1. 介绍
金属3D打印, 也称为金属添加剂制造, 正在革新产品设计方式, 原型, 并制造.
这项技术允许创建复杂, 直接来自数字模型的高性能零件, 提供前所未有的设计自由和材料效率.
这就是金属3D打印的原因:
- 定制: 它可以为利基应用程序生产高度定制的零件.
- 快速原型制作: 大大加快了设计迭代过程.
- 减少废物: 与传统制造业相比,生产最少材料废物的零件.
- 复杂的几何形状: 允许创建复杂的形状,这些形状是不可能或非常昂贵的,以常规方法产生.
在这个博客中, 我们将深入研究该过程, 好处, 挑战, 和金属3D打印的应用, 探索该技术如何重塑制造景观.
2. 什么是金属3D打印?
金属3D打印是一种增材制造的一种形式,其中材料层, 通常以粉末或电线的形式, 融合以创建一个三维对象.
与传统的减法制造不同, 涉及从实心块中切掉材料, 添加剂制造逐层构建对象.
此过程在设计灵活性方面具有很大的优势, 物质效率, 和生产速度.

金属3D打印的历史可以追溯到1980年代, 随着选择性激光烧结的发展 (SLS) 和直接金属激光烧结 (DML).
历年, 激光技术的进步, 材料, 和软件导致了各种金属3D打印技术的发展, 每个都有自己的功能和应用程序集.
3. 金属3D打印技术
金属3D打印, 也称为 增材制造, 利用各种技术逐层生产复杂且功能性的金属零件, 直接来自数字文件.
每种金属3D打印技术都有其独特的过程和好处, 使其适用于航空航天等行业的不同应用, 汽车, 卫生保健, 和能量.
以下, 我们将探索最常见的金属3D打印技术, 他们的功能, 和理想的应用.
直接金属激光烧结 (DML) & 选择性激光熔化 (SLM)
概述:
DML和SLM都是粉末床融合技术.
区别主要在于它们对金属粉末和材料特性的方法.
- DML 通常使用 金属合金 (像不锈钢, 钛, 或铝) 并与各种金属粉, 包括合金 inconel 和 钴粉.
- SLM 使用类似的过程,但更多地关注 纯金 像不锈钢, 钛, 和铝. 激光完全融化了金属粉末, 融合它形成坚实的部分.

优点:
- 高分辨率: 能够生产具有细节和复杂几何形状的零件.
- 出色的表面饰面: 可以直接从打印机直接实现良好的表面饰面, 尽管最高质量仍然需要后处理.
- 广泛的材料范围: 与包括不锈钢在内的各种金属一起工作, 钛, 铝, 还有更多.
缺点:
- 大部分慢: 逐层过程可能会耗时较大的零件.
- 支持结构: 需要支撑结构来伸出特征, 必须删除印刷后的.
- 高热应力: 高温梯度可以诱导零件中的热应力.
理想的应用: 航空航天组件, 医疗植入物, 复杂的工具, 和高性能汽车零件.
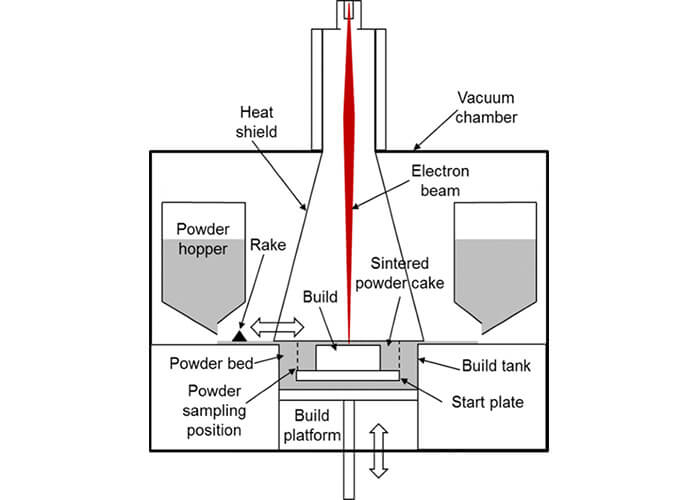
电子束熔化 (EBM)
概述:
EBM是一种粉末床融合过程,使用 电子束 而不是激光融化和融合金属粉末. 它是在真空环境中进行的,以确保熔化的最佳条件.
EBM通常用于高性能材料 钛 合金, 钴粉, 和 inconel.
- 该过程在 高温, 提供优势 高温性能 和 精确 用于特定合金.
优点:
- 不需要支持结构: EBM可以由于粉末床的预热而无需支撑而生产零件, 减少热应力.
- 高温能力: 适用于需要高温熔化的材料, 像钛.
缺点:
- 物质限制: 仅限于与真空环境兼容的材料, 不包括一些合金.
- 表面饰面: 由于较大的光束斑点尺寸.
理想的应用: 医疗植入物 (特别是钛), 航空航天组件, 以及缺乏支持结构的部分是有益的.
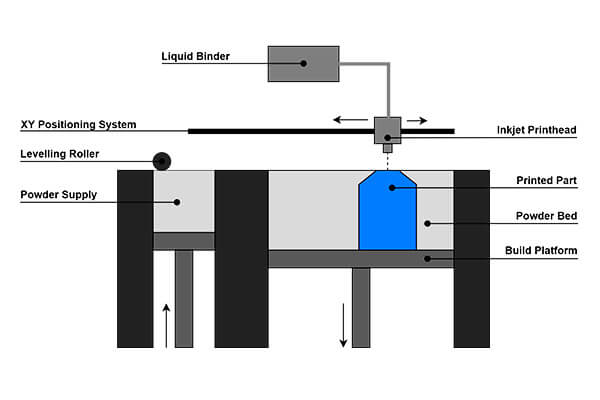
活页夹喷射
概述:
粘合剂喷射涉及将液体粘合剂喷到金属粉末上, 然后融合以形成坚实的部分.
粘合剂喷射中使用的粉末通常是 金属粉, 例如 不锈钢, 铝, 或者 青铜.
零件打印后, 它经历了烧结, 将粘合剂移除的地方, 该部分融合到最终密度.
优点:
- 快速打印: 由于绑定的能量要求较低,因此可以快速打印零件.
- 全彩打印: 允许全面打印, 这在金属3D打印技术中是独一无二的.
- 没有热应力: 由于该过程不涉及熔化, 热应力较少.
缺点:
- 下部密度: 初始零件由于粘合剂而具有较低的密度; 需要烧结或浸润才能增加密度.
- 需要后处理: 广泛的后处理是必要的, 包括烧结, 浸润, 并且经常加工.
理想的应用: 工具, 模具, 沙铸件, 以及速度和颜色比最后一部分密度更重要的应用.
定向能量沉积 (ded)
概述:
DED是一个3D打印过程,在该过程中,材料被融化并通过激光沉积到表面上, 电子束, 或等离子体弧.
DED允许存放材料,同时还可以添加或修理零件.
与其他方法不同, DED使用材料的连续进料 (粉末或电线), 并且该材料被存入时融合了能源.
优点:
- 大零件: 适用于生产或修理大部分.
- 维修和涂层: 这可用于将材料添加到现有零件或表面覆层.
- 灵活性: 可以使用各种材料,并且可以在打印过程中切换不同的材料.
缺点:
- 较低的分辨率: 与粉末床融合方法相比, 通常的分辨率较低.
- 表面饰面: 零件通常需要大量的后处理才能平滑完成.
理想的应用: 航空航天组件, 大结构部分, 维修现有组件, 并为现有零件添加功能.
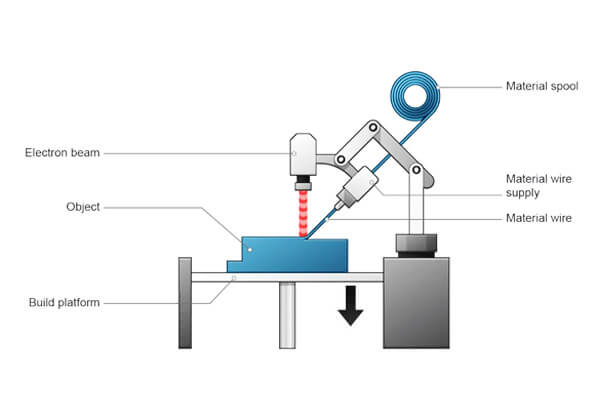
金属融合沉积建模 (金属FDM)
概述:
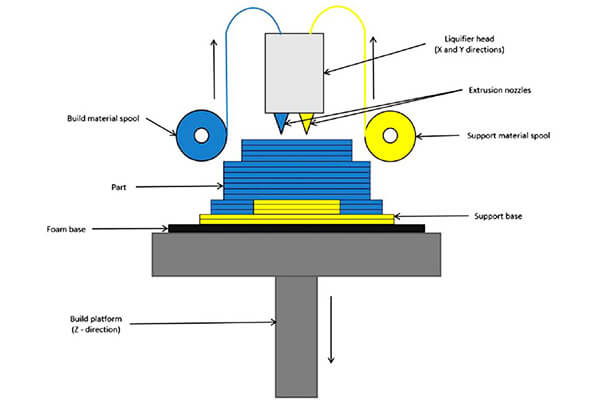
金属FDM是传统融合沉积建模的变体 (FDM) 过程, 金属丝被加热并逐层挤出以创建3D零件.
使用的细丝通常是 金属粉 和聚合物粘合剂, 后来在后处理阶段删除.
然后将零件烧在炉中,以将金属颗粒融合到固体结构中.
优点:
- 较低的成本: 通常比其他金属3D打印方法便宜, 特别是对于入门级系统.
- 易用性: 利用FDM技术的简单性, 对于那些熟悉塑料打印的人来说,它可以使用.
缺点:
- 需要烧结: 该零件必须是烧结的后打印机才能达到全密度, 增加时间和成本.
- 较低的精度: 不如粉末床融合方法精确, 需要更多的后处理以进行紧张的公差.
理想的应用: 小零件, 原型, 教育目的, 以及成本和易用性的应用比高精度更为关键.
4. 金属3D打印中使用的材料
关键优势之一 金属3D打印 是它支持的广泛材料, 提供适合各种应用程序的独特属性.
金属添加剂制造中使用的材料通常是 金属粉 通过一层选择性融化,
根据项目的特定需求,每种材料具有不同的优势.
不锈钢
- 特征:
不锈钢 是金属3D打印中最常见的材料之一 高力量, 耐腐蚀性, 和 多功能性. 不锈钢合金, 特别 316l 和 17-4 ph, 在行业中广泛使用.
-
- 力量: 高拉伸和屈服强度.
- 耐腐蚀性: 极好的保护防锈和染色.
- 可加工性: 易于加工的后印刷, 使其适用于各种后处理方法.
钛合金 (例如。, ti-6al-4V)
- 特征:
钛合金, 特别 ti-6al-4V, 以他们的 出色的强度与重量比, 耐腐蚀性, 和能够承受高温的能力.
-
- 强度与重量比: 较低密度的优秀机械性能.
- 高温性能: 比大多数其他金属承受高温.
- 生物相容性: 由于无毒性,可安全用于医疗植入物.
铝合金 (例如。, Alsi10mg)
- 特征:
铝 轻巧,提供出色的 导热率 和 耐腐蚀性. 合金喜欢 Alsi10mg 通常在3D打印中使用 高强度重量比 和 良好的可加工性.
-
- 低密度: 适用于需要轻质组件的应用的理想选择.
- 导热率: 高导热率使其适用于散热.
- 表面饰面: 铝制零件很容易氧化,以改善表面硬度和耐腐蚀性.
钴铬合金
- 特征:
钴粉合金以其 高力量, 戴阻力, 和 生物相容性, 这使他们成为一个流行的选择 医疗应用.
-
- 耐腐蚀性: 极好的耐腐蚀和磨损能力.
- 高力量: 对于重型工业应用特别有用.
- 生物相容性: 钴粉在人体中无反应, 使其非常适合植入物.
镍基合金 (例如。, inconel 625, inconel 718)
- 特征:
镍基合金, 例如 inconel 625 和 inconel 718, 对 氧化 和 高温腐蚀.
这些合金在温度的极端环境中提供了卓越的性能, 压力, 耐腐蚀性至关重要.
-
- 高温强度: 可以承受极端热量而不会失去强度.
- 耐腐蚀性: 特别是针对高腐蚀性环境,例如海水或酸性介质.
- 疲劳性抗性: 高疲劳强度和对热循环的抵抗力.
贵金属 (例如。, 金子, 银, 铂)
- 特征:
贵金属, 例如 金子, 银, 和 铂, 用于应用 高审美价值 和 耐腐蚀性 需要.
-
- 美学质量: 珠宝和奢侈品的理想选择.
- 电导率: 高电导率使其适合高精度电气组件.
- 耐腐蚀性: 极好的抵抗破坏和腐蚀.
5. 金属3D打印过程
金属3D打印过程通常涉及几个关键步骤:
- 步 1: 使用CAD软件和文件准备设计:
-
- 工程师和设计师使用计算机辅助设计 (卡德) 创建零件的3D模型的软件.
然后为3D打印准备该文件, 包括方向, 支持结构, 并切成层.
高级CAD软件, 例如Autodesk Fusion 360, 使设计师能够创建复杂的几何形状并优化3D打印的设计.
- 工程师和设计师使用计算机辅助设计 (卡德) 创建零件的3D模型的软件.
- 步 2: 切片和参数设置:
-
- 3D模型切成薄层, 和参数,例如层厚度, 激光功率, 和扫描速度设定.
这些设置对于实现最终部分的所需质量和特性至关重要.
切片软件, 像实现的魔法, 有助于优化这些参数以获得最佳结果.
- 3D模型切成薄层, 和参数,例如层厚度, 激光功率, 和扫描速度设定.
- 步 3: 打印过程:
-
- 3D打印机沉积或按层融合金属, 遵循指定的参数. 此步骤可能需要数小时甚至几天, 取决于零件的复杂性和大小.
在打印过程中, 打印机连续监视并调整参数以确保质量一致.
- 3D打印机沉积或按层融合金属, 遵循指定的参数. 此步骤可能需要数小时甚至几天, 取决于零件的复杂性和大小.
- 步 4: 后处理:
-
- 打印后, 该零件可能需要后处理步骤,例如热处理, 表面饰面, 并去除支撑结构.
热处理, 例如, 可以改善零件的机械性能, 而诸如喷砂和抛光之类的表面精加工技术可以提高表面质量.
质量控制在每个阶段至关重要,以确保零件符合所需的规格.
- 打印后, 该零件可能需要后处理步骤,例如热处理, 表面饰面, 并去除支撑结构.
6. 金属3D打印的好处
金属3D打印提供了比传统制造方法的几个优势:
设计自由:
- 复杂的几何形状, 内部频道, 可以创建晶格结构, 实现以前不可能的创新设计.
例如, 创建空心的能力, 带有内部冷却频道的轻量级结构是航空航天和汽车工程领域的游戏改变者.
快速原型制作:
- 快速迭代和设计测试, 减少开发时间和成本.
与金属3D打印, 原型可以在几天之内生产, 允许快速反馈和设计改进.
物质效率:
- 最小废物, 因为只使用零件所需的材料, 与减法制造不同, 这会导致重大损失.
这对于钛和贵金属等昂贵材料特别有益.
轻巧:
- 晶格结构和优化设计可以减轻零件的重量, 这在航空航天和汽车应用中尤其有益.
例如, 波音使用金属3D打印来减轻飞机组件的重量, 导致大量燃料节省.
定制:
- 量身定制的小量或一次性生产解决方案, 允许个性化和独特的产品.
定制的医疗植入物, 例如, 可以设计用于适合患者的特定解剖结构, 改善结果和恢复时间.
7. 挑战和局限性
而金属3D打印具有许多优势, 它还带有自己的挑战:
高初始投资:
- 金属3D打印机的成本, 材料, 后处理设备可能很重要.
例如, 高端金属3D打印机的成本可能以上 $1 百万, 这些材料比传统制造业中使用的材料贵几倍.
有限的构建尺寸:
- 许多金属3D打印机的构建量较小, 限制可以生产的零件的大小.
然而, 新技术正在出现,允许更大的构建尺寸, 扩展可能的应用程序范围.
表面饰面:
- 零件可能需要额外的后处理才能实现所需的表面饰面, 增加整体成本和时间.
化学蚀刻和电抛光等技术可以帮助提高表面质量, 但是它们为制造过程添加了额外的步骤.
物料可用性:
- 并非所有金属和合金都适合3D打印, 有些可能很难获得或昂贵.
专用材料的可用性, 例如高温合金, 可以有限, 影响某些项目的可行性.
技能和培训:
- 操作员和设计师需要专门的培训来有效使用金属3D打印技术.
学习曲线可能很陡峭, 对熟练人员的需求可能是收养的障碍, 特别是中小型企业.
8. 金属3D打印的应用
金属3D打印正在寻找广泛行业的应用:
航天:
- 轻的, 飞机和卫星的复杂组件, 减轻体重和改善性能.
例如, 空中客车已经使用了金属3D打印来生产轻巧的支架和喷嘴, 导致大量节省重量和提高的燃油效率.
汽车:
- 赛车和性能零件, 原型, 和生产, 提高车辆性能和效率.
宝马, 例如, 使用金属3D打印为其高性能车辆生产定制零件, 例如i8跑车.

医疗的:
- 植入物, 假肢, 牙科应用提供精确的几何形状和生物相容性.
Stryker, 领先的医疗技术公司, 使用金属3D打印来产生定制的脊柱植入物, 改善患者预后并减少康复时间.
活力:
- 热交换器, 涡轮机, 发电组件提高效率和耐用性.
西门子, 例如, 已经使用金属3D打印来生产燃气轮机叶片, 可以承受更高的温度和压力, 导致效率提高和排放降低.
工具和模具:
- 使用共形冷却通道快速工具, 减少周期时间并改善零件质量.
共形冷却通道, 跟随模具的形状, 可以大大减少冷却时间并提高最终产品的质量.
消费品:
- 高端珠宝, 自定义手表, 电子设备可实现独特的个性化产品.
HP和3DEO等公司正在使用金属3D打印来生产高质量, 定制的消费品, 例如豪华手表和电子情况.
9. 金属3D打印与. 传统制造业
将金属3D打印与传统制造方法进行比较时, 有几个因素起作用:
速度和效率:
- 3D打印在快速原型和低量生产中脱颖而出, 虽然传统方法对于大批量制造更有效.
例如, 3D打印可以在几天内产生原型, 而传统方法可能需要数周.
成本比较:
- 用于小批量或定制零件, 3由于设置和工具成本的降低,D打印可能更具成本效益.
然而, 用于大批量生产, 传统方法可能仍然更经济. 断裂点取决于特定应用和零件的复杂性.
复杂:
- 3D打印可以制造复杂的几何形状和内部功能,而传统方法是不可能的, 打开新的设计可能性.
这在减轻体重和绩效优化至关重要的行业中特别有价值, 例如航空航天和汽车.
这是一个比较表,总结了关键差异 金属3D打印 和 传统制造业:
| 特征 | 金属3D打印 | 传统制造业 |
|---|---|---|
| 交货时间 | 更快的原型制作, 低体积生产. | 由于工具和模具,设置时间更长. |
| 生产速度 | 慢量生产较慢. 小批量的理想选择, 自定义零件. | 更快的批量生产, 特别是对于简单零件. |
| 设计复杂性 | 可以轻松创建复杂的几何形状. | 受工具约束的限制; 复杂的设计需要额外的步骤. |
| 定制 | 一次性或定制零件的理想选择. | 由于工具的更改,定制更加昂贵. |
| 物料可用性 | 限于普通金属 (不锈钢, 钛, ETC。). | 可用于多种应用的各种金属和合金. |
| 物质性能 | 材料强度和均匀性略低. | 优越的强度和更一致的材料特性. |
| 初始投资 | 高初始成本由于昂贵的3D打印机和金属粉. | 降低基本设置的初始投资. |
| 每个单位成本 | 高量生产高; 小型运行的成本效益. | 质量生产较低, 特别是简单设计. |
| 力量 & 耐用性 | 适用于许多应用; 可能需要后处理以提高力量. | 通常更高的强度, 特别是对于高性能合金. |
| 表面饰面 | 需要后处理才能平滑完成. | 通常用于简单设计的更好的表面饰面. |
| 后处理 | 提高机械性能所需, 和表面饰面. | 除非复杂或高精度要求,否则通常最少的后处理. |
| 物质浪费 | 由于添加性质而引起的最小材料废物. | 某些方法中较高的物质浪费 (例如。, 加工). |
| 理想的 | 低量, 自定义零件, 复杂的几何形状, 原型. | 高量, 简单零件, 一致的材料特性. |
| 申请 | 航天, 医疗植入物, 汽车 (低量, 复杂零件). | 汽车, 重型机械, 工业部件 (高量, 大规模生产). |
10. 结论
金属3D打印架位于制造创新的最前沿, 提供独特的优势,例如设计自由, 快速原型制作, 和材料效率.
虽然它面临着高成本和材料限制等挑战, 它在整个行业的变革潜力是不可否认的.
无论您在航空航天, 汽车, 或消费品,
探索金属3D打印如何满足您的特定需求可能只是解锁产品开发和制造中新可能性的关键.
这些提供3D打印服务. 如果您有任何3D打印需求, 请随时 联系我们.

