1. Aféierung
Lost-Wachs Casting (Investitiouns Casting) ass eng Präzisiounsmethod déi bal Netz produzéiert, héich-Detail Messing Komponente mat excellent Uewerfläch Finish an dimensional Kontroll.
Wann gepaart mat der entspriechender Messinglegierung a robuste Prozesskontrollen, Investitioun Goss gëtt Deeler benotzt an Ventile, dekorativen Hardware, musikalesch Instrumenter, Armaturen a Präzisioun mechanesch Komponente.
Erfolleg hänkt vu passenden Legierungschemie a Prozessparameter of, designen fir castability, Kontroll vun der Keramik Schuel a Schmelzen, an ëmsetzen geziilte Qualitéitssécherung.
2. Wat ass Brass Investment Casting?
Lost-Wachs Casting (Investitiouns Casting) konvertéiert en Opferwachsmuster an eng Keramikform an dann an e Metalldeel.
D'Wachsmuster gëtt duerch Sprëtzform produzéiert (fir widderholl Formen) oder Handwierksgeschir (fir Prototypen).
Mustere ginn op engem Gatesystem zesummegesat, Beschichtet mat refractaire Schlamm a Stucco, entwéckelt, an déi doraus resultéierend Keramik Schuel gëtt gebrannt a mat geschmoltenem Metal gefëllt.
Nom Verstäerkung an Ofkillung gëtt d'Keramik ewechgeholl an d'Géiss fäerdeg.
Investitioun Goss gëtt fir Brass gewielt wann Geometrie (dënn Maueren, intern Huelraim, flotten Detail), Uewerflächefinanz oder dimensional Widderhuelbarkeet si méi wichteg wéi déi ënnescht Toolkäschte vum Sandgoss.

Fonctiounen vun Messing verluer-Wachs Goss
- Héich geometresch Genauegkeet a Widderhuelbarkeet. Typesch erreechbar Toleranzen sinn am Beräich vun ± 0,1-0,5 mm fir kleng Funktiounen, variéieren mat Gréisst a Schmelz Praxis.
- Excellent Uewerfläch Finish. As-cast Finishen erreechen allgemeng Ra 0,8-3,2 μm ofhängeg vun der Shell a Musterqualitéit; minimal Bearbechtung ass fir vill Uwendungen erfuerderlech.
- Fäegkeet fir dënn Maueren an intern Detailer ze werfen. Investitioun Goss zouverlässeg produzéiert dënn Rubriken (praktesch Minimum ~ 1,0-1,5 mm fir ganz kleng Funktiounen, allgemeng ≥1,5–3,0 mm fir tragend Deeler).
- Material Flexibilitéit. Investitioun Goss akzeptéiert eng breet Palette vun brass dorënner bly-gratis Varianten, Erlaabt d'Konformitéit mat Drénkwaasser a reglementaresche Viraussetzungen.
- Ënneschten Downstream Bearbechtungsvolumen. No-net Formen reduzéieren Offall an machining Zäit am Verglach mat forgings oder billet machining.
3. Gemeinsam Messing Qualitéiten benotzt am verluer-Wachs Guss
Wann Dir spezifizéiert Bram Emmach fir Investitiounen (verluer-Wachs) casting et hëlleft éischt ze denken duerch Famill (alpha, Alpha-Beta, fräi Ausschneiden, Bläi-reduzéiert / blyfräi, a Spezialitéit Brass) a wielt dann e spezifesche Grad, deen d'Schmelz regelméisseg behandelt.
Cartouche / niddereg-Zink (a) Brass - gutt Duktilitéit & Korrosioun Resistenz
Typesch Beispill:US C26000 (70/30 Bram Emmach, Cartouche Messing)
- Firwat benotzt: Single-Phase α Mikrostruktur gëtt exzellent Duktilitéit, gutt corrosion Resistenz a gutt formability; allgemeng fir dënn Mauer benotzt, dekorativen oder gezeechent Deeler.
- Uwendungen an Investitioun Casting: dekorativen Armature, dënnwandeg Ventilkierper, architektonesch Hardware wou Formbarkeet a Korrosiounsbeständegkeet wichteg sinn.
Alpha-Beta Brass - méi héich Kraaft / Hannscht (gutt fir mechanesch Komponente)
Typesch Beispill:UNS C38500 / C37700 Famill (gemeinsame Engineering Goss Brass)
- Firwat benotzt: Méi héich Zink Inhalt produzéiert en α + β Zwee-Phas Struktur déi d'Kraaft an d'Häertkeet versus α Messing erhéicht - nëtzlech wou méi mechanesch Leeschtung gebraucht gëtt.
- Uwendungen: Ausrüstung eidel, bushings, Lagerhaiser a kleng mechanesch Deeler, déi verbessert Kraaft erfuerderen, wärend raisonnabel Castabilitéit behalen.
Gratis Ausschneiden (Bleihalteg a Bläi-reduzéiert) Brass - machinability konzentréieren
Typesch Beispiller:US C36000 (fräi-opzedeelen Brass); Blei-reduzéiert / Blei-gratis Alternativen (Bismut oder Silizium-substituéiert Legierungen) ëmmer méi spezifizéiert fir reglementéiert Uwendungen.
- Firwat benotzt: Excellent Machinabilitéit (Bläi oder Ersatz-Inklusiounen handelen als Chipbriecher a Schmiermëttel), erméiglecht eng minimal Veraarbechtungszäit nom Goss.
- Uwendungen: Connector Kierper, threaded Armature a Präzisioun Deeler wou Post-Goss machining néideg ass.
Dezincification-resistent géint Brass (RDA / niddereg Entzinkéierung) - fir Drénkwaasser & aggressiv Ëmfeld
Typesch Beispiller: Alliagen vermaart als RDA oder UNS Qualitéiten ugepasst fir niddereg Dezincifikatioun (puer Goss Schouljoer Famillen uginn dezincification Resistenz Tester ze treffen).
- Firwat benotzt: An Drénkwaasser Uwendungen an e puer Marine Beliichtung, konventionell Brass kann dezincification leiden (selektiv Ausleechung vun Zn).
DZR-Typ Brass reduzéieren dëse Risiko a sinn allgemeng duerch Sanitärnormen erfuerderlech. - Uwendungen: Drénkwaasser Armaturen, Ventile a Sanitär Ariichtungen produzéiert duerch Investitiounsgoss wou laangfristeg Entzinkungsresistenz erfuerderlech ass.
Silicon an Néckel-Träger Brass - Spezialitéit corrosion a Kraaft Gläichgewiicht
Typesch Beispiller: Silicon-modifizéiert Messing a kleng-Ni Ergänzunge verfügbar als Gossgraden (consultéiert Schmelz fir exakt UNS Choixen).
- Firwat benotzt: Verbesserte Korrosiounsbeständegkeet, besser castability, oder verbessert Héichtemperaturstabilitéit ofhängeg vun der Legierung.
Silizium ka benotzt ginn fir d'Kraaft an d'Maschinabilitéit an de Bleifräie Formuléierungen ze verbesseren. - Uwendungen: Mierwaasser Armature, verschleißbeständeg kleng Komponenten a spezialiséiert Marine Hardware.
4. De Messing Lost-Wax Casting Prozess - e step-by-step techneschen Decompte
Brass Investitioun (verluer-Wachs) Casting ass eng Sequenz vu streng kontrolléierten Operatiounen.
All Etapp beaflosst endgülteg Geometrie, Uewerfläch Qualitéit an intern Soundness, also modern Praxis applizéiert explizit Parameteren, Inspektiounspaart a Korrekturaktiounen op all Schrëtt.

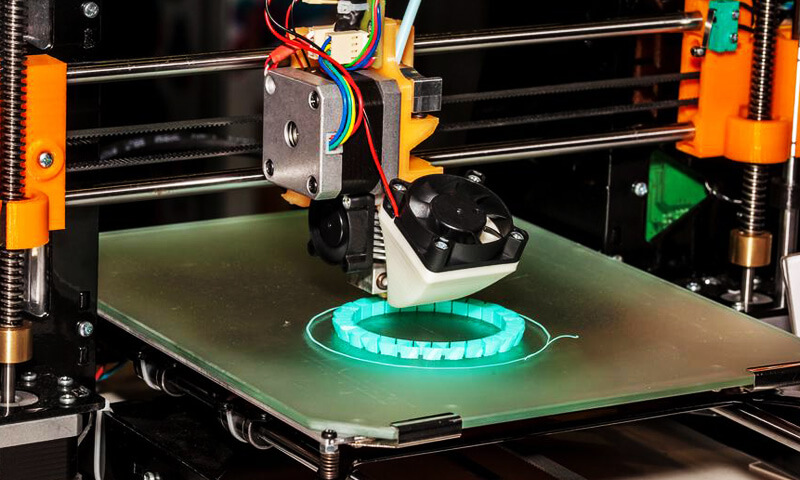
Wax Muster Produktioun
Zweck: generéiert eng präzis Opferform déi d'as-goss Geometrie an d'Uewerflächefinanz definéiert.
Methoden:
- Injektiounsgeformte Waxmuster (Produktioun): geschmollte Musterwachs (typesch eng Mëschung aus Paraffin / Mikrokristallin Wachs plus Plastifizéierer an Entwachsmëttelen) gëtt an gehärte Stahlformen injizéiert.
Typesch Sprëtz Drock Gamme vun 0.7-3,5 MPa (100-500 psi) a Schimmeltemperaturen sinn allgemeng 60-80 °C fir Fëllung a reproduzéierbar Schrumpfung ze garantéieren. Zyklus Zäiten hänkt op der Gréisst vun der Kavitéit (Sekonnen op e puer Minutten). - Handgeschnitzen oder CNC Wax / Harz Muster (prototyping, kuerz leeft): Erlaabt eemoleg oder komplex Formen déi net fir Tooling passend sinn.
Kontrollen & QC: dimensional Inspektioun vun Mustere (calipers, opteschen Comparator oder 3D Scanner); visuell kontrolléieren fir seams, Voids an Flash.
Oflehnen oder rework defekt Mustere. Rekord Wax vill an Tooling Identifikatioun fir Tracabilitéit.
Muster Assemblée (treeing) an Gate Design
Zweck: kombinéiere verschidde Musteren op e Spruesystem fir en eenzege Gussbaum ze bilden fir effizient Schëllen a Gießen.
Praxis: Design Leefer / Sprue Querschnëtter fir adäquate Metal fidderen an Direktional solidification ze bidden.
Betruecht Deel Mass, Wanddicke Variatioun a Fëllzäit beim Dimensiounspaart; typesch Querschnittsberäicher Skala mat Deelvolumen. Benotzt Chills an thermesch Feeder wann néideg fir grouss Sektiounen.
Kontrollen & QC: Berechent fëllt Zäit an riser Muecht; simuléiert Flux oder lafen kierperlech Verspriechen fir kritesch Geometrien.
Inspektéiert Versammlungen fir sécher Schweißen tëscht Musteren a Sprue, richteg Orientéierung an venting Weeër.
Keramik Schuel (Schimmel) Formatioun
Zweck: baut eng refractaire Schuel déi Musterdetail reproduzéiert a widderstoen thermesch a chemesch Attacke wärend dem Gießen.
Sécherheet:
- Prime Mantel (Gesiicht Mantel): daucht de Bam an e feine refractaire Schlamm (kolloidal Silika oder Ethylsilikatbinder mat feinen Zirkon / Aluminiumoxid / Silikapulver).
Fëllt direkt e feine Stucco un fir Detailer ze erfassen. De Gesiichtsmantel diktéiert d'Uewerflächefinanz. - Backup Coats: gëlle successiv méi gréisser Schläim + Stucco Schichten fir strukturell Dicke z'entwéckelen.
D'Zuel vun de Schichten hänkt vun der Deelmass of - kleng Deeler kënnen 6-8 Schichten brauchen, gréisser Versammlungen 10-15. Typesch Réibau Dicke Beräicher 5-15 mm (0.2-0,6 Zoll) jee no Gréisst. - Dréchent: kontrolléiert Trocknung (ambient oder forcéiert Loft) tëscht Wopen verhënnert Damp Expansioun an Réibau knacken.
Gesamttrocknung tëscht Schichten dacks 1-24 Stonnen ofhängeg vu Fiichtegkeet a System.
Material Notiz: fir Messing, benotzt Zirkon oder High-Aluminiumoxid Stucker fir de Gesiichtsmantel fir Metall-Schuel chemesch Reaktioun an Alpha-Case Defekter ze minimiséieren.
Kontrollen & QC: moossen naass an dréchen Mantel Gewiichter, Monitor Réibau deck, a Prouf Test Shells fir Kraaft (Ring Test) virum Ofbau.
Dewaxing (Musterentfernung)
Zweck: evakuéiert Wax ouni d'Schuel ze beschiedegen.
Methoden: Autoklav Damp oder Ofen Dewaxing.
Typesch Autoklave-Zyklen benotzen Damp um 100-150 °C mat Drockzyklen fir Wax ze knacken an ze drainéieren; Ofen Dewaxing benotzt eng programméiert Ramp fir Wax aus ze schmëlzen. Sammelt a recycléiert erholl Wachs.
Kontrollen & QC: z'iwwerpréiwen komplett Wachsentfernung (visuell / Gewiicht Kontroll); kontrolléiert op Reschtwachs oder Schuelschued. Effektiv Entwachs verhënnert Gasfehler beim Gießen.
Shell brennen / Bauernéiersouch
Zweck: organesch Reschter ewechzehuelen, volatiliséierte Bindemëttel a fir d'Keramik fir mechanesch Kraaft an thermesch Stabilitéit ze sinteren.
Virhëtzt och Shell fir thermesch Schock beim Gießen ze reduzéieren.
Typesch Zäitplang: kontrolléiert Ramp ze 600-900 ° C mat hält genuch fir organesch Substanzen ze oxidéieren a Bindemëttel ze heelen (allgemeng 2-4 Stonnen am Ganzen je Réibau Mass).
Finale Virhëtzen just virum Gießen ass dacks 600-800 °C.
Kontrollen & QC: Iwwerwachung Uewen Temperatur Profil, halen Zäiten an Atmosphär. Test gebrannt Muschelen fir Binderausbrennung (Kuelestoff Rescht), Permeabilitéit a mechanesch Integritéit.
Metal Virbereedung - Schmelzen, Behandlung a Schmelze Kontroll
Zweck: produzéiere eng propper, kompositioun korrekt, niddereg-Gas geschmollte Messing charge prett fir pour.
Ausrüstung: Induktiouns- oder Resistenzdrockuewen sinn heefeg; GRAPHITE oder Keramik Crème Fudder.
Prozess Schrëtt:
- Charge Kontroll: benotzen zertifizéiert Schrott / Ingot Mixen Zil Zesummesetzung ze treffen (uginn allowable Trampelementer).
- Schmelztemperatur: huelt Legierung an eng kontrolléiert Iwwerhëtzungsfenster; fir typesch Brass liquidus ≈ 900-940 °C, praktesch pour Gamme 950-1.050 °C jee no Legierung a Schuel.
Vermeit exzessiv Iwwerhëtzung fir d'Zinkverdampfung ze reduzéieren. - Flux / skimming: benotzt entspriechend Flux fir Oxiden an Dross ze entfernen.
- Grafschaft: Bubble inert Gas (argon, umtytsgen) oder benotzen Rotary degassers opgeléist Waasserstoff a Sauerstoff reduzéieren.
- Filtratioun: pour duerch Keramik Schaumfilter fir Inklusiounen z'ënnerscheeden.
Kontrollen & QC: Rekord Schmelze Chimie (OES), fir Temperatur, Flux an Degas Zyklen. Probe an Dokument MTR fir vill Tracabilitéit.
Gießen a fëllen d'Schuel
Zweck: fëllt d'virgehëtzt Schuel Kavitéit mat propper geschmoltenem Messing ënner kontrolléierte Bedéngungen fir Mängel ze vermeiden.
Methoden: Schwéierkraaft oder niddereg Drock / Riser-assistéiert pours fir komplex / dënn Deeler. Schéissrate an Trajectoire sinn entwéckelt fir Turbulenzen an Entrainment ze minimiséieren.
Kontrollen & QC: halen pour Temperatur bannent Zil Band; iwwerwaachen Fëllzäiten a visuell pour Verhalen; benotzen Filtratioun a kontrolléiert haten gating.
Fir kritesch Castings, Rekord pour Video an Temperatur Logbicher.
Stolfifikatioun, Ofkillen an Ausschnëtter
Stolfifikatioun: Messing schrumpft bei der Verstäerkung (typesch linear Schrumpfung ≈ 1-2%); gating an risers muss kompenséieren.
Fërdert Directionnel Verstäerkung vu dënnen bis schwéieren Sektiounen.
Cillkéieren: erlaabt kontrolléiert Ofkillung fir thermesch Spannungen ze reduzéieren - kleng Deeler kënne prett sinn fir ze schüttelen 24 Stonnen.; gréisser Sektiounen brauchen méi laang (wéi op 72 Stonnen.).
Rapid Quench kann Rëss oder Verzerrung induzéieren.
Shakeout / Schuel Ewechhuele: ewechzehuelen Keramik duerch mechanesch Schwéngung, pneumatesch Impakt, Waasser Sprengung oder chemesch Opléisung wann néideg.
Fang a recycléiert Shellfragmenter a kontrolléiert Loftstëbs (Otmungsschutz a Filtratioun).
Kontrollen & QC: kontrolléiert fir d'Anhale vu Shellreschter, Uewerfläch Reaktiounen (alpha Fall), brutto porosity oder misruns.
Fettling an Ofschloss Operatiounen
Primär Operatiounen: Sprossen a Leefer ofschneiden (bandsaw, abrasive Schnëtt), grind Gates, a vermëschen Flächen.
Abrasive a mechanesch Behandlungen: Schoss Sprengung, tumbling oder vibratory Ofschloss ewechzehuelen verbleiwen Keramik a glat Fläch.
Hëtzt Behandlungen: Stress-Relief anneal allgemeng ~250-450 °C fir d'Belaaschtung ze reduzéieren; ausgewielt Brass kann homogenization anneals verlaangen - Follegt durchgang-spezifesch Zäitplang. Vermeiden Iwwerhëtzung, déi den Zinkverloscht fördert.
Maach: Leeschtung Finale machining wou enk Toleranzen néideg sinn (ëmgewannen, Millen, Graf driwwer); wielt Tooling a fidderen passend fir de Messinggrad (Bläi-gratis Brass kann ugepasst Parameteren verlaangen).
Uewerfläch Behandlungen: poléieren, Zupping (Nickel, Chrome), kloer Lacker oder Passivéierung wéi spezifizéiert. Vergewëssert d'Virbehandlungsreinigung fir d'Beschichtung Adhäsioun ze garantéieren.
Kontrollen & QC: dimensional Inspektioun (Cmm, gauges), Uewerflächefinanzmiessung (Ra), Hardness Tester a visuell Akzeptanz.

Finale Inspektioun an Testen
Dimensional & visuell: Cmm, optesch Vergläicher, 3D scannen, a visuell fir Uewerfläch Mängel.
Ndt: flësseg penetrant fir Uewerfläch Rëss, Radiographie oder Ultraschall fir intern Porositéit op kriteschen Deeler; Eddy Stroum fir dënn Sektiounen.
Mechanesch Tester: tensile, nozeginn, elongation an hardness Tester op representativ Couponen oder Prouf castings.
Chemesch Analyse: OES / Spark Spektroskopie fir Legierungskompositioun géint UNS / ASTM Spezifizéierung ze bestätegen.
Dokumentatioun: MTRs, Prozess Logbicher (schmelzen, pour, Schuel schéissen), Inspektioun records an Tracéierbarkeet pro Qualitéit System behalen (Z.B., Iso 9001).
Refuséieren an dokumentéieren all net konform Elementer; gëllen root-Ursaach Korrekturaktiounen.
5. Gemeinsam Casting Mängel, root Ursaachen a Remedies
Porroen (Gas a Schrumpft)
- Ursaachen: opgeléist Gasen (H₂, oxiden), inadequater risering, turbulent Schéiss, agespaart Loft.
- Remedies: Grafschaft, flixing, filter, korrekt gating / riser Design, optimal pour Temperatur, Vakuum Goss wann néideg.
Inklusiounen / Schleck Entrainment
- Ursaachen: schlecht charge Propretéit oder inadequater skimming.
- Remedies: benotzen propper charge, richteg Flux, Keramikfilter a kontrolléiert Schéissstrooss.
Vermësste / kal Schalt
- Ursaachen: net genuch Schichttemperatur, schlecht Flux an dënn Rubriken.
- Remedies: Erhéijung pour Temperatur (bannent Grenzen), gating iwwerschaffen, garantéieren adäquate Réibau permeability.
Hot Tréinen / waarm knacken
- Ursaachen: ageschränkt Schrumpfung, schaarf Sektioun Ännerungen, brécheleg interdendritesch Phasen an Alpha-Beta Legierungen.
- Remedies: redesign déck-dënn Iwwergäng, dobäi Filet schéissen, ajustéieren solidification Wee mat Chills oder alternativ gating.
Metal-Schuel Reaktioun (chemeschen Attack)
- Ursaachen: reaktiv Shell Materialien (fräi Silica), exzessiv Iwwerhëtzung, Schuel Kontaminatioun.
- Remedies: benotzen Zirkon / Alumina stucco fir Messing, Kontroll Shell Feier, Iwwerhëtzung minimiséieren, suergen d'Propperheet vun der Shell.
Verzerrung a Reschtstress
- Ursaachen: ongläiche Ofkillung oder mechanesch Ëmgank iwwerdeems waarm.
- Remedies: kontrolléiert Ofkillung, Stress-Relief anneal, richteg Ëmgank Ariichtungen.
6. Virdeeler vun Brass Lost-Wax Casting
- Héich Detail an Uewerfläch Qualitéit: reduzéiert d'Veraarbechtungskäschte a erméiglecht räich dekorativ Detailer.
- Dimensiounsgenauegkeet a Widderhuelbarkeet: gënschteg fir Versammlungen, mating Fonctiounen an Press-passt.
- Kapazitéit fir komplex intern Geometrien: dënn Maueren, ënnerschriwwen an intern Passagen ouni Kär an e puer Fäll.
- Material Effizienz: No-Net Formen reduzéieren Schrott- a Bearbeitungsvolumen.
- Flexibilitéit an der Produktioun Quantitéit: wirtschaftlech liewensfäeg fir Prototypen duerch mëttel Produktioun leeft; Tooling fir Wachsformen ass manner deier wéi Stierwen fir Héichvolumen Schmieden.
7. Industriell Uwendungen vun Brass Lost-Wax Casting
Brass Investitioun Goss gëtt benotzt wou Ästhetik, Präzisioun a Korrosiounsverhalen ass wichteg:

- PLURSLING & sanitär Ariichtungen: d'Ventil, faucet Kierper, dekorative Trimm (Bleifräi Varianten erfuerderlech an Drénkapplikatiounen).
- Dekorative Hardware & architektonesch Komponente: dekoréiert Armaturen, Beliichtung Ariichtungen, Schichten.
- Musikalesch Instrumenter & akustesch Komponenten: komplex Bell Formen a Präzisioun Armature.
- Elektresch an elektronesch Stecker: präzis geometresch Toleranzen a gutt Konduktivitéit.
- Präzisioun mechanesch Deeler: Ausrüstung eidel, Lagerhändler, kleng Pompel Komponente.
- Spezialist Komponente: marine Hardware, Instrumentatiounsarmatur wou komplex Formen a moderéiert Kraaft gebraucht ginn.
8. Verglach vu Brass Casting Prozesser
| Kriteur | Verluer-wax (Investitioun) Zosbau | Sand Casting |
| Prozess Iwwersiicht | Wax Muster(s) → Keramik Réibau (multiple Mäntel) → Dewax → Schuelbrennen → pour → shakeout → finishing. Héich kontrolléiert, Multi-Schrëtt Prozess. | Muskeus (Holz / Metall / Plastik) am Sand Schimmel → Single Pour → Shakeout → Botzen / Ofschloss. Méi séier, méi einfach Schimmel Virbereedung. |
| Typesch Uwendungen | Kleng - mëttel, komplizéiert Deeler: d'Ventil, dekorativen Hardware, elektresch Stecker, musikalesch Komponente, Präzisioun Armature. | Grouss oder einfach Geometrie Deeler: Pompelhollungen, grouss Armaturen, rau Castings, Prototypen an One-Offs. |
Detail & geometresch Komplexitéit |
Vill héich - fein Detail, dënn Maueren, undercuts, intern Funktiounen (mat Kären). | Mëttelméisseg - gutt fir einfach bis mëttelméisseg komplex Formen; Undercuts a fein Detailer erfuerderen Kären oder Musterkomplexitéit. |
| Surface Finish (typesch als Goss, Ra) | Explaz vun engem exzellenten: ~0,8-3,2 µm (kann besser sinn mat feine Gesiichtsmantel). | Méi grober: ~6-25 µm (hänkt vu Sandkorn a Bindemëttel of). |
| Dimensioun Genauegkeet (talesch) | Héichheet: ± 0,1-0,5 mm (Deel Gréisst ofhängeg). | Lächcher: ± 0,5-3,0 mm (Fonktioun & Gréisst ofhängeg). |
| Minimum praktesch Wanddicke | Dënn: ~1,0-1,5 mm erreechbar; 1.5-3,0 mm recommandéiert fir Laaschtungsfeatures. | Méi déck: typesch ≥3-5 mm recommandéiert fir zouverlässeg Fëllung a Kraaft. |
Maximal praktesch Deel Gréisst / gewun Du |
Kleng - mëttel: allgemeng bis zu ~20-50 kg pro Casting an der Routine Praxis (méi grouss méiglech mat speziellen Ëmgank). | Grouss: Deeler vun e puer Kilogramm op MÉI Tonnen sinn Routine. |
| Toleranz & Widderhuelung | Héich Widderhuelbarkeet iwwer Lafen wéinst kontrolléiertem Tooling a Shellprozess. | Gutt fir méi grouss Funktiounen; Widderhuelbarkeet hänkt vum Muster a Sandkontrolle of. |
| Porroen / intern Soundness | Manner Risiko wann Schmelz Kontroll, Filtratioun a Réibau sinn richteg ëmgesat; besser fir Drock-tight Deeler. | Méi héicht Risiko vu Gas a Schrumpfporositéit wann d'Gate / Ernierung a Schmelzpraktiken net strikt sinn. |
Mechanesch Eegeschaften (typesch als Goss) |
Vergläichbar Legierung-ofhängeg Stäerkten (Z.B., 200-450 MPa fir Messing) Mee oft liicht besser wéinst enger méi feiner Mikrostruktur vun der kontrolléierter Verstäerkung. | Vergläichbar Legierungsstäerkten awer d'Mikrostruktur ka méi grober an décke Sektiounen sinn; mechanesch Eegeschafte variéieren mat Sektioun a kille Taux. |
| Technik vun Tool / Muster kascht | Mëttelméisseg: Stol Tooling fir Wachsformen (méi héich wéi eenzel Holz / Plastik Musteren awer méi niddereg wéi Stierwen Tooling). Wirtschaftlech fir mëttel Lafen. | Wéineg bannen: Muster kascht (Holz / Plastik / Metall); Sand Schimmel hunn niddereg Tooling Käschten pro Ofdréck - wiertschaftlech fir grouss / eent-Off Deeler. |
Eenheetskäschte Sensibilitéit |
D'Käschte pro Stéck sinn moderéiert fir kleng-mëttel Bänn; Tooling Amortiséierung favorabel bei mëttlere Bänn. | Ganz rentabel fir grouss Deeler oder ganz kleng Bänn; pro-Deel Veraarbechtung kann total Käschten fir Präzisioun Ufuerderunge Erhéijung. |
| Lead Zäit | Méi laang wéinst Réibau, dewaxing a brennen (Deeg bis Wochen ofhängeg vum Batch- a Shellplang). | Kuerz fir einfach Deeler - selwechten Dag bis e puer Deeg typesch. |
| Post-Veraarbechtung néideg | Manner Bearbechtung / Veraarbechtung erfuerderlech; dacks no-Netz, reduzéiert Gesamtveraarbechtungskäschte. | Méi Bearbechtung / Ofschlossaarbecht typesch erfuerderlech fir ähnlech Toleranzen / Surface Finish z'erreechen. |
Offall & Material Effizienz |
Héich Materialeffizienz - No-Net-Formen reduzéieren Schrott a Veraarbechtungsoffall. Wax a Shell recycléiert Stréim existéieren awer erfuerderen Handhabung. | Material Offall ka méi héich sinn (machining Erlaabnes, risers); Sand ass wiederverwendbar awer brauch Ënnerhalt an Erhuelung. |
| Ëmweltschutz & Sécherheet Considératiounen | Verwalte Wax Handhabung, Schuel Stëbs, Uewen Emissiounen, a verbréngt Bindemëttel. Verlaangt Stëbs / Auspuff Kontrollen a Wachsrecycling. | Managen Silica / Sand Stëbs (respirable Silica Gefor), Binder Emissiounen; Sand Reclamation a Stëbs Kontroll kritesch. |
| Virdeeler (wou et excels) | Bescht fir héich Detail, dënn Rubriken, excellent Uewerfläch Finish a knapper Toleranzen; minimal post-machining; gutt fir mëttel Produktioun leeft. | Bescht fir grouss, einfach Deeler, ganz niddereg Tooling Käschten, séier Wendung fir Prototypen an eenzel Stécker; skalierbar op ganz grouss Komponenten. |
Ufrongnisseuren |
Méi héich pro-Deel Prozess Komplexitéit a méi Zyklus Zäit; manner wirtschaftlech fir ganz grouss Deeler oder extrem héich Bänn wou stierwen Goss kéint besser ginn. | Surface Finish a Genauegkeet limitéiert; net ideal fir ganz dënn Sektiounen oder komplizéiert Detailer; méi héich Ofschloss Aarbechtsbelaaschtung. |
| Wéini ze wielen | Wielt wann Geometrie / Detail, Uewerflächefinanz an Dimensiounsgenauegkeet si primär Chauffeuren, oder wann d'Materialeffizienz wichteg ass fir mëttel Produktiounsvolumen. | Wielt wann Deel Gréisst grouss ass, Toleranzen sinn lass, oder wann déi niddregst initial Toolingskäschte a schnelle Wendung erfuerderlech sinn. |
| Representativ Lead-Time Beispill | 7-21 Deeg typesch fir Produktioun Chargen (variéiert vun der Schmelzkapazitéit). | 1-7 Deeg typesch fir einfach Musteren / kuerz Lafen. |
9. Conclusiounen
Messing verluer-Wachs Goss (Investitiouns Casting) ass e reife, Präzisioun Goss Method déi excellent Uewerfläch Qualitéit liwwert, Dimensiounsgenauegkeet an d'Fäegkeet komplex Geometrien ze produzéieren.
Et gëtt vill an der Sanitär benotzt, architektonesch Hardware, musikalesch Instrumenter a Präzisioun Komponente.
Erfolleg erfuerdert alliéierten Entscheedungen: déi entspriechend Messingfamill auswielen (Alpha vs Alpha-Beta vs Bleifräi), passende Shellchemie mat Messing fir Metall-Shell-Reaktiounen ze vermeiden, Kontroll Schmelz a pour Parameteren Porositéit oder Zn Verloscht ze vermeiden, a Planung Post-Goss Hëtzt Behandlung a fäerdeg.
Fir reglementéiert Uwendungen (Drénkwaasser) spezifizéieren Lead Grenzen an Ufro MTRs.
Wann Deel Geometrie, Ofschloss a Genauegkeet méi wéi einfach Materialkäschten, Investitioun Lous gëtt eng Käschten-effikass Produktioun Wee.
Faqs
Wat Minimum Wanddicke kann zuverlässeg an Messing duerch Investitioun Goss gegoss ginn?
Ganz kleng Fonctiounen bis ~ 1,0-1,5 mm si méiglech fir net-laaschtend Detail; Fir zouverlässeg mechanesch Leeschtungsdesigner spezifizéieren allgemeng ≥1,5–3,0 mm ofhängeg vu Gréisst a Stress.
Wéi eng Schichttemperatur ass typesch fir Messing Investitiounsguss?
Messinglegierungen festen ëm ~900–940 °C. Typesch Schéisstemperature benotzt vu Schmelzen sinn ~950–1.050 °C, optimiséiert fir déi spezifesch Legierung a Shell System.
Exzessiv Iwwerhëtzung sollt vermeit ginn fir d'Zinkverdampfung ze limitéieren.
Wéi minimiséieren ech Porositéit a Messing Investitiounsguss?
Degas d'Schmelz, benotzen adäquate fluxing an skimming, gëllen Keramik Filtratioun, Design richteg gating / riser Systemer, Kontroll pour Temperatur a Vitesse, a betruecht Vakuum oder Inert Atmosphär Goss fir héich-Integritéit Deeler.
Sinn leaded Brass eng Suerg?
Lead verbessert machinability historesch, awer fir Drénkwaasser a vill reglementéiert Uwendungen ass Blei limitéiert. Benotzt Bleifräi oder Low-Lead Alternativen a kritt zertifizéiert Material Testberichter.
Wéini soll ech léiwer Investitiounsgoss iwwer Sandgoss fir Messing?
Wielt Investitioun Casting wann Dir fein Detailer braucht, dënn Maueren, excellent Uewerfläch Finish a méi enk Toleranzen; wielt Sand Lous fir grouss, einfach Formen wou Tooling Käschten miniméiert musse ginn.