1. Вступ — Чому запобігання корозії має значення
Корозія є природною, електрохімічний процес, який руйнує матеріали, зокрема метали, коли вони взаємодіють із навколишнім середовищем.
Глобально, Пошкодження, пов'язані з корозією, споживають значну частину бюджетів промислового обслуговування, впливає на важливу для безпеки інфраструктуру, і скорочує термін служби активів.
Таким чином, ефективне запобігання корозії – це не один метод, а системна інженерна стратегія що об’єднує матеріалознавство, принципи проектування, екологічний контроль, і управління життєвим циклом.
Запобігання корозії полягає не в її повному усуненні (це нереальна мета), а в тому уповільнення швидкості корозії до прийнятної, передбачувані рівні при цьому забезпечується структурна цілісність, безпека, та економічна життєздатність.
2. Матеріально-орієнтована профілактика: Фундаментальне підвищення стійкості до корозії
Вибір і оптимізація матеріалів є основними кроками в запобіганні корозії.
Вибираючи за своєю суттю корозійно-стійкі матеріали або модифікуючи композиції матеріалів, термодинамічна тенденція корозії може бути зменшена. Цей розділ присвячений двом основним підходам: вибір матеріалу та оптимізація сплаву.

Раціональний вибір матеріалу з урахуванням умов навколишнього середовища
Вибір матеріалу повинен узгоджуватися з конкретним корозійним середовищем (Напр., концентрація хлориду, значення pH, температура, тиск) для забезпечення довгострокової стабільності.
Основні принципи та приклади включають:
- Загальне атмосферне середовище: Вуглецева сталь є економічно вигідним, але вимагає додаткового захисту (Напр., малювання).
Низьколеговані сталі (Напр., A36 з додаванням Cu) підвищити стійкість до атмосферної корозії 30-50% порівняно зі звичайною вуглецевою сталлю, підходить для будівництва конструкцій і мостів. - Хлоридовмісні середовища (Морська вода, Розсіл): Аустенітні нержавіючі сталі (316Л, PREN≈34) стійкість до точкової корозії в середовищах з низьким вмістом хлоридів,
в той час як супердуплексна нержавіюча сталь (Напр., CD3MWCuN, ДЕРЕВО>40) і сплави на основі нікелю (Hastelloy C276) є кращими для високих хлоридів, середовищах високого тиску, таких як підводні трубопроводи. - Кислі/основні середовища: Для сильних відновних кислот (H₂so₄), титанові сплави (TI-6AL-4V) і Hastelloy B2 демонструють чудову стійкість.
Для лужних середовищ (NaOH), нікель-мідні сплави (Монель 400) перевершує нержавіючі сталі, уникаючи розтріскування, спричиненого гідроксидом. - Високотемпературні окисні середовища: Збагачені хромом сплави (Напр., Юнель 600, Cr=15-17%) утворюють щільні пасивні плівки Cr₂O₃, збереження стабільності при 800-1000 ℃, підходить для компонентів печей і газових турбін.
Зокрема, вибір матеріалу повинен збалансувати стійкість до корозії, вартість, і обробка. Відповідно до NACE SP0108, система «класифікації стійкості до корозії». (помірний, помірний, сильний, екстремальний) слід використовувати, щоб узгодити матеріали з екологічними ризиками, уникнення надмірної специфікації або недостатнього захисту.
Оптимізація сплаву та модифікація мікроструктури
Для сценаріїв, коли стандартних матеріалів недостатньо, Модифікація сплаву може підвищити стійкість до корозії шляхом коригування хімічних складів або оптимізації мікроструктури:
- Додавання легуючих елементів: Додавання хрому (Cr), молібден (Mo), азот (П.), і мідь (Куточок) до сталей покращує стабільність пасивної плівки та стійкість до точкової корекції.
Наприклад, 2205 Дуплексна нержавіюча сталь (Cr=22%, Mo=3%, N=0,15%) досягає PREN 32, перевершує 316L у хлоридних середовищах. Вольфрам (Ш) додавання в супердуплексні сплави додатково підвищує стійкість до високотемпературної корозії. - Мікроструктурний контроль: Термічна обробка регулює розмір зерна, Фазовий розподіл, і утворення осаду для зниження сприйнятливості до корозії.
Наприклад, термообробка розчином нержавіючих сталей (1050-1150℃ загартування) перешкоджає карбіду хрому (Cr₂₃C₆) опади, запобігання міжкристалітній корозії (IGC).
Для вуглецевих сталей, відпустка при 600-650 ℃ зменшує залишкові напруги та покращує стійкість до корозійного розтріскування під напругою (SCC). - Покращення чистоти: Зменшення вмісту домішок (сірка, фосфор, кисень) мінімізує місця початку корозії.
Вакуумна індукційна плавка (VIM) і електрошлаковий переплав (ШОЕ) знизити вміст сірки в суперсплавах до ≤0,005%, усунення сульфідних включень, які викликають точкову корозію.
3. Екологічне регулювання: Пом'якшення факторів, що викликають корозію
Модифікація робочого середовища для зменшення її агресивності є економічно ефективною стратегією, особливо для закритих або контрольованих систем.
Цей підхід націлений на ключові фактори корозії, такі як волога, кисень, іони хлориду, і агресивні хімікати.
Контроль вмісту вологи та кисню
Волога та кисень необхідні для електрохімічної корозії (катодна реакція: O₂ + 2H₂O + 4e⁻ → 4OH⁻). Заходи пом'якшення включають:
- Осушення: У закритих приміщеннях (Напр., шафи електронного обладнання, склади зберігання), підтримання відносної вологості (RH) нижче 60% знижує швидкість корозії на 70-80%.
Десиканти (силікагель, молекулярні сита) і зазвичай використовуються осушувачі повітря; для точних компонентів, Відносна вологість контролюється до ≤40% відповідно до ASTM D1735. - Видалення кисню: У замкнутих системах (Напр., котлова вода, нафтопроводи), деаератори або хімічні поглиначі кисню (Напр., гідразин, сульфіт натрію) знизити вміст кисню до ≤0,01 ppm, запобігання питтингу та SCC, викликаного киснем.
Для резервуарів для зберігання масла, азотне покриття витісняє кисень, мінімізація внутрішньої корозії стінок бака.
Зниження агресивних іонів і хімікатів
Хлорид (Cl⁻), сульфід (S²⁻), а кислотні/основні речовини прискорюють корозію, руйнуючи пасивні плівки або сприяючи хімічним реакціям. Основні методи контролю:
- Фільтрація та очищення: У системах охолодження морської води, зворотний осмос (RO) або іонний обмін видаляє іони хлориду (від 35‰ до ≤500 ppm),
що дозволяє використовувати нержавіючу сталь 316L замість дорогих сплавів на основі нікелю. У хімічних процесах, фільтрація активованим вугіллям видаляє органічні кислоти та сульфіди. - Регулювання pH: Підтримання pH від нейтрального до злегка лужного (7.5-9.0) для водних систем утворює захисну гідроксидну плівку на металевих поверхнях.
Наприклад, додавання аміаку до котлової води регулює pH 8.5-9.5, зменшення корозії труб з вуглецевої сталі 50%. - Додавання інгібітора: Інгібітори корозії - це хімічні речовини, які знижують швидкість корозії шляхом адсорбування на металевих поверхнях або зміни реакції корозії.. Їх класифікують за механізмом:
-
- Анодні інгібітори (Напр., хромати, нітрати) посилити утворення пасивної плівки, підходить для чорних металів у нейтральних середовищах.
Однак, хромати обмежені REACH через токсичність, з інгібіторами тривалентного хрому як альтернативою. - Катодні інгібітори (Напр., солі цинку, фосфати) уповільнення катодної реакції, широко використовується в системах охолодження води (дозування 10-50 PPM) щоб запобігти виникненню ямок.
- Змішані інгібітори (Напр., імідазоліни, поліфосфати) діють як на анодні, так і на катодні ділянки, пропонуючи широкий спектр захисту для багатометалевих систем (сталь, мідь, алюміній) в розсолах нафтопромислів.
- Анодні інгібітори (Напр., хромати, нітрати) посилити утворення пасивної плівки, підходить для чорних металів у нейтральних середовищах.
Контроль температури
Швидкість корозії зазвичай зростає з температурою (Закон Арреніуса), оскільки більш високі температури прискорюють електрохімічні реакції та знижують ефективність інгібітора.
Наприклад, в морській воді, швидкість корозії вуглецевої сталі збільшується в 2-3 рази при підвищенні температури від 25 ℃ до 60 ℃. Заходи пом'якшення включають:
- Ізоляційне обладнання для запобігання перепадів температури та конденсації (головна причина локалізованої корозії).
- Використання стійких до високих температур інгібіторів (Напр., похідні поліаміну) для систем, що працюють при температурі вище 100 ℃.
- Охолодження критичних компонентів (Напр., Теплообмінники) підтримувати температуру в оптимальному діапазоні для стійкості до корозії.
4. Захист поверхні: Встановлення фізичних/хімічних бар'єрів
Захист поверхні є найпоширенішим методом захисту від корозії, створення бар'єру між матеріалом і навколишнім середовищем для блокування корозійних реакцій.
Він підходить як для нових компонентів, так і для обслуговування в процесі експлуатації, з різними технологіями, адаптованими до різних матеріалів і середовищ.
Технології нанесення покриттів
Покриття поділяють на органічні, неорганічні, і металеві категорії, кожен з унікальними властивостями та застосуванням:

Органічні покриття:
- Фарба і лак: Алкідний, епоксидний, і поліуретанові фарби зазвичай використовуються для конструкцій з вуглецевої сталі.
Епоксидні покриття (товщина 150-300 мкм) забезпечують чудову адгезію та хімічну стійкість, підходить для промислового обладнання та трубопроводів. Поліуретанові фінішні покриття забезпечують стійкість до ультрафіолету, ідеально підходить для зовнішніх конструкцій. - Порошкові покриття: Електростатично нанесений поліефірний або епоксидний порошок (затвердіння при 180-200 ℃) утворює щільну плівку (50-200 мкм) без викидів ЛОС.
Він широко використовується в автомобільних деталях, побутова техніка, та архітектурні компоненти, зі стійкістю до сольового туману ≥1000 годин (ASTM B117). - Полімерні вкладиші: Товста гума, поліетилен (ПЕ), або фторполімер (PTFE) вкладиші захищають резервуари і трубопроводи від агресивних хімічних речовин (Напр., кислоти, розчинники).
Вкладиші з PTFE інертні майже до всіх хімічних речовин, підходить для хімічних реакторів.
Неорганічні покриття:
- Керамічні покриття: Глинозем плазмового напилення (Al₂O₃) або цирконій (ZrO₂) покриття (товщина 200-500 мкм) забезпечують чудову стійкість до зносу та високотемпературної корозії, використовується в лопатках газових турбін і компонентах двигуна.
- Силікатні покриття: Силікатні покриття на водній основі утворюють хімічний зв’язок з металевими поверхнями, забезпечує стійкість до корозії в середовищах з високою вологістю.
Вони є екологічно чистою альтернативою хроматним покриттям для алюмінієвих компонентів.
Металеві покриття:
- Оцинкування: Гаряче цинкування (Товщина покриття Zn 85-100 мкм) забезпечує катодний захист вуглецевої сталі, з терміном служби 20-50 років в атмосферних середовищах. Він широко використовується в мостах, огорожі, та металоконструкції.
- Електричний/Безелектричне покриття: Хромування (твердий хром) підвищує зносостійкість і стійкість до корозії механічних частин, в той час як електролітичне нікелювання (Ni-P сплав) забезпечує рівномірне покриття для компонентів складної форми, підходить для аерокосмічного кріплення.
- Металеві покриття термічним напиленням: Цинк, що наноситься розпилювачем, алюміній, або їх сплави забезпечують катодний захист великих конструкцій (Напр., Офшорні платформи).
Алюмінієво-цинкові покриття (85Al-15Zn) виявляти стійкість до сольового туману ≥2000 годин, перевершує покриття з чистого цинку.
Вирішальним для якості покриття є підготовка поверхні (Напр., піскоструминна обробка, хімічне очищення) щоб видалити масло, іржа, і оксиди, забезпечення адгезії покриття.
Відповідно до SSPC-SP 10 (струменеве очищення майже білого металу), шорсткість поверхні повинна бути 30-75 мкм для оптимального зчеплення покриття.
Хімічні конверсійні покриття
Хімічні конверсійні покриття утворюють тонкий (0.1-2 мкм) клейка плівка на металевих поверхнях за допомогою хімічних реакцій, підвищує корозійну стійкість і служить ґрунтовкою для органічних покриттів. Поширені типи:
- Хроматні перетворення покриттів: Традиційні покриття для алюмінію та цинку, забезпечує чудову стійкість до корозії, але обмежений екологічними нормами.
Конверсійні покриття тривалентного хрому (ASTM D3933) є альтернативами, забезпечуючи стійкість до сольових бризок 200-300 годинник. - Фосфатні конверсійні покриття: Покриття з фосфату цинку або заліза використовуються як ґрунтовки для сталевих і алюмінієвих деталей, покращує адгезію фарби та стійкість до корозії.
Вони широко використовуються в автомобільних корпусах і електронних корпусах. - Анодування: Для алюмінію, Анодування (сірчаної кислоти або жорсткого анодування) утворює густу (5-25 мкм) Фільм Al₂O₃, значно покращує корозійну та зносостійкість.
Анодування II типу (декоративний) і тверде анодування типу III (промисловий) є загальними, із стійкістю до сольових бризок 500 годинник.
Катодний і анодний захист
Це електрохімічні методи захисту, які змінюють потенціал металу для придушення корозійних реакцій, підходить для великих металевих конструкцій (трубопроводи, резервуари, Офшорні платформи).
- Катодний захист (CP):
-
- Жертвований анод CP: Кріплення більш активних металів (цинк, алюміній, магній) до захищеної споруди.
Витратний анод переважно піддається корозії, поляризуючи структуру до катодного потенціалу.
Використовується в системах морської води (Напр., корпуси кораблів, Офшорні платформи) і заглиблені трубопроводи, з інтервалами заміни анода 5-10 років. - Вражений поточний CP: Подача зовнішнього постійного струму (DC) до структури (катод) і інертний анод (платина, оксид титану).
Він підходить для великих конструкцій або середовищ із високим питомим опором (Напр., пустельні трубопроводи), з точним контролем потенціалу (-0.85 до -1.05 У проти. Cu/CuSO₄ електрод) щоб уникнути надмірного захисту (Оглинання водню).
- Жертвований анод CP: Кріплення більш активних металів (цинк, алюміній, магній) до захищеної споруди.
- Анодний захист: Застосування анодного струму для пасивації металу (Напр., нержавіюча сталь, титан) в кислому середовищі.
Використовується в хімічних реакторах (Напр., резервуари для сірчаної кислоти) де можливе пасивне утворення плівки, із суворим контролем струму та потенціалу для підтримки пасивності.
5. Оптимізація конструкції: Уникнення гарячих точок корозії
Поганий структурний дизайн може створити локалізовані гарячі точки корозії (Напр., щілини, застійні зони, концентрації напруги) навіть із корозійностійкими матеріалами та захисними покриттями.
Оптимізація конструкції спрямована на усунення цих гарячих точок і полегшення обслуговування.
Усунення тріщин і застійних зон
Щілинна корозія виникає у вузьких зазорах (<0,1 мм) де виснаження кисню та накопичення хлоридів створюють агресивне мікросередовище. Покращення дизайну включають:
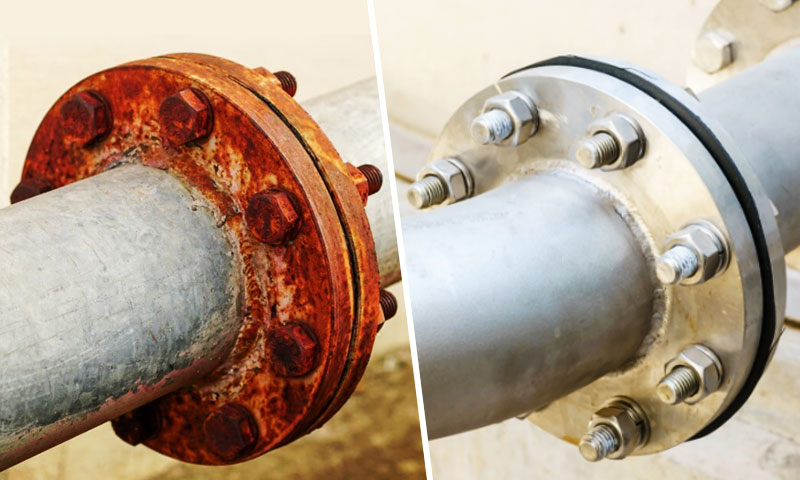
- За можливості використовуйте зварні шви замість болтових з’єднань; для болтових з'єднань, за допомогою прокладок (Напр., EPDM, PTFE) щоб запобігти утворенню щілин.
- Проектування гладким, закруглені краї замість гострих кутів; уникаючи заглиблень, глухі отвори, і поверхні, що перекриваються, які затримують вологу та сміття.
- Забезпечення належного дренажу та вентиляції в закритих конструкціях (Напр., днища резервуарів, корпуси обладнання) для запобігання застою води.
Мінімізація гальванічної корозії
Гальванічна корозія виникає, коли два різнорідні метали знаходяться в електричному контакті в електроліті, при цьому більш активний метал швидко кородує. Стратегії дизайну:
- Вибір металів з подібними електрохімічними потенціалами (за гальванічним рядом).
Наприклад, поєднання нержавіючої сталі 316L з міддю є прийнятним (різниця потенціалів <0,2 В), при поєднанні вуглецевої сталі з міддю (різниця потенціалів >0,5 В) вимагає утеплення. - Ізоляція різнорідних металів непровідними матеріалами (Напр., гумовий, пластикові шайби) розірвати електричний контакт.
- Використання тимчасових анодів або покриттів на більш активному металі для захисту його від гальванічної корозії.
Зменшення залишкових напруг і концентрацій напруг
Залишкові напруги від виробництва (зварювання, холодна обробка) або робочі навантаження можуть спричинити SCC у корозійних середовищах. Покращення дизайну та процесу:
- Використання поступових переходів (філе, звужуються) замість різких змін поперечного перерізу для зниження концентрації напруг.
- Виконання післязварювальної термообробки (Pwht) для зняття залишкових напруг (Напр., 600-650℃ для зварних швів з вуглецевої сталі).
- Уникайте холодної роботи за межами 20% для нержавіючих сталей, оскільки це збільшує напругу та знижує стійкість до корозії.
Полегшення технічного обслуговування та перевірки
Проектування конструкцій для забезпечення легкого доступу для огляду, очищення, а технічне обслуговування покриття має вирішальне значення для тривалого запобігання корозії. Це включає:
- Встановлення оглядових отворів, оглядові ями, і майданчики доступу для великогабаритного обладнання.
- Розробка систем нанесення покриттів із можливістю простого підфарбовування (Напр., використання сумісних ремонтних фарб).
- Вбудовані датчики моніторингу корозії (Напр., талони на корозію, зонди електричного опору) у доступні місця.
6. Моніторинг корозії та прогнозне технічне обслуговування
Запобігання корозії не є одноразовим заходом; постійний моніторинг і профілактичне технічне обслуговування необхідні для раннього виявлення ознак корозії та коригування стратегій захисту.
Цей розділ охоплює ключові технології моніторингу та практики обслуговування.
Технології моніторингу корозії
- Неруйнівне тестування (NDT):
-
- Ультразвукове тестування (ЮТ): Вимірює товщину металу для виявлення рівномірної корозії та ямкової коррозії, з точністю до ±0,1 мм. Використовується для трубопроводів, резервуари, і посудини під тиском (ASTM A609).
- Випробування вихровими струмами (ECT): Виявляє поверхневу та приповерхневу корозію (глибина ≤5 мм) в струмопровідних матеріалах, підходить для деталей з нержавіючої сталі та алюмінію (ASTM E2434).
- Рентгенографія (XR): Визначає внутрішню корозію та дефекти зварювання, використовується в критичних аерокосмічних і ядерних компонентах (ASTM E164).
- Електрохімічний моніторинг:
-
- Купони на корозію: Піддає металеві зразки впливу навколишнього середовища протягом встановленого періоду, вимірювання втрати ваги для розрахунку швидкості корозії (ASTM G1). Простий і економічний, використовується в системах охолодження води.
- Лінійний поляризаційний опір (ЛНР): Моніторинг швидкості корозії в реальному часі шляхом вимірювання поляризаційного опору, підходить для водних середовищ (ASTM G59).
- Електрохімічна імпедансна спектроскопія (EIS): Оцінює цілісність покриттів і пасивних плівок, надання уявлення про локалізовані механізми корозії (ASTM G106).
- Розумні системи моніторингу: Інтеграція датчиків IoT, аналітика даних, і цифрові двійники для моніторингу корозії в реальному часі.
Наприклад, волоконно-оптичні датчики, вбудовані в трубопроводи, виявляють напругу, спричинену корозією, а бездротові датчики корозії передають дані на хмарні платформи для прогнозного аналізу.
Прогнозне та профілактичне технічне обслуговування
На основі даних моніторингу, стратегії технічного обслуговування можна оптимізувати, щоб уникнути незапланованих простоїв:
- Профілактичне обслуговування: Регулярне прибирання, підправка покриття, поповнення інгібітора, і заміна анода (для систем CP) через заплановані проміжки часу.
Наприклад, перефарбування сталевих мостів кожен 10-15 років, і щоразу замінювати жертвуючі аноди на кораблях 5 років. - Прогнозне технічне обслуговування: Використання даних моніторингу для прогнозування розвитку корозії та планування технічного обслуговування лише за потреби.
Наприклад, Дані LPR можуть прогнозувати, коли товщина трубопроводу досягне мінімально допустимої межі, можливість цільового ремонту. - Аналіз першопричини: Дослідження пошкоджень корозії для визначення основних причин (Напр., руйнування покриття, виснаження інгібітора, недоліки конструкції) та впровадити коригувальні дії.
Відповідно до NACE RP0501, аналіз першопричини повинен включати перевірку матеріалу, екологічний аналіз, та перегляд процесу.
7. Нові тенденції та майбутні напрямки
З досягненнями в матеріалознавстві, цифрові технології, і стійкість, запобігання корозії розвивається в бік більш ефективного, екологічно чистий, та інтелектуальні рішення:
- Розумні антикорозійні матеріали: Самовідновлювальні покриття (що містять мікрокапсули цілющих речовин) які автоматично усувають подряпини та тріщини, збільшення терміну служби покриття в 2-3 рази.
Сплави з пам’яттю форми, які регулюються для зменшення концентрації напруги та ризику корозії. - Цифровізація та управління корозією на основі ШІ: Алгоритми штучного інтелекту аналізують дані великого моніторингу, щоб з високою точністю прогнозувати ризики корозії, оптимізація графіків обслуговування та зниження витрат.
Цифрові двійники структур імітують поведінку корозії в різних умовах навколишнього середовища, можливість віртуального тестування стратегій захисту від корозії. - Запобігання зеленій корозії: Розробка екологічно чистих інгібіторів (на біооснові, біологічно розкладається) для заміни отрутохімікатів.
Сучасні системи CP на сонячних батареях вразили для віддалених морських платформ, зменшення викидів вуглецю. Покриття, що підлягають переробці, мінімізують відходи під час обслуговування. - Покращений захист за допомогою нанотехнологій: Нанокомпозитні покриття (Напр., Наночастинки ZnO в епоксидній смолі) які покращують бар'єрні властивості та стійкість до корозії.
Наноструктуровані пасивні плівки (за допомогою плазмової обробки) що підвищує стабільність в екстремальних умовах.
8. Висновок
Запобігання корозії - це принципово a виклик системної інженерії, жодного технічного виправлення.
Ефективний контроль корозії вимагає скоординованих рішень щодо вибору матеріалів, структурний дизайн, інженерія поверхні, якість виготовлення, умови експлуатації, та довгострокове управління активами.
Коли ці елементи вирівняні, швидкість корозії може бути зменшена до передбачуваної, керовані рівні протягом десятиліть служби.
Найбільш успішними стратегіями запобігання корозії є проактивний, а не реактивний.
Вибір матеріалів з властивою корозійною стійкістю, проектування компонентів з уникненням щілин і гальванічних пар, і застосування відповідного захисту поверхні на початку стабільно перевершує результати ремонту або модернізації.
Не менш важливим є визнання того, що корозійна поведінка змінюється під час експлуатації: зміни в навколишньому середовищі, завантаження, або практики технічного обслуговування можуть змінити механізми деградації та прискорити пошкодження, якщо їх не контролювати належним чином.
Оскільки промисловість все більше наголошує на надійності, екологічна відповідальність, і довгострокову продуктивність, Запобігання корозії слід розглядати як a основна дисципліна проектування та управління, не просто технічне обслуговування.
Поширені запитання
Чи можна повністю усунути корозію?
Ні. Корозія є природним термодинамічним процесом. Інженерні зусилля зосереджені на уповільненні корозії до прийнятних і передбачуваних темпів, а не на її повному усуненні.
Чому корозія все ж виникає в корозійностійких сплавах?
Навіть стійкі до корозії сплави можуть вийти з ладу, якщо потрапити в умови, що виходять за межі їх проектної оболонки, такі як високі концентрації хлоридів, екстремальні температури, щілини, залишковий стрес, або неправильне виготовлення.
Що є найпоширенішою причиною передчасного корозійного руйнування?
Неправильний вибір матеріалу в поєднанні з неякісними деталями конструкції, такими як щілини, контакт різнорідного металу, або недоступні місця для технічного обслуговування — це найчастіша основна причина.
Чи достатні покриття для тривалого захисту від корозії?
Покриття є ефективними бар’єрами, але вразливі до механічних пошкоджень, старіння, і неправильне застосування. Вони працюють найкраще в поєднанні з відповідним вибором матеріалів і хорошим дизайном.

