroosio-ominaisuudet
Hiiliteräs on altis hapettumiselle ja ruostumiselle altistuessaan kosteudelle, happea, ja syövyttäviä aineita, kuten happoja, suolat, ja teollisuuden epäpuhtaudet.
Tyypilliset korroosionopeudet ilmakehän ympäristöissä (ESIM., kaupunki tai meri) suojaamattomalle hiiliteräsalueelle 0.02-0,2 mm/vuosi, altistuksen vakavuudesta riippuen.

Pintakäsittelyt ja suojapinnoitteet
Kestävyyden ja korroosionkestävyyden parantamiseksi, hiiliteräsvalut pinnoitetaan tai käsitellään usein. Yleisiä menetelmiä ovat:
- Galvanointi (Kuumasinkkipinnoite)
Tarjoaa katodisuojan ja sitä käytetään laajalti rakenne- ja ulkosovelluksissa. Sinkki syövyttää ensisijaisesti, teräsalustan suojaamiseen. - Fosfaattipinnoitteet
Käytetään esikäsittelynä maalaukseen tai kulutusta kestäviin sovelluksiin. Tehostaa maalin tarttuvuutta ja tarjoaa lievän korroosiosuojan. - Jauhepäällyste tai Maalaus
Epoksi- tai polyuretaanipinnoitteita käytetään usein teollisuuslaitteissa ja kulutustavaroissa parantamaan estetiikkaa ja estesuojaa. - Elektropanoiva (ESIM., Sinkki, Nikkeli)
Sopii pienille ja tarkkuuskomponenteille. Tarjoaa sileyttä, tasaiset korroosionkestävät pinnat. - Polymeerivuoraukset tai kumipinnoite
Käytetään erittäin syövyttävissä ympäristöissä, kuten kemiallisessa käsittelyssä tai vedenkäsittelysovelluksissa.
7. Miksi Carbon Steel Investment Casting
Hiiliteräsvaluvalun valinta tarjoaa vertaansa vailla olevia etuja sovellusten vaatiessa monimutkainen geometria, tiukka toleranssit, ja vankka mekaaninen suorituskyky.

Alla, hahmottelemme tärkeimmät syyt, miksi insinöörit ja päättäjät kannattavat tätä prosessia:
Poikkeuksellinen yksityiskohta ja tarkkuus
Investointivalu toistaa hienoja piirteitä – alileikkauksia, ohut seinät (alhaalla 2 mm), ja terävät kulmat – yhdellä kaatamisella.
Siten, saavutat mittatoleranssit jopa ±0,1 mm ja pinnan viimeistely aina Ra asti 0.8 µm, leikkaa toissijaista koneistusta jopa 60 %.
Seosten joustavuus eri hiilialueilla
Tarvitsetko vähähiilisiä laatuja (A216 WCB) korroosiota kestäville venttiilirungoille, keskihiiliteräkset (A297) pumppukoteloille,
tai korkeahiiliset seokset (A11540) kulutusta kestäville osille, Investointivalu sopii ne kaikkiin.
Seurauksena, säilytät yhdenmukaiset prosessiparametrit samalla kun räätälöit mekaanisia ominaisuuksia – alkaen 400 MPa vetolujuus yli 900 MPA.
Monimutkainen, Near-Net-Shape -tuotanto
Poistamalla ytimet ja liitokset, investointivalu yhdistää kokoonpanot yksittäisiksi komponenteiksi, mikä vähentää hitsejä, kiinnittimet, ja vuotoreitit.
Esimerkiksi, öljykentän venttiilirunko, joka edellytti neljä hiekkavalettua kappaletta, tulee nyt yhtenä saumattomana valuna, leikkaamalla kokoonpanotyötä 50 % ja parantaa luotettavuutta.
Korkea tuotto ja materiaalitehokkuus
Huolellinen vaipan suunnittelu ja kontrolloidut kaatonopeudet minimoivat kutistumishuokoisuuden, ajo ensikierron tuotto edellä 90 %.
Lisäksi, porttien ja nousuputkien optimointi vähentää teräksen käyttöä 15 % hiekkavaluon verrattuna, raaka-ainekustannusten ja romun vähentäminen.
Kustannustehokkuus pienille ja keskisuurille määrille
Vaikka työkalut vahatuotteisiin ja keraamisiin kuoriin (USD 15 000–50 000) ylittää hiekkavalun, nollatuotto tapahtuu usein klo 1 000–5 000 osia vuodessa.
Sitä vastoin, tällaisten monimutkaisten muotojen taonta tai koneistus aiheuttaa paljon korkeammat osakustannukset ja pidemmät toimitusajat.
Strategiset teollisuuden sovellukset
Toimialat, kuten öljy & kaasu, sähköntuotanto, autoteollisuus, ja raskaita laitteita luota hiiliteräsvaluihin kriittisten komponenttien – venttiilirunkojen – osalta, turbiinin pakoputket, kytkimet,
koska menetelmä tasapainottaa suorituskykyä, luotettavuus, ja käänne.
8. Hiiliteräsvalujen sovellukset
Öljy & Kaasuala
- Venttiilirungot ja toimilaitteet
- Putkiliittimet ja liittimet
- Korkeapainepumppujen kotelot
- Laipat, kyynärpäät, ja virtauksen ohjauskomponentit

Sähköntuotanto
- Höyryturbiinien kotelot
- Pumppukotelot ja juoksupyörät
- Vaihdelaatikkokomponentit
- Pakokaasuhajottimet
Raskaat koneet ja teollisuuslaitteet
- Vaihdelaitteet
- Laakerikannattimet
- Alustan liittimet ja kannakkeet
- Kulutusta kestävät osat
Auto- ja kuljetus
- Jousitusvarret ja kiinnikkeet
- Moottorin kiinnikkeet
- Ohjaus- ja vivustokomponentit
- Jarrujärjestelmän osat
- Kytkimet ja junavaunujen varusteet
Maatalous & Off-Highway-laitteet
- Auran kiinnikkeet
- Hydraulisylinterin osat
- Nostokoukut ja kahleet
- Rungon osat
Puolustus & Sotilaallinen
- Aseellinen asunto
- Laukaisumekanismit
- Ajoneuvon taktiset komponentit
- Rakenteelliset kiinnikkeet ja kiinnikkeet
Meriteollisuus
- Kannen varusteet
- Moottorin tukirakenteet
- Vinssien kotelot
Rakennus & Rakennelaitteisto
- Nosturin komponentit
- Tukevat liittimet
- Hissin kiinnikkeet
- Hardoitusliittimet
Työkalut ja kiinnikkeet
- Työstölaitteet
- Hitsausasennoittimet
- Robottivarret ja tartuntatyökalut
9. Tyypilliset investointivalussa käytetyt hiiliteräslaadut
Seuraavassa on luettelo tyypillisistä hiiliteräslaaduista, joita käytetään yleisesti tarkkuusvalussa (investointi),
Kattaa erilaisia kansainvälisiä standardeja, joka on maailmanlaajuisten valmistusyritysten kätevä viitata ja valita:
| Standardi & Luokka | Hiilipitoisuus (C) | Vetolujuus (MPA) | Tyypilliset sovellukset |
|---|---|---|---|
| ASTM A216 WCB | 0.17% max | 415–485 | Venttiilit, pumput, laipat, yleiset painesovellukset |
| ASTM A352 LCB | 0.20% max | 485–620 | Matalan lämpötilan painejärjestelmät |
| ASTM A105 | 0.35% max | 485–655 | Taotut laipat, varusteet, paineastiat |
| Astm aisi 1020 | 0.18–0,23 % | 395–510 | Koneen osat, akselit, autojen komponentit |
| Astm aisi 1030 | 0.28–0,34 % | 450–600 | Rakenteelliset tangot, kiskolevyt, kampiakselit |
| Astm aisi 1045 | 0.43–0,50% | 570–750 | Vaihde, akselit, pukut, kampiakselit |
| Astm aisi 1055 | 0.50–0,60 % | 610–830 | Rattaat, holkit, käsityökalut |
| Astm aisi 1080 | 0.75–0,88 % | 720–880 | Jouset, terät, kulutusta kestäviä osia |
| A C22 (1.0402) | ~0,22 % | 400–500 | Autoteollisuuden takeet, rakennusvälineet |
| FI C45 (1.0503) | ~0,45 % | 570–800 | Akselit, karat, kamerat |
| DIN GS-C25 | ~0,25 % | 450–600 | Yleiset tekniset osat |
| JUST S25C | ~0,25 % | 440–580 | Takoot, vipuja, yhteyksiä |
| HE S45C | ~0,45 % | 570–800 | Vaihteiston osat, vaihde |
| GB 25# | ~0,25 % | 450–600 | Maatalouskoneet, autojen komponentit |
| GB 45# | ~0,45 % | 570–750 | Erittäin lujat rakenneosat |
10. Johtopäätös
Hiiliteräksen sijoitusvalu siltaa taiteellisesti ja korkean lämpötilan metallurgiassa, yhdistävien osien toimittaminen monimutkainen geometria, tiukka toleranssit, ja vankka mekaaninen suorituskyky.
Vaikka korkeat työkalukustannukset ja prosessin herkkyys ovat haasteita, kuorimateriaalien ja digitaalisen valvonnan kehitys lyhentää läpimenoaikoja ja vikoja.
Valitsemalla oikean teräslaadun, portti- ja kuorijärjestelmien optimointi, ja soveltamalla asianmukaisia lämpökäsittelyjä,
valmistajat voivat hyödyntää investointivalua vastatakseen tiukimpiin energiavaatimuksiin, koneet, ja kuljetus.
Tämä Tekniikka on merkittävä kiinalainen valmistaja, joka on erikoistunut hiiliteräksen sijoitusvaluihin, tarjoaa kattavat metallinkäsittelyratkaisut erilaisiin teollisiin sovelluksiin.
Yli kahden vuosikymmenen kokemuksella, Tämä on vakiinnuttanut asemansa luotettavana kumppanina korkeaa tarkkuutta etsiville asiakkaille, räätälöityjä komponentteja.
Faqit
Mitkä ovat tyypilliset hiiliteräsvalulla saavutettavissa olevat toleranssit?
Investointivalulla saavutetaan tyypillisesti mittatoleranssit ±0,10 mm pienille ominaisuuksille ja aina ±0,5 mm suurempia ominaisuuksia varten, riippuen komponentin monimutkaisuudesta ja koosta.
Kuinka vahvoja ovat hiiliteräksen sijoitusvalut?
Laadusta ja lämpökäsittelystä riippuen, vetolujuudet vaihtelevat 400 MPa ohi 900 MPA. Hiiliteräkset voidaan karkaistua kulutuskestävyyden ja väsymisiän parantamiseksi.
Onko lämpökäsittely tarpeen valun jälkeen?
Kyllä, useimmissa tapauksissa. Lämpöhoidot mm normalisointi, hehkutus, tai karkaisu ja karkaisu käytetään parantamaan mekaanisia ominaisuuksia ja vähentämään sisäisiä jännityksiä.
Mitkä ovat investointivaletun hiiliteräksen pintakäsittelytasot??
Investointivalulla voidaan saavuttaa pintakäsittelyjä RA 3,2-6,3 µm, huomattavasti sileämpi kuin hiekkavalu ja usein hyväksyttävä ilman lisätyöstöä.
Voidaanko monimutkaisia geometrioita ja sisäisiä piirteitä valaa?
Kyllä. Investointivalu mahdollistaa lähes verkon muotoinen monimutkaisten geometrioiden tuotanto, mukaan lukien alittaa, hienot yksityiskohdat, ja ohuet seinät— usein eliminoi hitsauksen tai kokoonpanon tarpeen.