
1. Вступ
Зварювання є одним з найважливіших процесів у виробництві та будівництві, створення основи для створення міцних і надійних з’єднань у різних матеріалах.
Будь то будівництво хмарочоса, виготовлення рам автомобіля, або збирання складної техніки, зварювання забезпечує міцність і стабільність кінцевого виробу.
Однак, досягнення бездоганних зварних швів вимагає не лише нагрівання та наповнення.
Це вимагає належного вирівнювання та ретельної уваги до деталей протягом усього процесу.
Зварювання прихватками відіграє в цьому вирішальну роль. Це тимчасова техніка, яка використовується для закріплення заготовок на місці перед фіналом, повний зварний шов.
Це забезпечує правильне вирівнювання, зменшує ризик викривлення, і, зрештою, сприяє міцності та якості кінцевого зварного шва.
У цьому блозі, ми дослідимо важливість зварювання прихватками, його різні техніки, вигоди, загальні програми, і найкращі методи, щоб забезпечити стабільність і точність зварювальних швів.
2. Що таке зварювання прихватками?
Зварювання прихватками — це процес нанесення дрібних, тимчасові зварні шви для утримання шматків металу разом.
Ці зварні шви стратегічно розташовані в ключових точках уздовж з’єднання, забезпечення того, щоб деталі залишалися на місці під час етапів вирівнювання та складання.
На відміну від кінцевих зварних швів, які розроблені для забезпечення тривалої міцності, прихватки не призначені для того, щоб витримувати навантаження після завершення повного процесу зварювання.
Це зазвичай використовується в поєднанні з іншими процесами зварювання, такими як MIG зварювання, Зварювання TIG, і паличне зварювання.
Мета - створити стайню, тимчасове з’єднання, яке витримає нагрівання та тиск наступного зварювання,
запобігання зсуву або деформації матеріалів під час остаточного створення шва.
3. Роль зварювання прихватками в процесі зварювання
Він служить основою для багатьох великих і складніших зварювальних проектів.
Його основна мета - забезпечити правильне розташування заготовок перед початком остаточного процесу зварювання.
Це особливо важливо у великомасштабних проектах, де навіть незначне зміщення може спричинити значні проблеми в кінцевому продукті.
Ось як допомагає зварювання прихватками:
- Забезпечує правильне розташування: Прихватки тимчасово фіксують деталі на місці, щоб запобігти будь-якому пересуванню під час повного зварювання.
- Запобігає деформації та деформації: Міцно тримаючи частини на місці, прихватки допомагають мінімізувати ризик викривлення, спричиненого тепловим розширенням під час основного процесу зварювання.
- Покращує ефективність складання: З належним чином вирівняними частинами, прихватка зменшує потребу в коригуванні під час остаточного зварювання, економія як часу, так і матеріалів.
4. Технологія зварювання прихватками
Основні кроки:
- Розташування заготовок: Почніть з обережного встановлення заготовок у бажане положення відносно одна одної.
Правильне вирівнювання має вирішальне значення для забезпечення відповідності кінцевого продукту специфікаціям. - Процес зварювання прихватками: Подайте заявку швидко, маленькі кульки зварного шва в стратегічних точках для надійного утримання деталей.
Розмір і відстань цих зварних швів залежать від товщини матеріалу та типу з’єднання.
Хороше емпіричне правило полягає в тому, щоб зварювальні шви розміщувати між собою 6 до 12 дюймів, в залежності від вимог проекту. - Остаточна перевірка: Перш ніж приступити до остаточного зварювання, переконайтеся, що з’єднання розташовано правильно, а зварні шви забезпечують достатню фіксацію.
Перевірка вирівнювання зараз може заощадити час і зусилля.

Загальні процеси зварювання:
- Зварювання MIG: Відомий своєю швидкістю та ефективністю, Зварювання MIG ідеально підходить для швидкого, ефективні прихватні шви на тонших металах.
- Зварювання TIG: Пропонуючи точність і контроль, Зварювання TIG ідеально підходить для делікатніших або детальних робіт,
особливо при роботі з більш тонкими матеріалами або при потребі чистого зовнішнього вигляду. - Паличне зварювання: З його міцною природою, стикове зварювання забезпечує надійне зварювання прихватками для більш товстих матеріалів і зовнішнього застосування, де важлива мобільність.
Вибір правильного розміру та інтервалу:
Вибір відповідного розміру та відстані для прихваток має вирішальне значення. Замало або замало, і зварні шви можуть не забезпечувати достатнього утримання;
занадто багато або занадто великий, і вони можуть створити непотрібний стрес або ускладнити видалення.
Дослідження, проведене Американським зварювальним товариством, показало, що оптимальні розміри прихваток залежать від товщини матеріалу,
із загальними вказівками щодо довжини прихваток між ними 0.5 до 1 дюйм для більшості застосувань.
Зварювальні позиції:
Різні позиції зварювання — плоскі, горизонтальний, вертикальний, і накладні витрати — впливають на легкість і якість зварювання прихватками.
Відкоригуйте свою техніку відповідно, щоб забезпечити надійні результати.
Наприклад, плоске зварювання часто є легшим і дає більш якісні прихватки завдяки кращому контролю над резервуаром розплаву.
5. Поширені типи зварювання прихватками
З роками, з'явилося кілька спеціалізованих типів зварювання прихватками для задоволення різних застосувань і вимог.
Точкове зварювання
Точкове зварювання є одним з найпопулярніших методів, що використовуються в роботі з листовим металом, особливо в таких галузях, як автомобілебудування та електроніка.

Це передбачає застосування тиску та тепла в певних точках, зазвичай через електроди, створити мал, локалізований зварний шов.
- Як це працює: Електричний ланцюг сильного струму проходить через деталі в місці, де необхідно виконати зварювання.
Тепло, що виділяється опором у точках контакту, змушує метал плавитися та плавитися. - Заявки: Автомобільний кузов, електроніка, та виробництво приладів.
Точкове зварювання особливо корисно для тонких листових металів і матеріалів, які не схильні до значних термічних деформацій. - Вигоди: швидко, ефективний, і економічно ефективний для великого виробництва.
Ультразвукове зварювання прихватками
Це новіше, більш спеціалізована техніка, яка використовує високочастотні звукові хвилі для створення локального тепла та зварювання матеріалів.
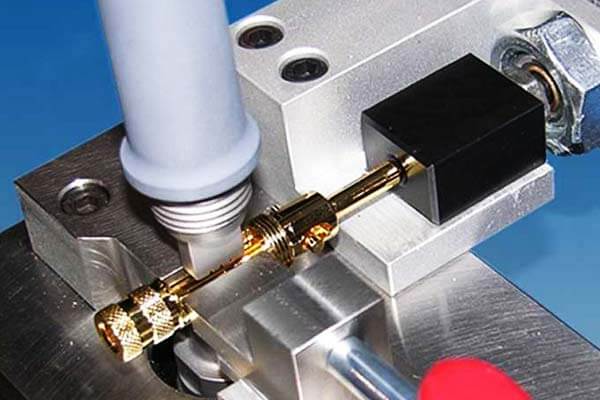
На відміну від звичайних методів зварювання, не потребує наповнювача або високих температур.
Натомість, Ультразвукові коливання генерують достатньо тепла для склеювання поверхонь.
- Як це працює: Ультразвукові хвилі застосовуються на частоті між 20 і 40 кГц, що викликає швидку вібрацію металевих поверхонь, утворення тепла тертя.
Створене тепло сплавляє матеріали в місці контакту. - Заявки: Часто використовується там, де традиційне зварювання може пошкодити делікатні або дрібні компоненти, наприклад, в електронній промисловості чи медичних приладах.
- Вигоди: Точність і мінімальне спотворення роблять його ідеальним для невеликих застосувань.
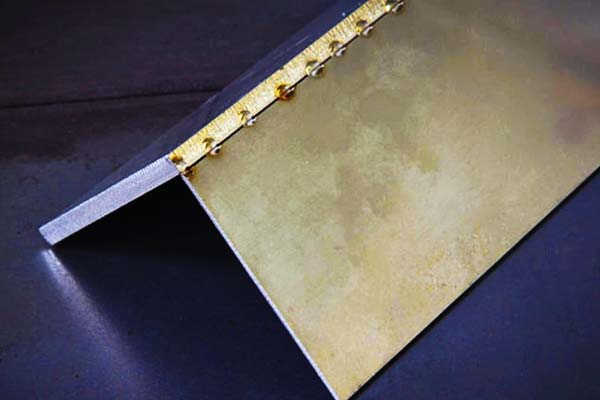
Зварювання мостових прихваток
Зварювання мостових прихваток передбачає створення кількох невеликих прихватних швів уздовж з’єднання або впоперек зазору між деталями.
Ця техніка «заповнює» розрив перед тим, як накладається повний зварний шов, забезпечення вирівнювання компонентів протягом усього процесу.
- Як це працює: Невеликі прихватки розміщуються з інтервалами, ефективно «з'єднує» частини разом.
Це допомагає підтримувати їх вирівнювання під час подальших етапів зварювання або складання. - Заявки: Зазвичай використовується для зварювання конструкцій, наприклад, при будівництві великих сталевих конструкцій, таких як мости, кораблі, і важка техніка.
- Вигоди: Забезпечує чудову стабільність для великих компонентів, запобігання зсуву деталей під час остаточного зварювання.
Гаряче зварювання
Гаряче зварювання прихватками передбачає нагрівання деталей до високої температури перед накладанням прихваток.
Ця техніка гарантує, що заготовки вже частково зварені під час прихватки,
зниження ризику викривлення або зміщення під час повного процесу зварювання.
- Як це працює: Заготовки нагріваються до певної температури за допомогою зовнішніх джерел тепла, таких як факел або піч.
Один раз при бажаній температурі, прихватні шви застосовуються в різних точках уздовж з’єднання. - Заявки: Використовується в ситуаціях, коли матеріали необхідно утримувати на місці при високих температурах або коли загальний процес включає зварювання товстих секцій матеріалу.
- Вигоди: Ідеально підходить для запобігання термічній деформації та забезпечення щільного прилягання до великих матеріалів.
Індукційне зварювання прихватками
Індукційне зварювання прихватками використовує електромагнітну індукцію для генерації тепла в заготовках.
Цей процес часто використовується для високошвидкісних програм, де потрібні швидкі цикли нагрівання та охолодження.
- Як це працює: Через котушку, розміщену біля заготовок, пропускають змінний струм.
Індукційний струм нагріває метал, викликаючи його плавлення та плавлення в точці контакту. - Заявки: Зазвичай використовується в промисловості, де потрібне швидке та точне нагрівання великих компонентів, наприклад, на металургійних заводах і металообробці.
- Вигоди: швидко, контрольоване опалення, і здатність застосовувати точне локалізоване тепло до металу.
Термітне зварювання
Це використовувати хімічну реакцію між порошковими металами (як правило, оксид алюмінію та заліза) щоб викликати екзотермічну реакцію, яка генерує тепло.

Це тепло використовується для зварювання матеріалів.
- Як це працює: Термітна суміш запалюється і створює надзвичайно високі температури, достатньо, щоб розплавити заготовки та створити з’єднання.
Цей процес часто використовується для зварювання товстих секцій металу. - Заявки: Використовується на залізницях, важка техніка, промислове застосування, що потребує високої температури та міцних зв’язків.
- Вигоди: Надзвичайно потужний і ідеально підходить для великих, товсті матеріали.
6. Переваги зварювання прихватками
- Точність і контроль: Зварювання прихватками забезпечує точне розташування компонентів перед остаточним зварюванням,
зниження ризику зміщення та забезпечення високоякісних результатів. - Зменшене спотворення: Утримуючи деталі на місці, зварювання прихватками мінімізує теплове розширення, яке може виникнути під час повного зварювання, що часто призводить до спотворення.
- Економічний: Це допомагає заощадити як час, так і матеріал, запобігаючи необхідності повторної обробки через зміщення або неправильне розташування.
- Спрощена збірка: Він допомагає збирати складні конструкції, тимчасово закріплюючи деталі,
дозволяючи зварникам зосередитися на інших важливих аспектах проекту.
7. Недоліки зварювання прихватками
- Тимчасовий характер: Оскільки прихватні шви не є несучими, їх потрібно або включити в остаточний зварний шов, або видалити після цього.
- Ризики зміщення: При необережному застосуванні, прихватні шви можуть спричинити зміщення під час остаточного процесу зварювання, що призводить до додаткової переробки.
- Термічні зони: Кілька прихваток на одній ділянці можуть спричинити зони впливу тепла,
які можуть послабити матеріал з часом, якщо не ретельно керувати ними.
8. Загальні застосування зварювання прихватками
- Виготовлення та монтаж: Великі структурні проекти, такі як мости, будівлі, і кораблі потребують зварювання прихватками, щоб підтримувати вирівняність компонентів протягом повного процесу зварювання.
- Робота з листового металу: Автомобільна та аерокосмічна промисловість широко використовує зварювання прихватками для складання кузовів автомобілів, крила, і конструкції фюзеляжу.
- Зварювання труб: Його часто використовують для вирівнювання та тимчасового утримання труб перед повним зварюванням, забезпечення точності з’єднань.
- Ремонт і технічне обслуговування: У завданнях з обслуговування, зварювання прихватками використовується для утримання деталей на місці під час ремонту або заміни.
9. Поради для успішного зварювання прихватками
Вибір правильного електрода або наповнювача
Переконайтеся, що матеріал електрода або наповнювача збігається з основним металом для створення міцності, сумісна прихватка.
Вибір правильного матеріалу може підвищити міцність зварювання та зменшити ризик дефектів.
Належний контроль тепла
Підтримуйте правильний рівень тепла, щоб уникнути перегріву області суглоба, які можуть послабити матеріал або викликати небажані деформації.
Адекватний контроль тепла сприяє чистоті, більш міцні зварні шви.
Дотримання правильного інтервалу
Визначте оптимальний розмір і відстань для прихваток на основі товщини матеріалу та характеру з’єднання. Послідовний інтервал сприяє однорідності та стабільності кінцевого продукту.
Забезпечення міцних зварних швів
Уникайте слабких або неадекватних прихваток, які можуть вийти з ладу під напругою, застосовуючи достатню, але контрольовану температуру та тиск.
Міцні зварні шви забезпечують міцну основу для остаточного зварювання, забезпечення довговічності конструкції.
10. Проблеми при зварюванні прихватками
Пористість і забруднення
Запобігайте потраплянню повітряних кишень і забруднень у зварний шов, ретельно очистивши поверхню та використовуючи відповідні захисні гази.
Пористість може послабити зварний шов і порушити його цілісність.
Невідповідний розмір
Підтримуйте однакові розміри прихваток, щоб забезпечити стабільну продуктивність і зовнішній вигляд.
Різні розміри можуть вплинути на міцність і естетичність кінцевого зварного шва.
Видалення зварного шва
Знайте, коли і як знімати прихватки, якщо це необхідно, наприклад, при зміні положення деталей перед остаточним зварюванням.
Ефективні методи видалення можуть заощадити час і запобігти пошкодженню заготовки.
Ризики зміщення
Будьте обережні щодо зміщення, яке може виникнути внаслідок неправильної техніки зварювання прихватками, потенційно призведе до дорогих виправлень.
Ретельне виконання прихваток може зменшити ці ризики та забезпечити більш плавний процес складання.
11. Отримайте індивідуальні металеві деталі з DEZE
В Це, ми спеціалізуємося на наданні якісних зварювальних послуг, включаючи зварювання прихватками, щоб забезпечити точність і стабільність ваших металевих частин.
Незалежно від того, чи потрібне вам невелике виробництво чи великі структурні проекти, наші досвідчені зварювальники мають інструменти та досвід для досягнення першокласних результатів.
12. Висновок
Зварювання прихватками може здатися простим у загальному процесі зварювання, але його важливість неможливо переоцінити.
Закріплюючи деталі на місці та забезпечуючи належне вирівнювання, зварювання прихватками запобігає викривленню та зсуву,
економія часу і матеріальних витрат при одночасному підвищенні загальної якості кінцевого зварного шва.
Незалежно від того, чи працюєте ви на масштабному будівництві, автомобільні проекти, або точного машинобудування, її опанування є важливим для досягнення найкращих результатів.
Дотримуйтесь найкращих практик, викладених у цьому блозі, щоб оптимізувати процес зварювання прихватками та забезпечити успіх у своєму наступному проекті!

