
Ang reaming ay isang kritikal na proseso ng pagtatapos sa pagmamanupaktura na nagpapahusay sa katumpakan at kalidad ng mga butas. Ang artikulong ito delves sa mga pangunahing kaalaman ng reaming, ang layunin nito, ang mga hakbang upang maisagawa ang reaming, at paano ito naiiba sa iba pang mga proseso ng paggawa ng butas tulad ng boring at pagbabarena.
I. Ano ang Reaming?
Reaming ay isang katumpakan machining proseso na ginagamit upang mapabuti ang laki, hugis, at tapos sa ibabaw ng isang umiiral na butas. Hindi tulad ng pagbabarena, na lumilikha ng butas, reaming ay ginanap pagkatapos ng isang butas ay sa una drilled upang pinuhin ang mga sukat nito at makamit ang tighter tolerances.
Ang reaming ay karaniwang ginagamit sa mga proseso ng pagmamanupaktura kung saan kinakailangan ang mataas na katumpakan, tulad ng sa mga automotive, aerospace, at mga industriya ng mekanikal na engineering.
II. Ano ang Layunin ng Reaming?
Ang pangunahing layunin ng reaming ay upang makamit ang isang mataas na antas ng katumpakan at isang pinabuting ibabaw tapusin sa huling butas.
- Pagbutihin ang Hole Size Accuracy: Tinitiyak ng reaming na ang butas ay dinala sa eksaktong kinakailangang laki, pagtugon sa mahigpit na pagpaparaya.
- Pagbutihin ang Tapos na Ibabaw: Reaming smooths ang loob ng butas, pagbabawas ng magaspang at paglikha ng isang mas mahusay na ibabaw ng contact para sa mga bahagi tulad ng mga shaft at pin.
- Makamit ang Consistency: Tinitiyak ng proseso ang pare pareho ang kalidad ng butas sa maraming bahagi, na kung saan ay napakahalaga sa mga setting ng mass production.
Ang mga proseso tulad ng pagbabarena at boring ay dumating bago ang reaming metal. Ang hole reamer ay isang mainam na pagpipilian upang isaalang alang sa tuwing kailangan mong humawak ng mga tolerances nang mas mahigpit nang tiyak -/+ 0.002" o higit pa sa lapad ng butas.
III. Paano Upang Ream A Butas: Isang Gabay sa Hakbang
Upang makuha ang pinakamahusay na mga resulta mula dito katumpakan machining, kailangan mong ihanda ang iyong mga butas na may tamang halaga ng stock para sa reamer upang i cut.
Ang reamer ay kuskusin ang butas na iniiwan ang diameter na mas maliit kaysa sa kinakailangan kung ang stock ay masyadong maliit. Gayunpaman, kung ang stock ay sobra, ang butas ay maaaring maging sobrang laki at magkaroon ng isang magaspang na ibabaw ng pagtatapos.
Narito ang ilang mga hakbang sa kung paano mag ream ng butas:
- Ihanda ang Butas: Magsimula sa pamamagitan ng pagbabarena o boring ng isang butas na bahagyang mas maliit kaysa sa nais na pangwakas na laki. Ang pre hole ay dapat na tungkol sa 0.2-0.5 mm kulang sa sukat.
- Piliin ang Wastong Reamer: Pumili ng reamer na angkop sa materyal, laki ng butas, at kailangan ng tapusin. Reamers dumating sa iba't ibang uri, tulad ng mga hand reamers, mga reamers ng makina, at adjustable reamers.
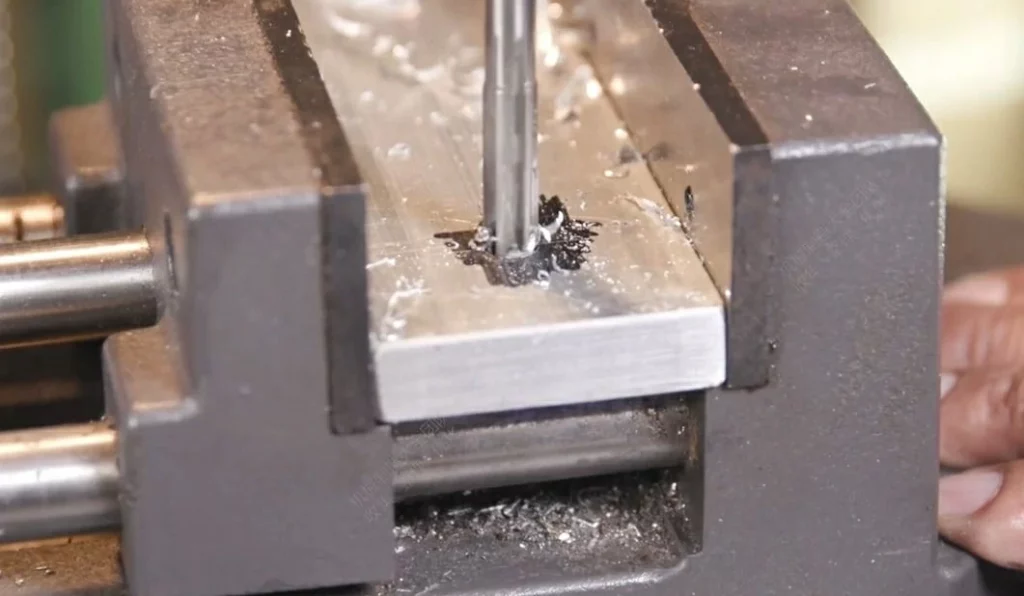
- I-set up ang Machine: Secure ang workpiece sa makina (hal., lathe, paggiling ng makina, o drill press) upang matiyak ang katatagan sa panahon ng operasyon.
- Lubricate ang Reamer: Mag apply ng cutting fluid o pampadulas upang mabawasan ang alitan, maiwasan ang overheating, at pahabain ang buhay ng tool.
- Ream ang butas: Dahan dahang pakainin ang reamer sa butas gamit ang isang matatag na bilis at light pressure. Iwasan ang pagpilit sa reamer, Tulad ng ito ay maaaring maging sanhi ng pagbasag ng tool o hindi tumpak na mga resulta.
- Suriin ang Butas: Pagkatapos ng reaming, Gumamit ng micrometer o butas gauge upang suriin ang laki at tapusin ng butas. Gumawa ng mga pagsasaayos kung kinakailangan.
IV. Paano Matukoy ang Sukat ng isang Ream Hole
Ang reaming ay isang mahusay na paraan para sa pagtatapos ng mga butas, Ngunit ang pagkuha ng tamang laki ng pre hole ay napakahalaga. Kung ang butas ay masyadong malaki, hindi gagana ng epektibo ang reamer, samantalang ang sobrang liit ng butas ay hindi papayag na gumana ng tama ang reamer
Ang isang pangkalahatang gabay ay upang iwanan ang 0.010 "sa 0.015" ng materyal pagkatapos ng pagbabarena para sa reamer upang alisin. Para sa mas maliit na diameters, tulad ng 1/32" o mas mababa, allowance na ito ay dapat na sa pagitan ng 0.003 "sa 0.006".
Madalas na mas mahusay na gumamit ng mga porsyento sa halip na mga nakapirming halaga: gawin ang butas na bago nabubutas 2% sa 3% mas maliit kaysa sa diameter ng reamer, o hanggang sa 5% mas maliit kung pinapayagan ng mga kondisyon.
Upang matukoy ang tamang laki ng butas ng ream:
- Isaalang alang ang Laki Bago Hole: Tiyakin na ang pre drilled hole ay bahagyang mas maliit kaysa sa target na laki.
- Gumamit ng Mga Chart ng Sukat: Ang mga tagagawa ng Reamer ay madalas na nagbibigay ng mga tsart na nagpapahiwatig ng tamang laki ng pre hole para sa iba't ibang mga laki ng reamer.
- Account para sa Material Properties: Ang mas malambot na materyales ay maaaring lumawak nang higit pa sa panahon ng reaming, Kaya ang mga pagsasaayos sa laki ng pre hole ay maaaring kailanganin.
V. Mga Tip at Pag iingat para sa Reaming Operations
May ilang mga kapaki pakinabang na tip at pag iingat na dapat isaalang alang kapag nagsasagawa ng reaming upang magkaroon ng isang matagumpay na operasyon. Narito ang ilan sa mga ito:
- Tamang Pag align: Tiyakin na ang reamer ay ganap na nakahanay sa butas upang maiwasan ang taper o eccentricity.
- Gumamit ng Cutting Fluid: Mag apply ng sapat na pagpapadulas upang mabawasan ang init at magsuot.
- Kontrolin ang Rate ng Feed: Panatilihin ang isang matatag at kinokontrol na rate ng feed upang maiwasan ang pakikipag chat at mahinang pagtatapos.
- Monitor Tool Magsuot: Regular na suriin ang kondisyon ng reamer at palitan ito kung ito ay nagpapakita ng mga palatandaan ng pagsusuot.
VI. Mga Karaniwang Problema na Nangyayari Sa Panahon ng Reaming
Ang ilang mga karaniwang isyu ay kinabibilangan ng:
- Chatter: Mga vibration na maaaring humantong sa hindi pantay na mga hiwa at mahinang pagtatapos ng ibabaw.
- Taper: Mga butas na hindi tuwid, usually dahil sa misalignment.
- hugis oval: Mga butas na hindi ganap na bilog, madalas na sanhi ng labis na puwersa o maling tool geometry.
- Mahina ang Surface Finish: Dahil sa hindi sapat na pagpapadulas o hindi wastong pagpili ng tool.
VII. Iba't ibang Uri ng Reamers
Mga Reamers ng Kamay: Dinisenyo para sa manu manong operasyon, madalas na ginagamit para sa mga menor de edad na pagsasaayos.

Machine Reamers: Ginagamit sa mga lathes at drill press para sa mas tumpak at pare pareho ang reaming.
Adjustable Reamers: Ang mga ito ay maaaring ayusin para sa bahagyang pagkakaiba iba sa laki ng butas, nag aalok ng kakayahang umangkop.
Tapered Reamers: Ginagamit upang lumikha ng mga butas na tapered, Karaniwang nakikita sa mga application tulad ng mga fitting pin.
VIII. Reaming vs. Boring vs. Pagbutas ng butas: Mga Pangunahing Pagkakaiba
Pagre-reaming, boring nga, at pagbabarena ay natatanging mga operasyon ng machining na ginagamit upang lumikha o baguhin ang mga butas sa isang workpiece, bawat isa ay gumagamit ng iba't ibang mga tool sa pagputol at pamamaraan.
Hatiin natin ang mga prosesong ito upang i highlight ang kanilang mga pagkakaiba.

Pagre-reaming
Ang reaming ay isang proseso ng pagtatapos na pinupino ang mga umiiral na butas, pagpapahusay ng kalidad ng ibabaw at katumpakan. Gumagamit ito ng reamer, isang rotary cutting tool na nag aalis ng minimal na materyal kumpara sa pagbabarena. Ang reaming ay nangangailangan ng isang pre drilled hole at isinasagawa sa mga makina tulad ng drill presses o paggiling machine. Ang proseso ay nakakamit ang isang laki ng tolerance ng IT9 sa IT6, may ibabaw na magaspang ng Ra 3.2 sa 0.2μm.
Boring na
Boring palakihin ang isang umiiral na butas gamit ang isang solong point cutter o boring ulo, hindi dapat ikalito sa pagbabarena, na lumilikha ng paunang butas. Isinasagawa sa mga makina tulad ng mga lathes o boring mills, boring nagpapabuti ng pagkakahanay ng butas at itinatama ang mga error sa orihinal na butas axis. Nag aalok ito ng isang katumpakan na hanay ng IT9 sa IT7 at isang ibabaw na pagkamagaspang ng Ra 3.2 sa 0.8μm.
Pagbutas ng butas
Ang pagbabarena ay ang paunang proseso ng paggawa ng butas na gumagamit ng drill bit upang lumikha ng mga pabilog na butas sa isang workpiece. Ito ay nagsisilbing pundasyon para sa mga kasunod na operasyon ng machining tulad ng threading, boring nga, o reaming. Ang pagbabarena ay karaniwang hindi gaanong tumpak, may katumpakan mula IT13 hanggang IT11 at isang ibabaw na pagkamagaspang ng Ra 50 sa 12.5μm.
Sa kabuuan, pagbabarena forms ang paunang butas, boring ang nagpapalaki at nagtatama nito, at reaming nagtatapos at smooths ang panloob na pader ng butas upang matugunan ang tumpak na mga pagtutukoy.
IX. Kailan Pumili ng Reaming sa Paglipas ng Boring?
Mas preferred ang reaming kaysa boring kapag:
- Mas Mataas na Katumpakan ay Kinakailangan: Upang makamit ang tighter tolerances at mas mahusay na ibabaw tapusin.
- Mas kaunting Pag alis ng Materyal ay Kailangan: Kapag ang butas ay halos tamang sukat ngunit nangangailangan ng pino.
- Pagiging Epektibo sa Gastos: Ang reaming ay maaaring maging mas matipid para sa mas maliit na butas at mas kaunting mga pangangailangan sa pag alis ng materyal.
X. Pangwakas na Salita
Ang reaming ay isang mahalagang proseso ng pagtatapos sa machining na tinitiyak na tumpak ang mga butas, makinis na, at handa na para sa kanilang nilalayong layunin. Sa pamamagitan ng pag unawa sa proseso, pagpili ng tamang mga tool, at pagsunod sa wastong pamamaraan, tagagawa ay maaaring makamit ang superior resulta na mapahusay ang pagganap ng produkto at pagiging maaasahan.
XI. Kumuha ng isang Perpektong Hole Machining Service
Ang pagkamit ng perpektong butas ay nangangailangan ng hindi lamang ang tamang mga tool kundi pati na rin ang kadalubhasaan at katumpakan. Ang pakikipagtulungan sa mga propesyonal na serbisyo sa machining ay nagsisiguro ng mataas na kalidad na mga resulta ng reaming. Mga serbisyo tulad ng DEZE magbigay ng mga nababagay na solusyon para sa pagtatapos ng butas, Paggamit ng mga advanced na pamamaraan sa reaming at mga state of the art na kagamitan upang matugunan ang iyong mga tiyak na pangangailangan.
XII. Mga FAQ
1. Maaari bang gawin ang reaming nang manu mano?
- Oo nga, reaming ay maaaring gawin nang manu mano gamit ang kamay reamers, bagaman ito ay karaniwang nakalaan para sa mababang katumpakan o menor de edad na mga pagsasaayos.
2. Anong mga materyales ang maaaring muling amed?
- Reaming ay angkop para sa isang malawak na hanay ng mga materyales, kasama na ang mga metal, mga plastik na, at mga composite, Ngunit ang reamer materyal at pagputol ng mga parameter ay dapat na nababagay nang naaayon.
3. Paano ko pipiliin ang tamang laki ng reamer?
- Ang laki ng reamer ay dapat na bahagyang mas malaki kaysa sa pre drilled hole ngunit tumutugma sa nais na huling diameter ng butas.
4. Bakit mahalaga ang pagpapadulas sa reaming?
- Ang pagpapadulas ay binabawasan ang alitan at init, pagpapahaba ng buhay ng reamer at pagpapabuti ng kalidad ng pagtatapos ng butas.
5. Ano ang nagiging sanhi ng isang sobrang laki ng butas sa panahon ng reaming?
- Ang mga sobrang laki ng butas ay maaaring magresulta mula sa mga pagod na reamers, maling mga rate ng feed, o misalignment sa panahon ng operasyon.
6. Mabilis ba ang proseso ng pag reaming?
- A: Kung ikukumpara sa pagbabarena, reaming ay medyo mabilis, ngunit ang bilis ay depende sa materyal na pagiging machined at ang nais na tapusin ang kalidad.
- Ano ang bentahe ng paggamit ng isang lumulutang na reamer?
- A: Ang mga lumulutang na reamers ay awtomatikong nakasentro sa kanilang sarili, pagtiyak ng tuwid at tunay na butas kahit na ang paunang butas ay bahagyang off center.
Reaming ay nagbibigay ng katumpakan at tapusin na kinakailangan para sa mga kritikal na application, ginagawa itong isang kailangang kailangan na pamamaraan sa katumpakan machining.
Sanggunian sa nilalaman:https://waykenrm.com/blogs/what-is-reaming/

