
1. Introducción
El recocido es un tratamiento térmico proceso diseñado para modificar las propiedades físicas y a veces químicas de un material, mejorando así su trabajabilidad.
Históricamente, Los primeros metalurgistas usaron el recocido para ablandar los metales después de forjar, y con el tiempo,
El proceso se ha convertido en una técnica sofisticada utilizada en diversas industrias como el automóvil, aeroespacial, electrónica, y fabricación.
Notablemente, El recocido no solo mejora la ductilidad y reduce las tensiones residuales, sino que también refina la estructura de grano, conduciendo a una mejorabilidad mejorada y un rendimiento general.
En el paisaje industrial competitivo de hoy, Dominar el recocido es crucial para optimizar el rendimiento del material.
Este artículo examina el recocido de científico, proceso, diseño, económico, ambiental, y perspectivas orientadas al futuro, Asegurar una comprensión holística de su papel en la ingeniería material moderna.
2. Fundamentos de recocido
Definición y propósito
En su núcleo, El recocido implica calentar un material a una temperatura específica, manteniéndolo durante un período establecido, y luego enfriarlo a una velocidad controlada.
Este proceso proporciona la energía necesaria para los átomos dentro de la microestructura del material para migrar y reorganizar.
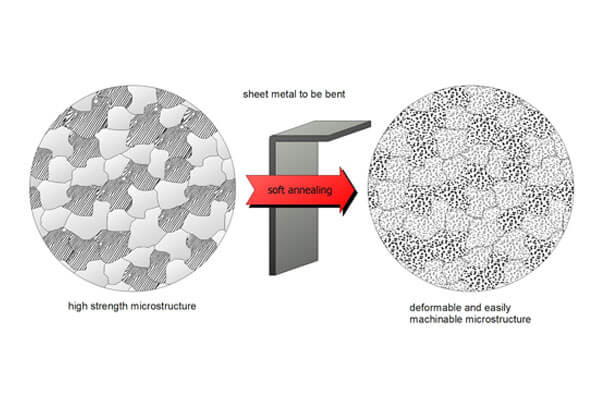
Como consecuencia, Las dislocaciones y las tensiones internas se reducen, y nuevo, Forma de granos sin cepas, que restaura la ductilidad y disminuye la dureza.
Los objetivos clave incluyen:
- Mejora de la ductilidad: Permitir que los metales se formen o mecanizen más fácilmente.
- Alivio de estrés residual: Prevenir la deformación y el agrietamiento en los productos finales.
- Refinar la estructura de grano: Optimización de la microestructura para mejorar las propiedades mecánicas.
Principios termodinámicos y cinéticos
El recocido opera en principios termodinámicos y cinéticos fundamentales. Cuando se calienta un metal, sus átomos ganan energía cinética y comienzan a migrar.
Esta migración reduce la energía libre general al eliminar las dislocaciones e imperfecciones.
Por ejemplo, en acero, El proceso puede transformar la martensita endurecida en una mezcla de ferrita-perlita más dúctil.
Los datos indican que el recocido adecuado puede reducir la dureza hasta 30%, mejorando significativamente la maquinabilidad.
Además, La cinética de las transformaciones de fase durante el recocido se controlan por la temperatura y el tiempo..
El proceso se optimiza al equilibrar la tasa de calefacción, remojar el tiempo, y velocidad de enfriamiento para lograr la transformación microestructural deseada sin crecimiento de grano no deseado.
3. Tipos de recocido
Los procesos de recocido varían ampliamente, cada uno diseñado para lograr propiedades específicas del material.
Adaptando los ciclos de calefacción y enfriamiento, Los fabricantes pueden optimizar el rendimiento del metal para diversas aplicaciones.
Abajo, detallamos los tipos principales de recocido, Destacando sus objetivos, procesos, y aplicaciones típicas.
Recocido completo
Objetivo: Para restaurar la máxima ductilidad y reducir la dureza en las aleaciones ferrosas, particularmente aceros hipoeutectetoides.
Proceso:
- Temperatura: Elevado a 850–950 ° C (p.ej., 925° C para AISI 1020 acero) para austenitizar completamente el material.
- Tener tiempo: Mantenido para 1–4 horas Para garantizar una transformación de fase uniforme.
- Enfriamiento: Enfriamiento lento (20–50 ° C/h) en un horno o caja aislada para promover la formación de grano grueso.
Aplicaciones: - Automotor: Componentes de acero forjado (p.ej., piezas del chasis) Para una mejor formabilidad.
- Fabricación: Pretratamiento para forjar y mecanizado de operaciones.
Datos: Reduce la dureza del acero por 40–50% (p.ej., de 250 HBW a 120 HBW) y mejora la ductilidad para 25–30% de alargamiento (ASTM E8/E9).
Recocido para alivio del estrés
Objetivo: Eliminar las tensiones residuales del mecanizado, soldadura, o trabajo en frío.
Proceso:
- Temperatura: 500–650°C (p.ej., 600° C para aleaciones de aluminio, 520° C para acero inoxidable).
- Tener tiempo: 1–2 horas a temperatura.
- Enfriamiento: Refrigerado por aire o refrigerado por horno a temperatura ambiente.
Aplicaciones: - Aeroespacial: Marcos de aeronaves soldados (p.ej., Boeing 787 articulaciones de fuselaje) Para evitar la distorsión.
- Aceite & Gas: Tuberías y recipientes a presión (p.ej., API 5L X65 Acero).
Datos: Reduce las tensiones residuales por 30–50%, minimizar los riesgos de distorsión (Caldera asme & Código de vaso a presión).
Recocido esferoidizante
Objetivo: Convierta los carburos en partículas esféricas para mejorar la maquinabilidad y la tenacidad en los aceros altos de carbono.
Proceso:
- Temperatura: 700–750 ° C (debajo de la temperatura crítica más baja).
- Tener tiempo: 10–24 horas para la esferoidización del carburo.
- Enfriamiento: Enfriamiento lento del horno para evitar la reformación de estructuras laminar.
Aplicaciones: - Estampación: Acero de alta velocidad (p.ej., Acero de herramienta M2) Para brocas de perforación y muere.
- Automotor: Acero primavera (p.ej., SAE 5160) para componentes de suspensión.
Datos: Logra 90% eficiencia de la esferoidización, Reducción del tiempo de mecanizado por 20–30% (Manual ASM, Volumen 4).
Recocido isotérmico
Objetivo: Minimizar la distorsión en geometrías complejas controlando las transformaciones de fase.
Proceso:
- Temperatura: 900–950 ° C (por encima de la temperatura crítica superior) para la austenitización.
- Retención intermedia: 700–750 ° C para 2–4 horas para habilitar la formación de perlitas.
Aplicaciones: - Aeroespacial: Palas de turbina (p.ej., Inconel 718) requiriendo estabilidad dimensional.
- Energía: Componentes del reactor nuclear (p.ej., aleaciones de circonio).
Datos: Reduce la distorsión dimensional por arriba a 80% en comparación con el recocido convencional (Revista de tecnología de procesamiento de materiales, 2021).
Normalizando
Objetivo: Refine la estructura de grano para mejorar la tenacidad y la fuerza en los aceros de carbono y aleación.
Proceso:
- Temperatura: 200–300 ° C por encima de la temperatura crítica superior (p.ej., 950° C para 4140 acero).
- Enfriamiento: Refrigerado por aire a temperatura ambiente.
Aplicaciones: - Construcción: Vigas de acero estructural (p.ej., ASTM A36).
- Maquinaria: Ejes de engranajes (p.ej., SAE 4140) Para una fuerza y ductilidad equilibradas.
Datos: Logra microestructura de grano fino con una resistencia a la tracción de 600–800 MPA (ISO 630:2018).
Recocido de solución
Objetivo: Disolver elementos de aleación en una matriz austenítica homogénea en aceros inoxidables y aleaciones a base de níquel.
Proceso:
- Temperatura: 1,050–1,150 ° C para la austenitización completa.
- Temple: Enfriamiento rápido en agua o aceite para evitar la descomposición de la fase.
Aplicaciones: - Médico: Acero inoxidable austenítico de grado implante (p.ej., ASTM F138).
- Químico: Intercambiadores de calor (p.ej., 316L acero inoxidable).
Datos: Asegurar 99.9% homogeneidad de fase, crítico para la resistencia a la corrosión (NACE MR0175/ISO 15156).
Recocido de recristalización
Objetivo: Suavizar los metales con trabajo en frío formando granos sin cepas.
Proceso:
- Temperatura: 450–650°C (p.ej., 550° C para aluminio, 400° C para cobre).
- Tener tiempo: 1–3 horas Para permitir la recristalización.
Aplicaciones: - Electrónica: Cables de cobre (p.ej., bobinados de transformador con 100% Conductividad de IACS).
- Embalaje: Latas de aluminio (p.ej., Automóvil club británico 3003 aleación).
Datos: Restaura la conductividad a 95–100% IACS en cobre (Estándar internacional de cobre recocido).
Recocido subcrítico
Objetivo: Reducir la dureza en aceros bajos en carbono sin transformación de fase.
Proceso:
- Temperatura: 600–700 ° C (por debajo de la temperatura crítica más baja).
- Tener tiempo: 1–2 horas para aliviar las tensiones residuales.
Aplicaciones: - Automotor: Acero suave en color frío (p.ej., SAE 1008) para paneles automotrices.
- Hardware: Acero primavera (p.ej., SAE 1050) Para una distorsión mínima.
Datos: Logra Reducción de la dureza de HBW del 20-25% (ASTM A370).
Recocido de proceso
Objetivo: Restaurar la ductilidad en los metales después de los pasos intermedios de trabajo en frío.
Proceso:
- Temperatura: 200–400 ° C (p.ej., 300° C para latón, 250° C para acero inoxidable).
- Enfriamiento: Refrigerado por aire o refrigerado por el horno.
Aplicaciones: - Electrónica: Traces de PCB de cobre (p.ej., 5Componentes de la antena G).
- climatización: Tubería de cobre (p.ej., ASTM B280).
Datos: Mejora la formabilidad por 30–40%, habilitando radios de flexión más estrictos (Asociación de desarrollo del cobre).
Recocido brillante
Objetivo: Prevenir la oxidación y la descarburización en aplicaciones de alta pureza.
Proceso:
- Atmósfera: Hidrógeno (H₂) o gas inerte (N₂/on) en ≤10 ppm oxígeno.
- Temperatura: 800–1,000 ° C (p.ej., 900° C para tiras de acero inoxidable).
Aplicaciones: - Aeroespacial: Aleaciones de titanio (p.ej., Ti-6Al-4V) Para las cuchillas de la turbina.
- Automotor: Sistemas de escape de acero inoxidable (p.ej., Inconel 625).
Datos: Logra 99.9% pureza de la superficie, crítico para la resistencia a la corrosión (SAE J1708).
Recocido flash
Objetivo: Modificación de superficie rápida para la mejora de la propiedad localizada.
Proceso:
- Fuente de calor: Llamas o láseres de alta intensidad (p.ej., 1,200° C Temperatura máxima).
- Tener tiempo: Artículos de segunda clase a milisegundos para endurecer preciso de superficie.
Aplicaciones: - Fabricación: Dientes de engranaje (p.ej., cementado 8620 acero).
Datos: Aumenta la dureza de la superficie por 50–70% (p.ej., de 30 HRC a 50 CDH) (Revista de ingeniería de superficie).
Recocido continuo
Objetivo: Tratamiento de alto volumen para metales de lámina en automóvil y construcción.
Proceso:
- Velocidad de línea: 10–50 m/i con atmósfera controlada (p.ej., Reducción de gas).
- Zonas: Calefacción, remojo, enfriamiento, y enrollable.
Aplicaciones: - Automotor: Paneles de cuerpo de acero (p.ej., 1,000-Ton Press Lines para Tesla Model Y).
- Construcción: Hojas de techado recubiertas de zinc (p.ej., GI 0.5 mm).
Datos: Procesos 10–20 millones de toneladas de acero anualmente, Reducción de las tasas de desecho por 15–20% (Asociación Mundial de Acero).
4. Proceso de recocido y técnicas
El proceso de recocido consta de tres etapas principales: calefacción, remojo, y enfriamiento.
Cada etapa se controla cuidadosamente para lograr las propiedades del material deseadas, Garantizar la uniformidad y la consistencia en las transformaciones microestructurales.

Existen varias técnicas de recocido, personalizado para diferentes materiales e aplicaciones industriales.
Preparación previa al reclamo
Antes del recocido, La preparación adecuada asegura resultados óptimos. Esto incluye:
✔ Limpieza de materiales & Inspección:
- Elimina los contaminantes de la superficie (óxidos, grasa, escala) que puede afectar la transferencia de calor.
- Realiza un análisis microestructural para determinar los defectos preexistentes.
✔ Métodos de pretratamiento:
- Decapado: Utiliza soluciones ácidas para limpiar las superficies metálicas antes del tratamiento térmico.
- Pulido mecánico: Elimina las capas de oxidación para mejorar el calentamiento uniforme.
Ejemplo:
En la industria aeroespacial, Los componentes de titanio se someten a una precipitación rigurosa para evitar la oxidación durante el recocido en un horno de vacío.
Fase de calefacción
La fase de calentamiento aumenta gradualmente la temperatura del material al rango de recocido objetivo. El control adecuado previene el choque térmico y la distorsión.
Factores clave:
Selección de horno:
- Hornos por lotes: Utilizado para recocido industrial a gran escala de láminas de acero y aluminio.
- Hornos continuos: Ideal para líneas de producción de alta velocidad.
- Horno de aspiración: Prevenir la oxidación y garantizar una alta pureza en las industrias aeroespaciales y electrónicas.
Rangos de temperatura de calentamiento típicos:
- Acero:600–900 ° C Dependiendo del tipo de aleación.
- Cobre:300–500 ° C para ablandar y alivio del estrés.
- Aluminio:350–450 ° C para refinar la estructura de grano.
Consideraciones de la tasa de calefacción:
- Calefacción lenta: Reduce los gradientes térmicos y evita el agrietamiento.
- Calentamiento rápido: Utilizado en algunas aplicaciones para mejorar la eficiencia mientras evita el engrosamiento de granos.
Estudio de caso:
Para implantes médicos de acero inoxidable, recocido al vacío en 800–950 ° C minimiza la oxidación al mejorar la resistencia a la corrosión.
Fase de remojo (Manteniendo a la temperatura objetivo)
Remojar asegura una distribución de temperatura uniforme, permitiendo que la estructura interna del metal se transforme completamente.
Factores que afectan el tiempo de remojo:
🕒 Espesor del material & Composición:
- Los materiales más gruesos requieren tiempos de remo más largos para una penetración de calor uniforme.
🕒 Objetivos de refinamiento microestructural:
- Para el recocido de alivio del estrés, Sumerminar puede durar 1–2 horas.
- Para recocido completo, Los materiales pueden requerir Varias horas Para lograr la recristalización completa.
Ejemplo:
En recocido de difusión para aceros al alto carbono, sostener 1050–1200 ° C para 10–20 horas elimina la segregación y mejora la homogeneidad.
Fase de enfriamiento
La fase de enfriamiento determina la microestructura final y las propiedades mecánicas. Diferentes métodos de enfriamiento influyen en la dureza, estructura de grano, y alivio del estrés.
Técnicas de enfriamiento & Sus efectos:
Enfriamiento del horno (Enfriamiento lento):
- El material permanece en el horno a medida que se enfría gradualmente.
- Produce microestructuras suaves con máxima ductilidad.
- Utilizado para recocido completo de aceros y hierro fundido.
Refrigeración por aire (Enfriamiento moderado):
- Reduce la dureza mientras mantiene la fuerza moderada.
- Común en Recocido para alivio del estrés de estructuras soldadas.
Temple (Enfriamiento rápido):
- Utilizado en recocido isotérmico para transformar la austenita en microestructuras más suaves.
- Implica enfriar en aceite, agua, o aire a velocidades controladas.
Enfriamiento de atmósfera controlada:
- Gas inerte (argón, nitrógeno) previene la oxidación y la decoloración.
- Esencial en industrias de alta precisión como semiconductores y aeroespacial.
Comparación de métodos de enfriamiento:
| Método de enfriamiento | Ritmo de enfriamiento | Efecto sobre el material | Aplicación común |
|---|---|---|---|
| Enfriamiento del horno | Muy lento | Máxima ductilidad, granos gruesos | Recocido completo de acero |
| Refrigeración por aire | Moderado | Fuerza y ductilidad equilibradas | Recocido para alivio del estrés |
| Enfriamiento de agua/aceite | Rápido | Microestructura fina, mayor dureza | Recocido isotérmico |
| Atmósfera controlada | Variable | Superficie libre de oxidación | Aeroespacial & Electrónica |
5. Efectos del recocido en las propiedades del material
El recocido influye significativamente en la estructura interna y el rendimiento de los materiales, convirtiéndolo en un proceso crítico en la metalurgia y la ciencia de los materiales.
Controlando cuidadosamente el calentamiento, remojo, y fases de enfriamiento, Mejora la ductilidad, Reduce la dureza, refina la estructura de grano, y mejora las propiedades eléctricas y térmicas.
Esta sección explora estos efectos de manera estructurada y detallada..
Transformaciones microestructurales
El recocido altera la estructura interna de los materiales a través de tres mecanismos clave:
- Recristalización: Nuevo, Forma de granos sin cepas, reemplazar los deformados, que restaura la ductilidad y reduce el endurecimiento del trabajo.
- Crecimiento de grano: Los tiempos de remojo extendidos permiten que los granos crezcan, Equilibrar la fuerza y la flexibilidad.
- Transformación de fase: Se producen cambios en la composición de fase, como la martensita que se transforma en ferrita y perlita en acero, optimizar la fuerza y la ductilidad.
Ejemplo:
El acero con trabajo en frío puede experimentar hasta un 30% reducción de dureza Después de recocer, mejorando significativamente su formabilidad.
Mejoras de propiedad mecánica
El recocido mejora las propiedades mecánicas de los metales de varias maneras:
Mayor ductilidad & Tenacidad
- Los metales se vuelven menos frágiles, reduciendo el riesgo de fracturas.
- Algunos materiales exhiben un 20-30% aumento en el alargamiento antes de la fractura después del recocido.
Reducción del estrés residual
- Alivia tensiones internas causadas por la soldadura, fundición, y trabajo en frío.
- Reduce la probabilidad de deformación, agrietamiento, y falla prematura.
Dureza optimizada
- Suaviza los materiales para un mecanizado más fácil, doblando, y formando.
- La dureza del acero puede disminuir por 30-40%, Reducir los costos de desgaste de herramientas y fabricación.
Efectos sobre la maquinabilidad & Formabilidad
El recocido mejora la maquinabilidad al suavizar los metales, haciéndolos más fáciles de cortar, perforar, y dar forma.
Desgaste de herramientas reducido: La dureza más baja extiende la vida útil de la herramienta y reduce los costos de mantenimiento.
Formación más fácil: Los metales se vuelven más flexibles, Permitir dibujo más profundo y formas más complejas.
Mejor acabado superficial: Las microestructuras más suaves dan como resultado una mejor calidad de la superficie después del mecanizado.
Eléctrico & Mejoras de la propiedad térmica
El recocido refina la estructura de la red de cristal, Reducir defectos y mejorar la conductividad.
⚡ Mayor conductividad eléctrica:
- Elimina los obstáculos del límite de grano, Mejora del flujo de electrones.
- El cobre puede lograr un 10-15% aumento de la conductividad Después de recocer.
🔥 Conductividad térmica mejorada:
- Permite una mejor disipación de calor en aplicaciones como intercambiadores de calor.
- Esencial para componentes electrónicos y aeroespaciales de alto rendimiento.
Uso de la industria:
Los fabricantes de semiconductores dependen del recocido de película delgada para mejorar la conductividad de la oblea de silicio y minimizar los defectos.
6. Ventajas y desventajas del recocido
Ventajas
- Restaura la ductilidad:
Reversión del recocido Inversos en fastidio, Hacer que los metales sean más fáciles de formar y máquina. - Alivia tensiones residuales:
Eliminando las tensiones internas, El recocido reduce el riesgo de deformación y agrietamiento. - Mejora la maquinabilidad:
El suave, La microestructura uniforme mejora la eficiencia de corte y prolonga la vida útil de la herramienta. - Optimiza la conductividad eléctrica:
Las estructuras cristalinas restauradas pueden conducir a propiedades eléctricas y magnéticas mejoradas. - Estructura de grano personalizable:
Adaptar los parámetros del proceso para lograr los tamaños de grano y las distribuciones de fase deseadas, influyendo directamente en propiedades mecánicas.
Desventajas
- Intensivo:
Los procesos de recocido pueden tardar varias horas en 24 horas, que puede ralentizar los ciclos de producción. - Alto consumo de energía:
La energía requerida para el calentamiento y el enfriamiento controlados pueden ser significativos, Impactar los costos operativos. - Sensibilidad de proceso:
Lograr resultados óptimos requiere un control preciso sobre la temperatura, tiempo, y tasas de enfriamiento. - Riesgo de excesivo:
El crecimiento excesivo de grano puede conducir a una reducción en la resistencia del material si no se maneja adecuadamente.
7. Aplicaciones de recocido
El recocido es un proceso de tratamiento térmico versátil con aplicaciones en todas las industrias, habilitar materiales para lograr mecánicos óptimos, térmico, y propiedades eléctricas.
A continuación se muestra una exploración en profundidad de sus roles críticos en los sectores clave:
Industria aeroespacial
- Objetivo: Mejorar la fuerza, reducir la fragilidad, y eliminar las tensiones residuales en aleaciones livianas.
- Materiales:
-
- Aleaciones de titanio (p.ej., Ti-6Al-4V): El recocido mejora la ductilidad y la resistencia a la fatiga para las cuchillas de la turbina y los fuseladores.
- Superalloys basados en níquel (p.ej., Inconel 718): Utilizado en componentes del motor de reacción, El recocido asegura una microestructura uniforme para un rendimiento de alta temperatura.
Fabricación automotriz
- Objetivo: Optimizar la formabilidad, dureza, y resistencia a la corrosión para componentes producidos en masa.
- Materiales:
-
- Aceros de alta resistencia (HSS): El recocido suaviza HSS para estampar paneles de carrocería (p.ej., Acero de ultra alta resistencia en el Modelo S de Tesla).
- Acero inoxidable: El recocido mejora la soldabilidad en los sistemas de escape y los tanques de combustible.
Electrónica y Semiconductores
- Objetivo: Refinar las propiedades semiconductoras y mejorar la conductividad eléctrica.
- Materiales:
-
- Obleas de silicio: El recocido elimina los defectos y mejora la calidad cristalina para la fabricación de microchip (p.ej., Memoria 3D XPoint 3D de Intel).
- Interconexiones de cobre: El recocido aumenta la conductividad en las placas de circuitos impresos (PCB) y cableado.
- Técnicas avanzadas:
-
- Recocido térmico rápido (RTA): Utilizado en la fabricación de semiconductores para minimizar el presupuesto térmico.
Construcción e Infraestructura
- Objetivo: Mejorar la durabilidad, resistencia a la corrosión, y trabajabilidad para proyectos a gran escala.
- Materiales:
-
- Tuberías de cobre: El recocido garantiza la flexibilidad y la resistencia a la corrosión en los sistemas de plomería (p.ej., Tubo de cobre recocido en edificios verdes).
- Aleaciones de aluminio: El aluminio recocido se usa en fachadas de edificios y marcos de ventanas para una mejor formabilidad.
- Ejemplo: El Burj Khalifa usa revestimiento de aluminio recocido para su peso ligero, exterior resistente a la corrosión.
Sector energético
- Objetivo: Mejorar el rendimiento del material en entornos extremos.
- Aplicaciones:
-
- Reactores nucleares: Aleaciones de circonio recocido (p.ej., Zircaloy-4) Para las varillas de combustible resisten la fragilidad inducida por la radiación.
- Paneles solares: Las células de silicio recocidas mejoran la eficiencia fotovoltaica (p.ej., Primero módulos de película delgada de Solar).
- Turbinas eólicas: Acero recocido y compuestos para cuchillas resistir el estrés cíclico y la fatiga.
Dispositivos médicos
- Objetivo: Lograr biocompatibilidad, flexibilidad, y tolerancia a la esterilización.
- Materiales:
-
- Acero inoxidable: Recocido para instrumentos quirúrgicos (p.ej., escalpel y pinzas) Para equilibrar la dureza y la flexibilidad.
- Implantes de titanio: El recocido reduce los defectos de la superficie y mejora la biocompatibilidad en los reemplazos de cadera.
Bienes de consumo y joyas
- Objetivo: Mejorar la maleabilidad para diseños intrincados y acabados superficiales.
- Materiales:
-
- Oro y plata: El recocido suaviza los metales preciosos para la fabricación de joyas (p.ej., Tiffany & Piezas artesanales de Co.).
- Utensilios de cocina de cobre: El cobre recocido mejora la conductividad térmica y la formabilidad para una distribución de calor incluso.
Aplicaciones emergentes
- Fabricación Aditiva (3Impresión D):
-
- Recocido de metales impresos en 3D (p.ej., Inconel) eliminar las tensiones internas y mejorar las propiedades mecánicas.
- Celdas de combustible de hidrógeno:
-
- Aleaciones de aleaciones de grupos de platino para catalizadores en membranas de celdas de combustible.
- Electrónica flexible:
-
- Recocido de grafeno y polímeros para sensores portátiles y pantallas flexibles.
Estándares y cumplimiento de la industria
- ASTM International:
-
- ASTM A262 para pruebas de corrosión de acero inoxidable recocido.
- ASTM F138 para aleación de titanio (Ti-6Al-4V) en dispositivos médicos.
- Normas ISO:
-
- ISO 679 Para el recocido de aleaciones de cobre y cobre.
8. Conclusión
El recocido es un proceso de tratamiento térmico transformador que mejora fundamentalmente las propiedades mecánicas y físicas de los metales y aleaciones.
A través de calefacción y enfriamiento controlados, El recocido restaura la ductilidad, reduce el estrés interno, y refina la microestructura, mejorando así la maquinabilidad y el rendimiento.
Este artículo ha proporcionado un completo, Análisis multidimensional del recocido, cubriendo sus principios científicos, técnicas de proceso, efectos materiales, aplicaciones industriales, y tendencias futuras.
En una era donde la ingeniería de precisión y la sostenibilidad son primordiales, Avances en la tecnología de recocido,
como el control de procesos digitales, Métodos de calefacción alternativos, y prácticas ecológicas: están configurados para optimizar aún más el rendimiento del material y reducir el impacto ambiental.
A medida que las industrias continúan innovando y evolucionando, Dominar el proceso de recocido sigue siendo crítico para garantizar la calidad del producto, eficiencia operativa, y competitividad a largo plazo en el mercado global.

