
1. Aféierung
Ënnert de Schlësselstadien an der CNC-Bearbechtung sinn Raupen a Veraarbechtung, zwee Prozesser déi zesumme schaffen fir déi funktionell an ästhetesch Qualitéit vum leschten Deel ze garantéieren.
Roughing konzentréiert sech op d'Entfernung vu grousse Quantitéite vu Material séier wärend d'Finishung d'Uewerfläch vum Deel verfeinert a garantéiert datt et enk Toleranzen entsprécht.
Dës Etappe si wesentlech fir déi gewënschte Resultater z'erreechen an d'Maschinnzäit a Käschten ze optimiséieren.
An dësem Post, mir wäerten déi ënnerschiddlech Rollen vum CNC-Roughing a Finishing ofbriechen, Entdeckt déi involvéiert Tools a Parameteren, a liwwert handlungsfäeg Abléck iwwer wéi een all Etapp optiméiert.
2. Wat ass CNC Roughing?
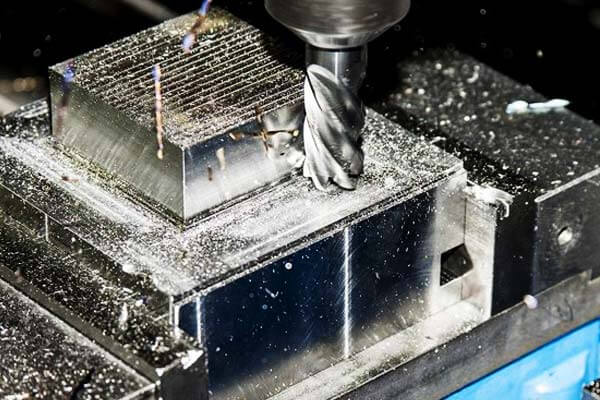
CNC roughing ass den éischte Schrëtt am machining Prozess, entworf e groussen Deel vun Material aus engem workpiece ze läschen.
D'Zil ass d'ongeféier Form vum leschten Deel z'erreechen ouni ze vill Suergen iwwer Uewerflächefinanz oder enk Toleranzen.
Et ass eng aggressiv, héich-Volumen Material Ewechhuele Phase datt workpiece fir déi méi präziist fäerdeg Etapp virbereet.
Prozess Iwwersiicht:
- Setup: D'workpiece ass sécher un der CNC Maschinn ageklemmt.
Tool Weeër si geplangt fir d'Materialentfernung maximal ze maachen, an e Schneidinstrument gëtt gewielt op Basis vun der Materialart a Roughing Bedierfnesser. - Materiell Entfernung: Roughing schneit e groussen Deel vum Material ewech, mat méi héijer Geschwindegkeet, méi grouss Schnëttdéiften, a méi séier Feedraten am Verglach zum Ofschloss.
Typesch, roughing Schnëtt verloossen hannert engem rau, ongläich Uewerfläch. - Éischt Gestaltung: Op dëser Bühn, d'Material ass méi no un der gewënschter Geometrie geformt, mä de Schwéierpunkt ass op Vitesse, net Detail.
Tools benotzt:
- Enn Mills: Dës Tools ginn typesch souwuel fir Raupen a Veraarbechtung benotzt. Fir rau, gréisser Tools gi benotzt fir Material séier ze läschen.
- Roughing Cutters: Speziell entwéckelt Tools fir aggressiv Ausschneiden, dacks mat multiple Zänn fir d'Schneidkraaft ze minimiséieren an eng méi grouss Materialentfernung z'erméiglechen.
Parameteren ze kontrolléieren:
- Bescheed: Fir rau, Schneidgeschwindegkeet sinn typesch héich gesat fir grouss Quantitéite vu Material séier ze läschen.
Eng typesch Geschwindegkeet kéint am Beräich sinn 2,000 zu 5,000 RPM, jee no Materialtyp a Cuttergréisst. - Feed Rate: Méi héich Feed Tariffer (rangéiert vun 0.02 zu 0.5 mm/Zänn) suergen fir méi séier Materialentfernung.
- Schnëttdéift: Roughing implizéiert méi déif Schnëtt (wéi op 1 zu 2 mm oder méi pro Pass) am Verglach zum Ofschloss, erlaabt datt méi Material pro Pass ewechgeholl gëtt.
3. Wat ass CNC Finishing?
CNC Veraarbechtung ass déi zweet Stuf am Veraarbechtungsprozess, déi sech op d'Erreeche vun de finalen Dimensiounen konzentréiert, glattheet, an Uewerfläch Qualitéit vun engem workpiece.
Géigesaz roughing, Finishing ass e méi raffinéierte Prozess dee garantéiert datt den Deel bannent enke Toleranzen ass a prett fir funktionell Notzung.

Prozess Iwwersiicht:
- Surface Smoothing: Beim Ofschloss, d'Zil ass eng glat ze schafen, souguer Uewerfläch mat héich Präzisioun.
D'Instrument läscht nëmmen eng kleng Quantitéit vum Material a flaach, präzis Schnëtt. - Schéin Schnëtt: Géigesaz roughing, de Veraarbechtungsprozess benotzt méi kleng, méi raffinéiert Schnëtt, mat méi luesen Fütterungsraten a méi nidderegen Schnëttdéiften.
Tools benotzt:
- Ball Nues Enn Mills: Perfekt fir fäerdeg, dës Tools produzéiere glat Finishen, besonnesch op kromme Flächen oder komplexe Geometrien.
- Finishing Cutters: Dës Cutters si fir héich Präzisioun entworf a si optimiséiert fir en exzellenten Uewerflächefinanz ze liwweren.
Wichtegkeet vun Präzisioun:
D'Präzisioun erfuerderlech fir CNC Veraarbechtung ass kritesch, besonnesch an Industrien wéi Loftfaart, Automotiv, a medezinesch, wou Komponente musse ganz knapp Toleranzen erfëllen.
Zum Beispill, Toleranzen esou knapp wéi ± 0,001 Zoll (0.025 mm) sinn oft néideg, besonnesch fir Deeler déi weider Assemblée oder rigoréis Tester ënnergoen.
4. Virdeeler vun Roughing
Héich Material Ewechhuele Taux:
De primäre Virdeel vum CNC-Roughing ass seng Fäegkeet fir grouss Volumen vu Material séier ze läschen.
Mat gréisser Schneidinstrumenter a méi déif Schnëtt, roughing reduzéiert de gréissten Deel vum Werkstéck a kuerzer Zäit, méi séier Produktiounszyklen erméiglechen.
Dëst ass besonnesch nëtzlech fir grouss oder déck Deeler wou substantiell Materialentfernung noutwendeg ass ier Dir an déi méi raffinéiert Veraarbechtungsphase geet.
Käschte effektiv Produktioun:
Roughing ass déi kosteneffizientste Stuf vun der CNC-Maschinn, well et Tools benotzt fir séier Materialentfernung entwéckelt, déi verklengert machining Zäit an, am Tour, Käschten.
Mat héije Fütterungsraten a Schneidgeschwindegkeet, de Prozess reduzéiert de Besoin fir Multiple, Zäit-opwänneg Operatiounen méi spéit.
Dëst miniméiert net nëmmen d'Gesamtkäschte pro Deel, awer verbessert och d'Ënnerlinn fir Hiersteller.
Reduzéiert Tool Wear fir Finishing Tools:
Andeems Dir de Gros vum Material fréizäiteg ewechhuelt, roughing verhënnert exzessiv Verschleiung vun de méi delikate Finishing Tools.
Dës Veraarbechtungsinstrumenter sinn dacks fir Präzisioun entworf a erfuerderen fein Schnëtt,
sou datt se géint aggressiv Materialentfernung schützen reduzéiert d'Frequenz vum Ersatz vum Tool a verbessert d'Gesamtdauer vum Tool.
Verbessert Workpiece Stabilitéit:
Roughing kann hëllefen d'Werkstéck virun der Finale ze stabiliséieren, méi komplizéiert Ofschnëtter gi gemaach.
Vun ewechzehuelen Material an engem kontrolléiert haten, inkrementell Manéier, Roughing garantéiert datt d'Form vum Deel no bei senger definitiver Geometrie ass, Reduzéiert d'Wahrscheinlechkeet vun der Verformung oder Verréckelung beim Ofschloss.
Dëst ass besonnesch wichteg an der Präzisiounsindustrie, wéi Loftfaart an Automotive, wou Toleranzen streng sinn.
Flexibilitéit mat Material Ewechhuele:
Roughing ass héich adaptéierbar fir verschidde Materialien, vu méi mëlle Metalle wéi Aluminium bis méi haart Materialien wéi Stol an Titan.
Mat de richtege Schneidinstrumenter a Parameteren, roughing erlaabt eng effektiv Materialentfernung aus enger breeder Palette vu Materialien, Erhéijung Villsäitegkeet an Fabrikatioun Operatiounen.
5. Virdeeler vum Finishing
Héich Präzisioun Surface Finish:
D'Veraarbechtungsphase vun der CNC-Maschinn ass entscheedend fir de gewënschten Uewerflächefinanz z'erreechen, besonnesch wann enk Toleranzen a qualitativ héichwäerteg Uewerflächästhetik erfuerderlech sinn.
Finishing Schnëtt sinn entwéckelt fir rau Kanten auszegläichen an e flawless ze produzéieren, qualitativ héichwäerteg Uewerfläch déi spezifesch Ufuerderunge vun den Industrien entsprécht
wéi Aerospace, medizinesch, an automobile.
- Haaptun ze: Fir Raumfaartkomponenten, wéi Turbinblades, Ofschloss gëtt glat,
poléiert Flächen déi strikt aerodynamesch a Stressresistenznormen entspriechen, optimal Leeschtung assuréieren.
Enk Toleranzen a Dimensiounsgenauegkeet:
CNC Finishing spillt eng vital Roll fir enk Toleranzen an héich Dimensiounsgenauegkeet z'erreechen.
Nom Roughing Prozess huet de Gros vum Material ewechgeholl, Finishing Tools iwwerhuelen fir den Deel ze verfeineren,
garantéiert datt et mat präzise Miessungen an Dimensiounsspezifikatiounen entsprécht.
Dëst ass essentiell wann Dir Komponenten fabrizéiert déi perfekt mat aneren a komplexe Versammlungen musse passen.
- Impakt op Toleranzen: An Industrien wéi medizinesch Geräter oder Halbleiterfabrikatioun, souguer déi klengst Ofwäichung kann Funktionalitéit Kompromëss.
Ofschloss hëlleft den Deel an Toleranzen vun ± 0,001 Zoll oder besser ze bréngen.
Verbesserte Surface Integritéit:
Finishing verbessert d'Integritéit vun der Uewerfläch vum Material, d'Eliminatioun vun Mängel aus der Rouerphase.
De Prozess läscht Mikro-Burrs, Tool Marken, an aner Mängel, déi d'Funktioun vum Deel oder d'ästhetesch Appel beaflosse kënnen.
Dëst ass besonnesch wichteg fir Komponenten déi un haart Ëmfeld ausgesat sinn, wéi déi an der Automobil- oder chemescher Industrie,
wou Uewerfläch Integritéit Schlëssel fir Leeschtung an longevity ass.
- Haaptun ze: An der Automobilindustrie, Finishing gëtt benotzt fir Uewerflächefeeler op Motordeeler wéi Zylinderkoppen ze läschen, déi héich Drock an Hëtzt widderstoen muss.
De Prozess garantéiert datt d'Deeler optimal funktionnéieren ouni virzäiteg Verschleiung oder Versoen.
Erhéicht Haltbarkeet a Verschleißbeständegkeet:
De Veraarbechtungsprozess implizéiert dacks d'Applikatioun vun spezifesche Toolweeër a Schneidstrategien, déi hëllefen d'Haltbarkeet vum leschte Deel ze verbesseren.
Duerch d'Optimisatioun vun der Uewerflächglatheet an der Finishqualitéit, Ofschloss kann d'Verschleißbeständegkeet verbesseren an d'Fäegkeet vum Deel fir haart operationell Konditiounen z'erhalen.
Zum Beispill, an héich-Stress Uwendungen wéi Motor Komponente oder chirurgesch Handwierksgeschir, dës extra Schicht vun der Verfeinerung hëlleft Verschleiung ze reduzéieren an d'Liewensdauer vum Deel ze verlängeren.
- Haaptun ze: Ofschlossprozesser op Titan medizinesche Implantate verbesseren d'Uewerflächglatheet an d'Biokompatibilitéit, reduzéiert de Risiko vu Korrosioun oder Infektioun.
Ästhetesch Appel a visuell Qualitéit:
Fir vill Uwendungen, besonnesch a Konsumgidder oder architektonesch Produkter, d'Erscheinung vum leschten Deel ass grad esou wichteg wéi seng funktionell Fäegkeeten.
CNC Veraarbechtung kann eng breet Palette vun Uewerflächentexturen liwweren, vun glat, poléiert Finishen zu satin oder matte Looks.
Dësen Niveau vun der Kontroll iwwer d'ästheteschen Resultat mécht CNC Veraarbechtung wäertvoll fir Produkter wou visuell Appel entscheedend ass.
- Haaptun ze: An der Konsumentelektronik, wéi Smartphonegehäuse oder Laptopgehäuse, Ofschloss schaaft eng glat,
visuell attraktiv Uewerfläch, déi net nëmme gutt ausgesäit, awer och d'Gesamt Benotzererfarung verbessert andeems se eng komfortabel sinn, schlank Finish.
Méi Käschte-Effektivitéit iwwer Zäit:
Och wann d'Veraarbechtung méi Zäit brauch wéi d'Roughing, et kann op laang Siicht Sue spueren andeems d'Wahrscheinlechkeet vun Deelfehler oder deier Reparaturen reduzéiert gëtt.
Andeems Dir garantéiert datt den Deel all Spezifikatioune a Qualitéitsufuerderunge vun Ufank un entsprécht, Hiersteller vermeiden de Besoin fir deier Neiaarbechten oder Deelersatz.
- Haaptun ze: An der Produktioun vun héich komplex Automotive Motor Komponente,
Veraarbechtung garantéiert datt d'Komponente strenge Standarden entspriechen, hëllefen Hiersteller deier Réckruff oder Garantie Fuerderungen vermeiden.
6. CNC Roughing vs. CNC Finishing
CNC Machining ass en héich präzis a villsäiteger Fabrikatiounsprozess,
awer et ass entscheedend déi verschidde Rollen an Zwecker vun den zwou Haaptstadien am Prozess ze verstoen: CNC Schrauwen an an CNC Veraarbechtung.

Schlëssel Differenzen:
Primär Zil
- Roughing: D'Haaptziel vun der Rouerphase ass séier grouss Volumen vu Material aus engem Werkstéck ze läschen.
Roughing ass eng schwéier Schneidoperatioun déi sech op d'Formatioun vum Deel op seng Basisdimensiounen konzentréiert, en Iwwerschoss vu Material hannerloossen (bekannt als "Stock") dat gëtt an der nächster Etapp verfeinert.
D'Roughing-Tool funktionnéiert mat héije Fudderraten an déiwe Schnëtt fir sou vill Material wéi méiglech ze läschen. - Fäerdeg: Am Kontrast, den Zweck vum Ofschloss ass den Deel bis zum Schluss ze verfeineren, präzis Dimensiounen.
Finishing Operatiounen konzentréieren sech op enk Toleranzen z'erreechen an glat ze kreéieren, héichqualitativ Surface Finishen.
Dës Etapp benotzt méi hell Schnëtt, méi lues fidderen Taux, a méi fein Tools fir ze garantéieren datt de Werkstück déi erfuerderlech Norme fir Genauegkeet an Ästhetik entsprécht.
Tooling a Schneidparameter
- Roughing: Roughing Tools sinn typesch entworf fir héich Materialentfernungsraten ze handhaben an d'Belaaschtung ze widderstoen fir grouss Volumen vu Material ze schneiden.
Tools wéi z roughing Enn Mills, indexable Inserts, an an Gesiicht Mills gi fir dës Etapp benotzt.
Schneidparameter gi fir aggressiv Materialentfernung gesat, benotzt dacks méi héich Feedraten, méi grouss Schnëttdéiften, a méi héich spindle Vitesse.
Wéi och ëmmer, D'Schneidkante vum Tool sinn dacks entwéckelt fir Verschleiung vu méi substantiellen Materialengagement ze widderstoen. - Fäerdeg: Finishing Tools si méi spezialiséiert an entwéckelt fir eng glat Uewerfläch a präzis Dimensiounen z'erreechen.
Ball Nues Enn Mills, fäerdeg Enn Mills, oder diamantbeschichtete Tools ginn typesch benotzt.
Schneidparameter gi fir méi fein ugepasst, méi kontrolléiert Schnëtt, mat méi luesen Fütterungsraten a méi flaache Schnëttdéift fir d'Uewerflächefinanz ze beschiedegen.
Schneidkräften
- Roughing: D'Schneidkraaft während der Rou ass allgemeng vill méi héich wéinst dem Volume vum Material dat ewechgeholl gëtt.
Dës Kräfte kënne bedeitend Toolverschleiung an heiansdo Schwéngung verursaachen, verlaangt virsiichteg Kontroll fir Outil Oflenkung a Chatter ze verhënneren. - Fäerdeg: D'Schneidkräfte beim Ofbau sinn typesch méi niddereg wéi déi am Rauchen.
De Fokus wärend der Veraarbechtung ass op Präzisioun an Uewerflächqualitéit, a Schneidkräfte ginn miniméiert fir de Risiko vun der Toolabweigung oder Verzerrung vun der Geometrie vum Deel ze reduzéieren.
Uewerfläch Finish an Toleranzen
- Roughing: D'Surface Finish nom roughing ass allgemeng rau, mat sichtbare Toolmarken an ongläiche Flächen.
Toleranzen während der Rou sinn typesch net esou strikt, well d'Ziel haaptsächlech d'Materialentfernung ass.
Déi resultéierend Uewerfläch gëtt dacks als "rau Lager" beschriwwen a brauch weider Verfeinerung an der Veraarbechtungsstadium. - Fäerdeg: Nom Ofschloss, der workpiece soll eng glat hunn, poléiert Erscheinung mat minimalem Toolmarken, an d'Uewerfläch soll enk Dimensiounstoleranzen erfëllen.
Fir eng héichqualitativ Uewerflächefinanz z'erreechen erfuerdert dacks spezifesch Veraarbechtungsinstrumenter an optimiséiert Schneideparameter fir Onfeelegkeeten ze minimiséieren.
Zäit an Effizienz
- Roughing: Roughing ass typesch den Zäitopwännegsten Deel vum CNC-Maschinnprozess, awer et ass essentiell fir séier grouss Quantitéiten un Material ze läschen.
Dës Phase ass fir Effizienz optimiséiert, sou vill wéi méiglech Material a kuerzer Zäit ewechzehuelen, souguer op Käschte vun Uewerfläch Qualitéit. - Fäerdeg: Wärend d'Veraarbechtung dauert manner Zäit wéi d'Roughing, et ass eng méi delikat a präzis Operatioun.
De Prozess fir eng qualitativ héichwäerteg Uewerfläch ze erreechen ëmfaasst dacks méi Passë mat liichte Schnëtt fir d'Geometrie vum Deel ze verzerren oder Mängel ze produzéieren.
Dës Etapp, iwwerdeems verlaangt méi Zäit pro Pass, ass kritesch fir ze garantéieren datt d'Finale Produkt déi erfuerderlech Spezifikatioune entsprécht.
7. Schlësselfaktoren fir CNC Roughing a Finishing ze optimiséieren
Schneidparameter:
Beschte Praktiken involvéiert d'Optimiséierung vu Schneidgeschwindegkeet, fidderen Tariffer, an Tiefe vum Schnëtt baséiert op Material- a Tooleigenschaften.
Zum Beispill, Aluminium erlaabt méi héich Schneidgeschwindegkeet am Verglach zum Stol, déi méi lues verlaangt, méi bewosst Schnëtt.
TOOL WATROFROT:
Wielt déi richteg Tools fir all Phase maximéiert d'Toolliewen an d'Maschinneffizienz.
Roughing kéint vu Carbide-Inserts fir Haltbarkeet profitéieren, während d'Veraarbechtung poléiert Keramik-Tools fir méi glat Flächen benotze kann.
Materiell Considératiounen:
Verschidde Materialien erfuerderen ugepasste Strategien; méi mëll Metaller wéi Aluminium ënnerstëtzen méi séier Roughing, wärend méi haart Metaller wéi Titan virsiichteg Approche verlaangen.
Titanium, zum Beispill, erfuerdert a 20-30% Reduktioun vun de Schneidgeschwindegkeet am Verglach zum Aluminium.
Tool Wee Strategien:
Optimiséierung vun Toolsweeër miniméiert onnéideg Reesen a maximéiert d'Schneideffizienz.
CAM Software spillt eng pivotal Roll bei der Generatioun vun effizienten Toolweeër, potenziell Zykluszäiten ëm bis zu 25%.
8. Gemeinsam Erausfuerderungen am CNC Roughing a Finishing
Cnc machining, iwwerdeems héich präzis an efficace, ass net ouni seng Erausfuerderungen.
Béid roughing a finishing Etappe presentéieren eenzegaarteg Hindernisser déi d'Qualitéit beaflosse kënnen, Effizienz, a Käschte-Effizienz vun der machining Prozess.
Dës Erausfuerderungen unzegoen ass entscheedend fir optimal Resultater z'erreechen.
Roughing Erausfuerderungen
Tool Wear:
-
- Challenge: Aggressiv Schneidparameter, déi am Rauchen benotzt ginn, kënnen zu engem schnelle Toolverschleiung féieren, reduzéieren Tool Liewen an Erhéijung Käschten.
- D'Léisung: Benotzt haltbar Tools entworf fir schwéier Materialentfernung, wéi Carbid Inserts.
Ëmsetzen reegelméisseg Ënnerhaltskontrollen a betruecht d'Benotzung vu Beschichtungen wéi TiAlN oder DLC (Diamant-ähnlech Kuelestoff) fir d'Liewensdauer vum Tool ëm bis zu 40%.
Hëtzt Opbau:
-
- Challenge: Héichgeschwindeg Ausschneiden generéiert bedeitend Hëtzt, wat d'Toolleistung degradéiere kann an d'Materialintegritéit beaflossen.
- D'Léisung: Employeur adäquate Kältekëscht Applikatioun Methoden, wéi duerch-Tool coolant Liwwerung Systemer.
Coolant dissipates net nëmmen Hëtzt, mee verbessert och Chip Evakuéierung, Hëtzt Opbau vun bis zu reduzéieren 60%.
Vibratioun:
-
- Challenge: Vibratioun kann Chattermarken um Werkstück verursaachen an d'Toolliewen reduzéieren. Et ass besonnesch problematesch an déif Schnëtt oder laang Iwwerhängen.
- D'Léisung: Optimiséiert Schneidparameter fir Schwéngungen ze minimiséieren. Kuerz Tools mat méi héijer Steifheit kënnen hëllefen, wéi kann spindle Vitesse a fidderen Tariffer ajustéieren.
Mat equilibréierten Toolversammlungen a stabile Setups kënne Schwéngungsrelatéiert Themen ëm bis zu reduzéieren 70%.
Chip Evakuéierung:
-
- Challenge: Ineffizient Chip Evakuéierung kann zu Re-Ausschneiden Chips féieren, verursaacht Toolschued a schlechter Uewerfläch.
- D'Léisung: Wielt Tools mat passenden Flute Geometrie fir effektiv Chip Clearance.
Benotzt Héichdrockkühlmëttel a Vakuumsystemer fir sécherzestellen datt Chips direkt ewechgeholl ginn, verbesseren Chip Evakuéierung vun bis zu 80%.
Erausfuerderungen
Fine Surface Finishes z'erreechen:
-
- Challenge: Fir e feine Uewerflächefinanz z'erhalen erfuerdert präzis Kontroll iwwer Schneidparameter an Toolauswiel.
- D'Léisung: Benotzt spezialiséiert Veraarbechtungsinstrumenter mat méi Flöten a méi feine Randgeometrien, wéi Ball Nues Enn Mills.
Konsequent Schneidbedingunge behalen, dorënner stabil spindle Vitesse a kontrolléiert haten fidderen Tariffer.
Fortgeschratt CAM Software kann Toolweeër fir méi glatter Finishen optimiséieren, erreechen Ra Wäerter esou niddereg wéi 0.4 μM.
Gestioun Tool Oflenkung:
-
- Challenge: Dënn oder laang Tools kënne beim Ausschneiden oflenken, féiert zu dimensional Ongenauegkeeten a schlecht Uewerfläch Qualitéit.
- D'Léisung: Wielt méi kuerz, méi steif Tools wa méiglech. Erhéije d'Steifegkeet vum Toolhalter a benotzt Toolhalter mat minimalem Auslaf.
Benotzt Strategien wéi trochoidal Fräsen fir d'Schneidkräfte gläichméisseg ze verdeelen, reduzéieren Oflenkung vun bis zu 50%.
Enk Toleranzen erhalen:
-
- Challenge: Assuréieren Deeler enk Toleranzen treffen ass kritesch, besonnesch an Industrien wéi Raumfaart a Medizin.
- D'Léisung: Kalibréiere regelméisseg Maschinnen an Tools fir d'Genauegkeet z'erhalen. Benotzt Präzisiounsmessinstrumenter fir Echtzäit Feedback an Upassungen.
Implementéiert automatiséiert Inspektiounsprozesser fir Ofwäichunge fréi ze fangen, assuréieren Toleranzen bannent ± 0,01 mm.
Material Hardness Variatiounen:
-
- Challenge: Variatiounen an der Materialhärkeet kënnen d'Schneidkonsistenz an d'Toolliewen beaflossen.
- D'Léisung: Fëllt d'Materialhärtestester virun der Maschinn fir d'Schneidparameter entspriechend unzepassen.
Benotzt adaptiv Kontrollsystemer déi automatesch fir Hardness Variatiounen kompenséieren, konsequent Schneidbedingunge behalen.
9. Technologien déi Roughing a Finishing verbesseren
Fortgeschratt Tooling Léisunge
Modern Schneidtools hunn d'Effizienz an d'Effizienz vu béide Roueren a Veraarbechtungsstadien an der CNC-Maschinn wesentlech transforméiert.
Fortgeschratt Materialien wéi Carbid, ceramics, an CBN (kubesch Bornitrid) ginn elo benotzt fir Tools ze fabrizéieren déi eng super härtheet ubidden, wear Resistenz, an Hëtzt Resistenz.
Dës Tools garantéieren datt och an haart Materialien, wéi Titan, Nonnell d'Säit, oder gehärte Stol, de machining Prozess bleift efficace, konsequent, a präzis.
Beschichtete Tools fir verbessert Leeschtung
Toolbeschichtungen, wéi TiN (Titan Nitrid), TiAlN (Titan Aluminiumnitrid), an diamantähnlech Beschichtungen (Dlc), bitt bedeitend Virdeeler am CNC-Roughing a Veraarbechtung.
Dës Beschichtungen reduzéieren Reibung, Verschleiung minimiséieren, a verbessert Hëtzt Resistenz, féiert zu enger méi laanger Toolliewen a méi effizienter Veraarbechtungsoperatiounen.
Mat dem zousätzleche Virdeel vu manner Schneidkräften, Hiersteller kënne méi glatter Finishen wärend der Rouer- a Veraarbechtungsstadien erreechen.
5-Achs CNC Machining
5-Achs CNC Maschinnen bidden e grousse Virdeel souwuel am Raupen wéi och beim Ofbau andeems de Besoin fir verschidde Setups reduzéiert gëtt.
Dëst verbessert souwuel Präzisioun an Effizienz, wéi Deeler kënnen aus verschiddene Wénkel ouni repositioning machined ginn.
D'Kapazitéit fir d'Material aus verschiddene Richtungen unzegoen heescht datt Tools manner wahrscheinlech mat Chatter oder Oflenkung begéinen, féiert zu besseren Uewerflächefinishen a méi genee Schnëtt.
Ganz nachelesch, 5-Achs Maschinnen erlaben méi Flexibilitéit am Deel Design, reduzéieren de Besoin fir zousätzlech Tooling oder komplex Ariichtungen.
High-Pressure Coolant an Duerch-Spindle Coolant Systemer
D'Aféierung vun Héichdrockkillungssystemer huet d'Effizienz vum CNC-Roughing an d'Veraarbechtung wesentlech verbessert.
Dës Systemer riichten Kältemëttel direkt op d'Schneidzone, suergt fir eng besser Hëtztofléisung an d'Verschleiung vum Tool ze reduzéieren.
Zousätzlech, Héichdrockkühlmëttel hëlleft Chips ze spülen, verhënneren datt se de Schneidprozess stéieren, Besonnesch beim Rauchen wann grouss Quantitéiten un Material ewechgeholl ginn.
Fir Ofschloss, Coolant hëlleft Temperaturstabilitéit z'erhalen, garantéiert datt d'Uewerfläch vum Material ouni thermesch Verzerrungen fäerdeg ass.
Automatiséiert Tool änneren Systemer
Automatiséiert Toolwechsler erlaaben nahtlos Iwwergäng tëscht Raupen a Veraarbechtungsstadien, besonnesch wann verschidden Tools fir all Phase erfuerderlech sinn.
Andeems Dir dëse Prozess automatiséiert, CNC Maschinnen kënnen ouni Ënnerbriechungen lafen, reduzéieren Ausdauer a verbesseren Produktivitéit.
Dës Systemer kënnen eng Vielfalt vu Schneidinstrumenter späicheren an se änneren op Basis vu virprogramméierten Instruktiounen, garantéiert datt de richtege Tool ëmmer fir déi entspriechend Operatioun benotzt gëtt.
Intelligent Sensoren a Maschinnléiere fir Prozessoptimiséierung
D'Integratioun vun intelligenten Sensoren a Maschinnléiertechnologien an CNC Maschinnen huet d'Prozess Iwwerwaachung an Optimiséierung verbessert.
Dës Sensoren kënnen Schwéngungen erkennen, Schneidkräften, an Toolverschleiung an Echtzäit, erlaabt Upassungen direkt ze maachen fir d'Maschinneffizienz an Deelqualitéit ze verbesseren.
An der Rou, dës Technologien kënnen d'Iwwerlaaschtung vum Tool oder dem Werkstück verhënneren, während der Ofschloss,
si suergen, datt d'Tool bannent Toleranz bleift, miniméiert de Risiko vu Mängel oder Dimensiounongauegkeeten.
Robotik an Automatisatioun fir méi Produktivitéit
Robotesch Waffen an automatiséiert Systemer kënne souwuel beim Rauf- a Veraarbechtungsprozesser hëllefen andeems se repetitiv Aufgaben iwwerhuelen, Luede / Ausluede workpieces, a Leeschtunge Qualitéitskontroll Kontrollen.
Dëst reduzéiert mënschleche Feeler an erlaabt CNC Maschinnen ze bedreiwen 24/7, maximal Produktivitéit.
D'Benotzung vu Roboter bei Post-Machining Prozesser wéi Botzen, Inspektioun, oder Deel Ëmgank suergt weider dass Deeler prett sinn fir benotzen oder Liwwerung mat minimal manuell Interventioun.
10. DEZE's One-Stop CNC Machining Shop
Gläichzäiteg, mir bidden souwuel roughing an finishing Servicer am Haus, benotzt Staat-vun-der-Konscht CNC Maschinnen a fortgeschratt tooling héich Präzisioun ze garantéieren, Effizienz, an superior Uewerfläch fäerdeg.
Eis integréiert Approche garantéiert den nahtlosen Iwwergang vu Raupen op Finishen, Zäit spueren an d'Gesamtqualitéit vun Ären Deeler verbesseren.
11. Conclusioun
CNC roughing a fäerdeg sinn zwee kritesch Etappe vun der machining Prozess datt, wann optimiséiert, kann d'Effizienz wesentlech verbesseren, Uewerflächqualitéit, an Deel Genauegkeet.
Duerch d'Ënnerscheeder ze verstoen, Erausfuerderungsfuerderungen, a Strategien fir all Phase, Hiersteller kënne besser Resultater erreechen wärend d'Käschten an d'Maschinnzäit reduzéieren.
Egal ob Dir mat komplexe Geometrien oder knapper Toleranzen schafft, Dës zwee Prozesser beherrschen ass essentiell fir héich Qualitéit ze produzéieren, Präzisioun Deeler.
Wann Dir no héich Qualitéit sicht CNC machining Servicer, DEZE ze wielen ass déi perfekt Entscheedung fir Är Fabrikatiounsbedierfnesser.

