
1. Įvadas
Tarp pagrindinių CNC apdirbimo etapų yra grublėtas apdorojimas ir apdaila, du procesai, kurie veikia kartu, siekiant užtikrinti funkcinę ir estetinę galutinės dalies kokybę.
Šiurkštus darbas skirtas greitai pašalinti didelius medžiagos kiekius, o apdaila patobulina detalės paviršių ir užtikrina, kad jis atitiktų griežtus leistinus nuokrypius.
Šie etapai yra būtini norint pasiekti norimų rezultatų ir optimizuoti apdirbimo laiką bei išlaidas.
Šiame įraše, išskaidysime skirtingus CNC grubuliavimo ir apdailos vaidmenis, ištirti susijusius įrankius ir parametrus, ir pateikti veiksmingų įžvalgų, kaip optimizuoti kiekvieną etapą.
2. Kas yra CNC grubinimas?
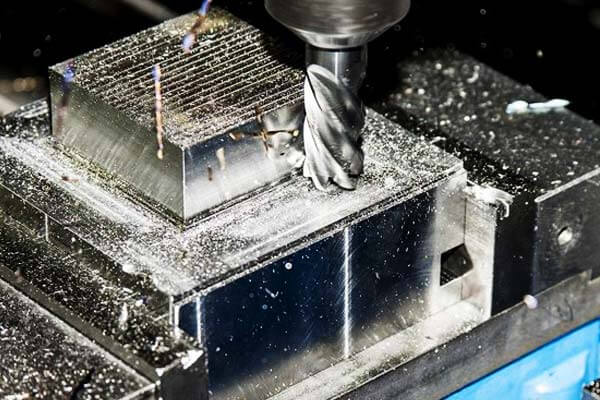
CNC grubumas yra pirmasis apdirbimo proceso žingsnis, skirtas pašalinti didelę medžiagos dalį nuo ruošinio.
Tikslas yra pasiekti apytikslę galutinės dalies formą, per daug nesijaudinant dėl paviršiaus apdailos ar griežtų leistinų nuokrypių.
Tai agresyvus, didelės apimties medžiagos pašalinimo fazė, kuri paruošia ruošinį tikslesniam apdailos etapui.
Proceso apžvalga:
- Sąranka: Ruošinys tvirtai pritvirtintas prie CNC staklės.
Įrankių takai planuojami siekiant maksimaliai pašalinti medžiagą, o pjovimo įrankis parenkamas pagal medžiagos tipą ir grubaus apdirbimo poreikius. - Medžiagos pašalinimas: Grubiai nupjaunama didelė medžiagos dalis, naudojant didesnį greitį, didesni pjovimo gyliai, ir greitesnis padavimo greitis, palyginti su apdaila.
Paprastai, grubūs pjūviai palieka grubus, nelygus paviršius. - Pradinis formavimas: Šiame etape, medžiaga formuojama arčiau norimos geometrijos, bet dėmesys sutelkiamas į greitį, ne detales.
Naudoti įrankiai:
- Pabaigos malūnai: Šie įrankiai paprastai naudojami tiek grubiam, tiek apdailai. Šiurkštumui, Norint greitai pašalinti medžiagą, naudojami didesni įrankiai.
- Šiurkštus pjaustytuvai: Specialiai sukurti įrankiai agresyviam pjovimui, dažnai su keliais dantimis, kad būtų sumažintos pjovimo jėgos ir būtų galima geriau pašalinti medžiagą.
Valdomi parametrai:
- Greitis: Šiurkštumui, pjovimo greitis paprastai yra didelis, kad būtų greitai pašalintas didelis medžiagos kiekis.
Įprastas greitis gali būti diapazone 2,000 į 5,000 RPM, priklausomai nuo medžiagos tipo ir pjaustytuvo dydžio. - Tiekimo greitis: Didesnės padavimo normos (pradedant nuo 0.02 į 0.5 mm/dantis) užtikrinti greitesnį medžiagos pašalinimą.
- Pjovimo gylis: Šiurkštus pjovimas apima gilesnius pjūvius (iki 1 į 2 mm ar daugiau vienam praėjimui) palyginti su apdaila, leidžia pašalinti daugiau medžiagos per praėjimą.
3. Kas yra CNC apdaila?
CNC apdaila yra antrasis apdirbimo proceso etapas, kuri orientuota į galutinių matmenų pasiekimą, lygumas, ir ruošinio paviršiaus kokybę.
Skirtingai nuo grubumo, apdaila yra labiau patobulintas procesas, užtikrinantis, kad dalis neviršija griežtų leistinų nuokrypių ir yra paruošta naudoti.

Proceso apžvalga:
- Paviršiaus išlyginimas: Apdailos metu, tikslas yra sukurti sklandų, tolygus paviršius su dideliu tikslumu.
Įrankis pašalina tik nedidelį kiekį medžiagos seklioje vietoje, tikslūs pjūviai. - Puikūs pjūviai: Skirtingai nuo grubumo, apdailos procesas naudoja mažesnius, rafinuotesni gabalai, su lėtesniu pastūmu ir mažesniu pjovimo gyliu.
Naudoti įrankiai:
- Rutulinės nosies galinės frezos: Puikiai tinka apdailai, šie įrankiai sukuria lygią apdailą, ypač ant lenktų paviršių ar sudėtingų geometrijų.
- Apdailos pjaustytuvai: Šie pjaustytuvai yra sukurti didelio tikslumo ir yra optimizuoti taip, kad būtų puiki paviršiaus apdaila.
Tikslumo svarba:
CNC apdailai reikalingas tikslumas yra labai svarbus, ypač tokiose pramonės šakose kaip aviacija, Automobiliai, ir medicininis, kur komponentai turi atitikti labai griežtus leistinus nuokrypius.
Pavyzdžiui, ±0,001 colio leistinos nuokrypos (0.025 mm) dažnai reikalingi, ypač dalims, kurios bus surenkamos arba griežtai išbandytos.
4. Grubinimo privalumai
Didelis medžiagos pašalinimo greitis:
Pagrindinis CNC grubinimo pranašumas yra galimybė greitai pašalinti didelius medžiagos kiekius.
Naudojant didesnius pjovimo įrankius ir gilesnius pjūvius, grubus apdirbimas per trumpą laiką sumažina ruošinio tūrį, leidžiantys pagreitinti gamybos ciklus.
Tai ypač naudinga didelėms arba storoms dalims, kai prieš pereinant prie tobulesnio apdailos etapo, būtina iš esmės pašalinti medžiagą.
Ekonominė gamyba:
Neapdorotas apdorojimas yra ekonomiškiausias CNC apdirbimo etapas, nes naudojami įrankiai, skirti greitai pašalinti medžiagas, kuris sumažina apdirbimo laiką ir, savo ruožtu, išlaidas.
Su dideliu padavimo greičiu ir pjovimo greičiu, procesas sumažina kelių poreikį, vėliau daug laiko reikalaujančių operacijų.
Tai ne tik sumažina bendras dalies išlaidas, bet ir pagerina gamintojų pelną.
Sumažėjęs apdailos įrankių įrankių susidėvėjimas:
Anksti pašalinus didžiąją dalį medžiagos, grublėtumas apsaugo nuo pernelyg didelio subtilesnių apdailos įrankių nusidėvėjimo.
Šie apdailos įrankiai dažnai yra skirti tikslumui ir reikalauja smulkių pjūvių,
todėl apsaugant juos nuo agresyvaus medžiagos pašalinimo sumažėja įrankio keitimo dažnis ir pailgėja bendras įrankio ilgaamžiškumas.
Pagerintas ruošinio stabilumas:
Grubus apdirbimas gali padėti stabilizuoti ruošinį prieš galutinį apdorojimą, atliekami įmantresni apdailos pjūviai.
Pašalinant medžiagą kontroliuojamame, laipsniškas būdas, grubus apdirbimas užtikrina, kad detalės forma būtų artima galutinei geometrijai, sumažinant deformacijos ar pasislinkimo tikimybę apdailos metu.
Tai ypač svarbu tiksliosiose pramonės šakose, pavyzdžiui, aviacija ir automobiliai, kur griežtos tolerancijos.
Lankstumas pašalinant medžiagą:
Grubinimas puikiai pritaikomas įvairioms medžiagoms, nuo minkštesnių metalų, tokių kaip aliuminis, iki kietesnių medžiagų, tokių kaip plienas ir titanas.
Su tinkamais pjovimo įrankiais ir parametrais, grublėtas leidžia efektyviai pašalinti medžiagas iš įvairių medžiagų, gamybos operacijų universalumo didinimas.
5. Apdailos privalumai
Aukšto tikslumo paviršiaus apdaila:
CNC apdirbimo apdailos etapas yra labai svarbus norint pasiekti norimą paviršiaus apdailą, ypač kai reikia griežtų leistinų nuokrypių ir aukštos kokybės paviršiaus estetikos.
Apdailos pjūviai yra skirti išlyginti šiurkščius kraštus ir sukurti nepriekaištingą, aukštos kokybės paviršius, atitinkantis specifinius pramonės reikalavimus
pavyzdžiui, aviacija, Medicinos, ir automobilių.
- Pavyzdys: Aviacijos ir kosmoso komponentams, tokių kaip turbinų ašmenys, apdaila užtikrina lygumą,
poliruoti paviršiai, atitinkantys griežtus aerodinaminius ir atsparumo įtempiams standartus, užtikrina optimalų veikimą.
Griežtos leistinos nuokrypos ir matmenų tikslumas:
CNC apdaila atlieka labai svarbų vaidmenį siekiant griežtų leistinų nuokrypių ir didelio matmenų tikslumo.
Po apdirbimo pašalinta didžioji medžiagos dalis, apdailos įrankiai perima detalei patobulinti,
užtikrinti, kad jis atitiktų tikslius matavimus ir matmenų specifikacijas.
Tai būtina gaminant komponentus, kurie turi puikiai derėti prie kitų sudėtingų mazgų.
- Poveikis tolerancijai: Tokiose pramonės šakose kaip medicinos prietaisai ar puslaidininkių gamyba, net ir mažiausias nukrypimas gali pakenkti funkcionalumui.
Apdaila padeda pasiekti, kad dalis neviršytų ±0,001 colio ar geresnių nuokrypių.
Patobulintas paviršiaus vientisumas:
Apdaila pagerina medžiagos paviršiaus vientisumą, pašalinant defektus, likusius po grubinimo fazės.
Procesas pašalina mikro įbrėžimus, įrankių žymės, ir kiti trūkumai, galintys turėti įtakos detalės funkcijai ar estetiniam patrauklumui.
Tai ypač svarbu komponentams, veikiamiems atšiaurioje aplinkoje, pavyzdžiui, automobilių ar chemijos pramonėje,
kur paviršiaus vientisumas yra esminis veiksnys ir ilgaamžiškumas.
- Pavyzdys: Automobilių pramonėje, apdaila naudojama variklio dalių, pvz., cilindrų galvučių, paviršiaus trūkumams pašalinti, kuris turi atlaikyti aukštą slėgį ir šilumą.
Procesas užtikrina, kad dalys veiktų optimaliai be ankstyvo nusidėvėjimo ar gedimo.
Padidėjęs ilgaamžiškumas ir atsparumas dilimui:
Apdailos procesas dažnai apima specifinių įrankio takų ir pjovimo strategijų taikymą, kurie padeda pagerinti galutinės dalies patvarumą.
Optimizuojant paviršiaus lygumą ir apdailos kokybę, apdaila gali padidinti atsparumą dilimui ir dalies gebėjimą atlaikyti atšiaurias eksploatavimo sąlygas.
Pavyzdžiui, esant dideliam įtempimui, pvz., variklio komponentams ar chirurginiams įrankiams, šis papildomas tobulinimo sluoksnis padeda sumažinti susidėvėjimą ir pailgina dalies tarnavimo laiką.
- Pavyzdys: Titano medicininių implantų apdailos procesai pagerina paviršiaus lygumą ir biologinį suderinamumą, sumažinti korozijos ar infekcijos riziką.
Estetinis patrauklumas ir vaizdo kokybė:
Daugeliui programų, ypač plataus vartojimo prekėse ar architektūros gaminiuose, Galutinės dalies išvaizda yra tokia pat svarbi, kaip ir jos funkcinės galimybės.
CNC apdaila gali suteikti platų paviršiaus tekstūrų spektrą, iš lygaus, poliruota apdaila iki satino arba matinio išvaizdos.
Dėl tokio estetinio rezultato kontrolės lygio CNC apdaila yra neįkainojama gaminiams, kuriuose vizualinis patrauklumas yra labai svarbus.
- Pavyzdys: Buitinėje elektronikoje, pavyzdžiui, išmaniųjų telefonų korpusai ar nešiojamųjų kompiuterių korpusai, apdaila sukuria lygumą,
vizualiai patrauklus paviršius, kuris ne tik gerai atrodo, bet ir pagerina bendrą vartotojo patirtį, suteikdamas patogų, glotni apdaila.
Padidėjęs sąnaudų efektyvumas laikui bėgant:
Nors apdaila gali užtrukti ilgiau nei grubus, ilgainiui galima sutaupyti pinigų, nes sumažėja dalies gedimo arba brangaus remonto tikimybė.
Užtikrinant, kad dalis nuo pat pradžių atitiktų visas specifikacijas ir kokybės reikalavimus, gamintojai vengia brangaus remonto ar dalių keitimo.
- Pavyzdys: Gaminant labai sudėtingus automobilių variklių komponentus,
apdaila užtikrina, kad komponentai atitiktų griežtus standartus, padėti gamintojams išvengti brangių atšaukimų ar pretenzijų dėl garantijos.
6. CNC grublėtas vs. CNC apdaila
CNC apdirbimas yra labai tikslus ir universalus gamybos procesas,
tačiau labai svarbu suprasti skirtingus dviejų pagrindinių proceso etapų vaidmenis ir tikslus: CNC grubinimas ir CNC apdaila.

Pagrindiniai skirtumai:
Pagrindinis tikslas
- Šiurkštus: Pagrindinis grubaus apdirbimo etapo tikslas yra greitai pašalinti didelius medžiagos kiekius iš ruošinio.
Grubinimas yra sudėtingas pjovimo procesas, kurio metu pagrindinis dėmesys skiriamas detalės formavimui iki pagrindinių matmenų, paliekant medžiagos perteklių (žinomas kaip „akcija“) kuris bus patobulintas kitame etape.
Apdirbimo įrankis veikia dideliu pastūmu ir giliais pjūviais, kad pašalintų kuo daugiau medžiagos. - Apdaila: Priešingai, apdailos tikslas – patobulinti detalę iki galutinio, tikslūs matmenys.
Apdailos operacijos yra nukreiptos į griežtus leistinus nuokrypius ir sklandumą, aukštos kokybės paviršiaus apdaila.
Šiame etape naudojami lengvesni pjūviai, lėtesnis padavimo greitis, ir smulkesni įrankiai, užtikrinantys, kad ruošinys atitiktų reikalaujamus tikslumo ir estetikos standartus.
Įrankiai ir pjovimo parametrai
- Šiurkštus: Grubinimo įrankiai paprastai yra sukurti taip, kad pašalintų didelius medžiagų kiekius ir atlaikytų įtempius, atsirandančius pjaunant didelius medžiagos kiekius..
Tokie įrankiai kaip grubinimo galinės frezos, indeksuojami įdėklai, ir veido malūnėliai yra naudojami šiam etapui.
Pjovimo parametrai nustatomi agresyviam medžiagos pašalinimui, dažnai naudojant didesnes padavimo normas, didesni pjovimo gyliai, ir didesni suklio apsisukimai.
Tačiau, įrankio pjovimo briaunos dažnai yra suprojektuotos taip, kad atlaikytų susidėvėjimą dėl stipresnio medžiagos įsikišimo. - Apdaila: Apdailos įrankiai yra labiau specializuoti ir skirti pasiekti lygų paviršių ir tikslius matmenis.
Rutulinės nosies galinės frezos, apdailos galinės frezos, arba deimantais dengti įrankiai paprastai naudojami.
Pjovimo parametrai koreguojami smulkesniam, labiau kontroliuojami pjūviai, su lėtesniu pastūmu ir mažesniu pjovimo gyliu, kad nebūtų pažeista paviršiaus apdaila.
Pjovimo pajėgos
- Šiurkštus: Pjovimo jėgos grublėtumo metu paprastai yra daug didesnės dėl pašalinamos medžiagos tūrio.
Šios jėgos gali sukelti didelį įrankių nusidėvėjimą ir kartais vibraciją, reikalauja kruopštaus valdymo, kad būtų išvengta įrankio deformacijos ir burbuliavimo. - Apdaila: Pjovimo jėgos apdailinant paprastai yra mažesnės nei grublėtosios.
Apdailos metu pagrindinis dėmesys skiriamas tikslumui ir paviršiaus kokybei, ir pjovimo jėgos yra sumažintos, kad būtų sumažinta įrankio deformacijos arba detalės geometrijos iškraipymo rizika.
Paviršiaus apdaila ir tolerancijos
- Šiurkštus: Paviršiaus apdaila po grubumo paprastai yra grubus, su matomomis įrankių žymėmis ir nelygiais paviršiais.
Tolerancijos grubiam apdirbimui paprastai nėra tokios griežtos, nes tikslas pirmiausia yra medžiagos pašalinimas.
Gautas paviršius dažnai apibūdinamas kaip „šiurkštus paviršius“ ir jį reikia toliau tobulinti apdailos etape. - Apdaila: Baigęs, ruošinys turi būti lygus, poliruota išvaizda su minimaliomis įrankių žymėmis, ir paviršius turi atitikti griežtus matmenų nuokrypius.
Norint pasiekti aukštos kokybės paviršiaus apdailą, dažnai reikia specialių apdailos įrankių ir optimizuotų pjovimo parametrų, kad būtų sumažinti trūkumai..
Laikas ir efektyvumas
- Šiurkštus: Grubus apdirbimas paprastai yra daugiausiai laiko reikalaujanti CNC apdirbimo proceso dalis, bet tai būtina norint greitai pašalinti didelius medžiagos kiekius.
Šis etapas yra optimizuotas efektyvumui užtikrinti, pašalinti kuo daugiau medžiagos per trumpiausią laiką, net ir paviršiaus kokybės sąskaita. - Apdaila: Nors apdaila užtrunka trumpiau nei grubus, tai subtilesnė ir tikslesnė operacija.
Norint pasiekti aukštos kokybės paviršiaus apdailą, dažnai reikia atlikti daugiau lengvų pjūvių, kad nebūtų iškraipoma detalės geometrija arba neatsirastų defektų..
Šis etapas, o vienam praėjimui reikia daugiau laiko, yra labai svarbus siekiant užtikrinti, kad galutinis produktas atitiktų reikiamas specifikacijas.
7. Pagrindiniai CNC grubinimo ir apdailos optimizavimo veiksniai
Pjaustymo parametrai:
Geriausia praktika apima pjovimo greičio optimizavimą, pašarų normos, ir pjovimo gylį, atsižvelgiant į medžiagos ir įrankio savybes.
Pavyzdžiui, aliuminis leidžia pasiekti didesnį pjovimo greitį, palyginti su plienu, kuriai reikia lėčiau, labiau apgalvoti kirpimai.
Įrankių pasirinkimas:
Kiekvienai fazei pasirinkus tinkamus įrankius, įrankio tarnavimo laikas ir apdirbimo efektyvumas yra maksimaliai padidintas.
Šiurkštumui gali būti naudingi karbido įdėklai dėl patvarumo, o apdailai gali būti naudojami poliruoti keraminiai įrankiai, kad paviršiai būtų lygesni.
Materialiniai svarstymai:
Skirtingoms medžiagoms reikia pritaikytų strategijų; minkštesni metalai, tokie kaip aliuminis, palaiko greitesnį grubumą, o kietesni metalai, tokie kaip titanas, reikalauja kruopštaus požiūrio.
Titanas, pavyzdžiui, reikalauja a 20-30% pjovimo greičio sumažinimas, palyginti su aliuminiu.
Įrankio kelio strategijos:
Optimizuojant įrankio kelius sumažinama nereikalinga eiga ir padidinamas pjovimo efektyvumas.
CAM programinė įranga atlieka pagrindinį vaidmenį kuriant efektyvius įrankių kelius, gali sutrumpinti ciklo laiką iki 25%.
8. Dažni CNC grubinimo ir apdailos iššūkiai
CNC apdirbimas, tuo tarpu labai tikslus ir efektyvus, nėra be iššūkių.
Tiek grubiojo apdorojimo, tiek apdailos etapai turi unikalių kliūčių, kurios gali turėti įtakos kokybei, efektyvumas, ir apdirbimo proceso ekonomiškumą.
Norint pasiekti optimalių rezultatų, labai svarbu spręsti šiuos iššūkius.
Įtempti iššūkiai
Įrankio dėvėjimas:
-
- Iššūkis: Agresyvūs pjovimo parametrai, naudojami grubiai apdirbant, gali greitai susidėvėti, sumažinti įrankio tarnavimo laiką ir padidinti išlaidas.
- Sprendimas: Naudokite patvarius įrankius, skirtus sunkioms medžiagoms pašalinti, pavyzdžiui, karbido įdėklai.
Atlikite reguliarius techninės priežiūros patikrinimus ir apsvarstykite galimybę naudoti tokias dangas kaip TiAlN arba DLC (Į deimantą panaši anglis) pailginti įrankio tarnavimo laiką iki 40%.
Šilumos susidarymas:
-
- Iššūkis: Pjovimas dideliu greičiu išskiria daug šilumos, kurie gali pabloginti įrankio veikimą ir paveikti medžiagos vientisumą.
- Sprendimas: Naudokite tinkamus aušinimo skysčio naudojimo būdus, pvz., aušinimo skysčio tiekimo sistemos.
Aušinimo skystis ne tik išsklaido šilumą, bet ir pagerina drožlių pašalinimą, sumažinti šilumos kaupimąsi iki 60%.
Vibracija:
-
- Iššūkis: Dėl vibracijos ant ruošinio gali atsirasti traškėjimo žymių ir sutrumpinti įrankio tarnavimo laiką. Tai ypač problemiška esant giliems įpjovimams arba ilgoms iškyšoms.
- Sprendimas: Optimizuokite pjovimo parametrus, kad sumažintumėte vibraciją. Gali padėti trumpesni ir didesnio standumo įrankiai, kaip galima reguliuoti suklio greitį ir pastūmą.
Subalansuotų įrankių rinkinių ir stabilių sąrankų naudojimas gali sumažinti su vibracija susijusias problemas iki 70%.
Lustų evakuacija:
-
- Iššūkis: Neefektyvus drožlių pašalinimas gali sukelti pakartotinį drožlių pjovimą, sugadinti įrankį ir prastą paviršiaus apdailą.
- Sprendimas: Pasirinkite įrankius su atitinkama griovelių geometrija, kad būtų galima efektyviai išvalyti drožles.
Naudokite aukšto slėgio aušinimo skystį ir vakuumines sistemas, kad drožlės būtų greitai pašalintos, pagerinti lustų evakuaciją iki 80%.
Užbaigimo iššūkiai
Puikios paviršiaus apdailos pasiekimas:
-
- Iššūkis: Norint išlaikyti puikų paviršiaus apdailą, reikia tiksliai kontroliuoti pjovimo parametrus ir įrankių pasirinkimą.
- Sprendimas: Naudokite specializuotus apdailos įrankius su daugiau rievės ir smulkesnės briaunos geometrijos, pvz., rutulinės nosies galinės frezos.
Išlaikykite vienodas pjovimo sąlygas, įskaitant stabilius suklio apsisukimus ir kontroliuojamus pastūmos greičius.
Pažangi CAM programinė įranga gali optimizuoti įrankių kelius, kad apdaila būtų sklandesnė, pasiekiant tokias mažas Ra vertes kaip 0.4 μm.
Įrankio nukrypimo valdymas:
-
- Iššūkis: Pjovimo metu ploni arba ilgi įrankiai gali išsisukti, dėl to atsiranda matmenų netikslumų ir prastos paviršiaus kokybės.
- Sprendimas: Rinkitės trumpesnį, jei įmanoma, tvirtesnius įrankius. Padidinkite įrankių laikiklio tvirtumą ir naudokite įrankių laikiklius su minimaliu išbėgimu.
Norėdami tolygiai paskirstyti pjovimo jėgas, naudokite tokias strategijas kaip trochoidinis frezavimas, sumažinant įlinkį iki 50%.
Griežtų leistinų nuokrypių palaikymas:
-
- Iššūkis: Labai svarbu užtikrinti, kad dalys atitiktų griežtus leistinus nuokrypius, ypač tokiose pramonės šakose kaip aviacija ir medicina.
- Sprendimas: Reguliariai kalibruokite mašinas ir įrankius, kad išlaikytumėte tikslumą. Naudokite tikslius matavimo prietaisus, kad gautumėte grįžtamąjį ryšį ir koregavimą realiuoju laiku.
Įdiekite automatinius tikrinimo procesus, kad anksti pastebėtumėte nukrypimus, užtikrinant leistinus nuokrypius ±0,01 mm ribose.
Medžiagos kietumo svyravimai:
-
- Iššūkis: Medžiagos kietumo pokyčiai gali turėti įtakos pjovimo nuoseklumui ir įrankio tarnavimo laikui.
- Sprendimas: Prieš apdirbdami atlikite medžiagos kietumo bandymus, kad atitinkamai sureguliuotumėte pjovimo parametrus.
Naudokite prisitaikančias valdymo sistemas, kurios automatiškai kompensuoja kietumo pokyčius, išlaikyti vienodas pjovimo sąlygas.
9. Technologijos, kurios pagerina grubų apdorojimą ir apdailą
Pažangūs įrankių sprendimai
Šiuolaikiniai pjovimo įrankiai gerokai pakeitė tiek grubinimo, tiek apdailos etapų efektyvumą ir efektyvumą CNC apdirbime.
Pažangios medžiagos, tokios kaip karbidas, keramika, ir CBN (kubinis boro nitridas) dabar naudojami gaminant įrankius, pasižyminčius puikiu kietumu, atsparumas nusidėvėjimui, ir atsparumas karščiui.
Šie įrankiai užtikrina, kad net ir kietose medžiagose, tokių kaip titanas, Inconel, arba grūdintas plienas, apdirbimo procesas išlieka efektyvus, nuoseklus, ir tiksli.
Dengti įrankiai geresniam našumui
Įrankių dangos, pvz TiN (Titano nitridas), TiAlN (Titano aliuminio nitridas), ir deimantines dangas (DLC), suteikia didelių CNC grubinimo ir apdailos pranašumų.
Šios dangos sumažina trintį, sumažinti susidėvėjimą, ir padidina atsparumą karščiui, dėl to ilgesnis įrankio tarnavimo laikas ir efektyvesnės apdirbimo operacijos.
Papildomas pranašumas – mažesnės pjovimo jėgos, gamintojai gali pasiekti lygesnę apdailą tiek grublėto, tiek apdailos etapuose.
5-Ašies CNC apdirbimas
5-ašies CNC staklės suteikia didelį pranašumą tiek grubinant, tiek apdorojant, nes sumažina kelių sąrankų poreikį.
Tai padidina ir tikslumą, ir efektyvumą, nes dalys gali būti apdirbamos skirtingais kampais nekeičiant padėties.
Galimybė priartėti prie medžiagos iš kelių krypčių reiškia, kad įrankiai rečiau susidurs su triukšmu ar deformacija, užtikrina geresnę paviršiaus apdailą ir tikslesnius pjūvius.
Be to, 5-ašies staklės suteikia daugiau lankstumo projektuojant dalis, sumažinti papildomų įrankių ar sudėtingų tvirtinimo detalių poreikį.
Aukšto slėgio aušinimo skysčio ir per veleną aušinimo sistemos
Aukšto slėgio aušinimo skysčio sistemų įdiegimas žymiai pagerino CNC grubinimo ir apdailos efektyvumą.
Šios sistemos nukreipia aušinimo skystį tiesiai į pjovimo zoną, užtikrina geresnį šilumos išsklaidymą ir sumažina įrankių susidėvėjimą.
Be to, aukšto slėgio aušinimo skystis padeda nuplauti drožles, neleidžiant jiems trukdyti pjovimo procesui, ypač grubiai apdirbant, kai pašalinamas didelis medžiagos kiekis.
Apdailai, aušinimo skystis padeda išlaikyti temperatūros stabilumą, užtikrinti, kad medžiagos paviršius būtų baigtas be terminių iškraipymų.
Automatizuotos įrankių keitimo sistemos
Automatiniai įrankių keitikliai leidžia sklandžiai pereiti tarp grublėto apdorojimo ir apdailos etapų, ypač kai kiekvienam etapui reikalingi skirtingi įrankiai.
Automatizuojant šį procesą, CNC staklės gali veikti be pertrūkių, sumažinti prastovų laiką ir pagerinti našumą.
Šiose sistemose galima laikyti įvairius pjovimo įrankius ir juos keisti pagal iš anksto užprogramuotas instrukcijas, užtikrinti, kad atitinkamai operacijai visada būtų naudojamas tinkamas įrankis.
Išmanieji jutikliai ir mašininis mokymasis procesams optimizuoti
Išmaniųjų jutiklių ir mašininio mokymosi technologijų integravimas į CNC mašinas pagerino procesų stebėjimą ir optimizavimą.
Šie jutikliai gali aptikti vibraciją, pjovimo jėgos, ir įrankių nusidėvėjimas realiuoju laiku, leidžia akimirksniu atlikti koregavimus, siekiant pagerinti apdirbimo efektyvumą ir dalių kokybę.
Apdorojant, šios technologijos gali užkirsti kelią įrankio ar ruošinio perkrovai, baigiant,
jie užtikrina, kad įrankis neviršytų tolerancijos, sumažinant defektų ar matmenų netikslumų riziką.
Robotika ir automatika padidina produktyvumą
Robotinės rankos ir automatizuotos sistemos gali padėti atlikti grubų apdorojimą ir apdailą, perimdamos pasikartojančias užduotis, ruošinių pakrovimas/iškrovimas, ir atlikti kokybės kontrolės patikrinimus.
Tai sumažina žmogiškųjų klaidų skaičių ir leidžia CNC staklėms veikti 24/7, maksimizuojant produktyvumą.
Robotikos naudojimas po apdirbimo procesuose, tokiuose kaip valymas, patikrinimas, arba dalių tvarkymas papildomai užtikrina, kad dalys būtų paruoštos naudojimui arba pristatymui su minimaliu rankiniu įsikišimu.
10. DEZE vieno langelio CNC apdirbimo parduotuvė
Šiame, Mes siūlome tiek grubinimo, tiek apdailos paslaugas įmonės viduje, naudojant pažangiausias CNC stakles ir pažangius įrankius, kad būtų užtikrintas didelis tikslumas, efektyvumas, ir aukščiausios kokybės paviršiaus apdaila.
Mūsų integruotas požiūris garantuoja sklandų perėjimą nuo grubinimo iki apdailos, sutaupyti laiko ir pagerinti bendrą dalių kokybę.
11. Išvada
CNC grubinimas ir apdaila yra du kritiniai apdirbimo proceso etapai, kai optimizuotas, gali žymiai pagerinti efektyvumą, Paviršiaus kokybė, ir dalių tikslumas.
Suprasdami skirtumus, iššūkiai, ir strategijos kiekvienam etapui, gamintojai gali pasiekti geresnių rezultatų, mažindami išlaidas ir apdirbimo laiką.
Nesvarbu, ar dirbate su sudėtingomis geometrijomis, ar su griežtomis leistinomis nuokrypomis, Įvaldyti šiuos du procesus būtina norint gaminti aukštos kokybės, tikslios dalys.
Jei ieškote aukštos kokybės CNC apdirbimo paslaugos, Pasirinkti „DeZe“ yra puikus sprendimas jūsų gamybos poreikiams.

