
Reaming是制造过程中关键的完成过程,可提高孔的准确性和质量. 本文深入研究了雷恩的基本原理, 它的目的, 执行旋转的步骤, 以及它与其他开孔过程(如无聊和钻孔)的不同.
我. 什么是旋转?
Reaming是用于改善尺寸的精确加工过程, 形状, 和 表面饰面 现有孔. 与钻探不同, 创造一个洞, 最初钻孔以完善其尺寸并实现更紧密的公差后,进行旋转.
Reaming通常用于需要高精度的制造过程中, 例如 汽车, 航天, 和机械工程行业.
ii. 旋转的目的是什么?
雷安的主要目的是达到高度的精度和最终孔中改善的表面饰面.
- 提高孔尺寸的精度: 旋转确保将孔带到确切的尺寸, 达到严密的公差.
- 改善表面饰面: 旋转使孔的内部光滑, 降低粗糙度并为轴和销之类的组件创建更好的接触表面.
- 达到一致性: 该过程确保多个部分的孔质量一致, 这对于群众生产环境至关重要.
钻孔和无聊之类的过程是在旋转金属之前出现的. 孔铰刀是一个理想的选择 -/+ 0.002“孔直径或更多.
iii. 如何打开一个洞: 逐步指南
从中获得最佳结果 精确加工, 您必须用适量的库存准备漏洞才能切割.
铰刀摩擦孔,如果库存太小,则直径小于所需的直径. 然而, 如果股票太多, 该孔可能会变得过大,表面表面粗糙.
这是有关如何开孔的几个步骤:
- 准备洞: 首先钻孔或无聊的孔略小于所需的最终尺寸. 预孔应该是 0.2-0.5 毫米尺寸过多.
- 选择正确的铰刀: 选择适合材料的铰刀, 孔尺寸, 并需要完成. 铰刀有多种类型, 例如手动铰刀, 机器铰刀, 和可调式铰刀.
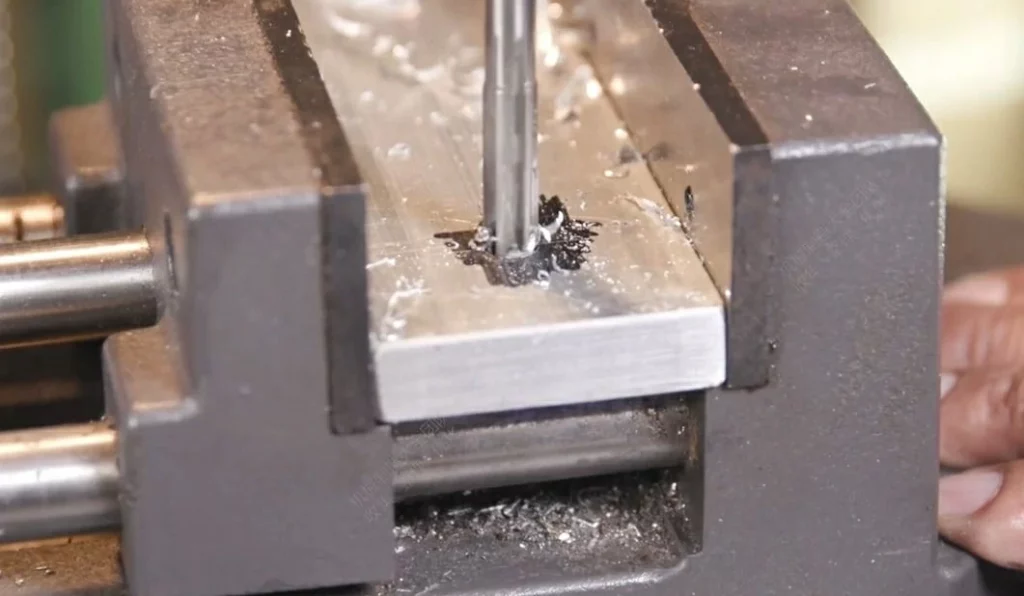
- 设置机器: 在机器上固定工件 (例如。, 车床, 铣床, 或钻头) 确保操作过程中的稳定性.
- 润滑铰刀: 涂上切割液或润滑剂以减少摩擦, 防止过热, 并延长工具寿命.
- 转洞: 慢慢使用稳定的速度和轻压将铰刀喂入孔中. 避免强迫铰刀, 因为这会导致工具破裂或结果不正确.
- 检查孔: 旋转后, 使用千分尺或孔径检查孔的大小和饰面. 必要时进行调整.
iv. 如何确定雷姆孔的大小
Reaming是完成孔的有效方法, 但是,要获得正确的前孔尺寸至关重要. 如果孔太大, 铰刀将无法有效运行, 虽然太小的孔不允许铰刀正确操作
一般指南是在钻探后留下0.010英寸至0.015英寸的材料. 用于较小的直径, 例如1/32英寸或更少, 此津贴应在0.003英寸至0.006英寸之间.
通常最好使用百分比而不是固定值: 做预钻孔 2% 到 3% 比铰刀直径小, 或最多 5% 如果条件允许的话较小.
确定正确的雷孔尺寸:
- 考虑前孔大小: 确保预钻头略小于目标尺寸.
- 使用尺寸图表: 铰刀制造商通常提供图表,指示各种铰刀尺寸的正确孔尺寸.
- 材料属性的帐户: 较软的材料可能会在旋转期间扩展更多, 因此,可能需要调整前孔大小.
v. 提示和预防措施
在执行雷安以成功操作时需要考虑一些有用的技巧和预防措施. 这是其中一些:
- 适当的对齐: 确保铰刀与孔完全对齐,以避免锥度或偏心.
- 使用切割液: 施加足够的润滑以减少热量并磨损.
- 控制饲料率: 保持稳定和受控的饲料速率,以防止聊天和差的效果.
- 监视工具磨损: 定期检查铰刀的状况并在显示磨损的迹象时更换.
vi. 旋转期间出现的常见问题
一些常见问题包括:
- 喋喋不休: 振动可能导致切割不平的振动和表面效果不佳.
- 锥度: 不是笔直的孔, 通常由于错位.
- 椭圆形: 不是完美圆形的孔, 通常是由过量的力或不正确的工具几何形状引起的.
- 表面效果不佳: 由润滑不足或工具选择不当引起.
vii. 不同类型的铰刀
手动铰刀: 专为手动操作而设计, 通常用于小调.

机器铰刀: 与车床和钻机一起使用,以进行更精确,一致的旋转.
可调节的铰刀: 这些可以调整以确保孔尺寸的微小变化, 提供灵活性.
锥形铰刀: 用于创建锥形孔, 通常在诸如安装别针之类的应用中看到.
viii. 雷安vs. 无聊与. 钻孔: 关键差异
旋转, 无聊的, 钻井是用于在工件中创建或修改孔的独特加工操作, 每个采用不同的切割工具和技术.
让我们分解这些过程以突出它们的差异.

旋转
Reaming是一个完善现有孔的整理过程, 提高表面质量和精度. 它使用铰刀, 与钻孔相比,可去除最少材料的旋转切削工具. 铰孔需要预先钻孔,并在钻床或铣床等机器上进行. 该工艺实现了 IT9 至 IT6 的尺寸公差, 表面粗糙度Ra 3.2 至 0.2μm.
无聊的
使用单点铣刀或镗头镗孔扩大现有孔, 不要与钻孔混淆, 这会创建初始孔. 在车床或镗床等机器上进行, 镗孔可改善孔的对准并纠正原始孔轴线的错误. 它提供 IT9 至 IT7 的精度范围和 Ra 的表面粗糙度 3.2 至 0.8μm.
钻孔
钻孔是最初的孔加工过程,使用钻头在工件上创建圆形孔. 它是后续加工操作(例如线程)的基础, 无聊的, 或旋转. 钻井通常不那么精确, 从IT13到IT11的精度和RA的表面粗糙度 50 至12.5µm.
本质上, 钻孔形成初始孔, 无聊的扩大并纠正, 并旋转饰面并平滑孔的内墙以满足精确规格.
ix. 何时选择无聊?
当旋转比无聊的时候首选:
- 需要更高的精度: 为了实现更严格的公差和更好的表面饰面.
- 需要减少材料的去除: 当孔几乎是正确的尺寸但需要细化时.
- 成本效益: 对于较小的孔和较少的材料清除需求可能会更经济.
x. 结论
雷安是加工中必不可少的整理过程,可确保孔确切, 光滑的, 并为他们的预期目的做好准备. 通过了解过程, 选择正确的工具, 并遵循适当的技术, 制造商可以取得卓越的成果,以提高产品性能和可靠性.
xi. 获得完美的孔加工服务
实现完美的漏洞不仅需要正确的工具,还需要专业知识和精度. 与专业加工服务合作确保高质量的回升结果. 服务 这 提供用于孔完成的量身定制解决方案, 使用先进的旋转技术和最先进的设备来满足您的特定需求.
xii. 常见问题解答
1. 可以手动完成?
- 是的, 可以使用手动铰刀手动进行旋转, 尽管通常保留用于低精度或较小的调整.
2. 什么材料可以被散开?
- Reaming适用于多种材料, 包括金属, 塑料, 和复合材料, 但是应相应地调整铰刀材料和切割参数.
3. 我如何选择正确的铰刀大小?
- 铰刀尺寸应比预钻孔略大,但匹配所需的孔的最终直径.
4. 为什么润滑在旋转中很重要?
- 润滑可减少摩擦和热量, 延长铰刀的寿命并提高孔的饰面质量.
5. 是什么导致旋转过程中的超大孔?
- 超大的孔可能是由于破旧的铰刀造成的, 饲料率不正确, 或操作过程中的错位.
6. 正在进行快速的过程?
- 一个: 与钻探相比, 旋转相对较快, 但是速度取决于正在加工的材料和所需的完成质量.
- 使用浮动铰刀的优势是什么?
- 一个: 漂浮的铰刀会自动居中, 即使初始孔略微偏离中心,也可以确保直孔和真实的孔.
Reaming为关键应用提供了必要的准确性和完成, 使其成为精确加工中必不可少的技术.

