
1. Esittely
Hitsaus on yksi tärkeimmistä prosesseista valmistuksessa ja rakentamisessa, tarjoaa perustan kestävien ja luotettavien liitosten luomiselle eri materiaaleista.
Olipa kyseessä pilvenpiirtäjän rakentaminen, auton runkojen valmistus, tai monimutkaisten koneiden kokoamista, hitsaus varmistaa lopputuotteen lujuuden ja vakauden.
Kuitenkin, virheettömän hitsauksen aikaansaaminen vaatii muutakin kuin vain lämmön ja täyteaineen levittämistä.
Se vaatii asianmukaista kohdistusta ja huolellista huomiota yksityiskohtiin koko prosessin ajan.
Tack-hitsaus on tässä ratkaisevassa roolissa. Se on väliaikainen tekniikka, jota käytetään työkappaleiden kiinnittämiseen paikoilleen ennen lopullista, täysi hitsaus.
Se varmistaa oikean suuntauksen, vähentää vääristymisen riskiä, ja viime kädessä myötävaikuttaa lopullisen hitsin lujuuteen ja laatuun.
Tässä blogissa, tutkimme siltahitsauksen merkitystä, sen eri tekniikoita, hyöty, yleisiä sovelluksia, ja parhaat käytännöt, joilla varmistetaan, että kiinnityshitsauksesi ovat vakaita ja tarkkoja.
2. Mitä on tack-hitsaus?
Tack hitsaus on prosessi soveltaa pieniä, väliaikaiset hitsit metalliosien pitämiseksi yhdessä.
Nämä hitsit on sijoitettu strategisesti liitoksen avainpisteisiin, varmistamalla, että työkappaleet pysyvät paikoillaan kohdistus- ja kokoonpanovaiheiden aikana.
Toisin kuin lopulliset hitsit, jotka on suunniteltu tarjoamaan pitkäkestoista voimaa, siltahitsauksia ei ole tarkoitettu kantaviksi koko hitsausprosessin jälkeen.
Se käytetään tyypillisesti yhdessä muiden hitsausprosessien kanssa, kuten Minä hitsaus, TIG-hitsaus, ja puikkohitsaus.
Tarkoituksena on luoda talli, väliaikainen sidos, joka kestää myöhemmän hitsauksen lämmön ja paineen,
estää materiaalien siirtymisen tai vääntymisen lopullisen liitoksen luomisen aikana.
3. Kiinnityshitsauksen rooli hitsausprosessissa
Se toimii perustana monille suuremmille ja monimutkaisemmille hitsausprojekteille.
Sen päätavoitteena on varmistaa työkappaleiden oikea sijoitus ennen lopullisen hitsausprosessin alkamista.
Tämä on erityisen tärkeää suurissa projekteissa, joissa pienikin kohdistusvirhe voi aiheuttaa merkittäviä ongelmia lopputuotteessa.
Näin hitsaus auttaa:
- Varmistaa oikean asennon: Takkihitsaukset kiinnittävät osat tilapäisesti paikoilleen, jotta ne eivät pääse liikkumaan täyden hitsauksen aikana.
- Estää vääntymisen ja vääristymisen: Pitämällä osia tukevasti paikoillaan, siltahitsaukset auttavat minimoimaan lämpölaajenemisen aiheuttaman vääntymisriskin päähitsausprosessin aikana.
- Parantaa kokoonpanon tehokkuutta: Kun osat on kohdistettu oikein, tack-hitsaus vähentää säätötarvetta lopullisen hitsin aikana, säästää sekä aikaa että materiaaleja.
4. Tack-hitsaustekniikat
Perusvaiheet:
- Työkappaleiden sijoittaminen: Aloita asettamalla työkappaleet huolellisesti haluttuihin asentoihinsa suhteessa toisiinsa.
Oikea kohdistus on ratkaisevan tärkeää sen varmistamiseksi, että lopputuote täyttää vaatimukset. - Tack-hitsausprosessi: Hae nopeasti, pieniä hitsaushelmiä strategisissa kohdissa pitämään osat turvallisesti.
Näiden hitsien koko ja etäisyys riippuvat materiaalin paksuudesta ja liitostyypistä.
Hyvä nyrkkisääntö on, että kiinnitä hitsit väliin 6 -lla 12 tuumaa, riippuen projektin vaatimuksista. - Lopullinen tarkastus: Ennen kuin jatkat lopullista hitsausta, varmista, että liitos on oikein paikoillaan ja että tartuntahitsaukset pitävät riittävän hyvin.
Kohdistuksen tarkastaminen nyt voi säästää aikaa ja vaivaa.

Yleiset hitsausprosessit:
- MIG-hitsaus: Tunnettu nopeudestaan ja tehokkuudestaan, MIG-hitsaus on ihanteellinen nopeaan, tehokkaat tartuntahitsaukset ohuemmille metalleille.
- Tig -hitsaus: Tarjoaa tarkkuutta ja hallintaa, TIG-hitsaus sopii täydellisesti herkempään tai yksityiskohtaisempaan työhön,
varsinkin käytettäessä ohuempia materiaaleja tai kun vaaditaan puhdasta ulkonäköä. - Puikkohitsaus: Vahvan luonteensa ansiosta, puikkohitsaus tarjoaa luotettavat tarrahitsaukset paksummille materiaaleille ja ulkokäyttöön, jossa siirrettävyys on välttämätöntä.
Oikean koon ja välin valinta:
Sopivan koon ja etäisyyden valitseminen kiinnityshitsauksille on kriittistä. Liian vähän tai liian pieni, ja hitsit eivät välttämättä tarjoa riittävää pitoa;
liian monta tai liian suuri, ja ne voivat aiheuttaa tarpeetonta stressiä tai vaikeuttaa poistamista.
American Welding Societyn tutkimuksessa todettiin, että optimaaliset tarrahitsauskoot vaihtelevat materiaalin paksuuden mukaan,
yleisellä ohjeella, joka ehdottaa kiinnityshitsauksen pituuksia välillä 0.5 -lla 1 tuumaa useimpiin sovelluksiin.
Hitsausasennot:
Erilaiset hitsausasennot – tasainen, vaakasuoraan, pystysuoraan, ja yläpuolella – vaikuttavat siltahitsauksen helppouteen ja laatuun.
Säädä tekniikkasi vastaavasti varmistaaksesi luotettavat tulokset.
Esimerkiksi, litteä hitsaus on usein helpompaa ja tuottaa laadukkaampia kiinnityssaumoja sulan altaan paremman hallinnan ansiosta.
5. Yleiset siltahitsaustyypit
Vuosien varrella, useita erikoistyyppejä siltahitsaukseen on kehitetty vastaamaan erilaisiin sovelluksiin ja vaatimuksiin.
Pistehitsaus
Pistehitsaus on yksi suosituimmista peltityöskentelymenetelmistä, erityisesti sellaisilla aloilla kuin autoteollisuus ja elektroniikka.

Se sisältää paineen ja lämmön käyttämisen tietyissä kohdissa, yleensä elektrodien kautta, luodaksesi pienen, paikallinen hitsaus.
- Miten se toimii: Suurvirtavirtapiiri kulkee työkappaleiden läpi kohdassa, jossa hitsaus on tarpeen.
Kosketuspisteissä vastuksen synnyttämä lämpö saa metallin sulamaan ja sulamaan. - Sovellukset: Autojen korirakenne, elektroniikka, ja laitteiden valmistus.
Pistehitsaus on erityisen hyödyllinen ohuille pelleille ja materiaaleille, jotka eivät ole alttiita merkittäville lämpövääristymille. - Hyöty: Nopeasti, tehokas, ja kustannustehokas suurien volyymien tuotantoon.
Ultraäänihitsaus
Se on uudempi, erikoistuneempi tekniikka, joka käyttää korkeataajuisia ääniaaltoja paikallisen lämmön luomiseen ja hitsaamat materiaalit yhteen.
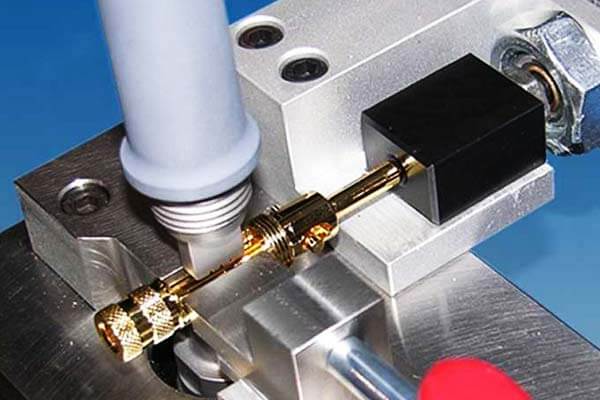
Toisin kuin perinteiset hitsausmenetelmät, se ei vaadi täyteainetta tai korkeita lämpötiloja.
Sen sijaan, Ultraäänivärähtelyt tuottavat tarpeeksi lämpöä pintojen kiinnittämiseen.
- Miten se toimii: Ultraääniaaltoja sovelletaan taajuudella välillä 20 ja 40 kHz, mikä saa metallipinnat värähtelemään nopeasti, tuottamalla kitkalämpöä.
Syntynyt lämpö sulattaa materiaalit kosketuspisteessä. - Sovellukset: Käytetään usein sovelluksissa, joissa perinteinen hitsaus saattaa vahingoittaa herkkiä tai pieniä komponentteja, kuten elektroniikkateollisuudessa tai lääketieteellisissä laitteissa.
- Hyöty: Tarkkuus ja minimaalinen vääristymä tekevät siitä ihanteellisen pienimuotoisiin sovelluksiin.
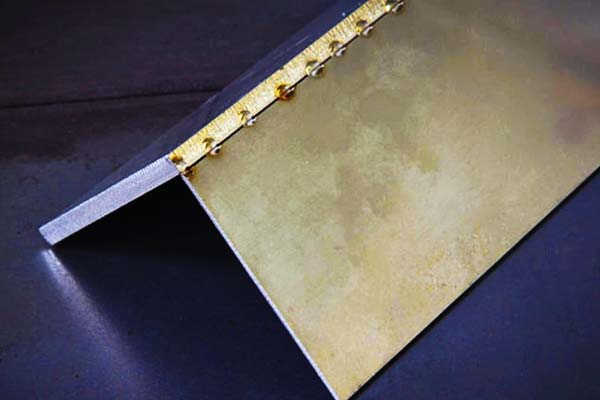
Siltanauhahitsaus
Siltahitsaus tarkoittaa useiden pienten hitsaussaumojen luomista liitokseen tai osien välisen raon yli.
Tämä tekniikka "sillaa" raon ennen koko hitsin levittämistä, varmistaa, että komponentit pysyvät kohdakkain koko prosessin ajan.
- Miten se toimii: Pienet takkahitsaukset asetetaan väliajoin, "silloittaen" osat tehokkaasti yhteen.
Tämä auttaa säilyttämään niiden kohdistuksen myöhempien hitsaus- tai kokoonpanovaiheiden aikana. - Sovellukset: Käytetään yleisesti rakennehitsauksessa, kuten suurten teräsrakenteiden, kuten siltojen, rakentamisessa, laivoja, ja raskaita koneita.
- Hyöty: Tarjoaa erinomaisen vakauden suurille komponenteille, estää osien siirtymisen loppuhitsauksen aikana.
Hot Tack -hitsaus
Kuumahitsaus sisältää osien kuumentamisen korkeaan lämpötilaan ennen hitsauksen levittämistä.
Tällä tekniikalla varmistetaan, että työkappaleet ovat jo osittain hitsattuja, kun kiinnitys tehdään,
vähentää vääntymisen tai kohdistusvirheen riskiä koko hitsausprosessin aikana.
- Miten se toimii: Työkappaleet lämmitetään tiettyyn lämpötilaan käyttämällä ulkoisia lämmönlähteitä, kuten taskulamppua tai uunia.
Kerran halutussa lämpötilassa, kiinnityshitsauksia levitetään eri kohtiin liitosta pitkin. - Sovellukset: Käytetään tilanteissa, joissa materiaaleja on pidettävä paikoillaan korkeissa lämpötiloissa tai joissa koko prosessissa hitsataan paksuja materiaaliosia.
- Hyöty: Ihanteellinen estämään lämpövääristymiä ja varmistamaan tiukan istuvuuden suuremmille materiaaleille.
Induktiohitsaus
Induktiohitsaus käyttää sähkömagneettista induktiota lämmön tuottamiseksi työkappaleissa.
Tätä prosessia käytetään usein nopeissa sovelluksissa, joissa tarvitaan nopeita lämmitys- ja jäähdytysjaksoja.
- Miten se toimii: Vaihtovirta johdetaan työkappaleiden lähelle sijoitetun kelan läpi.
Indusoitunut virta lämmittää metallia, aiheuttaa sen sulamisen ja sulamisen kosketuspisteessä. - Sovellukset: Käytetään yleisesti aloilla, jotka vaativat nopeaa ja tarkkaa lämmitystä suurille komponenteille, kuten terästehtaat ja metallintyöstö.
- Hyöty: Nopea, ohjattu lämmitys, ja kyky kohdistaa tarkkaa paikallista lämpöä metalliin.
Thermit Tack -hitsaus
Se käytä kemiallista reaktiota jauhettujen metallien välillä (tyypillisesti alumiinia ja rautaoksidia) tuottaa eksotermisen reaktion, joka tuottaa lämpöä.

Tätä lämpöä käytetään materiaalien hitsaamiseen yhteen.
- Miten se toimii: Termiittiseos syttyy ja tuottaa erittäin korkeita lämpötiloja, riittää sulattamaan työkappaleet ja luomaan sidoksen.
Tätä menetelmää käytetään usein paksujen metalliosien hitsaukseen. - Sovellukset: Käytetään rautateillä, raskaita koneita, ja teolliset sovellukset, jotka vaativat korkeaa lämpöä ja vahvoja sidoksia.
- Hyöty: Erittäin tehokas ja ihanteellinen suurille, paksut materiaalit.
6. Takkihitsauksen edut
- Tarkkuus ja hallinta: Takkihitsaus varmistaa, että komponentit sijoitetaan tarkasti ennen lopullista hitsausta,
vähentää kohdistusvirheiden riskiä ja varmistaa korkealaatuiset tulokset. - Vähentynyt vääristymä: Pitämällä osia paikoillaan, siltahitsaus minimoi lämpölaajenemisen, joka voi tapahtua täyden hitsauksen aikana, mikä usein johtaa vääristymiin.
- Kustannustehokas: Se auttaa säästämään sekä aikaa että materiaalia estämällä uudelleentyöstötarvetta kohdistusvirheiden tai väärän asennon vuoksi.
- Yksinkertaistettu kokoonpano: Se auttaa monimutkaisten rakenteiden kokoamisessa kiinnittämällä osat väliaikaisesti,
antaa hitsaajille mahdollisuuden keskittyä muihin projektin tärkeisiin näkökohtiin.
7. Takkihitsauksen haitat
- Väliaikainen luonto: Koska tarrahitsaukset eivät ole kantavia, ne on joko liitettävä lopulliseen hitsiin tai poistettava myöhemmin.
- Virheellisten kohdistusten riskit: Jos sitä ei sovelleta huolellisesti, silmukkahitsaukset voivat aiheuttaa kohdistusvirheitä lopullisen hitsausprosessin aikana, seurauksena on lisämuokkaus.
- Lämmön vaikutusalueet: Useat hitsaussaumat samalla alueella voivat aiheuttaa lämpövaikutuksia,
joka voi heikentää materiaalia ajan myötä, jos sitä ei hoideta huolellisesti.
8. Tappihitsauksen yleiset sovellukset
- Valmistus ja kokoonpano: Suuret rakennehankkeet, kuten sillat, rakennukset, ja laivat vaativat siltahitsausta, jotta komponentit pysyvät kohdakkain koko hitsausprosessin aikana.
- Metallilevytyöt: Auto- ja ilmailuteollisuus käyttää laajasti siltahitsausta auton korien kokoamiseen, siivet, ja rungon rakenteet.
- Putkien hitsaus: Sitä käytetään usein putkien kohdistamiseen ja tilapäiseen pitämiseen ennen täyttä hitsausta, varmistaa, että liitokset ovat tarkkoja.
- Korjaukset ja huolto: Huoltotehtävissä, tack-hitsausta käytetään pitämään osia paikoillaan korjausten tai vaihtojen aikana.
9. Vinkkejä onnistuneeseen siltahitsaukseen
Oikean elektrodin tai täyteaineen valinta
Varmista, että elektrodi tai täyteaine vastaa epäjaloa metallia luodaksesi vahvan, yhteensopiva takkihitsaus.
Oikean materiaalin valinta voi parantaa hitsin lujuutta ja vähentää vikojen riskiä.
Oikea lämmönhallinta
Säilytä oikea lämpötaso välttääksesi liitosalueen ylikuumenemisen, jotka voivat heikentää materiaalia tai aiheuttaa ei-toivottuja muodonmuutoksia.
Riittävä lämmönhallinta edistää puhtaampaa, kestävämmät kiinnityssaumat.
Oikean välin pitäminen
Määritä optimaalinen koko ja etäisyys tahtosaumoille materiaalin paksuuden ja liitoksen luonteen perusteella. Tasainen välimatka edistää lopputuotteen tasaisuutta ja vakautta.
Vahvojen hitsaussaumojen varmistaminen
Vältä heikkoja tai riittämättömiä tartuntahitsauksia, jotka voivat epäonnistua jännityksen alaisena käyttämällä riittävästi, mutta hallittua lämpöä ja painetta.
Vahvat tartuntahitsaukset tarjoavat vankan perustan lopulliselle hitsille, varmistaa rakenteen pitkäikäisyyden.
10. Takkihitsauksen haasteita
Huokoisuus ja kontaminaatio
Estä ilmataskujen ja epäpuhtauksien pääsy hitsiin puhdistamalla pinta huolellisesti ja käyttämällä asianmukaisia suojakaasuja.
Huokoisuus voi heikentää hitsiä ja vaarantaa sen eheyden.
Epäjohdonmukainen koko
Säilytä silmukkahitsauskokojen tasaisuus varmistaaksesi tasaisen suorituskyvyn ja ulkonäön.
Kokovaihtelut voivat vaikuttaa lopullisen hitsin lujuuteen ja estetiikkaan.
Tack-hitsauksen poisto
Tiedä milloin ja miten irrottaa hitsaussaumat tarvittaessa, esimerkiksi kun osia sijoitetaan uudelleen ennen lopullista hitsausta.
Tehokkaat poistotekniikat voivat säästää aikaa ja estää työkappaleen vahingoittumisen.
Virheellisten kohdistusten riskit
Varo kohdistusvirheitä, jotka voivat johtua virheellisistä tarrahitsaustekniikoista, voi johtaa kalliisiin korjauksiin.
Kiinnityshitsausten huolellinen suorittaminen voi vähentää näitä riskejä ja varmistaa sujuvammat kokoonpanoprosessit.
11. Hanki mukautetut metalliosat DEZE:n avulla
At Tämä, Olemme erikoistuneet tarjoamaan korkealaatuisia hitsauspalveluita, mukaan lukien siltahitsaus, varmistaaksesi metalliosien tarkkuuden ja vakauden.
Tarvitsetpa pienimuotoista valmistusta tai suuria rakenneprojekteja, Ammattitaitoisilla hitsaajillamme on työkalut ja kokemus huippuluokan tulosten tuottamiseen.
12. Johtopäätös
Silmähitsaus saattaa tuntua yksinkertaiselta koko hitsausprosessissa, mutta sen merkitystä ei voi yliarvioida.
Kiinnittämällä osat paikoilleen ja varmistamalla oikea kohdistus, siltahitsaus estää vääristymiä ja kohdistusvirheitä,
säästää aikaa ja materiaalikustannuksia ja parantaa samalla lopullisen hitsin yleistä laatua.
Työskenteletpä sitten suuren mittakaavan rakentamisessa, autoalan projekteja, tai tarkkuustekniikkaa, sen hallitseminen on välttämätöntä parhaiden tulosten saavuttamiseksi.
Noudata tässä blogissa esitettyjä parhaita käytäntöjä optimoidaksesi hitsausprosessisi ja varmistaaksesi menestyksen seuraavassa projektissasi!

