1. مقدمه
پرینت سه بعدی فلزی, همچنین به عنوان تولید مواد افزودنی فلزی شناخته می شود, انقلابی در نحوه طراحی محصولات ایجاد می کند, نمونه اولیه, و ساخته شده است.
این فناوری امکان ایجاد مجموعه ای را فراهم می کند, قطعات با کارایی بالا به طور مستقیم از مدل های دیجیتال, ارائه آزادی طراحی بی سابقه و کارایی مواد.
در اینجا دلیل محبوبیت پرینت سه بعدی فلزی است:
- سفارشی سازی: این امکان تولید قطعات بسیار سفارشی شده را برای کاربردهای خاص فراهم می کند.
- نمونه سازی سریع: روند تکرار طراحی را به میزان قابل توجهی سرعت می بخشد.
- کاهش ضایعات: قطعاتی را با حداقل ضایعات مواد در مقایسه با ساخت سنتی تولید می کند.
- هندسه های پیچیده: امکان ایجاد اشکال پیچیده ای را فراهم می کند که تولید آنها با روش های مرسوم غیرممکن یا بسیار پرهزینه است.
در این وبلاگ, ما به این روند خواهیم پرداخت, منافع, چالش ها, و کاربردهای پرینت سه بعدی فلزی, بررسی اینکه چگونه این فناوری چشم انداز تولید را تغییر می دهد.
2. پرینت سه بعدی فلزی چیست؟?
پرینت سه بعدی فلزی شکلی از تولید افزودنی است که در آن لایههایی از مواد تشکیل میشود, معمولا به شکل پودر یا سیم, برای ایجاد یک شی سه بعدی با هم ترکیب می شوند.
برخلاف تولید سنتی کاهشی, که شامل بریدن مواد از یک بلوک جامد است, تولید افزودنی، شیء را لایه به لایه می سازد.
این فرآیند از نظر انعطاف پذیری طراحی مزایای قابل توجهی را ارائه می دهد, بهره وری مواد, و سرعت تولید.

تاریخچه پرینت سه بعدی فلزی به دهه 1980 برمی گردد, با توسعه زینترینگ لیزری انتخابی (SLS) و زینترینگ لیزری مستقیم فلزات (DMLS).
در طول سالها, پیشرفت در تکنولوژی لیزر, مواد, و نرم افزار منجر به تکامل فناوری های مختلف پرینت سه بعدی فلزی شده است, هر کدام مجموعه ای از قابلیت ها و کاربردهای خاص خود را دارند.
3. فن آوری های چاپ سه بعدی فلزی
پرینت سه بعدی فلزی, همچنین به عنوان شناخته شده است تولید مواد افزودنی, از تکنیک های مختلف برای تولید لایه به لایه قطعات فلزی پیچیده و کاربردی استفاده می کند, مستقیما از یک فایل دیجیتال.
هر فناوری پرینت سه بعدی فلزی فرآیند و مزایای منحصر به فرد خود را دارد, آن را برای کاربردهای مختلف در صنایعی مانند هوافضا مناسب می کند, خودرو, مراقبت های بهداشتی, و انرژی.
در زیر, ما رایج ترین فناوری های چاپ سه بعدی فلزی را بررسی خواهیم کرد, ویژگی های آنها, و برنامه های ایده آل.
زینترینگ مستقیم فلزات با لیزر (DMLS) & ذوب لیزری انتخابی (SLM)
نمای کلی:
DMLS و SLM هر دو فن آوری های همجوشی بستر پودری هستند که از لیزرهای پرقدرت برای ذوب و ذوب پودر فلز به قطعات جامد استفاده می کنند..
تفاوت در درجه اول در رویکرد آنها به پودر فلز و خواص مواد نهفته است.
- DMLS به طور معمول استفاده می کند آلیاژهای فلزی (مثل فولاد ضد زنگ, تیتانیوم, یا آلومینیوم) و با انواع پودرهای فلزی کار می کند, از جمله آلیاژهایی مانند اینکونل و کبالت کروم.
- SLM از یک فرآیند مشابه استفاده می کند اما بیشتر روی آن تمرکز می کند فلزات خالص مثل فولاد ضد زنگ, تیتانیوم, و آلومینیوم. لیزر پودر فلز را کاملا ذوب می کند, ذوب آن برای تشکیل یک بخش جامد.

جوانب مثبت:
- وضوح بالا: توانایی تولید قطعات با جزئیات ظریف و هندسه های پیچیده.
- پایان سطح عالی: می تواند مستقیماً از چاپگر به سطح خوبی برسد, اگرچه ممکن است برای بالاترین کیفیت هنوز هم پردازش پس از آن مورد نیاز باشد.
- محدوده مواد گسترده: با انواع فلزات از جمله فولاد ضد زنگ کار می کند, تیتانیوم, آلومینیوم, و بیشتر.
منفی:
- آهسته برای قطعات بزرگ: فرآیند لایه به لایه می تواند برای قطعات بزرگتر زمان بر باشد.
- ساختارهای پشتیبانی: به ساختارهای پشتیبان برای ویژگی های آویزان نیاز دارد, که پس از چاپ باید حذف شود.
- تنش های حرارتی بالا: گرادیان های دمای بالا می توانند باعث ایجاد تنش های حرارتی در قطعات شوند.
برنامه های کاربردی ایده آل: اجزای هوافضا, ایمپلنت های پزشکی, ابزار پیچیده, و قطعات خودرو با کارایی بالا.
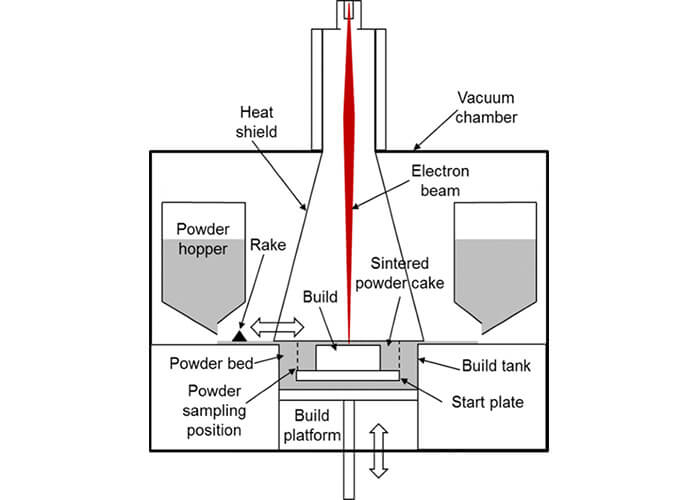
ذوب پرتو الکترونی (EBM)
نمای کلی:
EBM یک فرآیند همجوشی بستر پودری است که از یک پرتو الکترونی به جای لیزر برای ذوب و ذوب پودرهای فلزی. برای اطمینان از شرایط بهینه برای ذوب در محیط خلاء انجام می شود.
EBM معمولا برای مواد با عملکرد بالا استفاده می شود تیتانیوم آلیاژها, کبالت کروم, و اینکونل.
- این فرآیند در دمای بالا, ارائه مزایای در عملکرد در دمای بالا و دقت برای آلیاژهای خاص.
جوانب مثبت:
- بدون نیاز به ساختارهای پشتیبانی: EBM به دلیل پیش گرم شدن بستر پودری می تواند قطعات را بدون پشتیبانی تولید کند, که تنش های حرارتی را کاهش می دهد.
- قابلیت دمای بالا: مناسب برای موادی که برای ذوب شدن به دمای بالا نیاز دارند, مانند تیتانیوم.
منفی:
- محدودیت های مواد: محدود به موادی که با محیط خلاء سازگار هستند, که برخی از آلیاژها را مستثنی می کند.
- پایان سطح: پرداخت سطح ممکن است مانند SLM/DMLS صاف نباشد به دلیل اندازه لکه پرتو بزرگتر.
برنامه های کاربردی ایده آل: ایمپلنت های پزشکی (مخصوصا تیتانیوم), اجزای هوافضا, و قطعاتی که فقدان ساختارهای پشتیبانی مفید است.
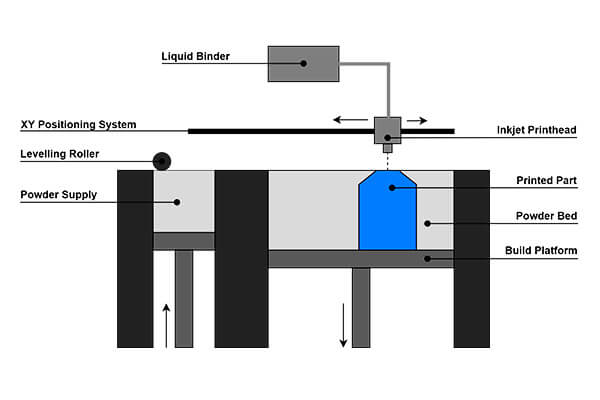
بایندر جتینگ
نمای کلی:
جت بایندر شامل پاشیدن یک بایندر مایع روی لایههای پودر فلز است, که سپس ذوب می شوند تا یک قسمت جامد را تشکیل دهند.
پودر مورد استفاده در بایندر جتینگ معمولاً است پودر فلز, مانند فولاد ضد زنگ, آلومینیوم, یا برنز.
پس از چاپ قطعه, تحت پخت قرار می گیرد, جایی که چسب حذف می شود, و قطعه تا چگالی نهایی خود ذوب می شود.
جوانب مثبت:
- چاپ سریع: به دلیل انرژی کمتر برای صحافی، می تواند قطعات را به سرعت چاپ کند.
- چاپ تمام رنگی: امکان چاپ تمام رنگی را فراهم می کند, که در بین فناوری های پرینت سه بعدی فلزی بی نظیر است.
- بدون تنش های حرارتی: از آنجایی که فرآیند شامل ذوب نمی شود, تنش های حرارتی کمتری وجود دارد.
منفی:
- تراکم قطعه پایین: قطعات اولیه به دلیل چسبنده چگالی کمتری دارند; تف جوشی یا نفوذ برای افزایش چگالی مورد نیاز است.
- نیاز به پس پردازش دارد: پس پردازش گسترده لازم است, از جمله تف جوشی, نفوذ, و اغلب ماشینکاری.
برنامه های کاربردی ایده آل: ابزار سازی, قالب ها, هسته های ریخته گری شن و ماسه, و کاربردهایی که سرعت و رنگ مهمتر از چگالی قطعه نهایی است.
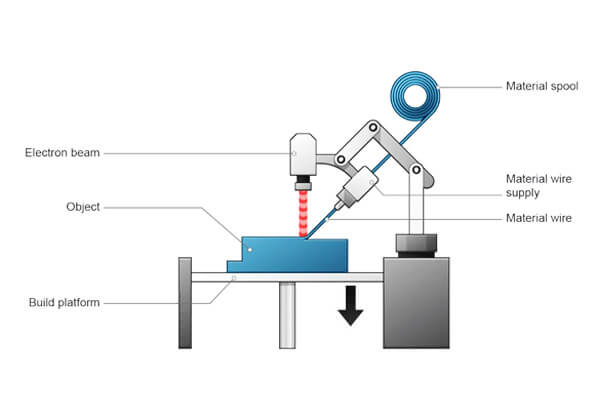
رسوب مستقیم انرژی (DED)
نمای کلی:
DED یک فرآیند پرینت سه بعدی است که در آن مواد ذوب شده و توسط لیزر روی سطحی رسوب می کنند, پرتو الکترونی, یا قوس پلاسما.
DED اجازه می دهد تا مواد در حین افزودن یا تعمیر قطعات، رسوب داده شوند.
بر خلاف روش های دیگر, DED از تغذیه مداوم مواد استفاده می کند (پودر یا سیم), و مواد در حین ته نشین شدن توسط منبع انرژی ذوب می شوند.
جوانب مثبت:
- قطعات بزرگ: مناسب برای تولید یا تعمیر قطعات بزرگ.
- تعمیر و پوشش: این می تواند برای افزودن مواد به قطعات موجود یا برای روکش سطوح استفاده شود.
- انعطاف پذیری: می تواند با طیف وسیعی از مواد کار کند و می تواند در طول چاپ بین مواد مختلف جابجا شود.
منفی:
- وضوح پایین تر: در مقایسه با روش های همجوشی بستر پودری, DED معمولا وضوح کمتری دارد.
- پایان سطح: قطعات اغلب به پس پردازش گسترده برای پرداخت صاف نیاز دارند.
برنامه های کاربردی ایده آل: اجزای هوافضا, قطعات ساختاری بزرگ, تعمیر قطعات موجود, و افزودن امکانات به قطعات موجود.
مدل سازی رسوب ذوب شده فلز (FDM فلزی)
نمای کلی:
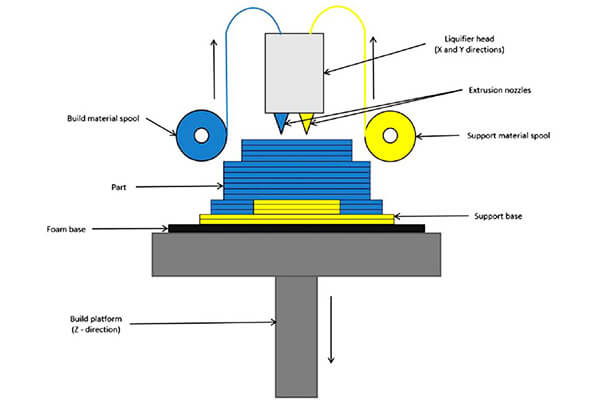
FDM فلزی نوعی از مدل سازی رسوب ذوب شده سنتی است (FDM) فرآیند, که در آن رشته های فلزی گرم شده و لایه به لایه اکسترود می شوند تا قطعات سه بعدی ایجاد شود.
رشته های مورد استفاده معمولاً ترکیبی از پودر فلز و یک چسب پلیمری, که بعداً در مرحله پس از پردازش حذف می شود.
سپس قطعات در یک کوره زینتر می شوند تا ذرات فلز را به یک ساختار جامد تبدیل کنند.
جوانب مثبت:
- هزینه کمتر: اغلب ارزان تر از سایر روش های چاپ سه بعدی فلزی است, به خصوص برای سیستم های سطح مبتدی.
- سهولت استفاده: از سادگی فناوری FDM بهره می برد, آن را برای کسانی که با چاپ پلاستیکی آشنا هستند در دسترس قرار می دهد.
منفی:
- نیاز به تف جوشی دارد: قطعه باید پس از چاپ سینتر شود تا چگالی کامل حاصل شود, که باعث افزایش زمان و هزینه می شود.
- دقت پایین تر: دقت کمتری نسبت به روش های همجوشی بستر پودری, نیاز به پس پردازش بیشتر برای تحمل های سخت.
برنامه های کاربردی ایده آل: قطعات کوچک, نمونه سازی, اهداف آموزشی, و برنامه هایی که در آنها هزینه و سهولت استفاده از دقت بالا مهم تر است.
4. مواد مورد استفاده در چاپ سه بعدی فلزی
یکی از مزایای کلیدی پرینت سه بعدی فلزی طیف گسترده ای از موادی است که آن را پشتیبانی می کند, ارائه خواص منحصر به فرد مناسب برای کاربردهای مختلف.
مواد مورد استفاده در ساخت افزودنی های فلزی معمولاً هستند پودرهای فلزی که به صورت انتخابی لایه به لایه ذوب می شوند,
هر ماده بسته به نیازهای خاص پروژه دارای مزایای متمایز است.
فولاد ضد زنگ
- خصوصیات:
فولاد ضد زنگ یکی از رایج ترین مواد مورد استفاده در پرینت سه بعدی فلزی به دلیل داشتن آن است استحکام بالا, مقاومت در برابر خوردگی, و تطبیق پذیری. آلیاژهای فولاد ضد زنگ, به ویژه 316L و 17-4 PH, به طور گسترده در صنایع استفاده می شود.
-
- قدرت: استحکام کششی و تسلیم بالا.
- مقاومت در برابر خوردگی: محافظت عالی در برابر زنگ زدگی و لکه.
- ماشین کاری: پس از چاپ به راحتی ماشین کاری می شود, آن را برای انواع روش های پس پردازش مناسب می کند.
آلیاژهای تیتانیوم (به عنوان مثال, Ti-6Al-4V)
- خصوصیات:
آلیاژهای تیتانیوم, به ویژه Ti-6Al-4V, برای خود شناخته شده اند نسبت قدرت به وزن استثنایی, مقاومت در برابر خوردگی, و توانایی تحمل دمای بالا.
-
- نسبت قدرت به وزن: خواص مکانیکی عالی با چگالی کمتر.
- عملکرد در دمای بالا: نسبت به سایر فلزات دمای بالاتری را تحمل می کند.
- زیست سازگاری: ایمن برای استفاده در ایمپلنت های پزشکی به دلیل غیر سمی بودن.
آلیاژهای آلومینیوم (به عنوان مثال, AlSi10Mg)
- خصوصیات:
آلومینیوم سبک است و عالی ارائه می دهد هدایت حرارتی و مقاومت در برابر خوردگی. آلیاژهایی مانند AlSi10Mg به دلیل وجود آنها معمولاً در چاپ سه بعدی استفاده می شود نسبت استحکام به وزن بالا و ماشینکاری خوب.
-
- چگالی کم: ایده آل برای برنامه هایی که نیاز به اجزای سبک وزن دارند.
- هدایت حرارتی: هدایت حرارتی بالا آن را برای کاربردهای اتلاف حرارت مناسب می کند.
- پایان سطح: قطعات آلومینیومی را می توان به راحتی آنودایز کرد تا سختی سطح و مقاومت در برابر خوردگی را بهبود بخشد.
آلیاژهای کبالت-کروم
- خصوصیات:
آلیاژهای کبالت-کروم به دلیل وجود آنها شناخته شده است استحکام بالا, مقاومت در برابر سایش, و زیست سازگاری, که آنها را به یک انتخاب محبوب تبدیل می کند کاربردهای پزشکی.
-
- مقاومت در برابر خوردگی: مقاومت عالی در برابر خوردگی و سایش.
- استحکام بالا: به ویژه برای کاربردهای صنعتی سنگین مفید است.
- زیست سازگاری: کبالت کروم در بدن انسان غیر فعال است, آن را برای ایمپلنت ایده آل می کند.
آلیاژهای مبتنی بر نیکل (به عنوان مثال, اینکونل 625, اینکونل 718)
- خصوصیات:
آلیاژهای مبتنی بر نیکل, مانند اینکونل 625 و اینکونل 718, بسیار مقاوم هستند اکسیداسیون و خوردگی در دمای بالا.
این آلیاژها عملکرد برتر را در محیط های شدید که در آن دما هستند ارائه می دهند, فشار, و مقاومت در برابر خوردگی بسیار مهم است.
-
- استحکام در دمای بالا: می تواند گرمای شدید را بدون از دست دادن قدرت تحمل کند.
- مقاومت در برابر خوردگی: به خصوص در برابر محیط های بسیار خورنده مانند آب دریا یا محیط های اسیدی.
- مقاومت در برابر خستگی: استحکام خستگی بالا و مقاومت در برابر چرخه حرارتی.
فلزات گرانبها (به عنوان مثال, طلا, نقره ای, پلاتین)
- خصوصیات:
فلزات گرانبها, مانند طلا, نقره ای, و پلاتین, برای برنامه های کاربردی که در آن استفاده می شود ارزش زیبایی شناختی بالا و مقاومت در برابر خوردگی مورد نیاز هستند.
-
- کیفیت زیبایی شناختی: ایده آل برای جواهرات و اقلام لوکس.
- رسانایی: هدایت الکتریکی بالا آنها را برای قطعات الکتریکی با دقت بالا مناسب می کند.
- مقاومت در برابر خوردگی: مقاومت عالی در برابر کدر شدن و خوردگی.
5. فرآیند چاپ سه بعدی فلزی
فرآیند چاپ سه بعدی فلزی معمولاً شامل چندین مرحله کلیدی است:
- مرحله 1: طراحی با نرم افزار CAD و آماده سازی فایل:
-
- مهندسان و طراحان از طراحی به کمک کامپیوتر استفاده می کنند (CAD) نرم افزار ساخت مدل سه بعدی قطعه.
سپس فایل برای پرینت سه بعدی آماده می شود, از جمله جهت گیری, سازه های پشتیبانی, و به لایه ها برش می زنیم.
نرم افزار پیشرفته CAD, مانند اتودسک فیوژن 360, طراحان را قادر می سازد تا هندسه های پیچیده ایجاد کرده و طراحی را برای چاپ سه بعدی بهینه کنند.
- مهندسان و طراحان از طراحی به کمک کامپیوتر استفاده می کنند (CAD) نرم افزار ساخت مدل سه بعدی قطعه.
- مرحله 2: برش و تنظیم پارامتر:
-
- مدل سه بعدی به لایه های نازک بریده شده است, و پارامترهایی مانند ضخامت لایه, قدرت لیزر, و سرعت اسکن تنظیم شده است.
این تنظیمات برای دستیابی به کیفیت و خواص مطلوب قطعه نهایی بسیار مهم است.
نرم افزار برش, مانند Materialize Magic, به بهینه سازی این پارامترها برای بهترین نتایج کمک می کند.
- مدل سه بعدی به لایه های نازک بریده شده است, و پارامترهایی مانند ضخامت لایه, قدرت لیزر, و سرعت اسکن تنظیم شده است.
- مرحله 3: فرآیند چاپ:
-
- پرینتر سه بعدی فلز را لایه به لایه رسوب می دهد یا ذوب می کند, پیروی از پارامترهای مشخص شده. این مرحله می تواند ساعت ها یا حتی روزها طول بکشد, بسته به پیچیدگی و اندازه قطعه.
در طول فرآیند چاپ, چاپگر به طور مداوم پارامترها را کنترل و تنظیم می کند تا کیفیت ثابتی را تضمین کند.
- پرینتر سه بعدی فلز را لایه به لایه رسوب می دهد یا ذوب می کند, پیروی از پارامترهای مشخص شده. این مرحله می تواند ساعت ها یا حتی روزها طول بکشد, بسته به پیچیدگی و اندازه قطعه.
- مرحله 4: پس پردازش:
-
- پس از چاپ, این قطعه ممکن است به مراحل پس از پردازش مانند عملیات حرارتی نیاز داشته باشد, تکمیل سطح, و حذف سازه های پشتیبانی.
عملیات حرارتی, برای مثال, می تواند خواص مکانیکی قطعه را بهبود بخشد, در حالی که تکنیک های تکمیل سطح مانند سندبلاست و پرداخت می تواند کیفیت سطح را افزایش دهد.
کنترل کیفیت در هر مرحله ضروری است تا اطمینان حاصل شود که قطعه با مشخصات مورد نیاز مطابقت دارد.
- پس از چاپ, این قطعه ممکن است به مراحل پس از پردازش مانند عملیات حرارتی نیاز داشته باشد, تکمیل سطح, و حذف سازه های پشتیبانی.
6. مزایای پرینت سه بعدی فلزی
پرینت سه بعدی فلزی مزایای متعددی نسبت به روش های تولید سنتی دارد:
آزادی طراحی:
- هندسه های پیچیده, کانال های داخلی, و ساختارهای شبکه ای را می توان ایجاد کرد, امکان طراحی های نوآورانه که قبلا غیرممکن بود.
به عنوان مثال, توانایی ایجاد توخالی, سازه های سبک وزن با کانال های خنک کننده داخلی یک تغییر دهنده بازی در مهندسی هوافضا و خودرو است..
نمونه سازی سریع:
- تکرار و آزمایش سریع طرح ها, کاهش زمان و هزینه های توسعه.
با پرینت سه بعدی فلزی, نمونه های اولیه را می توان در عرض چند روز تولید کرد, امکان بازخورد سریع و بهبود طراحی را فراهم می کند.
بهره وری مواد:
- حداقل زباله, زیرا فقط از مواد مورد نیاز برای قطعه استفاده می شود, بر خلاف تولید تفریقی, که می تواند منجر به خسارات مادی قابل توجهی شود.
این به ویژه برای مواد گران قیمت مانند تیتانیوم و فلزات گرانبها مفید است.
سبک وزن:
- ساختارهای مشبک و طراحی های بهینه می توانند وزن قطعات را کاهش دهند, که به ویژه در کاربردهای هوافضا و خودرو سودمند است.
به عنوان مثال, بوئینگ از پرینت سه بعدی فلزی برای کاهش وزن اجزای هواپیما استفاده کرده است, منجر به صرفه جویی قابل توجهی در مصرف سوخت می شود.
سفارشی سازی:
- راهحلهای سفارشی برای دورههای تولید کمحجم یا یکباره, اجازه دادن به محصولات شخصی و منحصر به فرد.
ایمپلنت های پزشکی سفارشی, برای مثال, می تواند برای تناسب با آناتومی خاص بیمار طراحی شود, بهبود نتایج و زمان بهبودی.
7. چالش ها و محدودیت ها
در حالی که پرینت سه بعدی فلزی مزایای زیادی دارد, همچنین با مجموعه ای از چالش ها همراه است:
سرمایه گذاری اولیه بالا:
- هزینه پرینترهای سه بعدی فلزی, مواد, و تجهیزات پس از پردازش می تواند قابل توجه باشد.
به عنوان مثال, یک پرینتر سه بعدی فلزی گران قیمت می تواند بیش از این قیمت داشته باشد $1 میلیون, و مواد می توانند چندین برابر گرانتر از مواد مورد استفاده در تولید سنتی باشند.
اندازه ساخت محدود:
- بسیاری از پرینترهای سه بعدی فلزی حجم ساخت کمتری دارند, محدود کردن اندازه قطعات قابل تولید.
با این حال, فناوری های جدیدی در حال ظهور هستند که امکان ساخت اندازه های بزرگتر را فراهم می کنند, گسترش دامنه کاربردهای ممکن.
پایان سطح:
- ممکن است قطعات برای دستیابی به سطح مورد نظر به پس پردازش اضافی نیاز داشته باشند, به هزینه و زمان کلی اضافه می کند.
تکنیک هایی مانند اچینگ شیمیایی و پولیش الکتریکی می توانند به بهبود کیفیت سطح کمک کنند, اما آنها مراحل اضافی را به فرآیند تولید اضافه می کنند.
در دسترس بودن مواد:
- همه فلزات و آلیاژها برای چاپ سه بعدی مناسب نیستند, و برخی از آنها ممکن است دشوار یا گران باشد.
در دسترس بودن مواد تخصصی, مانند آلیاژهای با دمای بالا, می تواند محدود شود, بر امکان سنجی پروژه های خاص تأثیر می گذارد.
مهارت و آموزش:
- اپراتورها و طراحان برای استفاده موثر از فناوری چاپ سه بعدی فلزی به آموزش تخصصی نیاز دارند.
منحنی یادگیری می تواند شیب دار باشد, و نیاز به پرسنل ماهر می تواند مانعی برای پذیرش باشد, به ویژه برای شرکت های کوچک و متوسط.
8. کاربردهای پرینت سه بعدی فلزی
پرینت سه بعدی فلزی در طیف وسیعی از صنایع کاربرد دارد:
هوافضا:
- سبک وزن, اجزای پیچیده برای هواپیما و ماهواره, کاهش وزن و بهبود عملکرد.
به عنوان مثال, ایرباس از پرینت سه بعدی فلزی برای تولید براکت های سبک وزن و نازل های سوخت استفاده کرده است, منجر به صرفه جویی قابل توجه در وزن و بهبود بهره وری سوخت می شود.
خودرو:
- قطعات سفارشی و عملکردی برای ورزش های موتوری, نمونه سازی, و تولید, افزایش کارایی و کارایی خودرو.
BMW, به عنوان مثال, از پرینت سه بعدی فلزی برای تولید قطعات سفارشی برای وسایل نقلیه با کارایی بالا استفاده می کند, مانند i8 رودستر.

پزشکی:
- ایمپلنت ها, پروتز, و کاربردهای دندانپزشکی هندسه و زیست سازگاری دقیقی را ارائه می دهند.
استرایکر, یک شرکت پیشرو در فناوری پزشکی, از پرینت سه بعدی فلزی برای تولید ایمپلنت های ستون فقرات سفارشی استفاده می کند, بهبود نتایج بیمار و کاهش زمان بهبودی.
انرژی:
- مبدل های حرارتی, توربین ها, و اجزای تولید برق کارایی و دوام را بهبود می بخشد.
زیمنس, برای مثال, از پرینت سه بعدی فلزی برای تولید پره های توربین گاز استفاده کرده است, که می تواند دما و فشار بالاتری را تحمل کند, منجر به افزایش کارایی و کاهش انتشار گازهای گلخانه ای می شود.
ابزار و قالب:
- ابزارسازی سریع با کانال های خنک کننده منسجم, کاهش زمان چرخه و بهبود کیفیت قطعه.
کانال های خنک کننده منسجم, که از شکل قالب پیروی می کنند, می تواند زمان خنک شدن را به میزان قابل توجهی کاهش دهد و کیفیت محصول نهایی را بهبود بخشد.
کالاهای مصرفی:
- جواهرات درجه یک, ساعت های سفارشی, و محفظه های الکترونیکی محصولات منحصر به فرد و شخصی را امکان پذیر می کنند.
شرکت هایی مانند HP و 3DEO از پرینت سه بعدی فلزی برای تولید با کیفیت بالا استفاده می کنند, کالاهای مصرفی سفارشی, مانند ساعت های لوکس و کیف های الکترونیکی.
9. چاپ سه بعدی فلزی در مقابل. تولید سنتی
هنگام مقایسه پرینت سه بعدی فلزی با روش های تولید سنتی, چندین عامل بازی می شوند:
سرعت و کارایی:
- 3چاپ D در نمونه سازی سریع و تولید کم حجم برتر است, در حالی که روش های سنتی برای تولید با حجم بالا کارآمدتر هستند.
به عنوان مثال, 3چاپ دی می تواند در چند روز یک نمونه اولیه تولید کند, در حالی که روش های سنتی ممکن است هفته ها طول بکشد.
مقایسه هزینه:
- برای قطعات کم حجم یا سفارشی, 3چاپ D می تواند به دلیل کاهش هزینه های نصب و ابزار، مقرون به صرفه تر باشد.
با این حال, برای تولید در حجم بالا, روش های سنتی ممکن است هنوز مقرون به صرفه تر باشند. نقطه سربه سر بسته به کاربرد خاص و پیچیدگی قطعه متفاوت است.
پیچیدگی:
- 3چاپ D امکان ساخت هندسه های پیچیده و ویژگی های داخلی را فراهم می کند که با روش های مرسوم غیرممکن است., باز کردن امکانات طراحی جدید.
این امر به ویژه در صنایعی که کاهش وزن و بهینه سازی عملکرد حیاتی است بسیار ارزشمند است, مانند هوافضا و خودرو.
در اینجا جدول مقایسه ای وجود دارد که تفاوت های اصلی بین آنها را خلاصه می کند پرینت سه بعدی فلزی و تولید سنتی:
| ویژگی | پرینت سه بعدی فلزی | تولید سنتی |
|---|---|---|
| زمان سرب | برای نمونه سازی سریع تر, تولید کم حجم. | زمان راه اندازی طولانی تر به دلیل ابزار و قالب. |
| سرعت تولید | کندتر برای تولید با حجم بالا. ایده آل برای حجم کم, قطعات سفارشی. | سریعتر برای تولید انبوه, مخصوصاً برای قطعات ساده. |
| پیچیدگی طراحی | می تواند هندسه های پیچیده را به راحتی ایجاد کند. | محدود شده توسط محدودیت های ابزار; طرح های پیچیده نیاز به مراحل اضافی دارند. |
| سفارشی سازی | ایده آل برای قطعات یکباره یا سفارشی. | سفارشی سازی به دلیل تغییرات ابزار گران تر است. |
| در دسترس بودن مواد | محدود به فلزات رایج (فولاد ضد زنگ, تیتانیوم, و غیره). | طیف گسترده ای از فلزات و آلیاژهای موجود برای کاربردهای مختلف. |
| عملکرد مواد | استحکام و یکنواختی مواد کمی کمتر است. | استحکام برتر و خواص مواد سازگارتر. |
| سرمایه گذاری اولیه | هزینه اولیه بالا به دلیل پرینترهای سه بعدی گران قیمت و پودرهای فلزی. | سرمایه گذاری اولیه کمتر برای تنظیمات اولیه. |
| هزینه هر واحد | بالا برای تولید با حجم بالا; مقرون به صرفه برای اجراهای کوچک. | پایین تر برای تولید انبوه, مخصوصا با طرح های ساده. |
| قدرت & ماندگاری | مناسب برای بسیاری از برنامه ها; ممکن است برای افزایش استحکام نیاز به پس پردازش داشته باشد. | به طور معمول استحکام بالاتر, مخصوصا برای آلیاژهای با کارایی بالا. |
| پایان سطح | برای پرداخت صاف نیاز به پس پردازش دارد. | به طور معمول سطوح بهتر برای طرح های ساده پرداخت می شود. |
| پس پردازش | برای بهبود خواص مکانیکی مورد نیاز است, و پرداخت سطح. | معمولاً حداقل پس از پردازش، مگر اینکه نیازهای پیچیده یا با دقت بالا باشد. |
| زباله های مواد | حداقل ضایعات مواد به دلیل ماهیت افزودنی. | ضایعات مواد بیشتر در برخی روش ها (به عنوان مثال, ماشینکاری). |
| ایده آل برای | کم حجم, قطعات سفارشی, هندسه های پیچیده, نمونه سازی. | با حجم بالا, قطعات ساده, خواص مواد سازگار. |
| برنامه های کاربردی | هوافضا, ایمپلنت های پزشکی, خودرو (کم حجم, قطعات پیچیده). | خودرو, ماشین آلات سنگین, قطعات صنعتی (با حجم بالا, تولید در مقیاس بزرگ). |
10. نتیجه گیری
چاپ سه بعدی فلزی در خط مقدم نوآوری در تولید قرار دارد, ارائه مزایای منحصر به فرد مانند آزادی طراحی, نمونه سازی سریع, و بهره وری مواد.
در حالی که با چالش هایی مانند هزینه های بالا و محدودیت های مواد مواجه است, پتانسیل تحول آفرین آن در سراسر صنایع غیرقابل انکار است.
چه در هوافضا باشید, خودرو, یا کالاهای مصرفی,
بررسی اینکه چگونه پرینت سه بعدی فلزی می تواند با نیازهای خاص شما مطابقت داشته باشد، ممکن است کلیدی برای باز کردن امکانات جدید در توسعه و تولید محصول باشد..
این خدمات چاپ سه بعدی را ارائه می دهد. اگر نیاز به چاپ سه بعدی دارید, لطفا احساس راحتی کنید با ما تماس بگیرید.

