
1. Введение
Отжиг - это термическая обработка процесс, предназначенный для изменения физических, а иногда химических свойств материала, тем самым повышая его работоспособность.
Исторически, Ранние металлургисты использовали отжиг, чтобы смягчить металлы после одежды, и со временем,
Процесс превратился в сложную технику, используемую в различных отраслях, таких как Automotive, аэрокосмический, электроника, и производство.
Примечательно, Отжиг не только повышает пластичность и уменьшает остаточные напряжения, но и усовершенствовает структуру зерна, приводя к улучшению механизма и общей производительности.
В сегодняшнем конкурентном промышленном ландшафте, Освоение отжига имеет решающее значение для оптимизации производительности материала.
В этой статье рассматривается отжиг от научного, процесс, дизайн, экономический, относящийся к окружающей среде, и ориентированные на будущее перспективы, обеспечение целостного понимания его роли в современной материальной инженерии.
2. Основы отжига
Определение и цель
По своей сути, Отжиг включает нагрев материала до определенной температуры, удерживая его в течение установленного периода, а затем охлаждать его с контролируемой скоростью.
Этот процесс обеспечивает энергию, необходимую для атомов в микроструктуре материала для мигрирования и восстановления.
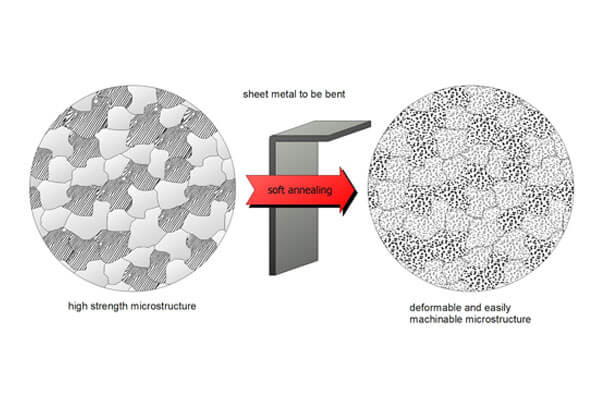
Следовательно, дислокации и внутренние напряжения уменьшаются, и новый, свободные зерна образуются, который восстанавливает пластичность и снижает твердость.
Ключевые цели включают:
- Усиление пластичности: Позволяя металлам быть легче сформированы или обработаны.
- Снятие остаточного стресса: Предотвращение деформации и растрескивания в конечных продуктах.
- Уточнение структуры зерна: Оптимизация микроструктуры для улучшения механических свойств.
Термодинамические и кинетические принципы
Отжиг действует на фундаментальных термодинамических и кинетических принципах. Когда металл нагревается, его атомы получают кинетическую энергию и начинают мигрировать.
Эта миграция снижает общую свободную энергию, устраняя дислокации и недостатки.
Например, в стали, Процесс может трансформировать закаленный мартенсит в более пластичную ферритовую смесь.
Данные указывают на то, что правильный отжиг может снизить твердость до 30%, тем самым значительно улучшая механизм.
Более того, Кинетика фазовых преобразований во время отжига контролируется температурой и временем.
Процесс оптимизируется путем балансировки скорости нагрева, Время замачивания, и скорость охлаждения для достижения желаемой микроструктурной трансформации без нежелательного роста зерна.
3. Типы отжига
Процессы отжига сильно различаются, каждый разработан для достижения определенных свойств материала.
Адаптируя циклы отопления и охлаждения, Производители могут оптимизировать производительность металла для различных применений.
Ниже, Мы подробно описываем основные виды отжига, подчеркивая их цели, процессы, и типичные приложения.
Полный отжиг
Цель: Чтобы восстановить максимальную пластичность и уменьшить твердость в железовых сплавах, Особенно гипоэвтектоидные стали.
Процесс:
- Температура: Повышен до 850–950 ° C. (например, 925° C для AISI 1020 сталь) Чтобы полностью аустенизировать материал.
- Удерживать время: Поддерживается для 1–4 часа Для обеспечения равномерного фазового преобразования.
- Охлаждение: Медленное охлаждение (20–50 ° C/ч) в печи или изолированной коробке, чтобы способствовать грубому образованию зерна.
Приложения: - Автомобильная промышленность: Компоненты кованой стали (например, детали шасси) Для повышенной формируемости.
- Производство: Предварительная обработка для обработки и обработки.
Данные: Уменьшает твердость стальной 40–50% (например, от 250 HBW до 120 HBW) и улучшает пластичность до 25–30% удлинение (ASTM E8/E9).
Снятие стресса отжиг
Цель: Устранить остаточные напряжения из обработки, сварка, или холодная работа.
Процесс:
- Температура: 500–650°С (например, 600° C для алюминиевых сплавов, 520° C для нержавеющей стали).
- Удерживать время: 1-2 часа при температуре.
- Охлаждение: С воздушным охлаждением или охлаждаемой печью до температуры окружающей среды.
Приложения: - Аэрокосмическая промышленность: Сварные авиационные рамы (например, Boeing 787 фюзеляжные суставы) Чтобы предотвратить искажение.
- Масло & Газ: Трубопроводы и сосуды под давлением (например, API 5L X65 сталь).
Данные: Уменьшает остаточные напряжения 30–50%, Минимизация рисков искажений (ASME котел & Код сосуда давления).
Сфероидация отжига
Цель: Преобразовать карбиды в сферические частицы для улучшения механизма и выносливости в высокоуглеродных сталях.
Процесс:
- Температура: 700–750 ° C. (ниже более низкой критической температуры).
- Удерживать время: 10–24 часа Для карбида сфероидации.
- Охлаждение: Медленное охлаждение печи, чтобы избежать повторной формирования пластинчатых конструкций.
Приложения: - Оснастка: Быстрорежущая сталь (например, M2 Tool Steel) за буровые кусочки.
- Автомобильная промышленность: Весенняя сталь (например, САЭ 5160) Для компонентов подвески.
Данные: Достигает 90% Эффективность сфероизации, сокращение времени обработки 20–30% (ASM Справочник, Объем 4).
Изотермический отжиг
Цель: Минимизировать искажение в сложных геометриях путем контроля фазовых преобразований.
Процесс:
- Температура: 900–950 ° C. (выше верхней критической температуры) для аустинитизации.
- Промежуточное удержание: 700–750 ° C. для 2–4 часа Чтобы включить образование жемчуга.
Приложения: - Аэрокосмическая промышленность: Лопатки турбины (например, Инконель 718) требует стабильности размерной.
- Энергия: Компоненты ядерного реактора (например, Циркониевые сплавы).
Данные: Уменьшает искажение размерных до 80% по сравнению с обычным отжигом (Журнал технологии обработки материалов, 2021).
Нормализация
Цель: Уточнить структуру зерна для улучшения вязкости и прочности в углеродах и сплавных сталях.
Процесс:
- Температура: 200–300 ° C выше верхней критической температуры (например, 950° C для 4140 сталь).
- Охлаждение: Воздушный охлаждение до температуры окружающей среды.
Приложения: - Строительство: Конструкционные стальные балки (например, ASTM A36).
- Машины: Передаточные валы (например, САЭ 4140) Для сбалансированной силы и пластичности.
Данные: Достигает мелкозернистая микроструктура с пределом прочности 600–800 МПа (ИСО 630:2018).
Отжиг раствора
Цель: Растворить легирующие элементы в однородную аустенитную матрицу в нержавеющей стали и сплавах на основе никеля.
Процесс:
- Температура: 1,050–1,150 ° C. для полной аустинитизации.
- закалка: Быстрое охлаждение в воде или масле для предотвращения фазового разложения.
Приложения: - Медицинский: Астенитная нержавеющая сталь с имплантатом (например, ASTM F138).
- Химическая: Теплообменники (например, 316л нержавеющая сталь).
Данные: Обеспечивает 99.9% фазовая однородность, критическая для коррозионной устойчивости (Родился MR0175/ISO 15156).
Рекристаллизация отжига
Цель: Смягчить холодные металлы, образуя беспроводные зерна.
Процесс:
- Температура: 450–650°С (например, 550° C для алюминия, 400° C для меди).
- Удерживать время: 1–3 часа разрешить перекристаллизацию.
Приложения: - Электроника: Медные провода (например, Трансформаторы обмотки с 100% Проводимость IACS).
- Упаковка: Алюминиевые банки (например, Аа 3003 сплав).
Данные: Восстанавливает проводимость 95–100% IACS в меди (Международный стандарт отожженной меди).
Подкритический отжиг
Цель: Уменьшить твердость в низкоуглеродичных сталях без фазового преобразования.
Процесс:
- Температура: 600–700 ° C. (ниже более низкой критической температуры).
- Удерживать время: 1-2 часа Чтобы снять остаточные напряжения.
Приложения: - Автомобильная промышленность: Холодная мягкая сталь (например, САЭ 1008) Для автомобильных панелей.
- Аппаратное обеспечение: Весенняя сталь (например, САЭ 1050) для минимального искажения.
Данные: Достигает Снижение твердости HBW на 20–25% (ASTM A370).
Обрабатывать отжиг
Цель: Восстановить пластичность в металлах после промежуточных рабочих этапов холода.
Процесс:
- Температура: 200–400 ° C. (например, 300° C для латуни, 250° C для нержавеющей стали).
- Охлаждение: С воздушным охлаждением или охлаждением печи.
Приложения: - Электроника: Следы медной печатной платы (например, 5G Антенны Компоненты).
- ОВиК: Медные трубки (например, ASTM B280).
Данные: Повышает формируемость 30–40%, Включение более плотных радиусов изгиба (Ассоциация развития меди).
Яркий отжиг
Цель: Предотвратить окисление и декарбур.
Процесс:
- Атмосфера: Водород (H₂.) или инертный газ (N₂/on) в ≤10 ч / млн кислород.
- Температура: 800–1000 ° C. (например, 900° C для полосок из нержавеющей стали).
Приложения: - Аэрокосмическая промышленность: Титановые сплавы (например, Ти-6Ал-4В) Для лопастей турбины.
- Автомобильная промышленность: Выхлопные системы из нержавеющей стали (например, Инконель 625).
Данные: Достигает 99.9% поверхностная чистота, критическая для коррозионной устойчивости (SAE J1708).
Вспышка отжига
Цель: Быстрая модификация поверхности для локализованного улучшения свойства.
Процесс:
- Источник тепла: Высокоинтенсивное пламя или лазеры (например, 1,200° C Пиковая температура).
- Удерживать время: Секунды до миллисекунды для точного усиления поверхности.
Приложения: - Производство: Зубчатые зубы (например, задержан 8620 сталь).
Данные: Увеличивает поверхностную твердость 50–70% (например, от 30 HRC до 50 СПЧ) (Surface Engineering Journal).
Непрерывный отжиг
Цель: Большой объем обработки для металлов в автомобиле и строительстве.
Процесс:
- Скорость линии: 10–50 м/я с контролируемой атмосферой (например, уменьшение газа).
- Зоны: Обогрев, впитывание, охлаждение, и наматывание.
Приложения: - Автомобильная промышленность: Стальные панели кузова (например, 1,000-TON PRESS LINES для TESLA MODEL Y).
- Строительство: Кровяные листы с цинком (например, GI 0,5 мм).
Данные: Процессы 10–20 миллионов тонн стали ежегодно, снижение скорости отходов 15–20% (Всемирная стальная ассоциация).
4. Процесс отжига и методы
Процесс отжига состоит из трех основных этапов: обогрев, впитывание, и охлаждение.
Каждый этап тщательно контролируется для достижения желаемых свойств материала, Обеспечение однородности и последовательности в микроструктурных преобразовании.

Существуют различные методы отжига, адаптировано к различным материалам и промышленным применению.
Предварительная подготовка
Перед отжигом, Правильная подготовка обеспечивает оптимальные результаты. Это включает в себя:
✔ Уборка материала & Инспекция:
- Удаляет поверхностные загрязнители (оксиды, жир, шкала) это может повлиять на теплопередачу.
- Проводит микроструктурный анализ для определения ранее существовавших дефектов.
✔ Методы предварительной обработки:
- Маринование: Использует кислотные растворы для чистых поверхностей металлов перед термообработкой.
- Механическая полировка: Удаляет слои окисления для усиления равномерного нагрева.
Пример:
В аэрокосмической отрасли, Компоненты титана подвергаются строгой предварительной очистке, чтобы предотвратить окисление во время отжига в вакуумной печи.
Фаза нагрева
Фаза нагрева постепенно повышает температуру материала в диапазон отжига целевого отжига. Правильный контроль предотвращает тепловое шок и искажение.
Ключевые факторы:
Выбор печи:
- Партийные печи: Используется для крупномасштабного промышленного отжига стальных и алюминиевых листов.
- Непрерывные печи: Идеально подходит для высокоскоростных производственных линий.
- Вакуумные печи: Предотвратить окисление и обеспечить высокую чистоту в аэрокосмической и электронике.
Типичные диапазоны температуры нагрева:
- Сталь:600–900 ° C. в зависимости от типа сплава.
- Медь:300–500 ° C. Для смягчения и снятия стресса.
- Алюминий:350–450 ° C. чтобы уточнить структуру зерна.
Соображения скорости отопления:
- Медленное нагревание: Уменьшает тепловые градиенты и предотвращает растрескивание.
- Быстрое отопление: Используется в некоторых приложениях для повышения эффективности.
Тематическое исследование:
Для медицинских имплантатов из нержавеющей стали, вакуумный отжиг в 800–950 ° C. минимизирует окисление при повышении коррозионной стойкости.
Фаза замачивания (Удержание при целевой температуре)
Замачивание обеспечивает равномерное распределение температуры, позволяя внутренней структуре металла полностью преобразовать.
Факторы, влияющие на время замачивания:
🕒 Толщина материала & Состав:
- Более толстые материалы требуют более длительного времени замачивания для равномерного проникновения тепла.
🕒 Микроструктурные цели уточнения:
- Для снятия стресса отжиг, Замачивание может длиться 1-2 часа.
- Для полного отжига, Материалы могут потребоваться несколько часов Для достижения полной перекристаллизации.
Пример:
В отжиге диффузии для высокоуглеродистых сталей, держась в 1050–1200 ° C. для 10–20 часов устраняет сегрегацию и усиливает однородность.
Фаза охлаждения
Фаза охлаждения определяет конечную микроструктуру и механические свойства. Разные методы охлаждения влияют на твердость, зерновая структура, и стресс.
Методы охлаждения & Их последствия:
Охлаждение печи (Медленное охлаждение):
- Материал остается в печи, когда она постепенно охлаждается.
- Производит мягкие микроструктуры с максимальной пластичностью.
- Используется для Полный отжиг стали и чугуна.
Воздушное охлаждение (Умеренное охлаждение):
- Снижает твердость при сохранении умеренной силы.
- Распространен в снятие стресса отжиг сварных сооружений.
закалка (Быстрое охлаждение):
- Используется в Изотермический отжиг Чтобы преобразовать аустенит в более мягкие микроструктуры.
- Включает в себя охлаждение в масле, вода, или воздух с контролируемыми ставками.
Охлаждение контролируемой атмосферы:
- Инертный газ (аргон, азот) предотвращает окисление и обесцвечивание.
- Необходимо в высокоостренных отраслях, таких как полупроводники и аэрокосмическая промышленность.
Сравнение методов охлаждения:
| Метод охлаждения | Скорость охлаждения | Влияние на материал | Общее приложение |
|---|---|---|---|
| Охлаждение печи | Очень медленно | Максимальная пластичность, грубые зерна | Полный отжиг стали |
| Воздушное охлаждение | Умеренный | Сбалансированная сила и пластичность | Снятие стресса отжиг |
| Утоивание воды/масла | Быстрый | Тонкая микроструктура, более высокая твердость | Изотермический отжиг |
| Контролируемая атмосфера | Переменная | Поверхность без окисления | Аэрокосмическая промышленность & Электроника |
5. Влияние отжига на свойства материала
Отжиг существенно влияет на внутреннюю структуру и производительность материалов, Сделать его критическим процессом в металлургии и материалостике.
Тщательно контролируя отопление, впитывание, и фазы охлаждения, Это повышает пластичность, уменьшает твердость, Уточняет структуру зерна, и улучшает электрические и тепловые свойства.
Этот раздел исследует эти эффекты структурированным и подробным образом.
Микроструктурные преобразования
Отжиг изменяет внутреннюю структуру материалов с помощью трех ключевых механизмов:
- Перекристаллизация: Новый, свободные зерна образуются, Замена деформированных, который восстанавливает пластичность и снижает упрочнение работы.
- Рост зерна: Расширенное время замачивания позволяет зернам расти, баланс силы и гибкости.
- Фазовое преобразование: Происходят изменения в фазовом составе, такие как мартенсит превращается в феррит и жемчуг в стали, оптимизация силы и пластичности.
Пример:
Холодная сталь может испытать до 30% снижение твердости После отжига, Значительное улучшение его формируемости.
Усовершенствования механических свойств
Отжиг улучшает механические свойства металлов несколькими способами:
Повышенная пластичность & Прочность
- Металлы становятся менее хрупкими, снижение риска переломов.
- Некоторые материалы демонстрируют 20-30% Увеличение удлинения Перед переломом после отжига.
Остаточное снижение стресса
- Снимает внутренние напряжения, вызванные сваркой, кастинг, и холодный работа.
- Снижает вероятность деформации, растрескивание, и преждевременный провал.
Оптимизированная твердость
- Смягчает материалы для облегчения обработки, изгиб, и формирование.
- Стальная твердость может уменьшаться 30-40%, Снижение износа инструмента и производственных затрат.
Влияние на механизм & Формируемость
Отжиг улучшает механизм путем смягчения металлов, Облегчая их разрезание, сверлить, и форма.
Уменьшенный износ инструмента: Более низкая твердость продлевает срок службы инструмента и снижает затраты на техническое обслуживание.
Легче формировать: Металлы становятся более гибкими, позволяя более глубоко рисовать и более сложные формы.
Лучшая поверхностная отделка: Более плавные микроструктуры приводят к улучшению качества поверхности после обработки.
Электрический & Усовершенствования термических свойств
Отжиг уточняет структуру кристаллической решетки, уменьшение дефектов и улучшение проводимости.
⚡ Более высокая электрическая проводимость:
- Устраняет препятствия на границе зерна, Улучшение потока электронов.
- Медь может достичь 10-15% Увеличение проводимости После отжига.
🔥 Улучшенная теплопроводность:
- Обеспечивает лучшее рассеяние тепла в таких приложениях, как теплообменники.
- Необходимо для высокопроизводительных электронных и аэрокосмических компонентов.
Отраслевое использование:
Производители полупроводников полагаются на тонкопленочный отжиг для повышения проводимости кремниевой пластины и минимизации дефектов.
6. Преимущества и недостатки отжига
Преимущества
- Восстанавливает пластичность:
Отжиг реверс, укрепление работы, Упрощение металлов легче сформировать и машину. - Снимает остаточные стрессы:
Устранение внутренних стрессов, Отжиг снижает риск деформации и растрескивания. - Улучшает механизм:
Смягченный, Единая микроструктура повышает эффективность резки и продлевает срок службы инструмента. - Оптимизирует электрическую проводимость:
Восстановленные кристаллические структуры могут привести к улучшению электрических и магнитных свойств. - Настраиваемая структура зерна:
Адаптировать параметры процесса для достижения желаемых размеров зерен и фазовых распределений, непосредственно влияя на механические свойства.
Недостатки
- Временный:
Процессы отжига могут занять несколько часов до конца 24 часы, который может замедлить циклы производства. - Высокое потребление энергии:
Энергия, необходимая для контролируемого нагрева и охлаждения, может быть значительной, влияет на эксплуатационные расходы. - Чувствительность процесса:
Достижение оптимальных результатов требует точного контроля над температурой, время, и скорости охлаждения. - Риск чрезмерного анналирования:
Чрезмерный рост зерна может привести к снижению прочности материала, если он не будет должным образом управляется.
7. Применение отжига
Отжиг - это универсальный процесс термообработки с применением в разных отраслях промышленности, Включение материалов для достижения оптимальной механической, термический, и электрические свойства.
Ниже приведено углубленное исследование его критических ролей в ключевых секторах:
Аэрокосмическая промышленность
- Цель: Повысить силу, уменьшить хрупкость, и устранить остаточные напряжения в легких сплавах.
- Материалы:
-
- Титановые сплавы (например, Ти-6Ал-4В): Отжиг улучшает пластичность и устойчивость.
- На основе никеля суперсплавы (например, Инконель 718): Используется в компонентах реактивного двигателя, Отжиг обеспечивает равномерную микроструктуру для высокотемпературных характеристик.
Автомобильное производство
- Цель: Оптимизировать формируемость, твердость, и коррозионная стойкость для компонентов массового производства.
- Материалы:
-
- Высокие стали (HSS): Отжиг смягчает HSS для штампования автомобильных панелей кузова (например, Ультра-высокая сталь в модели Теслы).
- Нержавеющая сталь: Отжиг улучшает сварку в выхлопных системах и топливных баках.
Электроника и полупроводники
- Цель: Уточнить свойства полупроводника и улучшить электрическую проводимость.
- Материалы:
-
- Силиконовые пластины: Отжиг удаляет дефекты и повышает кристаллическое качество для изготовления микрочипов (например, 3D XPoint память Intel).
- Медные соединения: Отжиг увеличивает проводимость в печатных платах (печатные платы) и проводка.
- Продвинутые методы:
-
- Быстрое тепловое отжиг (RTA): Используется в производстве полупроводников для минимизации теплового бюджета.
Строительство и инфраструктура
- Цель: Улучшить долговечность, коррозионная стойкость, и работоспособность для крупномасштабных проектов.
- Материалы:
-
- Медные трубы: Отжиг обеспечивает гибкость и коррозионную стойкость в сантехнических системах (например, отожженные медные трубки в зеленых зданиях).
- Алюминиевые сплавы: Отжиганный алюминий используется в фасадах здания и оконных рамках для повышенной формируемости.
- Пример: Burj Khalifa использует отожженную алюминиевую оболочку для его легкого веса, коррозионная экстерьер.
Энергетический сектор
- Цель: Повысить производительность материала в экстремальных средах.
- Приложения:
-
- Ядерные реакторы: Отжижные циркониевые сплавы (например, Zircaloy-4) Для топливных стержней сопротивляется охррению излучения.
- Солнечные панели: Отожженные кремниевые клетки повышают фотоэлектрическую эффективность (например, First Solar's Thin-фильма модули).
- Ветровые турбины: Отожженная сталь и композиты для лезвий выдерживают циклическое напряжение и усталость.
Медицинское оборудование
- Цель: Достичь биосовместимости, гибкость, и толерантность к стерилизации.
- Материалы:
-
- Нержавеющая сталь: Отожжен для хирургических инструментов (например, скальпели и щипцы) чтобы сбалансировать твердость и гибкость.
- Титановые имплантаты: Отжиг уменьшает дефекты поверхности и улучшает биосовместимость в замене бедра.
Потребительские товары и украшения
- Цель: Повышение транспортировки для замысловатых конструкций и отделки поверхности.
- Материалы:
-
- Золото и серебро: Отжиг смягчает драгоценные металлы для изготовления ювелирных изделий (например, Тиффани & Компания Co.).
- Медная посуда: Отожженная медь улучшает теплопроводность и формируемость для равномерного распределения тепла.
Новые приложения
- Аддитивное производство (3D Печать):
-
- Отжиг 3D-печать металлов (например, Инконель) Чтобы устранить внутренние напряжения и улучшить механические свойства.
- Водородные топливные элементы:
-
- Отожженные платиновые сплавы для катализаторов в мембранах топливных элементов.
- Гибкая электроника:
-
- Отжиг графена и полимеров для носимых датчиков и гибких дисплеев.
Отраслевые стандарты и соответствие
- ASTM International:
-
- ASTM A262 для испытаний на коррозию отожженной нержавеющей стали.
- ASTM F138 для титанового сплава (Ти-6Ал-4В) в медицинских устройствах.
- Стандарты ИСО:
-
- ИСО 679 Для отжига медных и медных сплавов.
8. Заключение
Отжиг - это преобразующий процесс термообработки, который в корне улучшает механические и физические свойства металлов и сплавов.
Через контролируемое отопление и охлаждение, Отжиг восстанавливает пластичность, уменьшает внутренние напряжения, и уточняет микроструктуру, тем самым улучшая механизм и производительность.
Эта статья предоставила комплексную, Многомерный анализ отжига, охватывание его научных принципов, методы процесса, материальные эффекты, промышленное применение, и будущие тенденции.
В эпоху, когда точная инженерия и устойчивость имеют первостепенное значение, Достижения в области технологий отжига,
такие как цифровое управление процессом, Альтернативные методы нагрева, и экологически чистые практики-предназначены для дальнейшей оптимизации производительности материала и снизить воздействие на окружающую среду.
Поскольку отрасли продолжают вводить новшества и развиваться, Освоение процесса отжига остается критическим для обеспечения качества продукта, операционная эффективность, и долгосрочная конкурентоспособность на мировом рынке.

