
1. Perkenalan
Pengelasan adalah salah satu proses paling vital dalam manufaktur dan konstruksi, Memberikan fondasi untuk menciptakan sambungan yang tahan lama dan andal dalam berbagai bahan.
Apakah itu membangun gedung pencakar langit, membuat bingkai mobil, atau merakit mesin yang rumit, Pengelasan memastikan kekuatan dan stabilitas produk akhir.
Namun, Mencapai lasan tanpa cacat membutuhkan lebih dari sekadar menerapkan panas dan bahan pengisi.
Itu menuntut keselarasan yang tepat dan perhatian yang cermat terhadap detail di seluruh proses.
Tack Welding memainkan peran penting dalam hal ini. Ini adalah teknik sementara yang digunakan untuk mengamankan benda kerja di tempatnya sebelum final, lasan penuh.
Itu memastikan keselarasan yang tepat, mengurangi risiko distorsi, dan pada akhirnya berkontribusi pada kekuatan dan kualitas lasan akhir.
Di blog ini, Kami akan mengeksplorasi pentingnya pengelasan tack, Berbagai tekniknya, manfaat, aplikasi umum, dan praktik terbaik untuk memastikan bahwa lasan paku Anda stabil dan tepat.
2. Apa itu pengelasan taktik?
Pengelasan paku adalah proses penerapan kecil, lasan sementara untuk menyatukan potongan logam.
Lasan ini ditempatkan secara strategis pada titik -titik penting di sepanjang sambungan, memastikan bahwa benda kerja tetap di tempat selama tahap penyelarasan dan perakitan.
Tidak seperti lasan akhir, yang dirancang untuk memberikan kekuatan yang tahan lama, lasan paku tidak dimaksudkan untuk memuat beban setelah proses pengelasan penuh selesai.
Dia biasanya digunakan dalam kombinasi dengan proses pengelasan lainnya seperti Saya mengelas, Pengelasan tig, Dan Stick Welding.
Tujuannya adalah untuk membuat stabil, ikatan sementara yang akan menahan panas dan tekanan pengelasan berikutnya,
mencegah bahan bergeser atau melengkung selama penciptaan bersama terakhir.
3. Peran pengelasan taktik dalam proses pengelasan
Itu berfungsi sebagai dasar bagi banyak proyek pengelasan yang lebih besar dan lebih kompleks.
Tujuan utamanya adalah untuk memastikan posisi yang benar dari benda kerja sebelum proses pengelasan akhir dimulai.
Ini sangat penting dalam proyek skala besar di mana bahkan misalignment kecil dapat menyebabkan masalah yang signifikan dalam produk akhir.
Begini cara membantu pengelasan:
- Memastikan posisi yang benar: Lasan paku untuk sementara waktu mengamankan bagian untuk mencegah gerakan apa pun selama pengelasan penuh.
- Mencegah warping dan distorsi: Dengan memegang bagian -bagiannya dengan kuat di tempatnya, lasan paku bantuan untuk meminimalkan risiko warping yang disebabkan oleh ekspansi termal selama proses pengelasan utama.
- Meningkatkan efisiensi perakitan: Dengan bagian yang disejajarkan dengan benar, Tack Weld mengurangi kebutuhan untuk penyesuaian selama lasan akhir, Menghemat waktu dan bahan.
4. Teknik pengelasan tack
Langkah Dasar:
- Memposisikan benda kerja: Mulailah dengan dengan cermat mengatur benda kerja di posisi yang diinginkan relatif satu sama lain.
Penyelarasan yang tepat sangat penting untuk memastikan bahwa produk akhir memenuhi spesifikasi. - Proses Pengelasan Tack: Terapkan dengan cepat, manik -manik kecil las di titik -titik strategis untuk menahan suku cadang dengan aman.
Ukuran dan jarak lasan ini tergantung pada ketebalan material dan jenis sambungan.
Aturan praktis yang baik adalah dengan spasi lasan setiap 6 ke 12 inci, tergantung pada persyaratan proyek. - Inspeksi akhir: Sebelum melanjutkan dengan lasan akhir, Verifikasi bahwa sambungan diposisikan dengan benar dan bahwa lasan paku memberikan penangguhan yang memadai.
Memeriksa keberpihakan sekarang dapat menghemat waktu dan upaya di telepon.

Proses pengelasan umum:
- Saya mengelas: Dikenal karena kecepatan dan efisiensinya, Pengelasan mig sangat ideal untuk cepat, lasan paku paku yang efektif pada logam yang lebih tipis.
- Pengelasan tig: Menawarkan presisi dan kontrol, Pengelasan TIG sangat cocok untuk pekerjaan yang lebih halus atau terperinci,
terutama saat bekerja dengan bahan yang lebih tipis atau membutuhkan penampilan yang bersih. - Stick Welding: Dengan sifatnya yang kuat, Pengelasan tongkat memberikan lasan paku yang andal untuk bahan yang lebih tebal dan aplikasi luar ruangan di mana portabilitas sangat penting.
Memilih ukuran dan jarak yang tepat:
Memilih ukuran dan jarak yang sesuai untuk lasan paku sangat penting. Terlalu sedikit atau terlalu kecil, dan lasan mungkin tidak memberikan penahanan yang cukup;
Terlalu banyak atau terlalu besar, dan mereka mungkin memperkenalkan stres yang tidak perlu atau penghapusan yang rumit.
Sebuah studi oleh American Welding Society menemukan bahwa ukuran las tack optimal bervariasi berdasarkan ketebalan material,
dengan pedoman umum yang menyarankan panjang las paku di antara 0.5 ke 1 inci untuk sebagian besar aplikasi.
Posisi pengelasan:
Posisi pengelasan yang berbeda - flat, horisontal, vertikal, dan overhead - memengaruhi kemudahan dan kualitas pengelasan paku.
Sesuaikan teknik Anda sesuai untuk memastikan hasil yang dapat diandalkan.
Misalnya, Pengelasan datar seringkali lebih mudah dan menghasilkan lasan paku berkualitas lebih tinggi karena kontrol yang lebih baik atas kolam cair.
5. Jenis Umum Pengelasan Tack
Selama bertahun -tahun, Beberapa jenis pengelasan tack khusus telah muncul untuk mengatasi berbagai aplikasi dan persyaratan.
Pengelasan spot
Pengelasan spot adalah salah satu metode paling populer yang digunakan dalam pekerjaan lembaran logam, Terutama di industri seperti otomotif dan elektronik.

Itu melibatkan tekanan dan panas pada titik tertentu, biasanya melalui elektroda, untuk membuat yang kecil, las terlokalisasi.
- Cara kerjanya: Sirkuit listrik arus tinggi melewati benda kerja di tempat di mana lasan diperlukan.
Panas yang dihasilkan oleh resistensi pada titik kontak menyebabkan logam meleleh dan sekering. - Aplikasi: Bodywork otomotif, elektronik, dan pembuatan alat.
Pengelasan spot sangat berguna untuk logam lembaran tipis dan bahan yang tidak rentan terhadap distorsi termal yang signifikan. - Manfaat: Cepat, efisien, dan hemat biaya untuk produksi volume tinggi.
Pengelasan Ultrasonik Tack
Itu lebih baru, Teknik yang lebih khusus yang menggunakan gelombang suara frekuensi tinggi untuk membuat panas dan bahan las terlokalisasi bersama-sama.
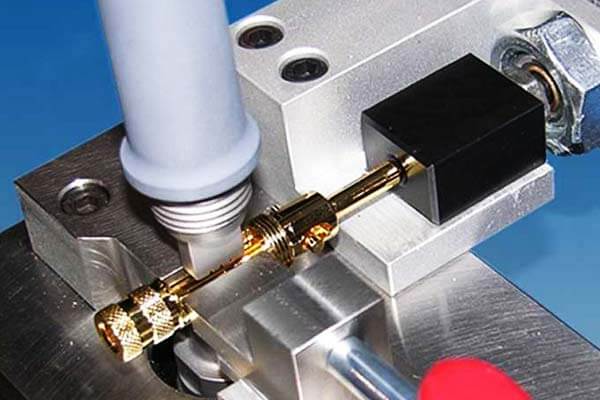
Tidak seperti metode pengelasan konvensional, itu tidak memerlukan bahan pengisi atau suhu tinggi.
Alih-alih, Getaran ultrasonik menghasilkan panas yang cukup untuk mengikat permukaan.
- Cara kerjanya: Gelombang ultrasonik diterapkan pada frekuensi antara 20 Dan 40 KHZ, yang menyebabkan permukaan logam dengan cepat bergetar, menghasilkan panas gesekan.
Panas dibuat memadukan bahan pada titik kontak. - Aplikasi: Sering digunakan dalam aplikasi di mana pengelasan tradisional mungkin merusak komponen halus atau kecil, seperti dalam industri elektronik atau perangkat medis.
- Manfaat: Distorsi presisi dan minimal membuatnya ideal untuk aplikasi skala kecil.
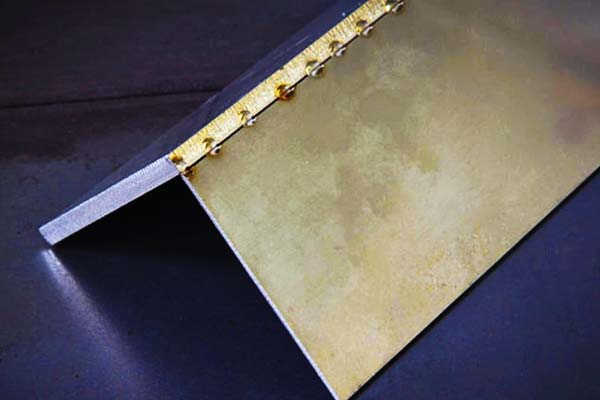
Pengelasan paku paku jembatan
Pengelasan paku paku jembatan melibatkan pembuatan beberapa lasan paku kecil di sepanjang sambungan atau di seluruh celah di antara bagian -bagiannya.
Teknik ini "menjembatani" celah sebelum lasan penuh diterapkan, memastikan komponen tetap selaras selama proses.
- Cara kerjanya: Lasan paku kecil ditempatkan pada interval, secara efektif “menjembatani” bagian -bagiannya bersama -sama.
Ini membantu mempertahankan penyelarasannya selama tahap pengelasan atau perakitan lebih lanjut. - Aplikasi: Biasa digunakan dalam pengelasan struktural, seperti dalam pembangunan struktur baja besar seperti jembatan, kapal, dan mesin berat.
- Manfaat: Memberikan stabilitas yang sangat baik untuk komponen besar, mencegah bagian bergeser selama lasan akhir.
Pengelasan Hot Tack
Pengelasan paku panas melibatkan pemanasan bagian ke suhu tinggi sebelum menerapkan lasan paku.
Teknik ini memastikan bahwa benda kerja sudah sebagian dilas saat tack dibuat,
Mengurangi risiko warping atau misalignment selama proses pengelasan penuh.
- Cara kerjanya: Benda kerja dipanaskan hingga suhu tertentu menggunakan sumber panas eksternal seperti obor atau tungku.
Sekali pada suhu yang diinginkan, lasan paku diterapkan di berbagai titik di sepanjang sambungan. - Aplikasi: Digunakan dalam situasi di mana bahan perlu ditahan pada suhu tinggi atau di mana proses keseluruhan melibatkan pengelasan bagian material yang tebal.
- Manfaat: Ideal untuk mencegah distorsi termal dan memastikan kesesuaian yang ketat untuk bahan yang lebih besar.
Pengelasan Tack Induksi
Pengelasan Tack Induksi Menggunakan induksi elektromagnetik untuk menghasilkan panas di benda kerja.
Proses ini sering digunakan untuk aplikasi berkecepatan tinggi di mana siklus pemanasan dan pendinginan yang cepat diperlukan.
- Cara kerjanya: Arus yang bergantian dilewatkan melalui kumparan yang ditempatkan di dekat benda kerja.
Arus yang diinduksi memanaskan logam, menyebabkannya meleleh dan menyatu di titik kontak. - Aplikasi: Biasa digunakan dalam industri yang membutuhkan pemanasan cepat dan tepat untuk komponen besar, seperti di pabrik baja dan pengerjaan logam.
- Manfaat: Cepat, Pemanasan Terkendali, dan kemampuan untuk menerapkan panas lokal yang tepat pada logam.
Pengelasan Tack Thermit
Dia Gunakan reaksi kimia antara logam bubuk (Biasanya aluminium dan besi oksida) untuk menghasilkan reaksi eksotermik yang menghasilkan panas.

Panas ini digunakan untuk mengelas bahan bersama.
- Cara kerjanya: Campuran termit dinyalakan dan menghasilkan suhu yang sangat tinggi, cukup untuk melelehkan benda kerja dan membuat ikatan.
Proses ini sering digunakan untuk mengelas bagian logam yang tebal. - Aplikasi: Digunakan di jalur kereta api, mesin berat, dan aplikasi industri yang membutuhkan panas tinggi dan ikatan yang kuat.
- Manfaat: Sangat kuat dan ideal untuk besar, bahan tebal.
6. Manfaat pengelasan taktik
- Presisi dan kontrol: Pengelasan tack memastikan bahwa komponen diposisikan tepat sebelum lasan akhir,
Mengurangi risiko misalignment dan memastikan hasil berkualitas tinggi. - Mengurangi distorsi: Dengan memegang bagian -bagian di tempatnya, pengelasan paku meminimalkan ekspansi termal yang dapat terjadi selama pengelasan penuh, yang sering menyebabkan distorsi.
- Hemat biaya: Ini membantu menghemat waktu dan materi dengan mencegah kebutuhan untuk pengerjaan ulang karena ketidaksejajaran atau penentuan posisi yang salah.
- Perakitan yang disederhanakan: Itu membantu dalam merakit struktur yang kompleks dengan mengamankan bagian -bagian sementara,
memungkinkan tukang las untuk fokus pada aspek penting lainnya dari proyek ini.
7. Kekurangan pengelasan taktik
- Sifat sementara: Karena lasan paku tidak mengandung beban, mereka harus dimasukkan ke dalam lasan akhir atau dihapus sesudahnya.
- Risiko misalignment: Jika tidak diterapkan dengan cermat, lasan paku dapat menyebabkan misalignment selama proses pengelasan akhir, mengakibatkan pengerjaan ulang tambahan.
- Zona yang terkena dampak panas: Lasan paku ganda di area yang sama dapat menyebabkan zona yang terkena dampak panas,
yang bisa melemahkan materi dari waktu ke waktu jika tidak dikelola dengan cermat.
8. Aplikasi umum pengelasan tack
- Fabrikasi dan perakitan: Proyek struktural besar seperti jembatan, bangunan, dan kapal memerlukan pengelasan paku agar komponen tetap selaras selama proses pengelasan penuh.
- Pekerjaan lembaran logam: Industri Otomotif dan Aerospace menggunakan pengelasan paku secara luas untuk merakit badan mobil, sayap, dan struktur badan pesawat.
- Pengelasan pipa: Sering digunakan untuk menyelaraskan dan sementara memegang pipa sebelum pengelasan penuh, memastikan persendiannya tepat.
- Perbaikan dan pemeliharaan: Dalam tugas pemeliharaan, pengelasan paku digunakan untuk menahan bagian di tempatnya saat perbaikan atau penggantian dilakukan.
9. Tips untuk Pengelasan Tack yang Berhasil
Memilih elektroda yang tepat atau bahan pengisi
Pastikan elektroda atau bahan pengisi cocok dengan logam dasar untuk membuat yang kuat, las paku paku yang kompatibel.
Memilih bahan yang tepat dapat meningkatkan kekuatan las dan mengurangi risiko cacat.
Kontrol panas yang tepat
Pertahankan tingkat panas yang tepat untuk menghindari terlalu panas area bersama, yang dapat melemahkan material atau menyebabkan deformasi yang tidak diinginkan.
Kontrol panas yang memadai berkontribusi terhadap pembersih, lasan paku yang lebih tahan lama.
Mempertahankan jarak yang benar
Tentukan ukuran optimal dan jarak untuk lasan paku berdasarkan ketebalan material dan sifat sambungan. Jarak yang konsisten meningkatkan keseragaman dan stabilitas dalam produk akhir.
Memastikan lasan taktik yang kuat
Hindari lasan paku yang lemah atau tidak memadai yang bisa gagal di bawah tekanan dengan menerapkan panas dan tekanan yang cukup tetapi terkontrol.
Lasan taktik yang kuat memberikan fondasi yang kuat untuk lasan akhir, memastikan umur panjang struktur.
10. Tantangan dalam pengelasan tack
Porositas dan kontaminasi
Mencegah kantong udara dan kontaminan memasuki lasan dengan membersihkan permukaan secara menyeluruh dan menggunakan gas pelindung yang tepat.
Porositas dapat melemahkan lasan dan kompromi integritasnya.
Ukuran yang tidak konsisten
Menjaga keseragaman dalam ukuran las paku untuk memastikan kinerja dan penampilan yang konsisten.
Variasi ukuran dapat mempengaruhi kekuatan dan estetika lasan akhir.
Tack Penghapusan Las
Tahu kapan dan bagaimana menghilangkan lasan paku jika perlu, seperti saat memposisikan ulang bagian sebelum lasan akhir.
Teknik penghapusan yang efisien dapat menghemat waktu dan mencegah kerusakan pada benda kerja.
Risiko misalignment
Berhati -hatilah dengan misalignment yang dapat dihasilkan dari teknik pengelasan taktik yang tidak tepat, berpotensi mengarah ke koreksi yang mahal.
Eksekusi lasan paku yang cermat dapat mengurangi risiko ini dan memastikan proses perakitan yang lebih halus.
11. Dapatkan bagian logam khusus Anda dengan Deze
Pada INI, Kami berspesialisasi dalam menyediakan layanan pengelasan berkualitas tinggi, termasuk pengelasan taktik, untuk memastikan ketepatan dan stabilitas di bagian logam Anda.
Apakah Anda memerlukan fabrikasi skala kecil atau proyek struktural besar, tukang las ahli kami memiliki alat dan pengalaman untuk memberikan hasil terbaik.
12. Kesimpulan
Pengelasan tack mungkin tampak sederhana dalam proses pengelasan keseluruhan, tetapi pentingnya tidak bisa dilebih -lebihkan.
Dengan mengamankan bagian di tempat dan memastikan keselarasan yang tepat, Tack Welding mencegah distorsi dan misalignment,
menghemat waktu dan biaya material sambil meningkatkan kualitas keseluruhan lasan akhir.
Apakah Anda sedang mengerjakan konstruksi skala besar, proyek otomotif, atau rekayasa presisi, menguasai itu penting untuk mencapai hasil terbaik.
Ikuti praktik terbaik yang diuraikan dalam blog ini untuk mengoptimalkan proses pengelasan tack Anda dan memastikan keberhasilan dalam proyek Anda berikutnya!

