
1. Увођење
Међу кључним фазама у ЦНЦ машинској обради су груба и завршна обрада, два процеса који раде заједно како би се обезбедио и функционални и естетски квалитет завршног дела.
Груба обрада се фокусира на брзо уклањање великих количина материјала, док завршна обрада оплемењује површину дела и осигурава да испуњава чврсте толеранције.
Ове фазе су неопходне за постизање жељених резултата и оптимизацију времена и трошкова обраде.
У овом посту, разложићемо различите улоге ЦНЦ грубе и завршне обраде, истражите алате и параметре који су укључени, и пружите увид у радњи о томе како да оптимизујете сваку фазу.
2. Шта је ЦНЦ груба обрада?
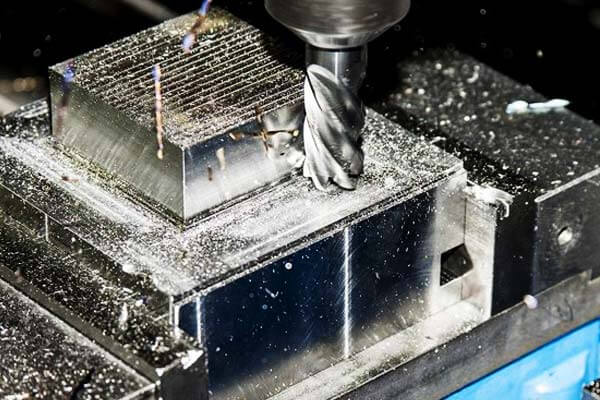
ЦНЦ груба обрада је први корак у процесу обраде, дизајниран за уклањање великог дела материјала са радног предмета.
Циљ је да се постигне приближан облик завршног дела без превише бриге о завршној обради површине или чврстим толеранцијама.
То је агресивно, фаза уклањања материјала велике запремине која припрема радни предмет за прецизнију фазу завршне обраде.
Преглед процеса:
- Сетуп: Радни предмет је сигурно причвршћен за ЦНЦ машину.
Планиране су путање алата да би се максимално повећало уклањање материјала, а алат за сечење се бира на основу врсте материјала и потреба за грубом обрадом. - Уклањање материјала: Грубом сече велики део материјала, користећи веће брзине, веће дубине реза, и бржи проток у односу на завршну обраду.
Обично, груби резови остављају за собом грубо, неравну површину. - Инитиал Схапинг: У овој фази, материјал се обликује ближе жељеној геометрији, али фокус је на брзини, не детаљ.
Коришћени алати:
- Енд Миллс: Ови алати се обично користе за грубу и завршну обраду. За грубу обраду, За брзо уклањање материјала користе се већи алати.
- Роугхинг Цуттерс: Посебно дизајнирани алати за агресивно сечење, често са више зубаца како би се смањиле силе резања и омогућило веће уклањање материјала.
Параметри за контролу:
- Брзина: За грубу обраду, брзине сечења су обично високе да би се брзо уклониле велике количине материјала.
Типична брзина може бити у распону од 2,000 до 5,000 Рпм, у зависности од врсте материјала и величине резача. - Феед Рате: Веће брзине храњења (у распону од 0.02 до 0.5 мм/зуб) обезбеди брже уклањање материјала.
- Дубина резања: Груба обрада укључује дубље резове (до 1 до 2 мм или више по пролазу) у поређењу са дорадом, омогућавајући уклањање више материјала по пролазу.
3. Шта је ЦНЦ дорада?
ЦНЦ дорада је друга фаза у процесу машинске обраде, који се фокусира на постизање коначних димензија, глаткоћа, и квалитет површине радног предмета.
За разлику од грубе обраде, завршна обрада је префињенији процес који осигурава да је део у оквиру строгих толеранција и спреман за функционалну употребу.

Преглед процеса:
- Изглађивање површине: Током завршне обраде, циљ је стварање глатке, равну површину са високом прецизношћу.
Алат уклања само малу количину материјала у плићаку, прецизни резови. - Фине Цутс: За разлику од грубе обраде, процес завршне обраде користи мањи, префињенији кројеви, са споријим помацима и мањим дубинама сечења.
Коришћени алати:
- Кугласти глодали: Савршено за завршну обраду, ови алати производе глатке завршне обраде, посебно на закривљеним површинама или сложеним геометријама.
- Финисхинг Цуттерс: Ови секачи су дизајнирани за високу прецизност и оптимизовани су за одличну завршну обраду површине.
Важност прецизности:
Прецизност потребна за ЦНЦ завршну обраду је критична, посебно у индустријама попут ваздухопловства, аутомотиве, и медицински, где компоненте треба да задовоље веома строге толеранције.
На пример, толеранције од ±0,001 инча (0.025 мм) често су потребни, посебно за делове који ће бити подвргнути даљој монтажи или ригорозном испитивању.
4. Предности грубе обраде
Висока стопа уклањања материјала:
Примарна предност ЦНЦ грубе обраде је њена способност брзог уклањања великих количина материјала.
Коришћењем већих алата за сечење и дубљим резовима, груба обрада смањује главнину радног предмета за кратко време, омогућавајући брже производне циклусе.
Ово је посебно корисно за велике или дебеле делове где је неопходно значајно уклањање материјала пре преласка на рафиниранију фазу завршне обраде.
Економична производња:
Груба обрада је најисплативија фаза ЦНЦ обраде, јер користи алате дизајниране за брзо уклањање материјала, што смањује време обраде и, заузврат, трошкови.
Са високим помацима и брзинама сечења, процес смањује потребу за вишеструким, дуготрајне операције касније.
Ово не само да минимизира укупне трошкове по делу, већ и побољшава крајњи резултат за произвођаче.
Смањено хабање алата за завршне алате:
Раним уклањањем већег дела материјала, груба обрада спречава прекомерно хабање деликатнијих алата за завршну обраду.
Ови алати за завршну обраду су често дизајнирани за прецизност и захтевају фине резове,
тако да њихова заштита од агресивног уклањања материјала смањује учесталост замене алата и побољшава укупни век трајања алата.
Побољшана стабилност радног предмета:
Груба обрада може помоћи у стабилизацији радног предмета пре финала, израђују се сложенији завршни резови.
Уклањањем материјала у контролисаном, инкрементални начин, груба обрада обезбеђује да је облик дела близак његовој коначној геометрији, смањење вероватноће деформације или померања током завршне обраде.
Ово је посебно важно у прецизној индустрији, као што су ваздухопловство и аутомобилска индустрија, где су толеранције строге.
Флексибилност са уклањањем материјала:
Груба обрада је веома прилагодљива различитим материјалима, од мекших метала попут алуминијума до тврђих материјала попут челика и титанијума.
Са правим алатима и параметрима за сечење, груба обрада омогућава ефикасно уклањање материјала са широког спектра материјала, повећање свестраности у производним операцијама.
5. Предности завршне обраде
Завршна обрада површине високе прецизности:
Завршна фаза ЦНЦ обраде је кључна за постизање жељене завршне обраде површине, посебно када су потребне чврсте толеранције и висококвалитетна естетика површине.
Завршни резови су дизајнирани да изгладе грубе ивице и дају беспрекоран изглед, висококвалитетна површина која испуњава специфичне захтеве индустрије
као што је ваздухопловни, медицински, и аутомобилске.
- Пример: За ваздухопловне компоненте, попут сечива турбине, завршна обрада обезбеђује глатку,
полиране површине које испуњавају строге стандарде аеродинамике и отпорности на напрезање, обезбеђивање оптималних перформанси.
Уске толеранције и тачност димензија:
ЦНЦ завршна обрада игра виталну улогу у постизању чврстих толеранција и високе тачности димензија.
Након што је процес грубе обраде уклонио највећи део материјала, алати за завршну обраду преузимају да оплемене део,
обезбеђујући да је у складу са прецизним мерењима и спецификацијама димензија.
Ово је од суштинског значаја за производњу компоненти које морају савршено да се уклапају са осталима у сложеним склоповима.
- Утицај на толеранције: У индустријама као што су медицински уређаји или производња полупроводника, чак и најмање одступање може угрозити функционалност.
Завршна обрада помаже да се део доведе у толеранције од ±0,001 инча или боље.
Побољшан интегритет површине:
Завршна обрада побољшава интегритет површине материјала, отклањање недостатака преосталих из фазе грубе обраде.
Процес уклања микро неравнине, ознаке алата, и друге несавршености које могу утицати на функцију или естетску привлачност дела.
Ово је посебно важно за компоненте изложене тешким условима, као што су они у аутомобилској или хемијској индустрији,
где је интегритет површине кључан за перформансе и дуговечност.
- Пример: У аутомобилској индустрији, завршна обрада се користи за уклањање површинских недостатака на деловима мотора као што су главе цилиндра, који мора да издржи висок притисак и топлоту.
Процес осигурава да делови раде оптимално без превременог хабања или квара.
Повећана издржљивост и отпорност на хабање:
Процес завршне обраде често укључује примену специфичних путања алата и стратегија сечења које помажу у побољшању издржљивости завршног дела.
Оптимизацијом глаткоће површине и квалитета завршне обраде, завршна обрада може побољшати отпорност на хабање и способност дела да издржи тешке услове рада.
На пример, у апликацијама са високим стресом као што су компоненте мотора или хируршки алати, овај додатни слој префињености помаже у смањењу хабања и продужава животни век дела.
- Пример: Завршни процеси на титанијумским медицинским имплантатима побољшавају глаткоћу површине и биокомпатибилност, смањење ризика од корозије или инфекције.
Естетска привлачност и визуелни квалитет:
За многе апликације, посебно у роби широке потрошње или архитектонским производима, изглед завршног дела једнако је важан колико и његове функционалне могућности.
ЦНЦ завршна обрада може да пружи широк спектар површинских текстура, од глатке, полиране завршне обраде до сатенског или мат изгледа.
Овај ниво контроле над естетским исходом чини ЦНЦ завршну обраду непроцењивом за производе код којих је визуелна привлачност пресудна.
- Пример: У потрошачкој електроници, као што су кућишта за паметне телефоне или кућишта за лаптоп, завршна обрада ствара глатку,
визуелно привлачна површина која не само да изгледа добро већ и побољшава целокупно корисничко искуство пружајући удобан, углађен завршетак.
Повећана исплативост током времена:
Иако завршна обрада може потрајати више времена од грубе обраде, може дугорочно да уштеди новац смањењем вероватноће квара делова или скупих поправки.
Осигуравајући да део испуњава све спецификације и захтеве квалитета од самог почетка, произвођачи избегавају потребу за скупом прерадом или заменом делова.
- Пример: У производњи високо сложених компоненти за аутомобилске моторе,
завршна обрада обезбеђује да компоненте испуњавају строге стандарде, помаже произвођачима да избегну скупа повлачења или потраживања по гаранцији.
6. ЦНЦ груба обрада вс. ЦНЦ дорада
ЦНЦ обрада је веома прецизан и свестран производни процес,
али је кључно разумети различите улоге и сврхе две главне фазе у процесу: ЦНЦ груба обрада и ЦНЦ дорада.

Кључне разлике:
Примарни циљ
- Роугхинг: Главни циљ фазе грубе обраде је брзо уклањање великих количина материјала са радног предмета.
Груба обрада је операција тешког резања која се фокусира на обликовање дела до његових основних димензија, остављајући за собом вишак материјала (познат као "акција") који ће бити дорађен у следећој фази.
Алат за грубу обраду ради са великим брзинама помака и дубоким резовима како би уклонио што је могуће више материјала. - Завршњак: У супротности, сврха дораде је да се део доради до његовог коначног, прецизне димензије.
Завршне операције се фокусирају на постизање чврстих толеранција и стварање глатког, висококвалитетне површинске завршне обраде.
Ова фаза користи светлије резове, спорији проток хране, и финији алат како би се осигурало да радни предмет испуњава потребне стандарде за тачност и естетику.
Параметри алата и резања
- Роугхинг: Алати за грубу обраду су обично дизајнирани да носе високе стопе уклањања материјала и издрже напрезања сечења великих количина материјала.
Алати као што су груба завршна глодала, индексни уметци, и млинови за лице се користе за ову фазу.
Параметри сечења су подешени за агресивно уклањање материјала, често користећи веће количине хране, веће дубине реза, и веће брзине вретена.
Међутим, резне ивице алата су често дизајниране да издрже хабање услед већег захватања материјала. - Завршњак: Алати за завршну обраду су специјализованији и дизајнирани за постизање глатке површине и прецизних димензија.
Кугласти глодали, завршне глодалице, или алати обложени дијамантом се обично користе.
Параметри сечења су подешени за финије, више контролисаних резова, са споријим помаком и мањим дубинама сечења како би се избегло оштећење завршне обраде површине.
Цуттинг Форцес
- Роугхинг: Силе резања током грубе обраде су генерално много веће због количине материјала који се уклања.
Ове силе могу изазвати значајно хабање алата, а понекад и вибрације, захтева пажљиву контролу како би се спречило скретање алата и клепетање. - Завршњак: Силе резања у завршној обради су обично ниже од оних код грубе обраде.
Фокус током завршне обраде је на прецизности и квалитету површине, а силе сечења су сведене на минимум како би се смањио ризик од скретања алата или изобличења геометрије дела.
Завршна обрада и толеранције
- Роугхинг: Завршна обрада површине након грубе обраде је генерално храпава, са видљивим траговима алата и неравним површинама.
Толеранције током грубе обраде обично нису тако строге, пошто је циљ првенствено уклањање материјала.
Резултирајућа површина се често описује као „груба залиха“ и потребно јој је додатно усавршавање у фази завршне обраде. - Завршњак: Након завршетка, радни предмет треба да има глатку, углачан изглед са минималним траговима алата, а површина треба да испуњава чврсте толеранције димензија.
За постизање висококвалитетне завршне обраде често су потребни специфични алати за завршну обраду и оптимизовани параметри сечења како би се минимизирали несавршености.
Време и ефикасност
- Роугхинг: Груба обрада је типично део ЦНЦ машинске обраде који одузима највише времена, али је неопходан за брзо уклањање великих количина материјала.
Ова фаза је оптимизована за ефикасност, да се у најкраћем року уклони што више материјала, чак и науштрб квалитета површине. - Завршњак: Док завршна обрада траје мање времена од грубе обраде, то је деликатнија и прецизнија операција.
Процес постизања висококвалитетне завршне обраде често укључује више пролаза са лаганим резовима како би се избегло изобличење геометрије дела или стварање дефеката.
Ова фаза, док је потребно више времена по пролазу, је кључно за осигурање да коначни производ испуњава тражене спецификације.
7. Кључни фактори за оптимизацију ЦНЦ грубе и завршне обраде
Резање параметара:
Најбоље праксе укључују оптимизацију брзина сечења, брзине хране, и дубина реза на основу карактеристика материјала и алата.
На пример, алуминијум омогућава веће брзине резања у поређењу са челиком, што захтева спорије, свеснијих резова.
Избор алата:
Избор правог алата за сваку фазу максимизира век трајања алата и ефикасност обраде.
Грубо обрада може имати користи од карбидних уметака за издржљивост, док би завршну обраду могли користити полирани керамички алати за глатке површине.
Материјална разматрања:
Различити материјали захтевају прилагођене стратегије; мекши метали попут алуминијума подржавају бржу грубу обраду, док тврђи метали попут титанијума захтевају пажљив приступ.
Титанијум, на пример, захтева а 20-30% смањење брзине резања у поређењу са алуминијумом.
Стратегије путање алата:
Оптимизација путање алата минимизира непотребно кретање и максимизира ефикасност сечења.
ЦАМ софтвер игра кључну улогу у генерисању ефикасних путања алата, потенцијално смањење времена циклуса до 25%.
8. Уобичајени изазови у ЦНЦ грубој и завршној обради
ЦНЦ обрада, док је веома прецизан и ефикасан, није без изазова.
И груба и завршна фаза представљају јединствене препреке које могу утицати на квалитет, ефикасност, и исплативост процеса обраде.
Решавање ових изазова је кључно за постизање оптималних резултата.
Роугхинг Цхалленгес
Тоол Веар:
-
- Изазов: Агресивни параметри сечења који се користе у грубој обради могу довести до брзог хабања алата, смањење века трајања алата и повећање трошкова.
- Решење: Користите издржљиве алате дизајниране за уклањање тешког материјала, као што су карбидни умеци.
Спроведите редовне провере одржавања и размислите о коришћењу премаза као што су ТиАлН или ДЛЦ (Диамонд-Лике Царбон) да продужите век алата до 40%.
Хеат Буилдуп:
-
- Изазов: Резање великом брзином ствара значајну топлоту, што може деградирати перформансе алата и утицати на интегритет материјала.
- Решење: Користите одговарајуће методе примене расхладне течности, као што су системи за испоруку расхладне течности кроз алат.
Расхладна течност не само да распршује топлоту већ и побољшава евакуацију струготине, смањење акумулације топлоте до 60%.
Вибрације:
-
- Изазов: Вибрације могу изазвати трагове клепетања на радном предмету и смањити век трајања алата. Посебно је проблематичан у дубоким резовима или дугим превисима.
- Решење: Оптимизујте параметре сечења да бисте минимизирали вибрације. Краћи алати са већом крутошћу могу помоћи, као и подешавање брзине вретена и помака.
Коришћење балансираних склопова алата и стабилних подешавања може смањити проблеме везане за вибрације до 70%.
Чип Евакуација:
-
- Изазов: Неефикасна евакуација струготине може довести до поновног сечења струготине, узрокујући оштећење алата и лошу завршну обраду површине.
- Решење: Изаберите алате са одговарајућом геометријом жлеба за ефикасно чишћење струготине.
Користите расхладну течност и вакуум системе под високим притиском како бисте осигурали да се струготине брзо уклоне, побољшање евакуације струготине за до 80%.
Финисхинг Цхалленгес
Постизање финих завршних обрада површине:
-
- Изазов: Одржавање фине завршне обраде површине захтева прецизну контролу над параметрима сечења и избором алата.
- Решење: Користите специјализоване алате за завршну обраду са више жлебова и финије геометрије ивица, као што су кугласти глодали.
Одржавајте доследне услове сечења, укључујући стабилне брзине вретена и контролисане брзине помака.
Напредни ЦАМ софтвер може оптимизовати путање алата за глаткију завршну обраду, постизање Ра вредности ниже као 0.4 μм.
Управљање скретањем алата:
-
- Изазов: Танки или дугачки алати могу да се склоне током сечења, што доводи до нетачности димензија и лошег квалитета површине.
- Решење: Изаберите краће, тврђи алати када је то могуће. Повећајте крутост држача алата и користите држаче алата са минималним отпуштањем.
Користите стратегије као што је трохоидно глодање да бисте равномерно расподелили силе резања, смањење отклона за до 50%.
Одржавање чврстих толеранција:
-
- Изазов: Обезбеђивање да делови испуњавају строге толеранције је критично, посебно у индустријама попут ваздухопловства и медицине.
- Решење: Редовно калибришите машине и алате да бисте одржали тачност. Користите прецизне мерне инструменте за повратне информације и подешавања у реалном времену.
Примените аутоматизоване процесе инспекције да бисте рано ухватили одступања, обезбеђујући толеранције унутар ±0,01 мм.
Варијације тврдоће материјала:
-
- Изазов: Варијације у тврдоћи материјала могу утицати на конзистенцију резања и век трајања алата.
- Решење: Извршите тестове тврдоће материјала пре машинске обраде да бисте у складу са тим прилагодили параметре резања.
Користите прилагодљиве системе управљања који аутоматски компензују варијације тврдоће, одржавање доследних услова резања.
9. Технологије које побољшавају грубу и завршну обраду
Напредна решења за алате
Савремени алати за сечење значајно су трансформисали ефикасност и ефективност грубе и завршне обраде у ЦНЦ машинској обради.
Напредни материјали попут карбида, керамика, и ЦБН (кубни бор нитрид) се сада користе за производњу алата који нуде врхунску тврдоћу, отпорност на хабање, и отпорност на топлоту.
Ови алати обезбеђују то чак и у чврстим материјалима, као што је титанијум, Уносилац, или каљеног челика, процес обраде остаје ефикасан, доследан, и прецизан.
Обложени алати за побољшане перформансе
Премази алата, као што је ТиН (Титаниум Нитриде), ТиАлН (Титанијум алуминијум нитрид), и превлаке налик дијаманту (ДЛЦ), пружају значајне предности у ЦНЦ грубој и завршној обради.
Ови премази смањују трење, минимизирати хабање, и побољшати отпорност на топлоту, што доводи до дужег века алата и ефикаснијих операција обраде.
Уз додатну предност ниже силе резања, произвођачи могу постићи глаткију завршну обраду и у фази грубе и завршне обраде.
5-АКСИС ЦНЦ обрада
5-осовинске ЦНЦ машине пружају велику предност и у грубој и завршној обради смањујући потребу за вишеструким подешавањима.
Ово повећава и прецизност и ефикасност, пошто се делови могу машински обрађивати из различитих углова без поновног позиционирања.
Могућност приступа материјалу из више праваца значи да је мања вероватноћа да ће алати наићи на брбљање или скретање, што доводи до бољих завршних обрада површине и прецизнијих резова.
Додатно, 5-осовинске машине омогућавају већу флексибилност у дизајну делова, смањујући потребу за додатним алатом или сложеним учвршћењима.
Расхладна течност високог притиска и системи расхладне течности кроз вретено
Увођење расхладних система под високим притиском значајно је побољшало ефикасност ЦНЦ грубе и завршне обраде.
Ови системи усмеравају расхладну течност директно у зону сечења, обезбеђујући боље одвођење топлоте и смањење хабања алата.
Додатно, расхладна течност под високим притиском помаже у испирању струготине, спречавајући их да ометају процес резања, посебно током грубе обраде када се уклањају велике количине материјала.
За завршну обраду, расхладна течност помаже у одржавању стабилности температуре, осигуравајући да је површина материјала завршена без термичких изобличења.
Аутоматизовани системи за промену алата
Аутоматски мењачи алата омогућавају бешавне прелазе између грубе и завршне обраде, посебно када су за сваку фазу потребни различити алати.
Аутоматизацијом овог процеса, ЦНЦ машине могу да раде без прекида, смањење застоја и побољшање продуктивности.
Ови системи могу да складиште различите алате за сечење и да их мењају на основу унапред програмираних упутстава, обезбеђујући да се за одговарајућу операцију увек користи исправан алат.
Интелигентни сензори и машинско учење за оптимизацију процеса
Интеграција интелигентних сензора и технологија машинског учења у ЦНЦ машине је побољшала праћење и оптимизацију процеса.
Ови сензори могу детектовати вибрације, силе резања, и хабање алата у реалном времену, омогућавајући тренутна подешавања ради побољшања ефикасности обраде и квалитета делова.
У грубој обради, ове технологије могу спречити преоптерећење алата или радног комада, док је у завршној обради,
обезбеђују да алат остане у границама толеранције, минимизирање ризика од кварова или нетачности димензија.
Роботика и аутоматизација за повећану продуктивност
Роботске руке и аутоматизовани системи могу помоћи у процесима грубе и завршне обраде преузимањем задатака који се понављају, утовар/истовар радних комада, и вршење провера контроле квалитета.
Ово смањује људску грешку и омогућава рад ЦНЦ машинама 24/7, максимизирање продуктивности.
Употреба роботике у процесима после машинске обраде као што је чишћење, инспекција, или руковање делом даље осигурава да су делови спремни за употребу или испоруку уз минималну ручну интервенцију.
10. ДЕЗЕ-ова ЦНЦ машина за обраду на једном месту
На овом, нудимо услуге грубе и завршне обраде у нашој компанији, користећи најсавременије ЦНЦ машине и напредне алате како би се осигурала висока прецизност, ефикасност, и врхунске завршне обраде.
Наш интегрисани приступ гарантује несметан прелазак са грубе обраде на завршну обраду, уштеда времена и побољшање укупног квалитета ваших делова.
11. Закључак
ЦНЦ груба и завршна обрада су две критичне фазе процеса обраде које, када се оптимизује, може значајно побољшати ефикасност, квалитет површине, и тачност дела.
Разумевањем разлика, изазови, и стратегије за сваку фазу, произвођачи могу постићи боље резултате уз смањење трошкова и времена обраде.
Било да радите са сложеним геометријама или уским толеранцијама, овладавање ова два процеса је од суштинског значаја за производњу високог квалитета, Прецизни делови.
Ако тражите висококвалитетно Услуге ЦНЦ обраде, Одабир ДЕЗЕ је савршена одлука за ваше производне потребе.

