
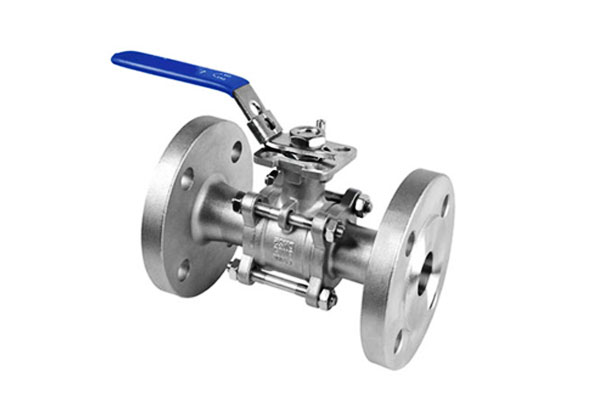
1. Вступ
Кульовий кран із повним портом має кульку, діаметр якого дорівнює внутрішньому діаметру трубопроводу.
Така конструкція усуває обмеження потоку на клапані, мінімізація падіння тиску, зменшення ерозії, і дозволити скребкові канали в трубопроводі.
Через ці переваги вони широко використовуються в олії & газовий, нафтохімічний, вода, фармацевтичні та високочисті системи.
Компромісом є трохи більший розмір і вага, і вища вартість порівняно з клапанами зі зменшеним портом — але в багатьох промислових застосуваннях експлуатаційні переваги переважують додаткові витрати.
У цій статті аналізуються кульові крани повного порту від технічних, виробництво, операційні перспективи та перспективи закупівель і включає керовані даними вказівки щодо вибору та специфікації.
2. Що таке повнопрохідний кульовий кран?
A повний порт (ака повнопрохідний) кульовий кран це чвертьобертовий клапан, кульовий отвір якого (отвір через м'яч) має той самий номінальний діаметр, що й трубопровід, у якому він встановлений.
Іншими словами, клапан вводить немає навмисного обмеження до зони потоку труби, коли вона повністю відкрита.

Ключові технічні моменти
- Рівність отворів: Для правильно визначеного повного клапана кульовий отвір ≈ внутрішнього діаметра труби (ID).
Це контрастує з a зменшений порт (або зменшений діаметр ствола) кульовий кран, отвір якого менше внутрішнього діаметра трубопроводу. - Гідравлічний наслідок: Тому що площа потоку не зменшується, має повний клапан мінімальний перепад тиску і Cv дуже близьке до Cv прямої труби для того самого номінального розміру.
- Синоніми: повний порт = повний отвір; іноді виробники використовують «повний порт», навіть якщо отвір трохи менший — завжди підтверджуйте фактичний внутрішній діаметр або криву Cv.
3. Дизайн & Внутрішні компоненти повнопрохідного кульового крана
Типові компоненти повного кульового крана:

- Тіло / капелюшки: Цільний, з двох частин, конструкції з трьох частин або розділених корпусів.
Два- і трикомпонентні конструкції полегшують технічне обслуговування та заміну внутрішніх компонентів без вилучення клапана з лінії. - М'яч (сферичний закриваючий елемент): Повнопрохідна сфера; точність притирання до сидіння. Оздоблення поверхні та наплавлення (Напр., хромування, Зоряний) використовується для стійкості до стирання.
- Сидіння: Запечатайте кульку; діапазон матеріалів від PTFE та PEEK до металевих конструкцій сідла для високотемпературних або абразивних робіт.
- Стовбур: Передає момент спрацьовування; містить упаковку для запобігання витоку.
- Пломби & упаковка: ущільнювальні кільця, армований PTFE, графітові або металеві ущільнення залежно від температури/хімії.
- Кінцеві з'єднувачі: Фланці (ANSI/ASME, ВІД), стиковий шов, зварний шов, різьблений (NPT, BSP), розетка або сантехнічний триконтактний затискач.
- Інтерфейс приводу: ISO 5211 монтажна площадка для прямого спрацьовування (важіль, коробка передач, пневматичний, електричний, гідравлічний).
4. Матеріали, металургія, і обрізки повного кульового крана
Вибір матеріалу та кріплення визначає, чи прослужить повнопортовий кульовий кран протягом десятиліття чи потребуватиме заміни кожні кілька місяців.

Типовий корпус клапана & Конструкційні матеріали
| Матеріал (загальні спец) | Типове використання | Типовий розтяг (MPA) типовий діапазон | Типовий робочий температурний діапазон | Ключові плюси / мінуси |
| Вуглецева сталь (A216 WCB) | Загальне обслуговування, недорогі кузови | ~380–550 | −29 °C → ~425 °C (залежить від програми) | Економний, сильний; погана корозія без покриття; остерігайтеся гальванічних з нержавіючими внутрішніми елементами |
| Нержавіюча сталь 304 / 316Л (CF8 / Cf8m) | Стійкість до корозії, санітарний | 316L ≈ ~480–550 | Кріогенний → ~350–400 °C (316Л) | Відмінна резистентність до корозії; широко використовувані обрізки; 316L кращий для хлоридних і санітарних послуг |
| Дуплекс з нержавіючої сталі (2205) | Морська вода, служба, схильна до хлоридів | ~620–800 | −50 → ~300 °C | Висока сила & стійкість до хлоридів; дорожче; потрібне ретельне зварювання |
| Сплави сталей (A182 F11/F22 / 1.25Cr–0,5Mo, 2.25Cr–1Mo) | Служба високотемпературної пари | ~500–700 | До ~540–595 °C (в залежності від сорту) | Хороша міцність на повзучість; потребує термообробки та PWHT |
Монель (Сплав 400) |
Морський / морська вода | ~450–700 | −200 → ~400 °C | Відмінна стійкість до морської води; проблеми вартості/доступності на основі нікелю |
| Хастеллой / Юнель (сплави) | Сильна кислота / екстремальна температура | 700–1000+ | До 700–1000 °C залежно від сплаву | Чудова корозія/окислення; дуже дорого |
| Бронза / Латунь | Загальний знижений тиск (санітарний, ОВК) | ~200–400 | −50 → ~150–200 °C | Хороша оброблюваність; ризик знецинкування в хлорованих/кислих середовищах |
| Ковкий чавун / чавун | Водопостачання, некорозійні послуги | ~350–550 | −20 → ~300 °C (обмежений) | Економічний для великих розмірів; проблеми з корозією/крихкістю |
Бальні матеріали & поверхнева обробка
Кулька є основною ущільнювальною і проточною поверхнею — її металургією, твердість і обробка визначають термін служби ущільнення.
Звичайні м'ячні матеріали:
- 316L (полірований) — за замовчуванням для більшості хімічних/нафтопродуктів, Санітарні заявки. Обробка поверхні Ra ≤ 0.4 мкм типовий; Ra ≤ 0.2 мкм для високої чистоти.
- Загартований / наплавлена нержавіюча сталь (Стеллітна накладка / карбід хрому HVOF) — для ерозивних / послуги з гною.
- Нікелеві сплави (Монель, Хастеллой) — для використання агресивних хлоридів/кислот.
- Хромована вуглецева сталь — використовується там, де потрібна твердість і контролюється корозія (не для їжі).
- ПТФЕ / PTFE інкапсульовані кулі — для спеціальних антипригарних потреб (обережно з темп).
Поверхнева обробка:
- Стандартна промислова обробка електрополіровані або механічно поліровані до Ra 0,2–0,8 мкм.
- Для санітарії/біотех, електрополірування до Ra ≤ 0.5 мкм, пасивація для видалення вільного заліза.
- В абразивному сервісі, кульові поверхні часто жорсткий (Зоряний) або Покриття HVOF WC-Co збільшити термін служби.
Матеріали сидінь (найважливіший вибір оздоблення)
Функція сидіння: забезпечувати герметичний контакт з м'ячем, витримуючи тиск, температурний і хімічний вплив.
М'які сидіння (поширений)
- PTFE (політетрафторетилен) — хім. стійкість відмінна, Низьке тертя. Обмеження температури ≈ 200 ° C (безперервний); короткі екскурсії до ~260 °C ризиковані.
- RPTFE / наповнений PTFE (скло, вуглець, заповнений бронзою) — кращий знос & Опір повзучості; експлуатація до ~240–260 °C.
- Заглянути — висока механічна міцність і термічна межа (~250–260 °C), підходить для вуглеводнів і багатьох хімікатів.
- UHMW-OR / Поліетилен — низька темп (кріогенний) використовувати; низький коефіцієнт тертя, але поганий високий Т.
Високотемпературний / металеві сидіння
- Зоряний / жорсткі сидіння з нержавіючого металу (метал до металу) — для перегрітої пари або >250–300 °C і абразивні потоки.
- Металеве сидіння + м'який вкладиш — гібридний: металеве сидіння для конструкції, м'яка вставка з PTFE для ущільнення в холодному стані.
Графітові пломби / карбонові сидіння
- Для екстремальних температур (>350 ° C) використовувати металеві сидіння з графітовими ущільненнями або графітові сидіння.
Графіт забезпечує високотемпературне ущільнення, але є пористим і може допускати витік невеликих кількостей; часто використовується з вторинним металевим сидінням.
Стовбур, Упаковка & Вторинні ущільнення
Матеріал стебла
- Типово 316 / 17-4РН / дуплекс / сплав залежно від потреб у корозії та міцності. Шток повинен протистояти задиранню та мати достатню міцність на зсув для моменту приведення в дію.
Упаковка & живе завантаження
- PTFE / Графіт / PTFE-графітові суміші для пакування стовбура.
- Упаковка з живим навантаженням (пружинні шайби) підтримувати герметичність протягом термічних циклів і мінімізувати неконтрольовані викиди.
- Для неконтрольованих викидів (гази, ЛОС) вимагають упаковки, що відповідає стандарту ISO 15848 (Напр., PTFE/графітові пакети з металевими пружинами).
5. Типи, Кінцеві з'єднання та параметри приводу
Професіонал, інженерно-орієнтований огляд доступних варіантів кульових кранів з повним портом, як вони підключаються до систем трубопроводів, і варіанти приведення в дію, які слід враховувати, вибираючи для промислового обслуговування.

Типи клапанів
(Використовуйте ці категорії, щоб відповідати експлуатаційним потребам — технічне обслуговування, тиск, розмір, свинарство, момент спрацьовування та безпека.)
| Варіант | Ключові характеристики | Переваги | Обмеження | Типові випадки використання | Поради щодо вибору |
| Цільний (моноблок) | Лиття/механічна обробка одного корпусу, найменший конверт | Найнижча вартість, компактний, кілька шляхів витоку | Не обслуговується в лінії; обмежені розміри | Малі лінії загального обслуговування | Використовуйте там, де заміна прийнятна, а обслуговування некритичне |
| Дві частини (розділене тіло) | Прикрутив дві половинки, знімний кінець для внутрішніх частин | Простіший ремонт, ніж 1 шт; надійний | Вимагає часткового демонтажу трубопроводу | Загальнопромислове обслуговування | Хороший баланс вартості та ремонтопридатності |
| Трикомпонентні | Центральний модуль знімається з кінцями на місці | Поточне обслуговування, швидка зміна місця/упаковки | Вищі CAPEX і вага | Критичні лінії, які потребують частого обслуговування | Краще для технологічних установок з обмеженнями безвідмовної роботи |
| Верхній запис | Знімний верхній капот для внутрішнього доступу | Обслуговуйте великі клапани без демонтажу труб | Комплексне ущільнення капота; більш висока вартість | Дуже великі клапани, обслуговування нафтопереробного заводу/турбіни | Використовуйте, коли видалення клапана є недоцільним |
| Плаваючий м'яч | М'яч вільно пересувається, м'яч навантаження на сидіння | Простий, низька вартість для малих/середніх розмірів | Навантаження на сидіння збільшується з тиском → більший крутний момент | Системи низького та середнього тиску | Підходить до помірних розмірів; не ідеальний при дуже високому ΔP |
| На цапфах | М'яч підтримується цапфами/верхньою частиною & дно | Низький робочий момент при високому тиску; стійке ущільнення | Більш складні внутрішні органи; більш висока вартість | Великі діаметри, трубопроводи високого тиску | Необхідний для >6″/ застосування під високим тиском |
V-порт / V-подібний м'яч |
V-подібний м'яч або сидіння для управління | Гарне грубе дроселювання, лінійна змінність | Нижнє щільне закриття проти повних сидінь; спеціалізовані | КОНТРОЛЬ, вимірювання, змішування | Використовуйте там, де ізоляція + потрібен певний контроль потоку |
| Double-Block and Bleed (DBB) | Два незалежних сидіння + отвір порожнини | Позитивна ізоляція для обслуговування, безпечна кровотеча | Більш складний, вищий крутний момент & вартість | Трубопроводи, що вимагають повної ізоляції | Укажіть для критично важливих для безпеки завдань ізоляції |
| Заповнена порожниною / під тиском | Порожнина, заповнена сумісною рідиною або вентильована | Захищає сидіння під час високотемпературних/термічних циклів | Потребує обслуговування буферної системи | Гарячі вуглеводні, необхідний пар із захистом сидіння | Використовуйте, коли вплив рідини може пошкодити сидіння |
| Пожежобезпечна конструкція | М'яке сидіння з металевою підкладкою відповідно до API 607 | Зберігає ізоляцію після впливу вогню | Вища вартість; більш складна герметизація | Вуглеводневий сервіс, FPSO, нафтопереробний завод | Обов’язковий, якщо цього вимагає пожежний кодекс |
| Кріогенний дизайн | Низькотемпературні матеріали, розширені стебла, спеціальні сидіння | Надійне ущільнення при дуже низькій Т | Спеціалізовані матеріали & тестування | СПГ, кріогенні баки, низькотемпературні газопроводи | Виберіть низькотемпературні матеріали для сидіння & стовбур упаковка |
| Свинячий / санітарний / гнойові варіанти | Внутрішні контури & сидіння, оптимізовані для певних функцій | Дозволяє пигінг / CIP / стійкість до стирання | Може знадобитися спеціальна геометрія / наплавлення | Підйом трубопроводу, фармацевтичний цип, транспортування гною | Підтвердьте кліренс OD свині / FDA обробки / HVOF покриття |
Типи кінцевих з'єднань (як клапан приєднується до трубопроводу)
(Виберіть за класом тиску, стратегія обслуговування, і заводські стандарти.)
| Підключення | Ключова перевага | Типове використання |
| Фланцеві (RF/FF) | Легкий монтаж/розбирання | Загальнотехнологічні установки |
| Зварювання встик (BW) | Гладкоствольний, свинячий, висока цілісність | Магістральні трубопроводи, обслуговування високого T/P |
| Розтрубний шов (SW) | Компактний для невеликих розмірів | Малі лінії високого тиску |
| Різьблений (NPT/BSP) | швидко, низька вартість малих клапанів | Прилади, тимчасові лінії |
| Вафля / Луг | Компактний; вушко дозволяє зняти глухий фланець | ОВК, насосні станції |
| Тризатискач / санітарний | швидко, без щілин, CIP дружній | Їжа, аптека, біотех |
Параметри активації
| Приведення в дію | Ключова перевага | Типове використання |
| Ручний важіль | Дуже просто, низька вартість | Малі клапани, нечаста експлуатація |
| Коробка передач / маховик | Механічна перевага для ручного використання | Великі клапани без живлення |
| Пневматичний (подвійної дії) | швидко, силовий, надійний | Контроль включення/виключення в технологічних установках |
| Пневматичний (пружинно-поворотний) | Вбудована безвідмовна позиція | ESD / захисні відключення |
| Електричний поворотний | Точне дистанційне керування, модулюючий | Інтеграція DCS, віддалені сайти |
| Гідравлічний / електрогідравлічний | Дуже високий крутний момент | Дуже великі клапани, підводний/офшорний |
| Розумний привід + позиціонер | Точна модуляція + діагностика | Регулюючі клапани, системи автоматизації |
6. Ключовий процес виробництва — повнопрохідні кульові крани

Первинне формування: лиття/ковка / бар-сток
- Метод на дизайн: кадати (пісок/інвестиційне кастинг) для комплексу, великі тіла; ковані або пруткові заготовки для менших або міцних деталей.
- Критичні засоби контролю для кастингів: контрольоване плавлення (EAF/індукція + LF/VD), керамічна фільтрація, газ аргон, спрямований строб & стояки, озноб для товстих секцій. Цільовий розчинений H₂ < 5 PPM.
- Типова температура розливу: 1,550–1600 °C для сплавів Cr-Mo (пристосувати до сплаву); обмежте перегрів, щоб уникнути грубого зерна.
Огляд: RT/UT на частинах під тиском (100% де потрібно), візуал для гарячих сліз, перевірка розмірів кернових отворів.
Груба обробка & стабілізація
- Грубий поворот/фрезер для видалення шкіри, залишки стояка і дати можливість термічній обробці.
- Підтримуйте опорні точки для концентричності та вирівнювання отвору. Використовуйте першу перевірку ШМ.
- Типовий припуск на чорнову обробку: 1–4 мм залежно від лиття та припуску покриття.
Термічна обробка (де потрібно)
- Застосовуйте кваліфіковані цикли для кожного матеріалу: Напр., нормалізація/відпал → загартування/охолодження на повітрі → відпуск для легованих сталей. PWHT для сплаву (для зварних корпусів або легованих сталей) повинні бути записані.
- Запишіть схеми печі для кожного завантаження (T проти часу) і позначайте частини тепловими ідентифікаторами.
Чистова обробка — критична геометрія & допуски
- CNC завершує всі важливі функції: отвір кульового сидіння, кульовий отвір, стовбурові отвори, грані фланців, віч-на-віч.
- Цільові допуски (типовий):
-
- Концентричність отвору: ≤ 0.05 мм до кульової осі для малих/середніх клапанів; ≤ 0,1–0,2 мм для дуже великих.
- Віч-на-віч: відповідно до ASME B16.10 допуск ±1–3 мм залежно від розміру/класу.
- Биття кульки клапана / сферичність: ≤ 0,02–0,05 мм.
- Оздоблення поверхні (змочений): загальний ≤ Рак 0.4 мкм; санітарний ≤ Рак 0.25 мкм; високої чистоти ≤ Рак 0.2 мкм.
- Наплавлення/HVOF накладка: нанесіть і обробіть до номінальної товщини. Типова товщина накладки: 0.3–1,0 мм (зірки) або 100–300 мкм для покриттів HVOF. Перевірте відсутність зчеплення та тріщин.
Огляд: Звіт CMM, вимірювання поверхні, картографування твердості, товщина покриття & тести на адгезію.
Вузол & обрізний притир
- Пристрій для притирки кульки/сидіння/кріплення притирки для створення малюнка контакту та забезпечення герметизації сидіння. Виміряйте контактну смугу сидіння та переконайтеся в однорідності.
- Встановіть пружини сидіння, заднє сидіння, антистатичні шпильки, скидання тиску/витяжні фітинги за потреби. Попередньо налаштовані упаковки для постійного навантаження, якщо вказано.
Цілі: герметичність для використання рідин на нових м’яких сидіннях (перевірити специфікацію тесту на сидіння).
Остаточна збірка & перевірка крутного моменту
- Зберіть повний клапан, прикладіть заданий крутний момент до сальника, дотримуйтесь контрольованої послідовності затягування застібок (мультиплікатор крутного моменту або гідравлічний крутний момент).
Процедури затягування та значення моменту затягування кріплень записані. - Встановити приводи (якщо частина постачання) і перевірте ISO 5211 пристосування.
Тестування
- Гідростатичне випробування оболонки: 1.5× максимальний робочий тиск (або на PO); тиск документа, темп, тривалість і спостережуваний витік. 100% перевірено.
- Перевірка герметичності сидіння: для API 598 / ISO 5208 числовий ліміт (вкажіть тиск рідини/газу та дозволений мл/хв або клас бульбашок). 100% перевірено.
- Функціональний цикл: мінімум 5 циклів під тиском або як зазначено; записуйте крутний момент при відкритті/закриванні та спостерігайте за поведінкою сидіння/упаковки.
- Крива крутного моменту & Cv (вибірка або 100% за критичність): виміряйте момент відриву та робочий момент при ΔP=0 і номінальному ΔP; постачальник надає криву залежності крутного моменту від тиску. Cv повинні бути забезпечені умовами тестування.
- Неконтрольовані викиди (якщо потрібно): ISO 15848 тестування на ущільнення штока / пакет приведення в дію.
- записи NDE: RT/UT/MPI/LPI відповідно до вимог для виливків/зварних швів.
7. Стандарти, Тестування, та сертифікати
Ключові стандарти та випробування, які необхідно визначити:
- Дизайн & виробництво: ASME B16.34, API 6D (трубопровідна арматура), У 12516
- Віч-на-віч / кінцеві з'єднання: ASME B16.10, B16.5 (фланці)
- Свердління фланців: ASME B16.5 / EN1092
- Випробування тиском: API 598, ISO 5208 (випробування корпусу та сидіння)
- Випробування вогнем: API 607, ISO 10497
- Простежуваність матеріалу: У 10204/3.1 сертифікат (або 3.2) – протоколи хімічних і механічних випробувань
- Неконтрольовані викиди: ISO 15848-1/2 для ущільнень штока
- NDE: рентгенографія / ультразвук на критичних виливках/зварних швах; PMI для перевірки матеріалу
- Оздоблення поверхні / санітарний: 3A, Ehedg, Ra ≤ 0.8 мкм для продуктів харчування/фарм
8. Загальні режими відмови, Усунення несправностей, і пом'якшення
| Режим відмови | Першопричина | Симптом | Пом'якшення |
| Протікання сидіння | Знос сидінь, екструзія, сміття | Витік через сидіння | Фільтр вище за течією (≤ 1/3 отвір), замінити сидіння, при необхідності використовуйте металеві сидіння |
| Витік штока | Знос упаковки, неправильна компресія | Витік на штоку | Сальник повторного затягування, замінити упаковку, розгляньте пружини з живим навантаженням |
| Ерозія м'яча/пітинг | Абразивний сервіс, кавітація | Шорсткість поверхні, витік | Загартована куля або тверда поверхня, встановити кондиціонування потоку, використовуйте повний порт, щоб зменшити стрибки швидкості |
| Несправність приводу | Втрата подачі повітря, електрична несправність | Клапан застряг | Надлишкові елементи керування, графік технічного обслуговування, ручне перевизначення |
| Напад | Корозія, холодне зварювання | Жорстка робота | Вибирайте відповідні покриття (безелектричний Ni), нанести мастило, періодичні вправи |
| Витік тіла | Пористість лиття, поломка прокладки | Зовнішній витік | NDE на виробництві, замінити прокладку, і репліка |
9. Ключове застосування кульового крана з повним портом

- Нафта & Газовий (трубопроводи / експортні лінії): клапани, що піддаються стиковому зварюванню, цапфа для великих розмірів, наплавлені планки для піску/твердих речовин.
- Нафтохімічний / Рафінування: високотемпературні технологічні лінії та контури продувки — корпуси зі сплавів і металеві сідла; PWHT, де це необхідно.
- Генерація електроенергії: живильна вода, колектори та допоміжні магістральні лінії - використовуйте корпуси з сплаву та металеві сидіння для перегрітої пари.
- Хімічна обробка: багатофазні та корозійні потоки — вибирайте корозійностійкі сплави (316Л, Хастеллой, дуплекс) і відповідні місця (PTFE/PEEK або метал).
- Вода & Комунальні послуги: насосні станції та замірні траси — ковкий чавун або нержавіюча сталь, фланцеві або наконечники.
- Гноївка / Майнінг: Для абразивних робіт використовуються кульки з твердим наплавленням і змінні металеві/керамічні посадочні кільця.
- Санітарний / Pharma: три-затискач, електрополірований 316L, 3-штучні конструкції для CIP і простого обслуговування.
- Кріогеніка / СПГ: низькотемпературні матеріали та спеціальне сидіння/упаковка (PCTFE/UHMW-OR); розширені стебла.
10. Порівняння з конкуруючими типами клапанів
| Означати / Критерії | Повнопрохідний кульовий кран | Стандартний (Зменшений) Портовий кульовий кран | Клапан воріт | Глобусна клапан | Клапан метелика |
| Шлях потоку | Без обмежень (≈ ID труби); мінімальний ΔP | Обмежений отвір → вище ΔP | Прямий канал; низький ΔP | Звивистий шлях → високий ΔP | Диск перешкоджає потоку; помірний ΔP |
| Cv (Коефіцієнт потоку) | Найвищий; поблизу трубної ємності | ~70–80% повного порту | Високий | Помірний | Помірний–високий (залежить від розміру) |
| Можливість відключення | Непроникний для бульбашок (м'які сидіння) або V–VI клас (метал) | Те саме, що повний порт | Добрий, але можливий знос сидінь | Відмінна герметизація | Помірний; залежить від еластомеру |
| Свинство / Прибирання | Так, повністю придатний для свиней | Ні | Так | Ні | Ні |
| Момент спрацьовування | Низький–помірний; компактні приводи | Низький | Високий (стебло, що піднімається) | Високий | Дуже низький |
| Швидкість циклу | Швидкий чверть оберту (90°) | Швидкий чверть оберту (90°) | Повільно (багатооборотний) | Повільно (багатооборотний) | Швидкий чверть оберту |
| Діапазон розмірів | ½” – 48”+ | ½” – 24” | 2″ – 72″+ | ½” – 24” | 2″ – 120″+ |
| Діапазон тиску/температури | Широкий: до ASME 2500#, кріогенний до 600°C+ (металеве сидіння) | Те саме, що повний порт, але менший потік | Відмінно підходить для високого P/T | Відмінний контроль при високій T | Помірний; обмежена матеріалом сидіння |
| Контроль потоку / Дросель | Бідний (не рекомендується; ризик ерозії сидіння) | Бідний | Справедливий | Відмінний (точний контроль) | Справедливий (орієнтовний контроль) |
| Технічне обслуговування | Сидіння/упаковка замінні; 3-штука конструкція обслуговується inline | Те саме | Складна заміна клина/сидіння | Складно замінити сидіння | Простий; еластомерний диск змінний |
| Вага / космос | Компактний; легший за ворота/глобус | Компактний | Важка, довгий очний | Важка, довго | Найлегший; короткий очний |
| Типові програми | Трубопроводи, свинячі лінії, СПГ, санітарний, обслуговування з високим Cv | Загальна корисність, обслуговування, яке не підлягає свинству | Ізоляція в трубопроводах, високий P/T | Регулювання потоку, дросель | ОВК, охолоджуюча вода, ізоляція великого діаметру |
11. Майбутні інновації: Розумні та надійні повнопортові клапани
Еволюція повнопрохідних кульових кранів обумовлена двома тенденціями: промисловий IoT (IIoT) інтеграція та стійкість — обидва спрямовані на підвищення ефективності та зменшення впливу на навколишнє середовище.

Технологія Smart Valve
- Вбудовані датчики: Повнопрохідні клапани з тиском, температура, і датчики потоку (Напр., Кульовий кран Rusco Smart) передавати дані в реальному часі на центральний контролер.
Це дає можливість прогнозованого технічного обслуговування — попередження операторів про знос або засмічення сидінь до того, як продуктивність знизиться.
На водоочисній станції, інтелектуальні повнопортові клапани скорочують незаплановані простої на 40%. - Цифрові близнюки: Віртуальні копії клапанів з повним портом (Напр., Платформа ABB Ability™) імітувати продуктивність за різних умов (швидкість потоку, тиск).
ExxonMobil використовує цифрові двійники для оптимізації роботи повного портового клапана в нафтопроводах, зменшення споживання енергії за рахунок 12%. - Електрична активація 2.0: Електричні приводи нового покоління (Напр., Емерсон Беттіс™) забезпечують точність позиціонування 0,1° та енергоефективність 50% вище, ніж пневматичні системи.
У поєднанні з V-подібними клапанами повного порту, вони забезпечують точне дроселювання для процесів з високим потоком.
Сталий дизайн
- Перероблені матеріали: Клапани повного порту виготовлені з 30% перероблена нержавіюча сталь (Напр., Корпорація Kitz) зменшити вуглецевий слід на 15% проти. чиста сталь, засідання ЄС CSRD (Директива щодо корпоративної звітності щодо сталого розвитку) вимоги.
- Ущільнення з низьким рівнем протікання: Нові композитні сидіння з PTFE-силікону зменшують витік <0.0001 стандартні см³/с (перевищує ISO 5208 Клас VI), мінімізація впливу токсичних рідин на навколишнє середовище.
- Модульна конструкція: 3Д-друковані серцевини клапанів з повним портом (Напр., з використанням технології SLM) увімкнути нестандартні розміри отворів для нішевих застосувань, зменшення матеріальних відходів на 30% проти. традиційна механічна обробка.
12. Висновок
Повний лівий м'яч клапани це більше, ніж просто пристрої контролю потоку; вони забезпечують ефективність, що зменшує витрати на енергію, мінімізувати час простою, і забезпечити надійну роботу в критичних промислових процесах.
Їх унікальна повнопрохідна конструкція усуває обмеження потоку, тоді як передові матеріали та варіанти конструкції адаптують їх до корозійних, високотемпературний, і середовища високого тиску.
Оскільки галузі потребують вищої стійкості та розумніших операцій, кульові крани з повним портом продовжуватимуть розвиватися з інтеграцією датчиків IoT, перероблені матеріали, і точне спрацьовування.
Для інженерів, закупівельні бригади, та оператори заводу, розуміння технічних нюансів повнопрохідних кульових кранів — від вибору матеріалу до обслуговування — є стратегічним імперативом для оптимізації продуктивності, зменшити витрати, і відповідати екологічним цілям.
Поширені запитання
Коли краще вибрати кульовий кран із повним портом замість клапана зі зменшеним портом?
Виберіть повний порт, якщо: (1) швидкість потоку висока (>100 GPM) а падіння тиску має бути мінімізоване; (2) середовище містить тверді речовини (шлами, стічні води) або має високу в'язкість (сира нафта, сиропи);
(3) потрібне очищення/очищення трубопроводу. Зменшений порт краще для низького потоку, чутливі до вартості програми.
Який матеріал найкращий для кульового крана повного порту в морській воді?
Дуплекс 2205 або супер дуплекс 2507.
Ці сплави мають PREN (Еквівалентне число опору піттінгу) 32–45, стійкість до хлоридної корозії (>200 ppm Cl⁻) краще ніж 316L (Деревина 24–26). A 2205 повний портовий клапан у морській воді служить 15–20 років проти. 5–7 років для 316L.
Чи можна використовувати повнопрохідні кульові крани для дроселювання?
Стандартні повнопрохідні клапани погані для дроселювання (вони викликають кавітацію на часткових отворах).
Для дроселювання інтенсивних процесів, використовуйте V-подібні повнопрохідні клапани (15°–90° V-подібний виріз), які досягають коефіцієнтів зниження потоку до 50:1 і мінімізувати кавітацію.
Який типовий термін служби кульового крана з повним портом?
10– 25 років, залежно від матеріалу та обслуговування.
Наприклад: (1) 316L повний порт у хімічній службі (щорічне обслуговування) триває 15-20 років;
(2) 2205 дуплекс з вольфрамовим покриттям в суспензії (6-місячне обслуговування) триває 20-25 років.
Як перевірити повний кульовий кран на витік?
Проведіть API 598 тест сидіння: (1) Застосуйте 1,1× робочий тиск до входу; (2) Перекрийте випускний отвір і занурте клапан у воду;
(3) Перевірте наявність бульбашок — відсутність бульбашок означає ISO 5208 Відповідність VI класу. Для великих клапанів, використовуйте лічильник бульбашок для вимірювання витоку (<0.1 стандартні см³/с).

