
1. Indledning
Svejsning er en af de mest vitale processer inden for fremstilling og konstruktion, Tilvejebringelse af grundlaget for at skabe holdbare og pålidelige samlinger i forskellige materialer.
Uanset om det bygger en skyskraber, Fremstilling af bilrammer, eller montering af indviklede maskineri, Svejsning sikrer styrken og stabiliteten af det endelige produkt.
Imidlertid, At opnå fejlfri svejsninger kræver mere end blot at påføre varme- og fyldmateriale.
Det kræver korrekt tilpasning og omhyggelig opmærksomhed på detaljer gennem hele processen.
Tack Welding spiller en afgørende rolle i dette. Det er den midlertidige teknik, der bruges til at sikre arbejdsemner på plads før finalen, Fuld svejsning.
Det sikrer korrekt tilpasning, reducerer risikoen for forvrængning, og bidrager i sidste ende til styrken og kvaliteten af den endelige svejsning.
I denne blog, Vi undersøger vigtigheden af tack -svejsning, dens forskellige teknikker, Fordele, fælles applikationer, og bedste praksis for at sikre, at dine tack -svejsninger er stabile og præcise.
2. Hvad er tack svejsning?
Tack -svejsning er processen med at anvende lille, midlertidige svejsninger til at holde metalstykker sammen.
Disse svejsninger er strategisk placeret på nøglepunkter langs leddet, At sikre, at emnet forbliver på plads under justerings- og monteringsstadierne.
I modsætning til endelige svejsninger, som er designet til at give langvarig styrke, Tack-svejsninger er ikke beregnet til at være bærende, efter at den fulde svejsningsproces er afsluttet.
Det bruges typisk i kombination med andre svejseprocesser såsom Mig svejsning, Tig svejsning, og Stick svejsning.
Formålet er at skabe en stabil, midlertidig binding, der vil modstå varmen og trykket på den efterfølgende svejsning,
Forebyggelse af materialer i at skifte eller fordrive under den endelige fælles skabelse.
3. Rollen som tack svejsning i svejseprocessen
Det fungerer som grundlaget for mange større og mere komplekse svejseprojekter.
Det vigtigste mål med det er at sikre den korrekte placering af emnet, inden den endelige svejseproces begynder.
Dette er især vigtigt i store projekter, hvor selv en mindre forkert justering kan forårsage betydelige problemer i det endelige produkt.
Sådan hjælper jeg svejsning:
- Sikrer korrekt positionering: Tack svejsninger midlertidigt sikre dele på plads for at forhindre bevægelse under fuld svejsning.
- Forhindrer skævhed og forvrængning: Ved at holde delene fast på plads, Tack -svejsninger hjælper med at minimere risikoen for fordrejning forårsaget af termisk ekspansion under hoved svejsningsprocessen.
- Forbedrer monteringseffektiviteten: Med dele korrekt justeret, Tack Weld reducerer behovet for justeringer under den endelige svejsning, Gemme både tid og materialer.
4. Tack Welding Techniques
Grundlæggende trin:
- Placering af arbejdsemner: Start med omhyggeligt at indstille arbejdsemner i deres ønskede positioner i forhold til hinanden.
Korrekt justering er afgørende for at sikre, at det endelige produkt opfylder specifikationer. - Tack Welding Process: Anvend hurtigt, små perler af svejsninger på strategiske punkter for at holde delene sikkert.
Størrelsen og afstand på disse svejsninger afhænger af den materielle tykkelse og ledstypen.
En god tommelfingerregel er at rumme svejsninger hver 6 til 12 inches, Afhængigt af projektkravene. - Endelig inspektion: Før du fortsætter med den endelige svejsning, Kontroller, at samlingen er korrekt placeret, og at tack -svejserne giver tilstrækkeligt hold.
Inspektion af justeringen nu kan spare tid og kræfter på linjen.

Almindelige svejseprocesser:
- Mig svejsning: Kendt for sin hastighed og effektivitet, MIG -svejsning er ideel til hurtig, Effektive tack -svejsninger på tyndere metaller.
- Tig svejsning: Tilbyder præcision og kontrol, TIG -svejsning er perfekt til mere delikat eller detaljeret arbejde,
især når du arbejder med tyndere materialer eller kræver et rent udseende. - Stick svejsning: Med sin robuste natur, Stick -svejsning giver pålidelige tack -svejsninger til tykkere materialer og udendørs applikationer, hvor portabilitet er vigtig.
Valg af den rigtige størrelse og afstand:
Det er kritisk at vælge den passende størrelse og afstand til tack -svejsninger. For få eller for små, Og svejserne giver muligvis ikke tilstrækkeligt hold;
For mange eller for store, og de kan indføre unødvendig stress eller kompliceret fjernelse.
En undersøgelse fra American Welding Society fandt, at optimale tack -svejsestørrelser varierer baseret på materialetykkelse,
med en generel retningslinje, der antyder tack svejselængder imellem 0.5 til 1 tomme for de fleste applikationer.
Svejsepositioner:
Forskellige svejsepositioner - flad, vandret, lodret, og overhead - Affekt lethed og kvalitet af tack -svejsning.
Juster din teknik i overensstemmelse hermed for at sikre pålidelige resultater.
For eksempel, Flad svejsning er ofte lettere og producerer tackle svejsninger af højere kvalitet på grund af bedre kontrol over den smeltede pool.
5. Almindelige typer tackwejsning
I årenes løb, Flere specialiserede typer af tack -svejsning er fremkommet for at imødekomme forskellige applikationer og krav.
Spot svejsning
Spot svejsning er en af de mest populære metoder, der bruges i metalpladsarbejde, Især inden for industrier som bilindustrien og elektronik.

Det involverer anvendelse af tryk og varme på specifikke punkter, normalt gennem elektroder, at skabe en lille, Lokaliseret svejsning.
- Hvordan det fungerer: Et elektrisk kredsløb med høj strøm passerer gennem emnet på det sted, hvor svejsningen er påkrævet.
Varmen, der genereres af modstanden ved kontaktpunkterne, får metallet til at smelte og smelte sammen. - Applikationer: Automotive Bodywork, Elektronik, og fremstilling af apparater.
Spot -svejsning er især nyttigt til tynde arkmetaller og materialer, der ikke er modtagelige for betydelig termisk forvrængning. - Fordele: Hurtig, effektiv, og omkostningseffektiv til produktion med høj volumen.
Ultrasonisk tack -svejsning
Det er en nyere, Mere specialiseret teknik, der bruger højfrekvente lydbølger til at skabe lokaliseret varme og svejsematerialer sammen.
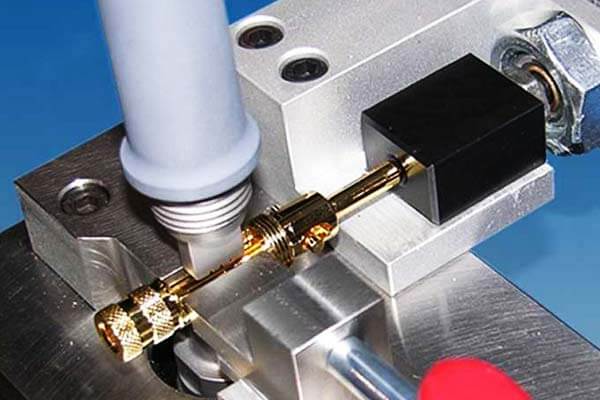
I modsætning til konventionelle svejsemetoder, Det kræver ikke fyldmateriale eller høje temperaturer.
I stedet, De ultralydsvibrationer genererer nok varme til at binde overfladerne.
- Hvordan det fungerer: Ultralydsbølger påføres med en frekvens mellem 20 og 40 KHZ, som får metaloverfladerne til hurtigt at vibrere, Generering af friktionsvarme.
The Heat oprettet sikrer materialerne på kontaktpunktet. - Applikationer: Ofte brugt i applikationer, hvor traditionel svejsning kan skade delikate eller små komponenter, såsom i elektronikindustrien eller medicinsk udstyr.
- Fordele: Præcision og minimal forvrængning gør den ideel til småskala applikationer.
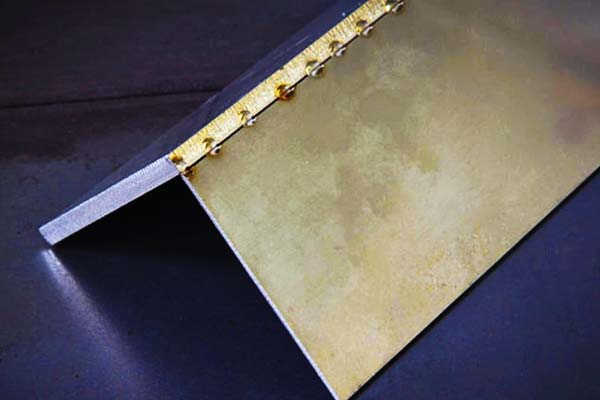
Bridge tack svejsning
Bridge tack svejsning involverer at skabe flere små tack -svejsninger langs et led eller på tværs af et mellemrum mellem dele.
Denne teknik "broer" kløften, før den fulde svejsning påføres, at sikre, at komponenterne forbliver i overensstemmelse under hele processen.
- Hvordan det fungerer: Små tack -svejsninger er placeret med intervaller, effektivt "bro over delene sammen.
Dette hjælper med at opretholde deres justering under yderligere svejsning eller monteringstrin. - Applikationer: Ofte brugt til strukturel svejsning, såsom ved konstruktion af store stålkonstruktioner som broer, skibe, og tunge maskiner.
- Fordele: Giver fremragende stabilitet til store komponenter, forhindrer dele i at skifte under den endelige svejsning.
Hot tack svejsning
Hot tack -svejsning involverer opvarmning af dele til en høj temperatur, før du påfører tackweld.
Denne teknik sikrer, at emnet allerede delvist er svejset, når tack,
Reduktion af risikoen for fordrejning eller forkert justering under den fulde svejsningsproces.
- Hvordan det fungerer: Arbejdsstykkerne opvarmes til en bestemt temperatur ved hjælp af eksterne varmekilder som en fakkel eller ovn.
En gang ved den ønskede temperatur, Tack -svejsninger påføres på forskellige punkter langs leddet. - Applikationer: Brugt i situationer, hvor materialer skal holdes på plads ved høje temperaturer, eller hvor den overordnede proces involverer svejsning af tykke sektioner af materiale.
- Fordele: Ideel til at forhindre termisk forvrængning og sikre en tæt pasform til større materialer.
Induktionsstik svejsning
Induktionsstik svejsning Bruger elektromagnetisk induktion til at generere varme i emnet.
Denne proces bruges ofte til højhastighedsapplikationer, hvor der kræves hurtig opvarmnings- og afkølingscyklusser.
- Hvordan det fungerer: En vekslende strøm føres gennem en spole placeret nær arbejdsemne.
Den inducerede strøm opvarmer metallet, får det til at smelte og smelte sammen ved kontaktpunktet. - Applikationer: Almindeligt brugt i brancher, der kræver hurtig og præcis opvarmning til store komponenter, såsom i stålmøller og metalbearbejdning.
- Fordele: Hurtig, kontrolleret opvarmning, og evnen til at påføre præcis lokaliseret varme på metallet.
Thermit Tack Welding
Det Brug en kemisk reaktion mellem pulveriserede metaller (typisk aluminium og jernoxid) At producere en eksoterm reaktion, der genererer varme.

Denne varme bruges til at svejse materialerne sammen.
- Hvordan det fungerer: Termitblandingen antændes og genererer ekstremt høje temperaturer, nok til at smelte arbejdsemner og skabe en obligation.
Denne proces bruges ofte til at svejse tykke sektioner af metal. - Applikationer: Brugt i jernbaner, tungt maskiner, og industrielle applikationer, der kræver høj varme og stærke obligationer.
- Fordele: Ekstremt kraftfuld og ideel til stor, tykke materialer.
6. Fordele ved tack -svejsning
- Præcision og kontrol: Tack -svejsning sikrer, at komponenter er placeret nøjagtigt før den endelige svejsning,
reducere risikoen for forkert justering og sikre resultater af høj kvalitet. - Reduceret forvrængning: Ved at holde delene på plads, Tack -svejsning minimerer den termiske ekspansion, der kan forekomme under fuld svejsning, hvilket ofte fører til forvrængning.
- Omkostningseffektiv: Det hjælper med at spare både tid og materiale ved at forhindre behovet for omarbejdning på grund af forkert justering eller forkert placering.
- Forenklet samling: Det hjælper med at samle komplekse strukturer ved at sikre delene midlertidigt,
tillader svejsere at fokusere på andre vigtige aspekter af projektet.
7. Ulemper ved tack svejsning
- Midlertidig karakter: Da tack-svejsninger ikke er bærende, De skal enten indarbejdes i den endelige svejsning eller fjernes bagefter.
- Forkert justeringsrisici: Hvis ikke omhyggeligt anvendt, Tack -svejsninger kan forårsage forkert justering under den endelige svejsningsproces, resulterer i yderligere omarbejdning.
- Varmepåvirkede zoner: Flere tack-svejsninger i det samme område kan forårsage varmepåvirkede zoner,
som kunne svække materialet over tid, hvis ikke omhyggeligt styres.
8. Almindelige anvendelser af tackwelding
- Fremstilling og montering: Store strukturelle projekter såsom broer, bygninger, og skibe kræver tack -svejsning for at holde komponenter på linje under den fulde svejsningsproces.
- Plademetalarbejde: Automotive- og rumfartsindustrier bruger tack svejsning i vid udstrækning til at samle billegemer, vinger, og flykrosstrukturer.
- Rør svejsning: Det bruges ofte til at justere og midlertidigt holde rør før fuld svejsning, At sikre, at samlingerne er præcise.
- Reparationer og vedligeholdelse: I vedligeholdelsesopgaver, Tack -svejsning bruges til at holde dele på plads, mens der foretages reparationer eller udskiftninger.
9. Tips til vellykket tack -svejsning
Valg af den rigtige elektrode eller fyldmateriale
Sørg for, at elektrode eller fyldmateriale matcher basismetallet for at skabe en stærk, Kompatibel tack -svejsning.
Valg af det rigtige materiale kan forbedre svejsestyrken og reducere risikoen for defekter.
Korrekt varmekontrol
Oprethold det rigtige varme niveau for at undgå overophedning af det fælles område, som kan svække materialet eller forårsage uønskede deformationer.
Tilstrækkelig varmekontrol bidrager til renere, Mere holdbare tack -svejsninger.
Opretholdelse af korrekt afstand
Bestem den optimale størrelse og afstand for tack -svejsninger baseret på materialetykkelsen og leddets art. Konsekvent afstand fremmer ensartethed og stabilitet i det endelige produkt.
Sikre stærke tack -svejsninger
Undgå svage eller utilstrækkelige tack -svejsninger, der kunne mislykkes under stress ved at anvende tilstrækkelig, men kontrolleret varme og tryk.
Stærke tack -svejsninger giver et solidt fundament for den endelige svejsning, sikre strukturens levetid.
10. Udfordringer i tackwejsning
Porøsitet og forurening
Forhindre luftlommer og forurenende stoffer i at komme ind i svejsningen ved at rengøre overfladen grundigt og bruge ordentlige afskærmningsgasser.
Porøsitet kan svække svejsningen og kompromittere dens integritet.
Inkonsekvent størrelse
Oprethold ensartethed i tack -svejsestørrelser for at sikre ensartet ydeevne og udseende.
Variationer i størrelse kan påvirke styrken og æstetikken i den endelige svejsning.
Tack Weld Fjernelse
Ved hvornår og hvordan man fjerner tack -svejsninger om nødvendigt, såsom når man omplacerer dele inden den endelige svejsning.
Effektive fjernelsesteknikker kan spare tid og forhindre skade på emnet.
Forkert justeringsrisici
Vær forsigtig med forkert justering, der kan være resultatet af forkert tack -svejsningsteknikker, potentielt føre til dyre korrektioner.
Omhyggelig udførelse af tack -svejsninger kan afbøde disse risici og sikre glattere samlingsprocesser.
11. Få dine brugerdefinerede metaldele med Deze
På DENNE, Vi er specialiserede i levering af svejseservicetjenester af høj kvalitet, inklusive tack -svejsning, For at sikre præcision og stabilitet i dine metaldele.
Uanset om du har brug for lille fabrikation eller store strukturelle projekter, Vores ekspert svejsere har værktøjer og erfaringer til at levere top-notch-resultater.
12. Konklusion
Tack -svejsning kan virke enkel i den samlede svejseproces, Men dens betydning kan ikke overdrives.
Ved at sikre dele på plads og sikre korrekt justering, Tack -svejsning forhindrer forvrængning og forkert justering,
Spar tid og materialeomkostninger, mens den samlede kvalitet af den endelige svejses samlede kvalitet.
Uanset om du arbejder på storskala konstruktion, Automotive projekter, eller præcisionsteknik, Mastering Det er vigtigt for at opnå de bedste resultater.
Følg den bedste praksis, der er beskrevet i denne blog for at optimere din tack -svejsningsproces og sikre succes i dit næste projekt!

