
1. Uvod
Zavarivanje je jedan od najvažnijih procesa u proizvodnji i građevinarstvu, pružajući temelj za stvaranje izdržljivih i pouzdanih spojeva u različitim materijalima.
Bilo da se radi o izgradnji nebodera, izrada okvira automobila, ili sklapanje zamršenih strojeva, zavarivanje osigurava čvrstoću i stabilnost konačnog proizvoda.
Međutim, postizanje besprijekornih zavara zahtijeva više od same primjene topline i dodatnog materijala.
Zahtijeva pravilno poravnanje i pažljivu pozornost na detalje tijekom cijelog procesa.
Pričvrsno zavarivanje u tome igra presudnu ulogu. To je privremena tehnika koja se koristi za učvršćivanje obratka na mjestu prije finala, puni zavar.
Osigurava pravilno poravnanje, smanjuje rizik od izobličenja, te u konačnici pridonosi čvrstoći i kvaliteti konačnog zavara.
U ovom blogu, istražit ćemo važnost pričvrsnog zavarivanja, njegove različite tehnike, beneficije, uobičajene aplikacije, i najbolje prakse kako biste osigurali da su vaši zavareni spojevi stabilni i precizni.
2. Što je pričvrsno zavarivanje?
Pričvrsno zavarivanje je postupak primjene malih, privremeni varovi koji drže komade metala zajedno.
Ovi su zavari strateški postavljeni na ključnim točkama duž spoja, osiguravajući da obradaci ostanu na mjestu tijekom faza poravnavanja i sastavljanja.
Za razliku od završnih zavara, koji su dizajnirani da pruže dugotrajnu snagu, pričvrsni zavari nisu namijenjeni da budu nosivi nakon završetka cijelog procesa zavarivanja.
To obično se koristi u kombinaciji s drugim postupcima zavarivanja kao što su MIG zavarivanje, TIG zavarivanje, i štapno zavarivanje.
Svrha je stvoriti konjušnicu, privremeni spoj koji će izdržati toplinu i pritisak naknadnog zavarivanja,
sprječavanje pomicanja ili savijanja materijala tijekom konačnog stvaranja spoja.
3. Uloga pričvrsnog zavarivanja u procesu zavarivanja
Služi kao temelj za mnoge veće i složenije projekte zavarivanja.
Njegov glavni cilj je osigurati ispravno pozicioniranje obratka prije početka završnog procesa zavarivanja.
Ovo je posebno važno u velikim projektima gdje čak i manje poravnanje može uzrokovati značajne probleme u konačnom proizvodu.
Evo kako pričvrsno zavarivanje pomaže:
- Osigurava ispravno pozicioniranje: Pričvrsni zavari privremeno učvršćuju dijelove na mjestu kako bi se spriječilo bilo kakvo pomicanje tijekom potpunog zavarivanja.
- Sprječava savijanje i izobličenje: Držeći dijelove čvrsto na mjestu, pričvrsni zavari pomažu minimizirati rizik od savijanja uzrokovan toplinskim širenjem tijekom glavnog procesa zavarivanja.
- Poboljšava učinkovitost sklapanja: S ispravno poravnatim dijelovima, pričvrsni zavar smanjuje potrebu za prilagodbama tijekom završnog zavarivanja, štedeći i vrijeme i materijale.
4. Tehnike zavarivanja zavarivanjem
Osnovni koraci:
- Pozicioniranje izratka: Započnite pažljivim postavljanjem obratka u željeni položaj jedan u odnosu na drugi.
Ispravno poravnanje ključno je za osiguravanje da konačni proizvod zadovoljava specifikacije. - Postupak zavarivanja hvataljkom: Nanesite brzo, male kuglice zavara na strateškim točkama za sigurno držanje dijelova.
Veličina i razmak ovih zavara ovisi o debljini materijala i vrsti spoja.
Dobro pravilo je razmaknuti zavarene spojeve svakih 6 do 12 inča, ovisno o zahtjevima projekta. - Završna inspekcija: Prije nastavka sa završnim zavarivanjem, provjerite je li spoj ispravno postavljen i da zavareni spojevi osiguravaju odgovarajuće držanje.
Provjera poravnanja sada može uštedjeti vrijeme i trud.

Uobičajeni postupci zavarivanja:
- Ja zavarivanje: Poznat po svojoj brzini i učinkovitosti, MIG zavarivanje idealno je za brzo, učinkoviti zavareni spojevi na tanjim metalima.
- Tig zavarivanje: Nudi preciznost i kontrolu, TIG zavarivanje savršeno je za delikatnije ili detaljnije radove,
posebno kada radite s tanjim materijalima ili zahtijevate čisti izgled. - Štapno zavarivanje: Sa svojom robusnom prirodom, štapno zavarivanje osigurava pouzdane zavarene spojeve za deblje materijale i vanjske primjene gdje je prenosivost ključna.
Odabir prave veličine i razmaka:
Odabir odgovarajuće veličine i razmaka za pričvrsne zavare je kritičan. Premalo ili premalo, a zavari možda neće osigurati dovoljno držanje;
previše ili preveliko, i mogli bi unijeti nepotreban stres ili komplicirati uklanjanje.
Studija koju je provelo Američko društvo za zavarivanje otkrila je da optimalne veličine zavarenih spojeva variraju ovisno o debljini materijala,
s općim smjernicama koje predlažu duljine pričvrsnih zavara između 0.5 do 1 inča za većinu primjena.
Pozicije za zavarivanje:
Različiti položaji zavarivanja—ravno, horizontalna, vertikalna, i iznad glave—utječu na lakoću i kvalitetu pričvrsnog zavarivanja.
U skladu s tim prilagodite svoju tehniku kako biste osigurali pouzdane rezultate.
Na primjer, ravno zavarivanje je često lakše i proizvodi kvalitetnije spojne zavare zbog bolje kontrole nad rastaljenom bazom.
5. Uobičajene vrste pričvrsnog zavarivanja
Tijekom godina, pojavilo se nekoliko specijaliziranih tipova pričvrsnog zavarivanja za različite primjene i zahtjeve.
točkasto zavarivanje
Točkasto zavarivanje je jedna od najpopularnijih metoda koja se koristi u obradi lima, posebno u industrijama poput automobilske i elektronike.

Uključuje primjenu pritiska i topline na određenim točkama, obično preko elektroda, za stvaranje male, lokalizirani zavar.
- Kako radi: Električni krug velike struje prolazi kroz izratke na mjestu gdje je potreban zavar.
Toplina koju stvara otpor na kontaktnim točkama uzrokuje topljenje i taljenje metala. - Prijava: Automobilska karoserija, elektronika, i proizvodnja aparata.
Točkasto zavarivanje posebno je korisno za tanke limove i materijale koji nisu osjetljivi na značajna toplinska izobličenja. - Beneficije: Brzo, učinkovit, i isplativo za proizvodnju velikih količina.
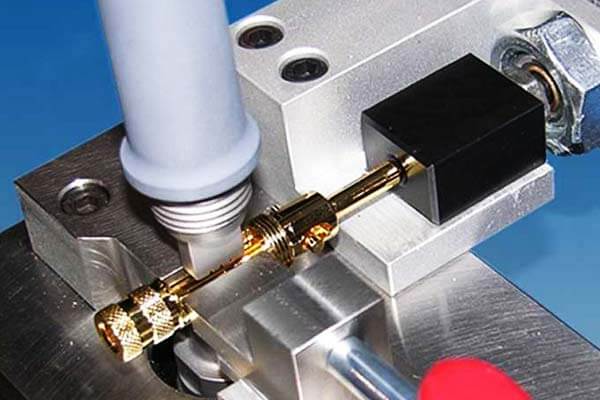
Ultrazvučno pričvrsno zavarivanje
To je noviji, specijaliziranija tehnika koja koristi visokofrekventne zvučne valove za stvaranje lokalizirane topline i spajanje materijala.
Za razliku od konvencionalnih metoda zavarivanja, ne zahtijeva materijal za punjenje niti visoke temperature.
Umjesto toga, ultrazvučne vibracije stvaraju dovoljno topline za spajanje površina.
- Kako radi: Ultrazvučni valovi primjenjuju se na frekvenciji između 20 i 40 kHz, što uzrokuje brzo vibriranje metalnih površina, stvaranje topline trenja.
Stvorena toplina stapa materijale na mjestu kontakta. - Prijava: Često se koristi u primjenama gdje tradicionalno zavarivanje može oštetiti osjetljive ili male komponente, kao što je u elektroničkoj industriji ili medicinskim uređajima.
- Beneficije: Preciznost i minimalno izobličenje čine ga idealnim za male primjene.
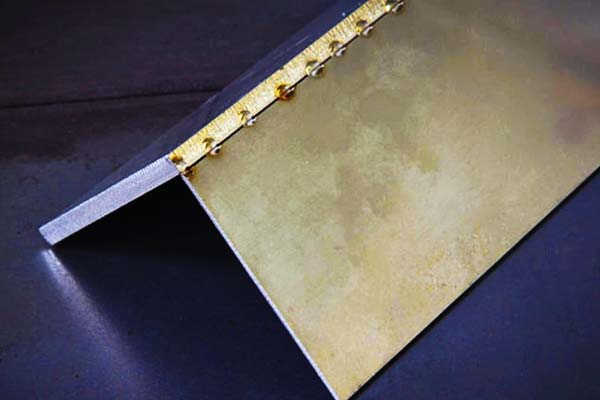
Zavarivanje mostova
Zavarivanje mostova uključuje stvaranje više malih zavarenih spojeva duž spoja ili preko razmaka između dijelova.
Ovom tehnikom se "premošćuje" razmak prije nanošenja cijelog zavara, osiguravajući da komponente ostanu usklađene tijekom cijelog procesa.
- Kako radi: Mali spojni zavari postavljeni su u intervalima, učinkovito "premošćujući" dijelove zajedno.
To pomaže u održavanju njihove poravnatosti tijekom daljnjih faza zavarivanja ili sastavljanja. - Prijava: Obično se koristi u zavarivanju konstrukcija, kao što je u izgradnji velikih čeličnih konstrukcija poput mostova, brodovi, i teški strojevi.
- Beneficije: Pruža izvrsnu stabilnost za velike komponente, sprječavanje pomicanja dijelova tijekom završnog zavarivanja.
Vruće zavarivanje
Vruće zavarivanje uključuje zagrijavanje dijelova na visoku temperaturu prije nanošenja zavara.
Ova tehnika osigurava da su obradaci već djelomično zavareni kada se napravi pričvrsnica,
smanjujući rizik od savijanja ili neusklađenosti tijekom cijelog procesa zavarivanja.
- Kako radi: Radni komadi se zagrijavaju na određenu temperaturu pomoću vanjskih izvora topline poput baklje ili peći.
Jednom na željenoj temperaturi, pričvrsni zavari se primjenjuju na različitim točkama duž spoja. - Prijava: Koristi se u situacijama kada materijale treba držati na mjestu na visokim temperaturama ili gdje cjelokupni proces uključuje zavarivanje debelih dijelova materijala.
- Beneficije: Idealno za sprječavanje toplinske deformacije i osiguravanje čvrstog prianjanja za veće materijale.
Indukcijsko zavarivanje
Indukcijsko zavarivanje koristi elektromagnetsku indukciju za stvaranje topline u obradcima.
Ovaj se proces često koristi za aplikacije velike brzine gdje su potrebni brzi ciklusi grijanja i hlađenja.
- Kako radi: Izmjenična struja prolazi kroz zavojnicu postavljenu u blizini obratka.
Inducirana struja zagrijava metal, uzrokujući topljenje i stapanje na kontaktnoj točki. - Prijava: Obično se koristi u industrijama koje zahtijevaju brzo i precizno zagrijavanje velikih komponenti, kao što su čeličane i obrada metala.
- Beneficije: Brz, kontrolirano grijanje, i sposobnost primjene precizne lokalizirane topline na metal.
Termičko zavarivanje
To koristiti kemijsku reakciju između metala u prahu (tipično aluminij i željezni oksid) proizvesti egzotermnu reakciju koja stvara toplinu.

Ta se toplina koristi za međusobno zavarivanje materijala.
- Kako radi: Smjesa termita se zapali i stvara ekstremno visoke temperature, dovoljno da se obradaci rastale i stvori veza.
Ovaj se postupak često koristi za zavarivanje debelih metalnih dijelova. - Prijava: Koristi se u željeznicama, teški stroj, i industrijske primjene koje zahtijevaju visoku toplinu i jake veze.
- Beneficije: Izuzetno snažan i idealan za velike, debelih materijala.
6. Prednosti pričvrsnog zavarivanja
- Preciznost i kontrola: Pričvrsno zavarivanje osigurava da su komponente precizno postavljene prije konačnog zavarivanja,
smanjujući rizik od neusklađenosti i osiguravajući rezultate visoke kvalitete. - Smanjeno izobličenje: Držeći dijelove na mjestu, pričvrsno zavarivanje smanjuje toplinsko širenje do kojeg može doći tijekom potpunog zavarivanja, što često dovodi do iskrivljenja.
- Isplativ: Pomaže u uštedi vremena i materijala sprječavajući potrebu za preradom zbog neusklađenosti ili netočnog pozicioniranja.
- Pojednostavljena montaža: Pomaže u sastavljanju složenih struktura privremenim učvršćivanjem dijelova,
omogućujući zavarivačima da se usredotoče na druge važne aspekte projekta.
7. Nedostaci pričvrsnog zavarivanja
- Privremena priroda: Budući da pričvrsni zavari nisu nosivi, moraju se ili ugraditi u završni zavar ili ukloniti nakon toga.
- Rizici neusklađenosti: Ako se ne primijeni pažljivo, pričvrsni zavari mogu uzrokovati neusklađenost tijekom završnog procesa zavarivanja, što rezultira dodatnom preradom.
- Zone pod utjecajem topline: Višestruki zavareni spojevi na istom području mogu uzrokovati zone utjecaja topline,
koji bi tijekom vremena mogli oslabiti materijal ako se njime ne upravlja pažljivo.
8. Uobičajene primjene pričvrsnog zavarivanja
- Izrada i montaža: Veliki strukturni projekti kao što su mostovi, građevine, a brodovi zahtijevaju pričvrsno zavarivanje kako bi komponente bile poravnate tijekom cijelog procesa zavarivanja.
- Radovi na limu: Automobilska i zrakoplovna industrija uvelike koriste pričvrsno zavarivanje za sastavljanje karoserija automobila, krila, i strukture trupa.
- Zavarivanje cijevi: Često se koristi za poravnavanje i privremeno držanje cijevi prije potpunog zavarivanja, osiguravajući da su spojevi precizni.
- Popravci i održavanje: U poslovima održavanja, zavarivanje se koristi za držanje dijelova na mjestu dok se obavljaju popravci ili zamjene.
9. Savjeti za uspješno zavarivanje
Odabir prave elektrode ili materijala za punjenje
Osigurajte da elektroda ili materijal za punjenje odgovara osnovnom metalu kako biste stvorili jaku, kompatibilan pričvrsni zavar.
Odabir pravog materijala može povećati čvrstoću zavara i smanjiti rizik od nedostataka.
Pravilna kontrola topline
Održavajte odgovarajuću razinu topline kako biste izbjegli pregrijavanje područja zglobova, što može oslabiti materijal ili uzrokovati neželjene deformacije.
Adekvatna kontrola topline pridonosi čišćem, izdržljiviji zavareni spojevi.
Održavanje točnog razmaka
Odredite optimalnu veličinu i razmak za pričvrsne zavare na temelju debljine materijala i prirode spoja. Konzistentan razmak potiče ujednačenost i stabilnost konačnog proizvoda.
Osiguravanje jakih zavarenih spojeva
Izbjegavajte slabe ili neadekvatne spojne zavare koji bi mogli otkazati pod opterećenjem primjenom dovoljne, ali kontrolirane topline i pritiska.
Snažni zavareni spojevi pružaju čvrstu osnovu za završni spoj, osiguravanje dugovječnosti strukture.
10. Izazovi u zavarivanju privijanjem
Poroznost i onečišćenje
Spriječite zračne džepove i onečišćenja da uđu u zavar temeljitim čišćenjem površine i korištenjem odgovarajućih zaštitnih plinova.
Poroznost može oslabiti zavar i ugroziti njegov integritet.
Nedosljedna veličina
Održavajte ujednačenost veličina zavarenih spojeva kako biste osigurali dosljednu izvedbu i izgled.
Varijacije u veličini mogu utjecati na čvrstoću i estetiku konačnog zavara.
Uklanjanje spojnog zavara
Znati kada i kako ukloniti spojne zavare ako je potrebno, kao npr. kod repozicioniranja dijelova prije završnog zavarivanja.
Učinkovite tehnike uklanjanja mogu uštedjeti vrijeme i spriječiti oštećenje obratka.
Rizici neusklađenosti
Budite oprezni zbog neusklađenosti do koje može doći zbog nepravilnih tehnika zavarivanja, potencijalno dovesti do skupih ispravaka.
Pažljiva izvedba zavarenih spojeva može ublažiti ove rizike i osigurati glatkiji proces sklapanja.
11. Nabavite svoje prilagođene metalne dijelove uz DEZE
Na OVAJ, specijalizirani smo za pružanje visokokvalitetnih usluga zavarivanja, uključujući pričvrsno zavarivanje, kako bi se osigurala preciznost i stabilnost vaših metalnih dijelova.
Bilo da vam je potrebna manja proizvodnja ili veliki građevinski projekti, naši stručni zavarivači imaju alate i iskustvo za postizanje vrhunskih rezultata.
12. Zaključak
Pričvrsno zavarivanje može izgledati jednostavno u cjelokupnom procesu zavarivanja, ali se njegova važnost ne može precijeniti.
Učvršćivanjem dijelova na mjestu i osiguravanjem pravilnog poravnanja, pričvrsno zavarivanje sprječava izobličenje i neusklađenost,
ušteda vremena i troškova materijala uz poboljšanje ukupne kvalitete konačnog zavara.
Bilo da radite na velikoj gradnji, automobilski projekti, ili precizno inženjerstvo, njegovo ovladavanje bitno je za postizanje najboljih rezultata.
Slijedite najbolje prakse navedene u ovom blogu kako biste optimizirali svoj postupak zavarivanja i osigurali uspjeh u svom sljedećem projektu!

