1. Aféierung
Metal 3D Dréckerei, och bekannt als Metal Additiv Fabrikatioun, revolutionéiert d'Art a Weis wéi d'Produkter entworf ginn, prototypéiert, an hiergestallt.
Dës Technologie erlaabt d'Schafung vun komplexen, héich-Performance Deeler direkt aus digital Modeller, bitt onendlech Designfräiheet a Materialeffizienz.
Hei ass firwat d'Metall 3D Dréckerei Traktioun gewënnt:
- Personaliséierung: Et erméiglecht d'Produktioun vun héich personaliséierten Deeler fir Nischapplikatiounen.
- Rapid Prototyping: Beschleunegt den Design Iteratiounsprozess wesentlech.
- Reduzéiert Offall: Produzéiert Deeler mat minimalem Materialoffall am Verglach mat traditioneller Fabrikatioun.
- Komplex Geometrie: Erlaabt d'Schafung vu komplizéierte Formen déi onméiglech oder ganz deier si mat konventionelle Methoden ze produzéieren.
An dësem Blog, mir wäerten an de Prozess verdéiwen, Reien, Erausfuerderungsfuerderungen, an Uwendungen vun Metal 3D Dréckerei, entdeckt wéi dës Technologie d'Fabrikatiounslandschaft nei formt.
2. Wat ass Metal 3D Dréckerei?
Metal 3D Dréckerei ass eng Form vun additiv Fabrikatioun wou Schichten vun Material, typesch a Form vu Pudder oder Drot, fusionéiert fir en dreidimensionalen Objet ze kreéieren.
Am Géigesaz zu der traditioneller subtraktiver Fabrikatioun, wat d'Material aus engem festen Block ofschneiden, additiv Fabrikatioun baut den Objet Layer fir Layer op.
Dëse Prozess bitt bedeitend Virdeeler wat d'Designflexibilitéit ugeet, Material Effizienz, an Produktioun Vitesse.

D'Geschicht vum Metal 3D Dréckerei geet zréck op d'1980er, mat der Entwécklung vun selektiv Laser Sintering (SLS) an direkt Metal Laser Sintering (DMLS).
Iwwer de Joren, Fortschrëtter an der Lasertechnologie, Material, a Software hunn zu der Evolutioun vu verschiddene Metal 3D Dréckerei Technologien gefouert, jidderee mat hiren eegene Set vu Fäegkeeten an Uwendungen.
3. Metal 3D Dréckerei Technologien
Metal 3D Dréckerei, och bekannt als Zouschungsfaart, benotzt verschidden Techniken fir komplex a funktionell Metalldeeler Schicht fir Schicht ze produzéieren, direkt vun enger digitaler Datei.
All Metal 3D Dréckerei Technologie huet seng eenzegaarteg Prozess a Virdeeler, mécht et gëeegent fir verschidden Uwendungen iwwer Industrien wéi Raumfaart, Automotiv, Gesondheetsversuergung, an Energie.
Ënner derbäi, mir wäerten déi allgemeng Metal 3D Dréckerei Technologien Entdeckung, hir Fonctiounen, an ideal Uwendungen.
Direkt Metal Laser Sintering (DMLS) & Selektiv Laser geschmëlzen (SMM)
Iwwersiicht:
Béid DMLS an SLM si Pulverbett Fusiounstechnologien déi héich ugedriwwe Laser benotze fir Metallpulver a festen Deeler ze schmëlzen an ze fusionéieren.
Den Ënnerscheed läit virun allem an hirer Approche zum Metallpulver a Materialeigenschaften.
- DMLS typesch benotzt Metalllegierungen (wéi Edelstol, Titanium, oder Aluminium) a schafft mat verschiddene Metallpulver, dorënner Legierungen wéi Nonnell d'Säit an an Kobalt-Chrom.
- SMM benotzt en ähnleche Prozess awer konzentréiert sech méi op reng Metaller wéi Edelstol, Titanium, an Aluminium. De Laser schmëlzt d'Metallpulver komplett, fusionéiere fir e festen Deel ze bilden.

S:
- Héich Opléisung: Kapabel Deeler mat feinen Detailer a komplexe Geometrien ze produzéieren.
- Exzellent Surface Finish: Kann e gudden Uewerflächefinanz direkt vum Drécker erreechen, obwuel d'Postveraarbechtung nach ëmmer fir déi héchst Qualitéit erfuerderlech ass.
- Breet Material Gamme: Schafft mat verschiddene Metaller, dorënner Edelstol, Titanium, Aluminium, a méi.
Cons:
- Lues fir Grouss Deeler: De Layer-by-Layer Prozess kann Zäitopwänneg sinn fir méi grouss Deeler.
- Ënnerstëtzung Strukturen: Erfuerdert Ënnerstëtzungsstrukture fir iwwerhängende Funktiounen, déi no Dréckerei geläscht ginn muss.
- Héich thermesch Spannungen: Déi héich Temperaturgradienten kënnen thermesch Spannungen an den Deeler induzéieren.
Ideal Uwendungen: Aerospace Komponenten, medizinesch Implantater, komplex Tooling, an héich-Performance automobile Deeler.
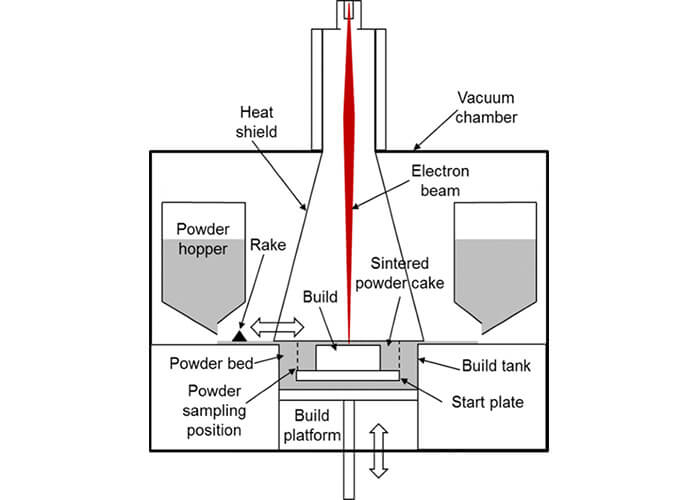
Elektronenstrahl Schmelzen (EBM)
Iwwersiicht:
EBM ass e Pudderbett Fusiounsprozess deen e benotzt Elektronenstrahl amplaz vun engem Laser ze schmëlzen an fusionéieren Metal Pudder. Et gëtt an engem Vakuum Ëmfeld duerchgefouert fir optimal Bedéngungen fir Schmelzen ze garantéieren.
EBM gëtt typesch fir héich performant Materialien benotzt wéi Titanium Lolloyen, Kobalt-Chrom, an an Nonnell d'Säit.
- De Prozess funktionnéiert um Héich Temperaturen, ubitt Virdeeler an héich Temperatur Leeschtung an an Präzisioun fir spezifesch Legierungen.
S:
- Kee Besoin fir Ënnerstëtzungsstrukturen: EBM kann Deeler ouni Ënnerstëtzung produzéieren wéinst der Virheizung vum Pulverbett, wat thermesch Stress reduzéiert.
- Héich Temperatur Kapazitéit: Gëeegent fir Materialien déi héich Temperaturen fir Schmelzen erfuerderen, wéi Titan.
Cons:
- Material Aschränkungen: Limitéiert op Materialien déi mat engem Vakuum Ëmfeld kompatibel sinn, déi e puer Legierungen ausgeschloss.
- Uewerfläch fäerdeg: D'Uewerflächefinanz ass vläicht net sou glat wéi mat SLM / DMLS wéinst der méi grousser Strahlplazgréisst.
Ideal Uwendungen: Medizinesch Implantate (besonnesch Titan), Loftfaart Komponente, an Deeler wou d'Feele vun Ënnerstëtzung Strukturen profitabel ass.
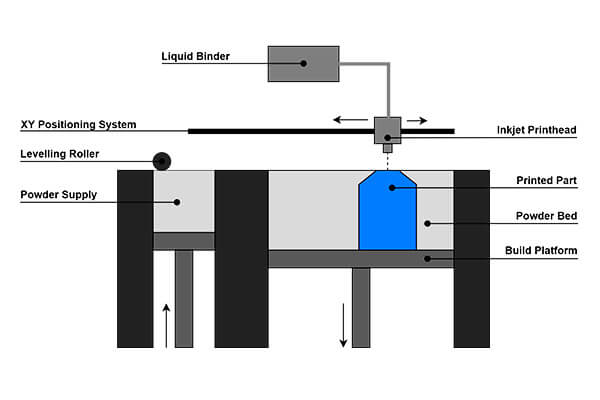
Binder Jetting
Iwwersiicht:
Binder Jetting involvéiert d'Sprayéiere vun engem flëssege Bindemëttel op Schichten aus Metallpulver, déi dann zu engem festen Deel fusionéiert ginn.
De Pulver, deen am Bindemittel benotzt gëtt, ass typesch Metallpulver, sou wéi Edelstol, Aluminium, oder Bronze.
Nodeems den Deel gedréckt ass, et ënnerleien Sintering, wou de Binder ewechgeholl gëtt, an den Deel ass zu senger definitiver Dicht verschmolzelt.
S:
- Schnell Dréckerei: Kann Deeler séier drécken wéinst dem nidderegen Energiebedarf fir Bindung.
- Voll-Faarf Dréckerei: Erlaabt fir voll-Faarf Dréckerei, dat ass eenzegaarteg ënner Metal 3D Dréckerei Technologien.
- Keng thermesch Stress: Well de Prozess net Schmelzen involvéiert, et gi manner thermesch Spannungen.
Cons:
- Ënneschten Deel Dicht: Ufanks Deeler hu manner Dicht wéinst dem Bindemëttel; Sintering oder Infiltratioun ass erfuerderlech fir Dicht ze erhéijen.
- Verlaangt Post-Veraarbechtung: Extensiv Postveraarbechtung ass néideg, dorënner sintering, Infiltratioun, an oft machining.
Ideal Uwendungen: Technik vun Tool, Schimmel, Sandgosskären, an Uwendungen wou Geschwindegkeet a Faarf méi wichteg si wéi d'Dicht vum leschten Deel.
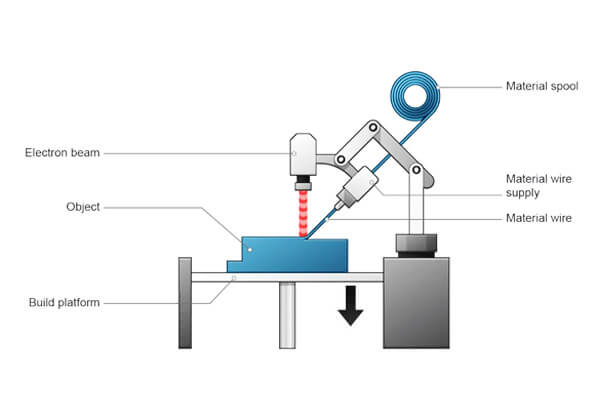
Direkter Energie Depositioun (Dies)
Iwwersiicht:
DED ass en 3D Dréckprozess wou Material geschmollt an duerch e Laser op eng Uewerfläch deposéiert gëtt, Elektronenstrahl, oder Plasma Arc.
DED erlaabt d'Material ze deposéieren an och Deeler ze addéieren oder ze reparéieren.
Am Géigesaz zu anere Methoden, DED benotzt eng kontinuéierlech fidderen vun Material (Pudder oder Drot), an d'Material gëtt vun der Energiequell verschmolzelt wéi et deposéiert ass.
S:
- Grouss Deeler: Gëeegent fir grouss Deeler ze produzéieren oder ze reparéieren.
- Reparatur a Beschichtung: Dëst Kann benotzt ginn fir Material op existent Deeler ze addéieren oder fir Uewerflächebekleedung.
- Flexibilitéit: Kann mat enger breet Palette vun Material schaffen a kann tëscht verschiddene Materialien während Dréckerei schalt.
Cons:
- Méi niddereg Opléisung: Am Verglach mat Pudderbett Fusiounsmethoden, DED huet normalerweis eng méi niddereg Opléisung.
- Uewerfläch fäerdeg: Deeler erfuerderen dacks extensiv Postveraarbechtung fir e glaten Ofschloss.
Ideal Uwendungen: Aerospace Komponenten, grouss strukturell Deeler, Reparatur vun bestehend Komponenten, an dobäi Fonctiounen ze bestehend Deeler.
Metal Fused Oflagerung Modeller (Metall FDM)
Iwwersiicht:
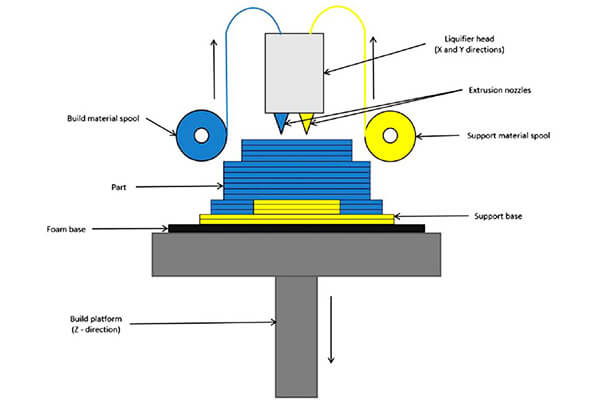
Metal FDM ass eng Variatioun vun der traditioneller Fused Deposition Modeling (FDM) Prozess, wou Metallfilamenter erhëtzt an Schicht fir Schicht extrudéiert ginn fir 3D Deeler ze kreéieren.
Déi benotzte Filamenter sinn typesch eng Kombinatioun vun Metallpulver an e Polymer Binder, déi spéider während der Postveraarbechtungsstadium geläscht gëtt.
D'Deeler ginn dann an engem Uewen gesintert fir d'Metallpartikelen an eng zolidd Struktur ze fusionéieren.
S:
- Niddereg Käschten: Oft manner deier wéi aner Metal 3D Dréckerei Methoden, besonnesch fir Entrée-Niveau Systemer.
- Einfachheet vun Benotzung: Benotzt d'Einfachheet vun der FDM Technologie, mécht et zougänglech fir déi, déi mat Plastiksdrock vertraut sinn.
Cons:
- Verlaangt Sintering: Den Deel muss sinter Post-Dréckerei fir voll Dicht ze erreechen, wat Zäit a Käschte bäidréit.
- Niddereg Präzisioun: Manner präzis wéi Pudderbett Fusiounsmethoden, erfuerdert méi Postveraarbechtung fir enk Toleranzen.
Ideal Uwendungen: Kleng Deeler, prototyping, pädagogesch Zwecker, an Uwendungen wou Käschten an einfacher Benotzung méi kritesch si wéi héich Präzisioun.
4. Material benotzt am Metal 3D Dréckerei
Ee vun de Schlëssel Virdeeler vun Metal 3D Drock ass déi breet Palette vu Materialien déi et ënnerstëtzt, bitt eenzegaarteg Eegeschafte passend fir verschidden Uwendungen.
D'Materialien, déi an der Metalladditivfabrikatioun benotzt ginn, sinn typesch Metallpulver déi selektiv Schicht fir Schicht geschmolzelt ginn,
mat all Material huet verschidde Virdeeler ofhängeg vun de spezifesche Bedierfnesser vum Projet.
Edelstol
- Charakteristiken:
Edelstol ass ee vun den heefegste Materialien, déi am Metall 3D Drock benotzt ginn wéinst senger héich Stäerkt, Korrosioun Resistenz, an an Villsäitegkeet. Edelstahllegierungen, Besonnesch 316L an an 17-4 PH, gi wäit an der Industrie benotzt.
-
- Staang: Héich tensile an nozeginn Kraaft.
- Korrosioun Resistenz: Excellent Schutz géint Rust a Flecken.
- Machinabilitéit: Einfach machinable Post-Dréckerei, mécht et gëeegent fir eng Vielfalt vu Postveraarbechtungsmethoden.
Titanium Laascht (Z.B., Ti-6al-4v)
- Charakteristiken:
Titanlegierungen, Besonnesch Ti-6al-4v, si bekannt fir hir aussergewéinlech Kraaft-zu-Gewiicht Verhältnis, Korrosioun Resistenz, a Fäegkeet fir héich Temperaturen ze widderstoen.
-
- Kraaft-zu-Gewiicht Verhältnis: Excellent mechanesch Eegeschafte mat niddereg Dicht.
- Héich-Temperatur Leeschtung: Widderstand méi héich Temperaturen wéi déi meescht aner Metaller.
- Biokompatibilitéit: Sécher fir d'Benotzung a medizinesche Implantate wéinst Net-Toxizitéit.
Aluminium Ladionen (Z.B., AlSi10Mg)
- Charakteristiken:
Aluminium ass liicht a bitt exzellent thermesch Verwaltungsgeschäfter an an Korrosioun Resistenz. Legierungen wéi AlSi10Mg ginn allgemeng am 3D Dréckerei benotzt wéinst hirem héich Kraaft-zu-Gewiicht Verhältnis an an gutt Machinabilitéit.
-
- Niddereg Dicht: Ideal fir Uwendungen déi liicht Komponenten erfuerderen.
- Thermesch Verwaltungsgeschäfter: Héich thermesch Konduktivitéit mécht et gëeegent fir Wärmevergëftungsapplikatiounen.
- Uewerfläch fäerdeg: Aluminiumdeeler kënnen einfach anodiséiert ginn fir d'Uewerflächhärtheet an d'Korrosiounsbeständegkeet ze verbesseren.
Kobalt-Chrom Alliagen
- Charakteristiken:
Kobalt-Chrom Legierungen si bekannt fir hir héich Stäerkt, wear Resistenz, an an Biokompatibilitéit, déi mécht hinnen eng populär Wiel fir medezinesch Uwendungen.
-
- Korrosioun Resistenz: Exzellent Resistenz géint Korrosioun a Verschleiung.
- Héich Stäerkt: Besonnesch nëtzlech fir schwéier industriell Uwendungen.
- Biokompatibilitéit: Kobalt-Chrom ass net-reaktiv am mënschleche Kierper, mécht et ideal fir Implantate.
Nickel-baséiert Laut (Z.B., Nonnell d'Säit 625, Nonnell d'Säit 718)
- Charakteristiken:
Néckel-baséiert Legierungen, sou wéi Nonnell d'Säit 625 an an Nonnell d'Säit 718, sinn héich resistent géint Oxidatioun an an héich Temperatur Korrosioun.
Dës Legierungen bidden eng super Leeschtung an extremen Ëmfeld wou Temperaturen, Dréckt, an corrosion Resistenz sinn kritesch.
-
- Héich Temperatur Kraaft: Kann extrem Hëtzt widderstoen ouni Kraaft ze verléieren.
- Korrosioun Resistenz: Besonnesch géint héich korrosiv Ëmfeld wéi Mierwaasser oder sauer Medien.
- Middegkeet Resistenz: Héich Middegkeet Kraaft a Resistenz zu thermesch Cycling.
Edelmetaller (Z.B., Gold, Sëlfnäpp, Priplaum)
- Charakteristiken:
Edelmetaller, sou wéi Gold, Sëlwer, an an Platin, gi fir Uwendungen benotzt wou héich ästheteschen Wäert an an Korrosioun Resistenz sinn néideg.
-
- Ästhetesch Qualitéit: Ideal fir Bijouen a Luxusartikelen.
- Konduktivitéit: Héich elektresch Konduktivitéit mécht se gëeegent fir héichpräzis elektresch Komponenten.
- Korrosioun Resistenz: Excellent Resistenz géint Tarnishing an corrosion.
5. Metal 3D Dréckerei Prozess
D'Metall 3D Dréckerei Prozess ëmfaasst typesch e puer Schlëssel Schrëtt:
- Schrëtt 1: Design mat CAD Software a Fichier Virbereedung:
-
- Ingenieuren an Designer benotzen Computer-Aided Design (CAD) Software fir en 3D Modell vum Deel ze kreéieren.
De Fichier gëtt dann fir 3D Dréckerei virbereet, dorënner Orientéierung, Ënnerstëtzung Strukturen, an an Schichten schneiden.
Fortgeschratt CAD Software, wéi Autodesk Fusion 360, erméiglecht Designer komplex Geometrien ze kreéieren an den Design fir 3D Dréckerei ze optimiséieren.
- Ingenieuren an Designer benotzen Computer-Aided Design (CAD) Software fir en 3D Modell vum Deel ze kreéieren.
- Schrëtt 2: Schnëtt a Parameter Astellung:
-
- Den 3D Modell gëtt an dënn Schichten geschnidden, a Parameteren wéi Schichtdicke, Laser Muecht, a Scannergeschwindegkeet sinn agestallt.
Dës Astellunge sinn entscheedend fir déi gewënscht Qualitéit an Eegeschafte vum leschten Deel z'erreechen.
Schneiden Software, wéi Materialize Magics, hëlleft dës Parameteren ze optimiséieren fir déi bescht Resultater.
- Den 3D Modell gëtt an dënn Schichten geschnidden, a Parameteren wéi Schichtdicke, Laser Muecht, a Scannergeschwindegkeet sinn agestallt.
- Schrëtt 3: Dréckerei Prozess:
-
- Den 3D-Printer deposéiert oder fusionéiert d'Metallschicht fir Schicht, no der spezifizéierter Parameteren. Dëse Schrëtt kann Stonnen oder souguer Deeg huelen, ofhängeg vun der Komplexitéit an der Gréisst vum Deel.
Wärend dem Drockprozess, den Drécker iwwerwaacht kontinuéierlech an passt d'Parameteren un fir eng konsequent Qualitéit ze garantéieren.
- Den 3D-Printer deposéiert oder fusionéiert d'Metallschicht fir Schicht, no der spezifizéierter Parameteren. Dëse Schrëtt kann Stonnen oder souguer Deeg huelen, ofhängeg vun der Komplexitéit an der Gréisst vum Deel.
- Schrëtt 4: Post-Veraarbechtung:
-
- Nom Drock, den Deel kann Post-Veraarbechtung Schrëtt wéi Hëtzt Behandlung verlaangen, Uewerfläch fäerdeg, an Ewechhuele vun Ënnerstëtzung Strukturen.
Hëtzt Behandlung, zum Beispill, kann d'mechanesch Eegeschafte vum Deel verbesseren, wärend Uewerflächenveraarbechtungstechniken wéi Sandstralung a Polieren kënnen d'Uewerflächqualitéit verbesseren.
Qualitéitskontroll ass wesentlech an all Etapp fir sécherzestellen datt den Deel den erfuerderleche Spezifikatioune entsprécht.
- Nom Drock, den Deel kann Post-Veraarbechtung Schrëtt wéi Hëtzt Behandlung verlaangen, Uewerfläch fäerdeg, an Ewechhuele vun Ënnerstëtzung Strukturen.
6. Virdeeler vun Metal 3D Dréckerei
Metal 3D Dréckerei bitt verschidde Virdeeler iwwer traditionell Fabrikatiounsmethoden:
Designenheetsvie:
- Komplex Geometrie, intern Channels, a Gitterstrukture kënnen erstallt ginn, Erlaabt innovativen Designen déi virdru onméiglech waren.
Zum Beispill, d'Fäegkeet huel ze kreéieren, Liichtgewiicht Strukturen mat internen Killkanäl ass e Spillwechsel am Raumfaart- an Autostechnik.
Rapid Prototyping:
- Schnell Iteratioun an Testen vun Designen, reduzéieren Entwécklung Zäit a Käschten.
Mat Metall 3D Dréckerei, Prototypen kënnen an e puer Deeg produzéiert ginn, erlaabt fir séier Feedback an Design Verbesserungen.
Material Effizienz:
- Minimal Offall, well nëmmen d'Material fir den Deel gebraucht gëtt, am Géigesaz zu subtraktiver Fabrikatioun, wat zu bedeitende materielle Verloscht kann féieren.
Dëst ass besonnesch gutt fir deier Materialien wéi Titan an Edelmetaller.
Liichtgewiicht:
- Gitterstrukturen an optimiséiert Designen kënnen d'Gewiicht vun Deeler reduzéieren, wat besonnesch gutt an Raumfaart- an Automobilapplikatiounen ass.
Zum Beispill, Boeing huet Metall 3D Dréckerei benotzt fir d'Gewiicht vu Fligerkomponenten ze reduzéieren, féiert zu bedeitende Brennstoffspueren.
Personaliséierung:
- Mooss Léisunge fir niddereg-Volumen oder eemoleg Produktioun lafen, erlaabt personaliséiert an eenzegaarteg Produkter.
Personaliséiert medizinesch Implantate, zum Beispill, kann entworf ginn fir e Patient seng spezifesch Anatomie ze passen, d'Resultater an d'Erhuelungszäiten verbesseren.
7. Erausfuerderungen an Aschränkungen
Iwwerdeems Metal 3D Dréckerei bitt vill Virdeeler, et kënnt och mat hiren eegene Set vun Erausfuerderungen:
Héich initial Investitioun:
- D'Käschte vun Metal 3D Dréckeren, Material, an Post-Veraarbechtung Equipement kann substantiell ginn.
Zum Beispill, engem héich-Enn Metal 3D Dréckerspäicher kann erop vun kascht $1 Millioune, an d'Materialien kënnen e puer Mol méi deier sinn wéi déi an der traditioneller Fabrikatioun.
Limitéiert Build Gréisst:
- Vill Metall 3D Dréckeren hu méi kleng Bauvolumen, limitéiert d'Gréisst vun Deeler déi produzéiert kënne ginn.
Wéi och ëmmer, nei Technologien entstinn, déi méi grouss Baugréissten erlaben, d'Gamme vu méiglechen Uwendungen ausbauen.
Uewerfläch fäerdeg:
- Deeler kënnen zousätzlech Postveraarbechtung erfuerderen fir de gewënschten Uewerflächefinanz z'erreechen, d'Gesamtkäschten an d'Zäit bäidroen.
Techniken wéi chemesch Ätzen an Elektropoléieren kënnen hëllefen d'Uewerflächqualitéit ze verbesseren, awer si addéieren extra Schrëtt fir de Fabrikatiounsprozess.
Material Disponibilitéit:
- Net all Metaller an Legierungen si fir 3D Dréckerei gëeegent, an e puer vläicht schwéier ze kréien oder deier ginn.
Disponibilitéit vu spezialiséierte Materialien, wéi héich Temperatur Legierungen, kann limitéiert ginn, Afloss op d'Machbarkeet vu bestëmmte Projeten.
Fäegkeet an Training:
- Bedreiwer an Designer brauche spezialiséiert Ausbildung fir effektiv Metall 3D Drécktechnologie ze benotzen.
D'Léierkurve kann steil sinn, an de Besoin fir qualifizéiert Personal kann eng Barrière fir Adoptioun sinn, besonnesch fir kleng a mëttelgrouss Betriber.
8. Uwendungen vun Metal 3D Dréckerei
Metal 3D Dréckerei fënnt Uwendungen iwwer eng breet Palette vun Industrien:
Aerospace:
- Liichtgewiicht, komplex Komponente fir Fligeren a Satelliten, Gewiicht reduzéieren a Leeschtung verbesseren.
Zum Beispill, Airbus huet Metall 3D Dréckerei benotzt fir liicht Klammeren a Brennstoffdüsen ze produzéieren, doraus zu bedeitend Gewiicht spueren a verbessert Brennstoff Effizienz.
Automotiv:
- Benotzerdefinéiert a Leeschtung Deeler fir Motorsport, prototyping, a Produktioun, verbessert Gefier Leeschtung an Effizienz.
BMW, zum Beispill, benotzt Metall 3D Dréckerei fir personaliséiert Deeler fir hir High-Performance Gefierer ze produzéieren, wéi den i8 Roadster.

Medizinesch:
- Implantate, Prosthetiker, an Zänn Uwendungen bidden präzis Geometrien a Biokompatibilitéit.
Stryker, eng féierend medizinesch Technologiefirma, benotzt Metall 3D Dréckerei fir personaliséiert Spinalimplantater ze produzéieren, d'Resultater vum Patient verbesseren an d'Erhuelungszäiten reduzéieren.
Energie:
- Hëtztaustauschter, turbines, a Kraaft Generatioun Komponente verbesseren Effizienz an Haltbarkeet.
Siemens, zum Beispill, huet Metall 3D Dréckerei benotzt fir Gasturbinblades ze produzéieren, déi méi héich Temperaturen an Drock widderstoen kann, féiert zu méi Effizienz a reduzéierter Emissiounen.
Tooling a Schimmel:
- Rapid Tooling mat konforme Killkanäl, Zykluszäiten reduzéieren an Deelqualitéit verbesseren.
Konforme Killkanäl, déi no der Form vun der Schimmel no, kann d'Kältezäite wesentlech reduzéieren an d'Qualitéit vum Endprodukt verbesseren.
Konsumente Fall:
- High-End Bijouen, Benotzerdefinéiert Aueren, an elektronesch Enclosures erméiglechen eenzegaarteg a personaliséiert Produkter.
Firmen wéi HP an 3DEO benotze Metall 3D Dréckerei fir héich Qualitéit ze produzéieren, personaliséiert Konsumgidder, wéi Luxusuhren an elektronesch Fäll.
9. Metal 3D Dréckerei vs. Traditionell Fabrikatioun
Wann Dir Metall 3D Dréckerei mat traditionelle Fabrikatiounsmethoden vergläicht, e puer Faktore kommen an d'Spill:
Geschwindegkeet an Effizienz:
- 3D Dréckerei excels am rapid Prototyping an niddereg-Volumen Produktioun, wärend traditionell Methode méi effizient si fir héichvolumen Fabrikatioun.
Zum Beispill, 3D Dréckerei kann e Prototyp an e puer Deeg produzéieren, wärend traditionell Methode Wochen daueren kënnen.
Käschte Verglach:
- Fir niddereg-Volumen oder personaliséiert Deeler, 3D Dréckerei ka méi kosteneffizient sinn wéinst reduzéierter Setup- an Toolingskäschte.
Wéi och ëmmer, fir héich-Volumen Produktioun, traditionell Methode kënnen nach ëmmer méi ekonomesch sinn. De Break-even Punkt variéiert jee no der spezifescher Applikatioun an der Komplexitéit vum Deel.
Komplexitéit:
- 3D Dréckerei erméiglecht d'Fabrikatioun vu komplizéierte Geometrien an internen Features, déi mat konventionelle Methoden onméiglech sinn, nei Designméiglechkeeten opzemaachen.
Dëst ass besonnesch wäertvoll an Industrien wou Gewiichtreduktioun an Leeschtungsoptimiséierung kritesch sinn, wéi Loftfaart an Automotive.
Hei ass eng Vergläichstabell déi d'SchlësselËnnerscheeder tëscht resüméiert Metal 3D Dréckerei an an Traditionell Fabrikatioun:
| D'Feature | Metal 3D Dréckerei | Traditionell Fabrikatioun |
|---|---|---|
| Beaarbechtungszäit | Méi séier fir Prototyping, niddereg-Volumen Produktioun. | Méi laang Setupzäite wéinst Tooling a Schimmel. |
| Produktioun Vitesse | Méi lues fir héich-Volumen Produktioun. Ideal fir niddereg-Volumen, Benotzerdefinéiert Deeler. | Méi séier fir Masseproduktioun, besonnesch fir einfach Deeler. |
| STabel | Kann komplex Geometrie mat Liichtegkeet erstellen. | Limitéiert duerch Tooling Aschränkungen; komplex Design brauch extra Schrëtt. |
| Personaliséierung | Ideal fir eenzel oder personaliséiert Deeler. | Personnalisatioun ass méi deier wéinst Tooling Ännerungen. |
| Material Disponibilitéit | Limitéiert op gemeinsam Metaller (Edelstol, Titanium, etc.). | Eng breet Palette vun Metaller an Legierungen verfügbar fir eng Vielfalt vun Uwendungen. |
| Material Leeschtung | E bësse manner Material Kraaft an Uniformitéit. | Superior Stäerkt a méi konsequent Materialeigenschaften. |
| Initial Investitioun | Héich initial Käschte wéinst deier 3D Dréckeren a Metallpuder. | Méi niddereg initial Investitioun fir Basissetups. |
| Käschte pro Eenheet | Héich fir héich-Volumen Produktioun; Käschten-effikass fir kleng leeft. | Niddereg fir Mass Produktioun, besonnesch mat einfachen Designen. |
| Staang & Haltbarkeet | Gëeegent fir vill Uwendungen; kann Post-Veraarbechtung fir verstäerkte Kraaft verlaangen. | Typesch méi héich Kraaft, besonnesch fir héich performant Legierungen. |
| Uewerfläch fäerdeg | Erfuerdert Postveraarbechtung fir glat Finishen. | Typesch besser Surface Finishen fir einfach Designen. |
| Post-Veraarbechtung | Noutwendeg fir verstäerkte mechanesch Eegeschaften, a Fläch. | Normalerweis minimal Postveraarbechtung ausser komplex oder héichpräzis Ufuerderunge. |
| Material Offall | Minimal Materialverschwendung wéinst der additiv Natur. | Méi héich Material Offall an e puer Methoden (Z.B., Maach). |
| Ideal fir | Niddereg Volumen, Benotzerdefinéiert Deeler, komplex Geometrie, prototyping. | Héich-Volumen, einfach Deeler, konsequent Material Eegeschafte. |
| Uwendungen | Aerospace, medizinesch Implantater, Automotiv (niddereg-Volumen, Komplexe Deeler). | Automotiv, schwéier Maschinnen, industriell Deeler (héich-Volumen, grouss-Skala Produktioun). |
10. Conclusioun
Metal 3D Dréckerei steet un der Spëtzt vun der Fabrikatiounsinnovatioun, bitt eenzegaarteg Virdeeler wéi Designfräiheet, Rapid Prototyping, a Material Effizienz.
Wärend et Erausfuerderunge wéi héich Käschten a materiell Aschränkungen huet, seng transformativ Potenzial iwwer d'Industrie ass onbestreideg.
Ob Dir am Raumfaarttechnik, Automotiv, oder Konsumgidder,
Entdeckt wéi Metall 3D Dréckerei Äre spezifesche Bedierfnesser passt ass vläicht just de Schlëssel fir nei Méiglechkeeten an der Produktentwécklung an der Fabrikatioun ze spären.
DËS gëtt 3D Dréckerei Servicer. Wann Dir all 3D Dréckerei brauch, Fillt Iech gratis kontaktéiert eis.

