1. Introduzzjoni
Stampar 3D tal-metall, magħrufa wkoll bħala manifattura addittiva tal-metall, qed tirrivoluzzjona l-mod kif il-prodotti huma ddisinjati, prototipi, u manifatturati.
Din it-teknoloġija tippermetti l-ħolqien ta 'kumplessi, partijiet ta 'prestazzjoni għolja direttament minn mudelli diġitali, li joffri libertà tad-disinn u effiċjenza tal-materjal bla preċedent.
Hawn għaliex l-istampar 3D tal-metall qed jikseb trazzjoni:
- Personalizzazzjoni: Jippermetti l-produzzjoni ta 'partijiet personalizzati ħafna għal applikazzjonijiet niċċa.
- Prototipi rapidi: Tħaffef il-proċess ta 'iterazzjoni tad-disinn b'mod sinifikanti.
- Skart imnaqqas: Jipproduċi partijiet bi skart ta 'materjal minimu meta mqabbel mal-manifattura tradizzjonali.
- Ġeometriji kumplessi: Jippermetti l-ħolqien ta 'forom kkomplikati li huma impossibbli jew għaljin ħafna biex jiġu prodotti b'metodi konvenzjonali.
F'dan il-blog, aħna ser nidħlu fil-proċess, benefiċċji, sfidi, u applikazzjonijiet tal-istampar 3D tal-metall, tesplora kif din it-teknoloġija qed isawwar mill-ġdid il-pajsaġġ tal-manifattura.
2. X'inhu Metal 3D Printing?
L-istampar 3D tal-metall huwa forma ta 'manifattura addittiva fejn saffi ta' materjal, tipikament fil-forma ta 'trab jew wajer, huma mdewba biex joħolqu oġġett tridimensjonali.
B'differenza mill-manifattura sottrattiva tradizzjonali, li jinvolvi qtugħ bogħod materjal minn blokka solida, manifattura addittiva tibni l-oġġett saff b'saff.
Dan il-proċess joffri vantaġġi sinifikanti f'termini ta 'flessibilità tad-disinn, effiċjenza materjali, u l-veloċità tal-produzzjoni.

L-istorja tal-istampar 3D tal-metall tmur lura għas-snin tmenin, bl-iżvilupp tas-Sinterizzazzjoni tal-Laser Selettiva (SLS) u Sinterizzazzjoni diretta bil-lejżer tal-metall (DMLS).
Matul is-snin, avvanzi fit-teknoloġija tal-laser, materjali, u softwer wasslu għall-evoluzzjoni ta 'diversi teknoloġiji tal-istampar 3D tal-metall, kull wieħed b'sett ta' kapaċitajiet u applikazzjonijiet tiegħu.
3. Teknoloġiji tal-Istampar 3D tal-metall
Stampar 3D tal-metall, magħrufa wkoll bħala Manifattura addittiva, tutilizza diversi tekniki biex tipproduċi partijiet tal-metall kumplessi u funzjonali saff b'saff, direttament minn fajl diġitali.
Kull teknoloġija tal-istampar 3D tal-metall għandha l-proċess u l-benefiċċji uniċi tagħha, jagħmilha adattata għal applikazzjonijiet differenti madwar industriji bħall-ajruspazju, karozzi, kura tas-saħħa, u l-enerġija.
Hawn taħt, aħna ser nesploraw l-aktar teknoloġiji komuni tal-istampar 3D tal-metall, il-karatteristiċi tagħhom, u applikazzjonijiet ideali.
Sinterizzazzjoni tal-lejżer tal-metall dirett (DMLS) & Tdub selettiv bil-lejżer (SLM)
Ħarsa ġenerali:
Kemm DMLS kif ukoll SLM huma teknoloġiji tal-fużjoni tas-sodda tat-trab li jużaw lejżers b'qawwa għolja biex jiddewweb u jgħaqqad it-trab tal-metall f'partijiet solidi.
Id-differenza tinsab primarjament fl-approċċ tagħhom għat-trab tal-metall u l-proprjetajiet tal-materjal.
- DMLS tipikament juża ligi tal-metall (bħall-istainless steel, titanju, jew aluminju) u jaħdem ma 'varjetà ta' trab tal-metall, inklużi ligi simili Inconel u kobalt-kromju.
- SLM juża proċess simili iżda jiffoka aktar fuq metalli puri bħall-istainless steel, titanju, u aluminju. Il-laser idub kompletament it-trab tal-metall, fużjoni biex tifforma parti solida.

Vantaġġi:
- Riżoluzzjoni Għolja: Kapaċi jipproduċu partijiet b'dettalji fini u ġeometriji kumplessi.
- Finitura tal-wiċċ eċċellenti: Jista 'jikseb finitura tajba tal-wiċċ direttament mill-istampatur, għalkemm il-post-ipproċessar xorta jista' jkun meħtieġ għall-ogħla kwalità.
- Firxa Wiesgħa ta 'Materjal: Jaħdem ma 'varjetà ta' metalli inkluż l-istainless steel, titanju, aluminju, u aktar.
Cons:
- Bil-mod għal Partijiet Kbar: Il-proċess saff b'saff jista' jieħu ħafna ħin għal partijiet akbar.
- Strutturi ta' Appoġġ: Jeħtieġ strutturi ta 'appoġġ għal karatteristiċi li jisporġu, li għandhom jitneħħew wara l-istampar.
- High Thermal Stresses: The high-temperature gradients can induce thermal stresses in the parts.
Applikazzjonijiet Ideali: Komponenti aerospazjali, Impjanti mediċi, complex tooling, u partijiet tal-karozzi ta 'prestazzjoni għolja.
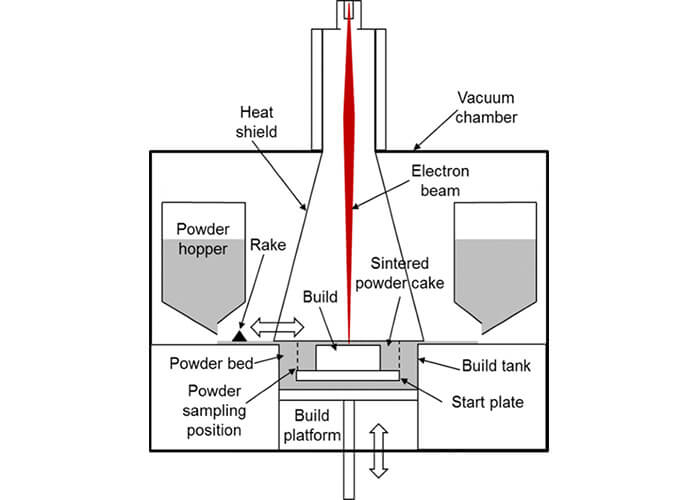
Tidwib tar-raġġ tal-elettroni (EBM)
Ħarsa ġenerali:
EBM is a powder bed fusion process that uses an electron beam instead of a laser to melt and fuse metal powders. It is performed in a vacuum environment to ensure optimal conditions for melting.
EBM is typically used for high-performance materials like titanju ligi, kobalt-kromju, u Inconel.
- The process operates at temperaturi għoljin, offering advantages in Prestazzjoni ta 'temperatura għolja u Preċiżjoni for specific alloys.
Vantaġġi:
- No Need for Support Structures: EBM can produce parts without support due to the preheating of the powder bed, which reduces thermal stresses.
- High-Temperature Capability: Suitable for materials that require high temperatures for melting, like titanium.
Cons:
- Limitazzjonijiet Materjali: Limited to materials that are compatible with a vacuum environment, which excludes some alloys.
- Finitura tal-wiċċ: The surface finish might not be as smooth as with SLM/DMLS due to the larger beam spot size.
Applikazzjonijiet Ideali: Impjanti mediċi (especially titanium), komponenti aerospazjali, and parts where the absence of support structures is beneficial.
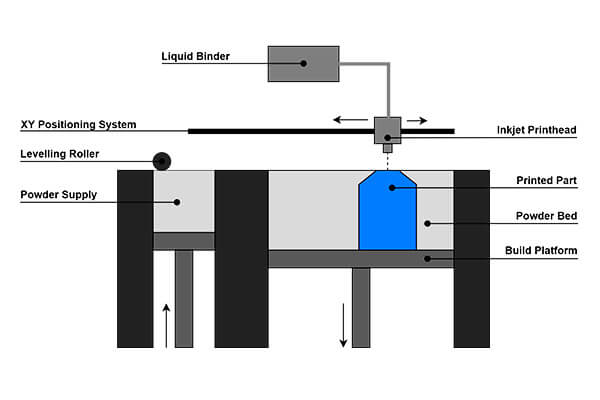
Binder Jetting
Ħarsa ġenerali:
Binder jetting involves spraying a liquid binder onto layers of metal powder, which are then fused to form a solid part.
The powder used in binder jetting is typically metal powder, bħal Azzar li ma jissaddadx, aluminju, jew bronż.
After the part is printed, it undergoes sintering, where the binder is removed, and the part is fused to its final density.
Vantaġġi:
- Fast Printing: Can print parts quickly due to the lower energy requirement for binding.
- Full-Color Printing: Allows for full-color printing, which is unique among metal 3D printing technologies.
- No Thermal Stresses: Since the process doesn’t involve melting, there are fewer thermal stresses.
Cons:
- Lower Part Density: Initial parts have lower density due to the binder; sintering or infiltration is required to increase density.
- Requires Post-Processing: Extensive post-processing is necessary, including sintering, infiltration, and often machining.
Applikazzjonijiet Ideali: Għodda, forom, sand casting cores, and applications where speed and color are more important than the final part’s density.
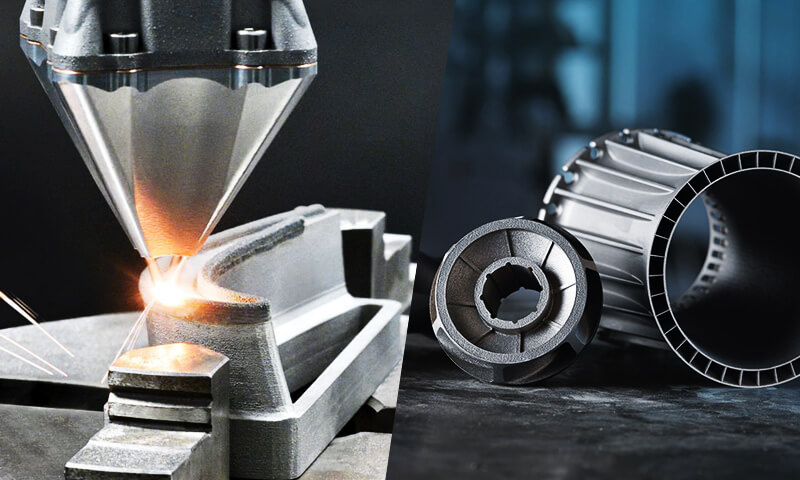
Depożitu ta' Enerġija Diretta (Ded)
Ħarsa ġenerali:
DED is a 3D printing process where material is melted and deposited onto a surface by a laser, electron beam, or plasma arc.
DED allows for material to be deposited while also adding or repairing parts.
Unlike other methods, DED uses a continuous feed of material (powder or wire), and the material is fused by the energy source as it’s deposited.
Vantaġġi:
- Partijiet Kbar: Suitable for producing or repairing large parts.
- Repair and Coating: This Can be used to add material to existing parts or for surface cladding.
- Flessibilità: Can work with a wide range of materials and can switch between different materials during printing.
Cons:
- Lower Resolution: Compared to powder bed fusion methods, DED typically has a lower resolution.
- Finitura tal-wiċċ: Parts often require extensive post-processing for a smooth finish.
Applikazzjonijiet Ideali: Komponenti aerospazjali, partijiet strutturali kbar, repair of existing components, and adding features to existing parts.
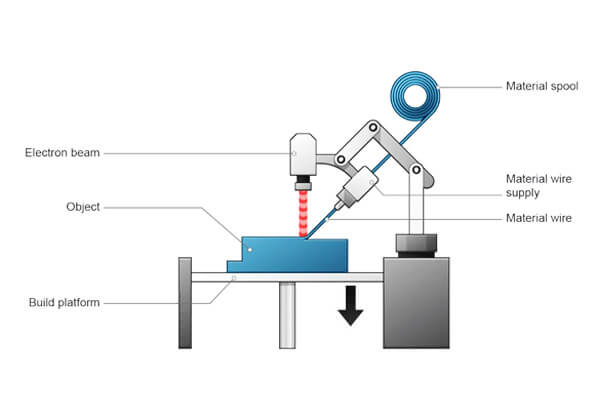
Immudellar ta 'Deposizzjoni Fused Metall (FDM tal-metall)
Ħarsa ġenerali:
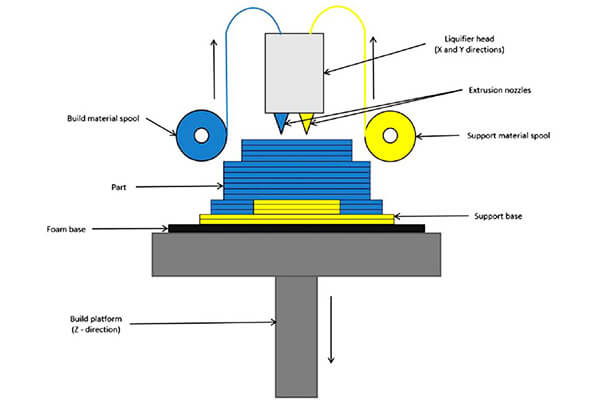
Metal FDM is a variation of the traditional Fused Deposition Modeling (FDM) proċess, where metal filaments are heated and extruded layer by layer to create 3D parts.
The filaments used are typically a combination of metal powder and a polymer binder, which is later removed during the post-processing stage.
The parts are then sintered in a furnace to fuse the metal particles into a solid structure.
Vantaġġi:
- Spiża aktar baxxa: Often less expensive than other metal 3D printing methods, especially for entry-level systems.
- Faċilità ta 'użu: Jisfrutta s-sempliċità tat-teknoloġija FDM, jagħmilha aċċessibbli għal dawk familjari mal-istampar tal-plastik.
Cons:
- Jeħtieġ Sinterizzazzjoni: Il-parti għandha tkun sinterizzata wara l-istampar biex tinkiseb densità sħiħa, li żżid il-ħin u l-ispiża.
- Preċiżjoni aktar baxxa: Inqas preċiżi minn metodi ta 'fużjoni tas-sodda tat-trab, jeħtieġu aktar post-ipproċessar għal tolleranzi stretti.
Applikazzjonijiet Ideali: Partijiet żgħar, prototipi, skopijiet edukattivi, u applikazzjonijiet fejn l-ispiża u l-faċilità ta 'użu huma aktar kritiċi minn preċiżjoni għolja.
4. Materjali użati fl-istampar 3D tal-metall
Wieħed mill-vantaġġi ewlenin ta ' stampar 3D tal-metall hija l-firxa wiesgħa ta 'materjali li tappoġġja, li joffru proprjetajiet uniċi adattati għal diversi applikazzjonijiet.
Il-materjali użati fil-manifattura tal-addittivi tal-metall huma tipikament trab tal-metall li huma selettivament imdewweb saff b'saff,
b'kull materjal li jkollu vantaġġi distinti skond il-ħtiġijiet speċifiċi tal-proġett.
Azzar li ma jissaddadx
- Karatteristiċi:
Azzar li ma jissaddadx is one of the most common materials used in metal 3D printing due to its qawwa għolja, Reżistenza għall-korrużjoni, u versatilità. Stainless steel alloys, partikolarment 316L u 17-4 PH, are widely used across industries.
-
- Saħħa: Tensili għolja u saħħa ta 'rendiment.
- Reżistenza għall-korrużjoni: Excellent protection against rust and staining.
- Makkinabilità: Easily machinable post-printing, making it suitable for a variety of post-processing methods.
Ligi tat-titanju (E.g., Ti-6al-4v)
- Karatteristiċi:
Ligi tat-titanju, partikolarment Ti-6al-4v, huma magħrufa għal tagħhom proporzjon eċċezzjonali tas-saħħa għall-piż, Reżistenza għall-korrużjoni, u l-abbiltà li jiflaħ temperaturi għoljin.
-
- Proporzjon ta' saħħa għall-piż: Excellent mechanical properties with lower density.
- Prestazzjoni ta 'temperatura għolja: Withstands higher temperatures than most other metals.
- Bijokompatibilità: Safe for use in medical implants due to non-toxicity.
Ligi tal-aluminju (E.g., AlSi10Mg)
- Karatteristiċi:
Aluminju is lightweight and offers excellent Konduttività termali u Reżistenza għall-korrużjoni. Ligi simili AlSi10Mg are commonly used in 3D printing because of their proporzjon għoli ta 'saħħa-piż u Makkinabilità tajba.
-
- Low Density: Ideal for applications requiring lightweight components.
- Konduttività termali: High thermal conductivity makes it suitable for heat dissipation applications.
- Finitura tal-wiċċ: Aluminium parts can be easily anodized to improve surface hardness and corrosion resistance.
Ligi tal-Kobalt-Kromju
- Karatteristiċi:
Cobalt-chrome alloys are known for their qawwa għolja, Reżistenza għall-ilbies, u Bijokompatibilità, which makes them a popular choice for applikazzjonijiet mediċi.
-
- Reżistenza għall-korrużjoni: Excellent resistance to both corrosion and wear.
- Saħħa għolja: Particularly useful for heavy-duty industrial applications.
- Bijokompatibilità: Cobalt-chrome is non-reactive in the human body, making it ideal for implants.
Ligi bbażati fuq in-nikil (E.g., Inconel 625, Inconel 718)
- Karatteristiċi:
Ligi bbażati fuq in-nikil, bħal Inconel 625 u Inconel 718, are highly resistant to ossidazzjoni u high-temperature corrosion.
These alloys offer superior performance in extreme environments where temperature, pressjoni, u r-reżistenza għall-korrużjoni huma kritiċi.
-
- Qawwa f'Temperatura Għolja: Can withstand extreme heat without losing strength.
- Reżistenza għall-korrużjoni: Especially against highly corrosive environments like seawater or acidic media.
- Reżistenza għall-għeja: High fatigue strength and resistance to thermal cycling.
Metalli prezzjużi (E.g., Deheb, Fidda, Platinu)
- Karatteristiċi:
Metalli prezzjużi, bħal deheb, fidda, u platinu, are used for applications where high aesthetic value u Reżistenza għall-korrużjoni huma meħtieġa.
-
- Kwalità Estetika: Ideal for jewelry and luxury items.
- Konduttività: High electrical conductivity makes them suitable for high-precision electrical components.
- Reżistenza għall-korrużjoni: Excellent resistance to tarnishing and corrosion.
5. Proċess ta 'stampar 3D tal-metall
The metal 3D printing process typically involves several key steps:
- Pass 1: Design with CAD Software and File Preparation:
-
- Engineers and designers use Computer-Aided Design (Cad) software to create a 3D model of the part.
The file is then prepared for 3D printing, including orientation, strutturi ta' appoġġ, and slicing into layers.
Advanced CAD software, such as Autodesk Fusion 360, enables designers to create complex geometries and optimize the design for 3D printing.
- Engineers and designers use Computer-Aided Design (Cad) software to create a 3D model of the part.
- Pass 2: Slicing and Parameter Setting:
-
- The 3D model is sliced into thin layers, and parameters such as layer thickness, laser power, and scan speed are set.
These settings are crucial for achieving the desired quality and properties of the final part.
Slicing software, like Materialise Magics, helps in optimizing these parameters for the best results.
- The 3D model is sliced into thin layers, and parameters such as layer thickness, laser power, and scan speed are set.
- Pass 3: Printing Process:
-
- The 3D printer deposits or fuses the metal layer by layer, following the specified parameters. This step can take hours or even days, depending on the complexity and size of the part.
During the printing process, the printer continuously monitors and adjusts the parameters to ensure consistent quality.
- The 3D printer deposits or fuses the metal layer by layer, following the specified parameters. This step can take hours or even days, depending on the complexity and size of the part.
- Pass 4: Wara l-ipproċessar:
-
- After printing, the part may require post-processing steps such as heat treatment, Irfinar tal-wiċċ, and removal of support structures.
Trattament tas-sħana, per eżempju, can improve the mechanical properties of the part, while surface finishing techniques like sandblasting and polishing can enhance the surface quality.
Quality control is essential at each stage to ensure the part meets the required specifications.
- After printing, the part may require post-processing steps such as heat treatment, Irfinar tal-wiċċ, and removal of support structures.
6. Benefiċċji tal-istampar 3D tal-metall
Metal 3D printing offers several advantages over traditional manufacturing methods:
Libertà tad-Disinn:
- Ġeometriji kumplessi, kanali interni, and lattice structures can be created, enabling innovative designs that were previously impossible.
Pereżempju, the ability to create hollow, lightweight structures with internal cooling channels is a game-changer in aerospace and automotive engineering.
Prototipi rapidi:
- Quick iteration and testing of designs, reducing development time and costs.
With metal 3D printing, prototypes can be produced in a matter of days, allowing for rapid feedback and design improvements.
Effiċjenza tal-materjal:
- Skart minimu, as only the material needed for the part is used, unlike subtractive manufacturing, which can result in significant material loss.
This is particularly beneficial for expensive materials like titanium and precious metals.
Ħfief:
- Lattice structures and optimized designs can reduce the weight of parts, which is particularly beneficial in aerospace and automotive applications.
Pereżempju, Boeing has used metal 3D printing to reduce the weight of aircraft components, leading to significant fuel savings.
Personalizzazzjoni:
- Tailored solutions for low-volume or one-off production runs, allowing for personalized and unique products.
Customized medical implants, per eżempju, can be designed to fit a patient’s specific anatomy, improving outcomes and recovery times.
7. Sfidi u limitazzjonijiet
While metal 3D printing offers many advantages, it also comes with its own set of challenges:
Investiment Inizjali Għoli:
- The cost of metal 3D printers, materjali, and post-processing equipment can be substantial.
Pereżempju, a high-end metal 3D printer can cost upwards of $1 million, and the materials can be several times more expensive than those used in traditional manufacturing.
Daqs tal-Bini Limitat:
- Many metal 3D printers have smaller build volumes, limiting the size of parts that can be produced.
Madankollu, new technologies are emerging that allow for larger build sizes, tespandi l-firxa ta 'applikazzjonijiet possibbli.
Finitura tal-wiċċ:
- Parts may require additional post-processing to achieve the desired surface finish, adding to the overall cost and time.
Techniques like chemical etching and electro-polishing can help improve the surface quality, but they add extra steps to the manufacturing process.
Disponibbiltà tal-Materjal:
- Not all metals and alloys are suitable for 3D printing, and some may be difficult to obtain or expensive.
The availability of specialized materials, such as high-temperature alloys, can be limited, affecting the feasibility of certain projects.
Ħiliet u Taħriġ:
- Operators and designers need specialized training to effectively use metal 3D printing technology.
The learning curve can be steep, and the need for skilled personnel can be a barrier to adoption, especially for small and medium-sized enterprises.
8. Applikazzjonijiet ta 'stampar 3D tal-metall
Metal 3D printing is finding applications across a wide range of industries:
Aerospazjali:
- Ħafifa, complex components for aircraft and satellites, reducing weight and improving performance.
Pereżempju, Airbus has used metal 3D printing to produce lightweight brackets and fuel nozzles, resulting in significant weight savings and improved fuel efficiency.
Karozzi:
- Custom and performance parts for motorsports, prototipi, and production, enhancing vehicle performance and efficiency.
BMW, Pereżempju, uses metal 3D printing to produce custom parts for their high-performance vehicles, such as the i8 Roadster.

Mediku:
- Impjanti, prostetiċi, and dental applications offer precise geometries and biocompatibility.
Stryker, a leading medical technology company, uses metal 3D printing to produce customized spinal implants, improving patient outcomes and reducing recovery times.
Enerġija:
- Skambjaturi tas-sħana, turbini, and power generation components improve efficiency and durability.
Siemens, per eżempju, has used metal 3D printing to produce gas turbine blades, which can withstand higher temperatures and pressures, leading to increased efficiency and reduced emissions.
Għodda u Forom:
- Rapid tooling with conformal cooling channels, reducing cycle times and improving part quality.
Conformal cooling channels, which follow the shape of the mold, can significantly reduce cooling times and improve the quality of the final product.
Oġġetti tal-Konsumatur:
- High-end jewelry, custom watches, and electronics enclosures enable unique and personalized products.
Companies like HP and 3DEO are using metal 3D printing to produce high-quality, customized consumer goods, such as luxury watches and electronic cases.
9. Stampar 3D tal-metall vs. Manifattura Tradizzjonali
When comparing metal 3D printing to traditional manufacturing methods, jidħlu diversi fatturi:
Veloċità u Effiċjenza:
- 3D printing excels in rapid prototyping and low-volume production, while traditional methods are more efficient for high-volume manufacturing.
Pereżempju, 3D printing can produce a prototype in a few days, whereas traditional methods might take weeks.
Tqabbil tal-Ispejjeż:
- For low-volume or customized parts, 3D printing can be more cost-effective due to reduced setup and tooling costs.
Madankollu, for high-volume production, traditional methods may still be more economical. The break-even point varies depending on the specific application and the complexity of the part.
Kumplessità:
- 3D printing enables the manufacture of intricate geometries and internal features that are impossible with conventional methods, opening up new design possibilities.
This is particularly valuable in industries where weight reduction and performance optimization are critical, bħall-ajruspazju u l-karozzi.
Here’s a comparison table summarizing the key differences between Stampar 3D tal-metall u Manifattura Tradizzjonali:
| Karatteristika | Stampar 3D tal-metall | Manifattura Tradizzjonali |
|---|---|---|
| Ħin taċ-ċomb | Faster for prototyping, produzzjoni ta’ volum baxx. | Longer setup times due to tooling and molds. |
| Veloċità tal-Produzzjoni | Slower for high-volume production. Ideali għal volum baxx, partijiet tad-dwana. | Aktar mgħaġġel għall-produzzjoni tal-massa, speċjalment għal partijiet sempliċi. |
| Kumplessità tad-Disinn | Jista 'joħloq ġeometriji kumplessi b'faċilità. | Limitat minn restrizzjonijiet tal-għodda; disinji kumplessi jeħtieġu passi żejda. |
| Personalizzazzjoni | Ideali għal partijiet ta 'darba jew personalizzati. | Il-personalizzazzjoni hija aktar għalja minħabba bidliet fl-għodda. |
| Disponibbiltà tal-Materjal | Limitat għal metalli komuni (Azzar li ma jissaddadx, titanju, eċċ.). | Firxa wiesgħa ta 'metalli u ligi disponibbli għal varjetà ta' applikazzjonijiet. |
| Prestazzjoni tal-Materjal | Is-saħħa tal-materjal u l-uniformità kemmxejn aktar baxxa. | Saħħa superjuri u proprjetajiet materjali aktar konsistenti. |
| Investiment Inizjali | Spiża inizjali għolja minħabba printers 3D għaljin u trab tal-metall. | Investiment inizjali aktar baxx għal setups bażiċi. |
| Kost għal kull Unità | Għoli għal produzzjoni ta 'volum għoli; kost-effettiv għal ġirjiet żgħar. | Lower għall-produzzjoni tal-massa, speċjalment b'disinji sempliċi. |
| Saħħa & Durabilità | Adattat għal ħafna applikazzjonijiet; jistgħu jeħtieġu post-ipproċessar għal saħħa msaħħa. | Saħħa tipikament ogħla, speċjalment għal ligi ta 'prestazzjoni għolja. |
| Finitura tal-wiċċ | Jeħtieġ post-ipproċessar għal finituri bla xkiel. | Tipikament finituri tal-wiċċ aħjar għal disinji sempliċi. |
| Wara l-ipproċessar | Meħtieġa għal proprjetajiet mekkaniċi mtejba, u finitura tal-wiċċ. | Normalment wara l-ipproċessar minimu sakemm ma jkunx rekwiżiti kumplessi jew ta 'preċiżjoni għolja. |
| Skart materjali | Skart ta 'materjal minimu minħabba n-natura ta' l-addittiv. | Skart ta 'materjal ogħla f'xi metodi (E.g., magni). |
| Ideali għal | Volum baxx, partijiet tad-dwana, Ġeometriji kumplessi, prototipi. | Volum għoli, partijiet sempliċi, proprjetajiet materjali konsistenti. |
| Applikazzjonijiet | Aerospazjali, Impjanti mediċi, karozzi (Volum baxx, Partijiet kumplessi). | Karozzi, makkinarju tqil, partijiet industrijali (Volum għoli, produzzjoni fuq skala kbira). |
10. Konklużjoni
L-istampar 3D tal-metall jinsab fuq quddiem fl-innovazzjoni tal-manifattura, li joffru vantaġġi uniċi bħall-libertà tad-disinn, prototipi mgħaġġla, u effiċjenza materjali.
Filwaqt li tiffaċċja sfidi bħal spejjeż għoljin u limitazzjonijiet materjali, il-potenzjal trasformattiv tiegħu madwar l-industriji huwa innegabbli.
Kemm jekk int fl-ajruspazju, karozzi, jew oġġetti tal-konsumatur,
l-esplorazzjoni ta' kif l-istampar 3D tal-metall jista' jaqbel mal-bżonnijiet speċifiċi tiegħek jista' jkun biss iċ-ċavetta biex jinfetħu possibbiltajiet ġodda fl-iżvilupp u l-manifattura tal-prodott.
DAN jipprovdi servizzi ta' stampar 3D. Jekk għandek xi bżonnijiet ta 'stampar 3D, Jekk jogħġbok tħossok liberu li Ikkuntattjana.

