
1. Aféierung
Machining ass integral fir vill Industrien déi präzis Komponenten an zouverléisseg Assemblée erfuerderen.
E getippten Lach - wesentlech fir intern Fuedem a Material ze kreéieren - déngt als Fundament fir vill Befestigungsapplikatiounen.
Dëse Prozess erlaabt Schrauwen, Bolzen, an aner Befestigungen fir sécher ze setzen, garantéiert datt Komponenten zesummen bleiwen, och ënner extremen Konditiounen.
Getappt Lächer si besonnesch wichteg an Industrien wéi Automobilindustrie, Aerospace, Elektronik, an Maschinnen.
D'Grondlage vum Tippen ze verstoen a wéi Dir Präzisioun Threading z'erreechen kann hëllefen d'Produktiounseffizienz a Produktqualitéit ze verbesseren.
An dësem Blog Post, mir wäerten de Prozess vun Ausspionéieren ofbriechen, erklären déi verschidden Zorte vu getippten Lächer, a liwwert essentiell Tipps fir eng Topqualitéit ze garantéieren.
Mir ginn och an d'Tools a Materialien déi benotzt ginn, d'Faktoren, déi d'Präzisioun vum Ausspionéieren beaflossen, an gemeinsam Uwendungen vun getippten Lächer.
2. Wat ass e Tapped Hole?
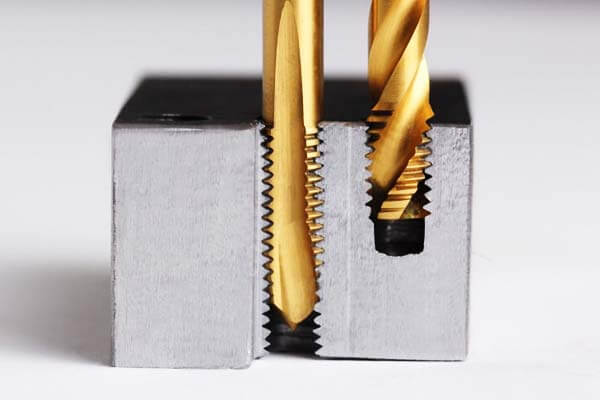
En getippt Lach ass einfach e Lach dat gebiert gouf an dann mat engem Krunn geschnidden ass fir e Befestigung ze akzeptéieren.
Et ënnerscheet sech vun engem gebuerene Lach, dat ass einfach e Lach ouni Fuedem.
Tapping erstellt intern thread am Lach, d'Aféierung vu Schrauwen erméiglechen, Bolzen, oder aner threaded fasteners.

- Drilled Hole vs. Getappt Lach: Wärend e gebuert Lach e Basiszylindrescht Lach ass, e getippten Lach ass d'Resultat vun engem Tap-Tool fir Spiralfäegkeeten op der bannenzeger Uewerfläch ze kreéieren.
Dëse Fuedem erlaabt d'Lach sécher Befestigungen ze halen, wat wesentlech a ville Applikatiounen ass. - Gemeinsam Konditioune:
-
- Threads: Dëst sinn d'Spiralrillen, déi an d'Lach geschnidden sinn, erlaabt datt Befestigungen erschrauwen.
- Tap: D'Tool benotzt fir intern Fuedem an d'Lach ze schneiden. Et ass a verschiddenen Typen verfügbar ofhängeg vum Material a Fuedemspezifikatiounen.
- Pitch: D'Distanz tëscht eenzelne thread. Wat méi fein ass den Terrain, der méi thread pro Zoll (TPI), wat kritesch ass fir verschidden Uwendungen déi méi héich Präzisioun verlaangen.
3. Machining Prozess fir Tapping
Den Tippprozess beinhalt d'Benotzung vun engem Krunn fir intern Fuedem an e Lach ze schneiden. Ofhängeg vum Material an der gewënschter Fuedemgréisst, verschidden Tools a Maschinnen gi benotzt.
- Ausrüstung:
-
- CNC Maschinnen: Dës Computer-kontrolléiert Maschinnen si kapabel héich-Präzisioun Ausspionéieren automatesch auszeféieren, mécht se ideal fir grouss-Skala Produktioun.
- Ausspionéieren Maschinnen: Dës spezialiséiert Maschinnen sinn speziell fir Ausspionéieren entworf a kënnen souwuel manuell an automatesch Operatiounen verschaffen.
- Manuell Tapping Tools: Fir méi kleng oder personaliséiert Aarbechten, manuell Tipptools wéi Handkraaft a Stierwen gi benotzt.
Dës ginn normalerweis benotzt wann nëmmen e puer Lächer musse getippt ginn.
- Tippen vs. Fräsen: D'Fräsen an d'Tippen erstellen souwuel intern thread, awer et gi verschidde Differenzen.
Wärend Tappen ass méi séier a méi effizient fir kleng bis mëttelgrouss Lächer, Fuedemfräsen bitt méi Flexibilitéit fir méi grouss Fuedem oder komplex Geometrien.
4. Wéi Tapp Lächer Schrëtt-fir-Schrëtt
Hei ass e Schrëtt-fir-Schrëtt Decompte wéi Dir erfollegräich e Lach tippt:
- Schrëtt 1: Sammelt déi néideg Tools a Materialien
-
- Vergewëssert Iech datt Dir e Krunn hutt, bohrbit, Tappmaschinn manuell Tapp Tool, a Schmierstoff.
- Schrëtt 2: Wielt de richtege Tap and Drill Bit
-
- Wielt e Krunn deen dem gewënschten Fuedemtyp entsprécht (UNC, UNF, Krisen) an Gréisst.
Wielt déi entspriechend Bohrbit fir d'Tapgréisst ze passen fir e perfekte Passform ze garantéieren.
- Wielt e Krunn deen dem gewënschten Fuedemtyp entsprécht (UNC, UNF, Krisen) an Gréisst.
- Schrëtt 3: Drill d'Lach
-
- Drill d'Lach op déi richteg Gréisst, garantéiert datt et mat de Krunn Spezifikatioune passt.
Benotzt e Buer mat dem passenden Duerchmiesser an Tiefe baséiert op der erfuerderter Fuedempitch.
- Drill d'Lach op déi richteg Gréisst, garantéiert datt et mat de Krunn Spezifikatioune passt.
- Schrëtt 4: Preparéieren fir Tapping
-
- D'Lach botzen an e gëeegent Schmierstoff benotze fir d'Reibung ze reduzéieren an ze vermeiden datt de Krunn sech während dem Schneidprozess bindt.
- Schrëtt 5: Tippen op d'Lach
-
- Fänkt un ze tippen andeems Dir den Krunn an d'Lach setzt, a konsequent Drock applizéiert wärend dem Tool rotéiert fir d'Threads ze kreéieren.
Vergewëssert Iech datt de Krunn mat dem Lach ausgeriicht bleift fir Mëssstänn ze vermeiden.
- Fänkt un ze tippen andeems Dir den Krunn an d'Lach setzt, a konsequent Drock applizéiert wärend dem Tool rotéiert fir d'Threads ze kreéieren.
5. Zorte vu getippten Lächer
Tapped Lächer si wesentlech fir sécher Verbindungen tëscht Deeler ze kreéieren, an et gi verschidden Zorte ofhängeg vun der Applikatioun Ufuerderunge.
Déi verschidden Aarte vu getippten Lächer ze verstoen hëlleft bei der Auswiel vun der richteger Method fir spezifesch Aufgaben, garantéiert eng optimal Leeschtung a fit.
Hei sinn déi meescht üblech Zorten:
Duerch Lächer
Duerch Lächer ginn getippte Lächer déi duerch d'Material verlängeren, vun enger Säit op déi aner.
Dës Lächer erlaben d'Befestigungen komplett duerch ze goen, mat de Fuedem am Lach déi eng sécher Verbindung fir Bolzen ubidden, schrauwen Schrauwen, oder aner Zorte vu threaded fasteners.
Duerch Lächer gi wäit an Uwendungen benotzt wou béid Säite vum Material musse verbonne sinn oder wann se op verschidde Deeler op béide Säiten vum Material befestigen.
Blind Lächer
Blann Lächer, am Géigesaz zu duerch Lächer, passéiert net ganz duerch d'Material.
Si ginn op eng spezifesch Tiefe gebohrt an dann getippt fir Fuedem ze kreéieren.
Blind Lächer sinn ideal wann nëmmen eng Säit vum Material muss befestigt ginn, wéi wann Dir Komponenten un engem Werkstéck befestegt, deen keen Zougang zum Réck huet.
Counterbore Lächer
E counterbore Lach ass eng Zort getippt Lach mat enger vergréisserter Ouverture uewen fir de Kapp vun engem Bolzen z'erméiglechen, schrauwen, oder aner Befestigung fir mat oder ënner der Uewerfläch vum Material ze sëtzen.
Dës Aart vu Lach ass besonnesch nëtzlech wann Dir de Kapp vum Befestigung verstoppe wëllt, suergt eng propper, glat Uewerfläch fäerdeg.
Reamed Lächer
Reamed Lächer si Lächer déi gebuer goufen an duerno räimt fir hir Gréisst ze verbesseren, Form, a Fläch.
De Reamprozess garantéiert datt d'Lach déi richteg Toleranz huet a glat ass, wat besonnesch wichteg ass ier Dir tippt.
Reamed Lächer bidden e méi héijen Präzisiounsniveau a si wesentlech wann enk Toleranzen fir d'Fieden erfuerderlech sinn.
Austauschbar Threads
Austauschbar Fuedem bezéien sech op déi verschidden Aarte vu Fuedemformen déi kënne benotzt ginn wann Dir Lächer tippt.
Déi meescht benotzt thread Typen enthalen:
- UNC (Vereenegt National Grof): E Fuedem Typ dee manner thread pro Zoll huet, maachen et gëeegent fir schwéier Pflicht Uwendungen.
Et ass méi einfach ze fabrizéieren a gëtt allgemeng an industriellen a mechanesche Applikatiounen benotzt, besonnesch wou Kraaft kritesch ass. - UNF (Vereenegt National Geldstrof): Mat méi thread pro Zoll wéi UNC, UNF thread sinn ideal fir Uwendungen déi héich Präzisioun a méi kleng erfuerderen, méi fein Fuedem passt.
Dës gi benotzt wann méi Spannungsstäerkt a Genauegkeet gebraucht ginn, sou wéi a Präzisiounsmaschinnen oder Raumfaartkomponenten. - Metresch Threads: Baséiert op dem metresche System, dës thread sinn allgemeng an europäeschen an internationalen Uwendungen fonnt.
Metresch Threads ginn an enger breeder Palette vun Industrien fir Präzisioun an allgemeng Zweck Uwendungen benotzt.
6. Handwierksgeschir a Materialien benotzt am Tapping
Tappen
Krunnen sinn déi primär Tools déi benotzt gi fir intern Fuedem a virgebohrte Lächer ze schneiden.
Si kommen a verschiddenen Zorten, jidderee fir spezifesch Uwendungen a Materialien entworf:
- Hand Taps: Dës Krunn ginn manuell mat engem Krunnschlüssel gedréint a si passend fir kleng Skala oder eemoleg Aarbechten.
Si bidden eng exzellente Kontroll iwwer den Tippprozess, awer kënnen Aarbechtsintensiv sinn. - Maschinn Krunn: Entworf fir ze benotzen mat Muecht-Undriff Maschinnen wéi CNC Dréibänk oder engagéierten Tipp Maschinnen, Maschinn Krunn bitt méi séier a méi konsequent Resultater.
Si sinn ideal fir héich-Volumen Produktioun leeft. - Spiral Punkt (Pistoul) Tappen: Charakteriséiert duerch hir no vir orientéiert Flöten, dës Krunnen excel beim Drécken vun Chips virun der Schneidkant,
mécht se perfekt fir duerch Lächer wou Chips einfach erausgoe kënnen. - Spiral Flute Taps: Mat helical Flüten déi Chips no uewen an aus blann Lächer zéien, Spiralflute Krunnen sinn indispensabel fir déif-Lach Tippen Uwendungen.
- Riichtaus Flute Taps: Allgemeng benotzt fir allgemeng Zweck Ausspionéieren a méi mëll Materialien,
riichter Flute Krunn sinn kosteneffizient a versatile awer kënnen d'Chipevakuéierung net sou effizient behandelen wéi Spiraldesignen.
Drill Bits
Drill Bits kreéieren d'Pilotloch, an deem de Krunn d'Fiedem schneiden. D'Wiel vun der richteger Buergréisst ass entscheedend fir erfollegräich Ausspionéieren.
Den Duerchmiesser vum Buer soll dem klengen Duerchmiesser vum Fuedem passen,
assuréieren adäquate Material bleift fir de Krunn Fuedem ouni exzessiv Stress op der workpiece ze Form.
- Héich-Vitesse Stol (HSS) Drill Bits: Gëeegent fir déi meescht allgemeng Metaller an Legierungen, HSS Bits bidden gutt Verschleißbeständegkeet an Hëtzt Toleranz.
- Kobalt Drill Bits: Ideal fir méi haart Materialien wéi Edelstol oder Goss, Kobalt Bits hunn d'Häertheet an d'Haltbarkeet verbessert am Verglach mat Standard HSS Bits.
- Carbide-Tipped Drill Bits: Fir extrem haart Materialien, Carbide-Tipp Bits bidden eng super Kraaft a laang Liewensdauer, wann och zu méi héije Käschte.
Workpiece Materialien
D'Material dat getippt gëtt beaflosst wesentlech d'Wiel vun Tools, Vitesse, feeden, an coolants.
Verschidde Materialien hunn ënnerschiddlech Hardnessniveauen, thermesch Eegeschaften, an machinability, all déi Afloss op d'Ausspionéieren Prozess.
- Stum: Ee vun de meeschte verbreet Materialien, Stol verlaangt virsiichteg Iwwerleeung vun Krunn Auswiel baséiert op hardness.
Soft Stahle kënnen dacks mat Standard HSS Krunnen getippt ginn, iwwerdeems gehärte Stol kann Kobalt oder Carbide Krunn néideg. - Aluminium: Bekannt fir seng Weichheet an Tendenz zu Gallen, Aluminium profitéiert vu schaarf, qualitativ héichwäerteg Krunnen a genuch Schmierung fir Chipopbau ze vermeiden.
- Brass a Bronze: Dës Materialien tendéieren selbstschmierend ze sinn wéinst hirer Zesummesetzung
awer kann nach ëmmer vun der korrekter Killmëttelapplikatioun profitéieren fir Hëtzt ze managen an d'Integritéit vum Tool z'erhalen. - Plastik: Ausklappen Plastik erfuerdert méi lues Geschwindegkeet a Fudder fir d'Material ze schmëlzen oder ze deforméieren.
Besonnesch Krunn entworf fir Plastik kann hëllefen propper ze erreechen, funktionell thread.
7. Faktoren déi d'Präzisioun vum Tippen beaflossen
Thread Pitch
D'Pitch beaflosst direkt d'Zuel vun de Fuedem pro Zoll oder Millimeter, Impakt op d'Kraaft an d'Fit vun der Verbindung.
Zum Beispill, e méi feine Pitch bitt méi thread pro Zoll, d'Haltkraaft erhéijen awer méi präzis Bearbechtung erfuerderen.
Déift an Duerchmiesser Toleranz
Eng enk Toleranz behalen suergt fir e gudde Fuedemengagement a verhënnert datt de Befestigung ofgeschnidden oder schwächt.
Toleranzen kënnen esou knapp sinn wéi ± 0,001 Zoll a kriteschen Uwendungen.
Geschwindegkeet a Feed Rate am CNC Tapping
Dës Parameteren optimiséieren ass entscheedend fir qualitativ héichwäerteg Fuedem z'erreechen ouni den Krunn oder den Werkstéck ze beschiedegen.
CNC Maschinnen kënnen konsequent Geschwindegkeet a Feedraten erhalen, féiert zu bessere Resultater.
Coolant a Schmierstoff
Richteg Ofkillung a Schmieren reduzéieren d'Reibung, Hëtzt opbauen, a droen souwuel um Krunn wéi och Material.
Kältemëttel benotzen kann d'Liewensdauer vum Tool ëm bis zu verlängeren 30%.
8. Virdeeler an Nodeeler vun Tapped Holes
Virdeeler vun Tapped Holes
Séchert Befestigung
Tapped Lächer bidden eng zouverlässeg a sécher Befestigungsmethod. Déi intern Fuedem suergen datt d'Bolzen a Schrauwen enk agebonne kënne ginn, loosening während der Benotzung verhënneren.
Dëst mécht getippten Lächer besonnesch nëtzlech a kriteschen Uwendungen wou sécher Verbindungen entscheedend sinn fir operationell Sécherheet,
wéi an der Raumfaart- an Autosindustrie.
Raum Effizienz
Ee vun de Standout Virdeeler vun getippten Lächer ass Raumeffizienz.
Andeems Dir de Besoin fir zousätzlech Befestigungen wéi Nëss oder Wäschmaschinn eliminéiert, getippten Lächer spueren wäertvoll Plaz an kompakt Versammlungen.
Dëst ass besonnesch gutt an der Elektronik, Automotive Komponenten, an Maschinnen, wou Plazbeschränkungen allgemeng sinn an all Millimeter zielt.
Strukturell Integritéit
A Materialien déi effektiv thread kënnen halen, getippten Lächer hëllefen d'strukturell Integritéit vun der Assemblée ze erhalen.
D'Threads verdeelen d'Laascht iwwer eng breet Uewerfläch, wat d'Stresskonzentratioun reduzéiert an d'allgemeng Haltbarkeet verbessert am Verglach mat anere Befestigungsmethoden wéi Nieten oder Schweißen.
Dëst ass entscheedend an Uwendungen wou d'Komponente héije Stress oder Schwéngung musse widderstoen.
Einfachheet vun Ënnerhalt
Tapped Lächer erliichtert den Ënnerhalt, Reparaturen, an Upgrades andeems d'Komponente liicht demontéiert an nei zesummegesat ginn.
Dës Fonktioun ass besonnesch nëtzlech an Industrien wou regelméisseg Service erfuerderlech ass, wéi an Fabrikatioun Equipement, Maschinnen, an automobile Systemer.
D'Kapazitéit fir Befestigungen ze benotzen ouni d'Integritéit vun de Fuedem ze kompromittéieren ass eng kosteneffektiv Léisung fir Ënnerhalt.
Nodeeler vun Tapped Lächer
Thread Wear
E wesentlechen Nodeel vu getippten Lächer ass Fuedemverschleiung, besonnesch a mëll Materialien.
Am Zäitoflaf, widderholl Assemblée an Demontage kann d'intern thread verursaache degradéieren, féiert zu enger geschwächt Verbindung.
Dëst ass besonnesch problematesch an Uwendungen wou Deeler dacks zesummegesat an ofgebaut musse ginn, wéi an Ënnerhalt-schwéier Industrien.
Risiko vun Cross-Threading
Cross-threading geschitt wann de Bolt oder d'Schraube während der Aféierung falsch ausgeriicht ass, Schued un den internen Fuedem verursaacht. Dëse Problem kann d'Verbindung schwächen an zu Echec féieren.
Cross-threading ass heefeg wärend der manueller Montage, wou Präzisioun méi schwéier ze erhalen ass.
Richteg Ausbildung an d'Benotzung vun Tools wéi Fuedemguiden kënnen hëllefen dëse Risiko ze reduzéieren.
Limitéiert Luede Kapazitéit
Getappt Lächer hunn limitéiert Belaaschtungskapazitéit, besonnesch a Materialien déi d'Fieden net gutt halen, wéi Plastik oder mëll Metaller.
Dës Materialien kënnen ënner schwéiere Laascht Sträifen oder deforméieren, féiert zum Ausfall vun der Verbindung.
Fir héich-Stress Uwendungen, zousätzlech Methode vun Befestigung, wéi d'Benotzung vun Anker oder Inserts, kann néideg sinn fir déi néideg Kraaft ze garantéieren.
Potenzial fir Tap Breakage
En aneren Nodeel ass d'Potenzial fir Krunnbrach während dem Threading Prozess, besonnesch wann Dir mat haarde Materialien wéi Titan oder Edelstol schafft.
Ongerecht Schmieren, Falsch Feedraten, oder de falsche Krunn fir d'Material ze benotzen kann de Risiko vu Broch erhéijen.
E gebrachene Krunn ass schwéier ze läschen a kann d'Werkstéck beschiedegen, féiert zu deiere Stéierungen a Reparaturen.
9. Uwendungen vun Tapped Holes
Getappt Lächer spillen eng zentral Roll a verschiddene Branchen, eng zouverlässeg Method ubidden fir sécher threaded Verbindungen tëscht Komponenten ze kreéieren.
Automobilesch Industrie
- Motor Komponenten: Getappt Lächer gi benotzt fir Deeler wéi Zylinderkoppen ze sécheren, manifolds, a Ventildeckelen zum Motorblock.
- Chassis a Kierper Assemblée: Tapéiert Lächer erlaben d'Montage Klammeren, Sëtzem -, an Ophiewe Komponente op de Frame oder Chassis.
- Elektresch Systemer: Getippte Lächer sinn och kritesch fir elektronesch Deeler wéi Sensoren a Kontrollmoduler am elektresche System vum Auto ze sécheren.

Aerospace Industrie
- Fliger Fuselage a Flillek Versammlungen: Tapéiert Lächer gi benotzt fir Paneele ze sécheren, Frames, a Kontroll Fläch wéi flaps an ailerons.
- Motor Komponenten: Ähnlech wéi Autosapplikatiounen, Motordeeler am Fliger, dorënner turbineblader, Kompresser Etappen, an casings,
verlaangt dacks getippten Lächer fir strukturell Integritéit ze garantéieren. - Landung Systemer: Tapping bitt sécher Befestigungspunkte fir Schockdämpfer, d'Rieder, an Sträifen, sécher Starten a Landungen ze garantéieren.
Elektronikikéierungsindustrie
- Montéierung vun elektronesche Komponenten: Tapped Lächer gi benotzt fir Circuitboards ze montéieren, capacitors, resistors, an aner Komponenten sécher am Gehäuse.
- Enclosures fir Schutz: D'Uschloss vu ville elektroneschen Apparater, wéi Computeren, Handyen, a medezinesch Ausrüstung,
verlaangen dacks getippten Lächer fir Schrauwen oder Bolzen ze befestigen, déi den Apparat zouene halen a vu Stëbs geschützt sinn, Fiichtegkeet, an aner kontaminanten. - Connectoren an Häfen: Tapped Lächer gi benotzt fir Stecker z'installéieren,
wéi HDMI, USB Häfen, an Muecht Häfen, an elektronesch Uschlëss, déi richteg Ausriichtung a sécher Verbindungen garantéieren.
Industriell Maschinnen
- Machine Tool Komponente: Getappt Lächer ginn an der Montage vu Maschinnendeeler wéi Bettplacke benotzt, spindles, an Toolhalter, garantéiert Stabilitéit a Genauegkeet während Operatioun.
- Montage an Ausrichtung vun Deeler: Komponente wéi Motore, Gears, a Pulleys ginn dacks mat Bolzen oder Schrauwen an getippten Lächer befestigt fir Ausrichtung a sécher Operatioun ze garantéieren.
- Ëm deenhalt: Tapped Lächer erlaben d'Demontage vu Maschinnen fir Reparaturen an Ënnerhalt,
erlaabt einfach Zougang zu intern Komponente datt Ersatz brauchen vläicht.
Medizinesch Geräter
- Medizinesch Implantate: Getappt Lächer ginn an orthopädesche Implantate benotzt wéi Gelenk Ersatz a Schrauwen, suergen datt se fest op der Plaz bleiwen wärend der Operatioun an am Kierper.
- Medizinesch Ausrüstung: Apparater wéi chirurgesch Instrumenter, diagnostesch Ausrüstung,
a Laborinstrumenter erfuerderen dacks getippte Lächer fir sécher Montage vu Komponenten an Uschlëss. - Prothetik: Tapéiert Lächer ginn och a prothetesch Geräter fonnt, wou se benotzt gi fir verschidden Deeler wéi Gelenker a Glieder sécher ze befestigen.
10. Considératiounen an Tipps fir getippten Lächer
Material Hardness
Méi haart Materialien wéi Edelstahl oder Titan kënnen spezialiséiert Krunnen a méi niddereg Schnellgeschwindegkeet erfuerderen fir Toolschued ze vermeiden.
Genau Pilot Lach Gréissten
Sécherstellen, datt de Pilot Lach Duerchmiesser entsprécht der Krunn Spezifikatioune ass essentiel fir eng optimal Fuedem Formatioun.
Eng falsch Gréisst Lach kann zu enger schlechter Fuedemqualitéit féieren.
Gëeegent Threaded Hole Duerchmiesser
Wielt de passenden Lachduerchmiesser baséiert op dem Haaptduerchmiesser vum Krunn an de Materialeigenschaften.
Zum Beispill, A K) 1/4-20 UNC Krunn verlaangt engem 0,216-Zoll Pilot Lach am Stol.
Wénkel Fläch
Wann Ausspionéieren Lächer op Wénkel gekäppt Fläch, pass extra op fir senkrecht ze halen. Misalignment kann zu Kräiz-threading oder beschiedegt Krunn Resultat.
Präzis Hole Placement
Genau Lachplazéierung ass kritesch fir funktionell Versammlungen. Och eng liicht Ofwäichung kann d'Gesamtleistung vum Komponent beaflossen.
Adresséiert Thread Misalignment
Mëssverständlech Fuedem kënnen Kräiz-threading oder Schued un der getippten Lach verursaachen. Iwwerpréift ëmmer d'Ausrichtung duebel virum Tippen.
Schafft mat Hard-to-Machine Materialien
Benotzt adäquate Kältemëttel a méiglecherweis Multi-Flute Krunn wann Dir mat schwieregen Materialien schafft.
Zum Beispill, Ausspionéieren Titan kann de Gebrauch vun Schwiewel-baséiert coolants verlaangen Reiwung ze reduzéieren.
Ëmgank mat Tippfehler
Themen wéi Burrs, ënnerzegoen, oder Chip Opbau kann thread Integritéit Kompromëss.
Regelméisseg Ënnerhalt vun Tools an d'Anhale vun de beschten Praktiken kënnen dës Probleemer minimiséieren.
11. Conclusioun
A Conclusioun, getippten Lächer si fundamental fir d'Maschinn a spillen eng vital Roll bei der Montage vun Komponenten a ville Industrien.
Andeems Dir d'Prinzipien vum Tippen verstoen, déi richteg Tools a Material auswielen, a sech un déi bescht Praktiken halen,
Maschinisten kënnen präzis erreechen, zouverlässeg thread déi d'Produktleistung an d'Haltbarkeet verbesseren.
Ob op komplizéiert elektronesch Apparater oder grouss-Skala Maschinnen schaffen, d'Konscht ze beherrschen dréit bedeitend zum Erfolleg vun all Fabrikatiounsprojet bäi.
Dës Richtlinnen ëmfaassen garantéiert datt all getippten Lach den héchste Standarde vu Qualitéit a Präzisioun entsprécht.
Wann Dir thread Veraarbechtung brauch, Fillt Iech gratis kontaktéiert eis.

