
1. Uvođenje
Annealing is a toplotni tretman process designed to modify the physical and sometimes chemical properties of a material, thereby improving its workability.
Povijesno, early metallurgists used annealing to soften metals after forging, and over time,
the process has evolved into a sophisticated technique used in diverse industries such as automotive, vazdušni prostor, elektronika, i proizvodnju.
Posebno, annealing not only enhances ductility and reduces residual stresses but also refines the grain structure, leading to improved machinability and overall performance.
In today’s competitive industrial landscape, mastering annealing is crucial for optimizing material performance.
This article examines annealing from scientific, proces, dizajn, ekonomski, ekološki, and future-oriented perspectives, ensuring a holistic understanding of its role in modern material engineering.
2. Fundamentals of Annealing
Definition and Purpose
U svojoj srži, annealing involves heating a material to a specific temperature, holding it for a set period, and then cooling it at a controlled rate.
Ovaj proces osigurava energiju potrebnu da atomi unutar mikrostrukture materijala migriraju i preurede.
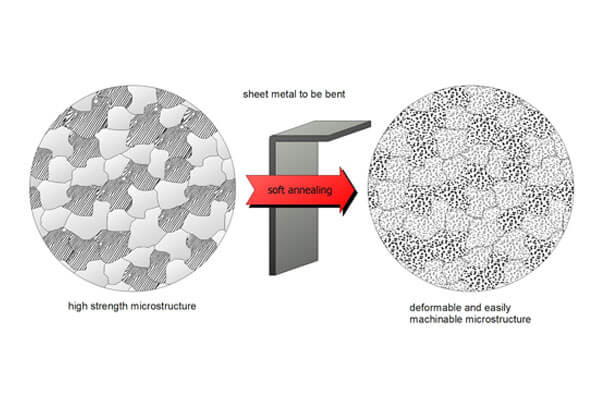
Samim tim, dislokacije i unutrašnja naprezanja se smanjuju, i novo, formiraju se zrna bez naprezanja, koji vraća duktilnost i smanjuje tvrdoću.
Ključni ciljevi uključuju:
- Povećanje duktilnosti: Omogućava lakše oblikovanje ili mašinsku obradu metala.
- Oslobađanje rezidualnog stresa: Sprečavanje savijanja i pucanja u finalnim proizvodima.
- Rafiniranje zrnaste strukture: Optimizacija mikrostrukture za poboljšana mehanička svojstva.
Thermodynamic and Kinetic Principles
Žarenje radi na osnovnim termodinamičkim i kinetičkim principima. Kada se metal zagreje, njegovi atomi dobijaju kinetičku energiju i počinju da migriraju.
Ova migracija smanjuje ukupnu slobodnu energiju eliminacijom dislokacija i nesavršenosti.
Na primjer, u čeliku, proces može pretvoriti očvrsli martenzit u duktilniju feritno-perlitnu smjesu.
Podaci pokazuju da pravilno žarenje može smanjiti tvrdoću do 30%, čime se značajno poboljšava obradivost.
Štaviše, kinetika faznih transformacija tokom žarenja je kontrolisana temperaturom i vremenom.
Proces je optimiziran balansiranjem brzine grijanja, vrijeme namakanja, i brzinu hlađenja za postizanje željene mikrostrukturne transformacije bez neželjenog rasta zrna.
3. Types of Annealing
Procesi žarenja se veoma razlikuju, svaki dizajniran za postizanje specifičnih svojstava materijala.
Prilagođavanjem ciklusa grijanja i hlađenja, proizvođači mogu optimizirati performanse metala za različite primjene.
Ispod, detaljno opisujemo primarne vrste žarenja, ističući svoje ciljeve, procesi, i tipične aplikacije.
Full Annealing
Svrha: Za vraćanje maksimalne duktilnosti i smanjenje tvrdoće u legurama željeza, posebno hipoeutektoidnih čelika.
Proces:
- Temperatura: Povišeno do 850–950°C (E.g., 925°C za AISI 1020 čelik) za potpunu austenitizaciju materijala.
- Hold Time: Održavano za 1–4 sata kako bi se osigurala ujednačena fazna transformacija.
- Hlađenje: Sporo hlađenje (20–50°C/h) u peći ili izolovanoj kutiji kako bi se potaklo formiranje krupnog zrna.
Aplikacije: - Automobilski: Komponente od kovanog čelika (E.g., dijelovi šasije) za poboljšanu formabilnost.
- Proizvodnja: Predobrada za operacije kovanja i mašinske obrade.
Podaci: Smanjuje tvrdoću čelika za 40-50% (E.g., iz 250 HBW to 120 Hbw) i poboljšava duktilnost na 25–30% istezanje (ASTM E8/E9).
Annealing za ublažavanje stresa
Svrha: Uklonite zaostala naprezanja od obrade, zavarivanje, ili hladan rad.
Proces:
- Temperatura: 500-650 ° C (E.g., 600°C za legure aluminijuma, 520°C za nerđajući čelik).
- Hold Time: 1–2 sata na temperaturi.
- Hlađenje: Zračno hlađeno ili hlađeno peći na temperaturu okoline.
Aplikacije: - Vazdušni prostor: Zavareni okviri aviona (E.g., Boeing 787 spojevi trupa) kako bi se spriječilo izobličenje.
- Ulja & Plin: Cjevovodi i posude pod pritiskom (E.g., API 5L X65 čelik).
Podaci: Smanjuje zaostala naprezanja 30-50%, minimiziranje rizika od izobličenja (ASME Boiler & Šifra posude pod pritiskom).
Spheroidizing Annealing
Svrha: Pretvorite karbide u sferne čestice kako biste poboljšali obradivost i žilavost čelika s visokim udjelom ugljika.
Proces:
- Temperatura: 700–750°C (ispod donje kritične temperature).
- Hold Time: 10–24 sata za karbidnu sferoidizaciju.
- Hlađenje: Sporo hlađenje peći kako bi se izbjeglo ponovno formiranje lamelnih struktura.
Aplikacije: - Alat: Brzorezni čelik (E.g., M2 alatni čelik) za burgije i matrice.
- Automobilski: Opružni čelik (E.g., SAE 5160) za komponente ovjesa.
Podaci: Postiže 90% efikasnost sferoidizacije, smanjenje vremena obrade 20-30% (ASM Handbook, Volume 4).
Isothermal Annealing
Svrha: Minimizirajte izobličenje u složenim geometrijama kontroliranjem faznih transformacija.
Proces:
- Temperatura: 900–950°C (iznad gornje kritične temperature) za austenitizaciju.
- Intermediate Hold: 700–750°C za 2–4 sata da bi se omogućilo formiranje perlita.
Aplikacije: - Vazdušni prostor: Oštrice turbine (E.g., Inconel 718) zahtijevaju dimenzionu stabilnost.
- Energija: Komponente nuklearnog reaktora (E.g., legura cirkonijuma).
Podaci: Smanjuje dimenzionalno izobličenje za do 80% u poređenju sa konvencionalnim žarenjem (Časopis za tehnologiju obrade materijala, 2021).
Normalizacija
Svrha: Rafinirajte strukturu zrna za poboljšanu žilavost i čvrstoću ugljičnih i legiranih čelika.
Proces:
- Temperatura: 200–300°C iznad gornje kritične temperature (E.g., 950° C za 4140 čelik).
- Hlađenje: Vazdušno hlađen na temperaturu okoline.
Aplikacije: - Izgradnja: Konstrukcijske čelične grede (E.g., ASTM A36).
- Mašine: Osovine zupčanika (E.g., SAE 4140) za uravnoteženu snagu i duktilnost.
Podaci: Postiže sitnozrnasta mikrostruktura sa vlačnom čvrstoćom od 600–800 MPa (ISO 630:2018).
Rješenje žarenje
Svrha: Rastvaranje legirajućih elemenata u homogenu austenitnu matricu u nerđajućim čelicima i legurama na bazi nikla.
Proces:
- Temperatura: 1,050–1.150°C za potpunu austenitizaciju.
- Gašenje: Brzo hlađenje u vodi ili ulju kako bi se spriječilo fazno raspadanje.
Aplikacije: - Medicinski: Austenitni nerđajući čelik za implantate (E.g., ASTM F138).
- Hemikalija: Izmjenjivači topline (E.g., 316L Nerđajući čelik).
Podaci: Osigurava 99.9% homogenost faze, kritično za otpornost na koroziju (NACE MR0175 / ISO 15156).
Recrystallization Annealing
Svrha: Omekšati hladno obrađene metale formiranjem zrna bez naprezanja.
Proces:
- Temperatura: 450-650 ° C (E.g., 550°C za aluminijum, 400°C za bakar).
- Hold Time: 1–3 sata kako bi se omogućila rekristalizacija.
Aplikacije: - Elektronika: Bakrene žice (E.g., transformatorski namotaji sa 100% IACS provodljivost).
- Pakovanje: Aluminijumske limenke (E.g., AA 3003 legura).
Podaci: Vraća provodljivost na 95–100% IACS u bakru (Međunarodni standard žarenog bakra).
Subcritical Annealing
Svrha: Smanjite tvrdoću niskougljičnih čelika bez fazne transformacije.
Proces:
- Temperatura: 600–700°C (ispod niže kritične temperature).
- Hold Time: 1–2 sata za ublažavanje zaostalih naprezanja.
Aplikacije: - Automobilski: Hladno valjani meki čelik (E.g., SAE 1008) za automobilske panele.
- Hardver: Opružni čelik (E.g., SAE 1050) za minimalno izobličenje.
Podaci: Postiže HBW smanjenje tvrdoće za 20-25% (ASTM A370).
Process Annealing
Svrha: Vraćanje duktilnosti metala nakon srednjih koraka hladne obrade.
Proces:
- Temperatura: 200–400°C (E.g., 300°C za mesing, 250°C za nerđajući čelik).
- Hlađenje: Zračno hlađeno ili hlađeno peći.
Aplikacije: - Elektronika: Bakar PCB tragovi (E.g., 5Komponente G antene).
- Hvac: Bakarne cijevi (E.g., ASTM B280).
Podaci: Poboljšava formabilnost pomoću 30-40%, omogućavaju manje radijuse savijanja (Udruženje za razvoj bakra).
Bright Annealing
Svrha: Sprečite oksidaciju i dekarbonizaciju u aplikacijama visoke čistoće.
Proces:
- Atmosfera: Vodonik (H₂) ili inertni gas (N₂/uključeno) at ≤10 ppm kiseonika.
- Temperatura: 800–1.000°C (E.g., 900°C za trake od nerđajućeg čelika).
Aplikacije: - Vazdušni prostor: Legure od titana (E.g., Ti-6Al-4V) za lopatice turbine.
- Automobilski: Izduvni sistemi od nerđajućeg čelika (E.g., Inconel 625).
Podaci: Postiže 99.9% čistoća površine, kritično za otpornost na koroziju (SAE J1708).
Flash Annealing
Svrha: Brza modifikacija površine za lokalizirano poboljšanje svojstava.
Proces:
- Izvor toplote: Plameni ili laseri visokog intenziteta (E.g., 1,200°C vršna temperatura).
- Hold Time: Sekunde do milisekundi za precizno površinsko očvršćavanje.
Aplikacije: - Proizvodnja: Zubi zupčanika (E.g., kaljenog 8620 čelik).
Podaci: Povećava površinsku tvrdoću za 50–70% (E.g., iz 30 HRC to 50 HRC) (Surface Engineering Journal).
Continuous Annealing
Svrha: Obrada velikih količina za limove u automobilskoj i građevinskoj industriji.
Proces:
- Brzina linije: 10–50 m/I sa kontrolisanom atmosferom (E.g., redukcioni gas).
- Zone: Grijanje, namakanje, hlađenje, i namotavanje.
Aplikacije: - Automobilski: Čelični paneli karoserije (E.g., 1,000-tona presa za Tesla Model Y).
- Izgradnja: Pocinkovani krovni limovi (E.g., GI 0.5mm).
Podaci: Procesi 10–20 miliona tona čelika godišnje, smanjenje stope otpada za 15-20% (Svjetsko udruženje čelika).
4. Annealing Process and Techniques
Proces žarenja sastoji se od tri osnovne faze: grijanje, namakanje, i hlađenje.
Svaka faza se pažljivo kontroliše kako bi se postigla željena svojstva materijala, osiguravaju uniformnost i konzistentnost u mikrostrukturnim transformacijama.

Postoje različite tehnike žarenja, prilagođen različitim materijalima i industrijskim aplikacijama.
Pre-Annealing Preparation
Prije žarenja, pravilna priprema osigurava optimalne rezultate. Ovo uključuje:
✔ Čišćenje materijala & Inspekcija:
- Uklanja površinske zagađivače (oksidi, mast, skala) koji mogu uticati na prenos toplote.
- Provodi mikrostrukturnu analizu kako bi se utvrdili već postojeći nedostaci.
✔ Metode prije tretmana:
- Kiselo: Koristi kisele otopine za čišćenje metalnih površina prije toplinske obrade.
- Mehaničko poliranje: Uklanja oksidacijske slojeve kako bi poboljšao ravnomjerno zagrijavanje.
Primer:
U vazduhoplovnoj industriji, komponente od titana prolaze rigorozno prethodno čišćenje kako bi se spriječila oksidacija tijekom žarenja u vakuumskoj peći.
Heating Phase
Faza zagrijavanja postupno podiže temperaturu materijala do ciljanog raspona žarenja. Pravilna kontrola sprečava termički udar i izobličenje.
Ključni faktori:
Odabir peći:
- Batch Furnaces: Koristi se za industrijsko žarenje čeličnih i aluminijskih limova velikih razmjera.
- Kontinualne peći: Idealno za brze proizvodne linije.
- Vakuumske peći: Spriječite oksidaciju i osigurajte visoku čistoću u svemirskoj i elektronskoj industriji.
Tipični rasponi temperature grijanja:
- Čelik:600–900°C zavisno od vrste legure.
- Bakar:300–500°C za omekšavanje i ublažavanje stresa.
- Aluminijum:350–450°C za pročišćavanje strukture zrna.
Razmatranje stope grijanja:
- Sporo grijanje: Smanjuje termičke gradijente i sprečava pucanje.
- Brzo zagrevanje: Koristi se u nekim aplikacijama za poboljšanje efikasnosti uz izbjegavanje grubosti zrna.
Studija slučaja:
Za medicinske implantate od nerđajućeg čelika, vakuumsko žarenje pri 800–950°C minimizira oksidaciju dok poboljšava otpornost na koroziju.
Soaking Phase (Holding at Target Temperature)
Namakanje osigurava ujednačenu raspodjelu temperature, omogućavajući unutrašnju strukturu metala da se u potpunosti transformiše.
Factors Affecting Soaking Time:
🕒 Debljina materijala & Sastav:
- Deblji materijali zahtijevaju duže vrijeme namakanja za ravnomjeran prodor topline.
🕒 Ciljevi mikrostrukturne rafinacije:
- Za žarenje za ublažavanje stresa, namakanje može potrajati 1–2 sata.
- Za potpuno žarenje, materijali mogu zahtijevati nekoliko sati kako bi se postigla potpuna rekristalizacija.
Primer:
U difuzijskom žarenju za visokougljične čelike, drži na 1050–1200°C za 10–20 sati eliminiše segregaciju i povećava homogenost.
Faza hlađenja
Faza hlađenja određuje konačnu mikrostrukturu i mehanička svojstva. Na tvrdoću utiču različite metode hlađenja, struktura zrna, i oslobađanje od stresa.
Cooling Techniques & Their Effects:
Hlađenje peći (Sporo hlađenje):
- Materijal ostaje u peći dok se postepeno hladi.
- Proizvodi meke mikrostrukture sa maksimalnom duktilnošću.
- Koristi se za potpuno žarenje od čelika i livenog gvožđa.
Vazdušno hlađenje (Umjereno hlađenje):
- Smanjuje tvrdoću dok održava umjerenu čvrstoću.
- Common in žarenje za ublažavanje stresa zavarenih konstrukcija.
Gašenje (Rapid Cooling):
- Korišćen u izotermno žarenje transformirati austenit u mekše mikrostrukture.
- Uključuje hlađenje u ulju, voda, ili vazduh po kontrolisanim brzinama.
Hlađenje kontrolisane atmosfere:
- Inertni gas (argon, azot) sprječava oksidaciju i promjenu boje.
- Neophodan u visoko preciznim industrijama kao što su poluprovodnika i vazduhoplovstva.
Comparison of Cooling Methods:
| Metoda hlađenja | Stopa hlađenja | Utjecaj na materijal | Zajednička aplikacija |
|---|---|---|---|
| Hlađenje peći | Vrlo Sporo | Maksimalna duktilnost, krupna zrna | Potpuno žarenje čelika |
| Vazdušno hlađenje | Umjeren | Uravnotežena snaga i duktilnost | Žarenje za ublažavanje stresa |
| Gašenje vodom/uljem | Brzo | Fina mikrostruktura, veća tvrdoća | Izotermno žarenje |
| Kontrolisana atmosfera | Varijabilna | Površina bez oksidacije | Vazdušni prostor & Elektronika |
5. Effects of Annealing on Material Properties
Žarenje značajno utiče na unutrašnju strukturu i performanse materijala, što ga čini kritičnim procesom u metalurgiji i nauci o materijalima.
Pažljivom kontrolom grijanja, namakanje, i faze hlađenja, povećava duktilnost, smanjuje tvrdoću, Rafinira strukturu zrna, i poboljšava električna i termička svojstva.
Ovaj odjeljak istražuje ove efekte na strukturiran i detaljan način.
Microstructural Transformations
Žarenje mijenja unutrašnju strukturu materijala kroz tri ključna mehanizma:
- Rekristalizacija: Nervozan, formiraju se zrna bez naprezanja, zamena deformisanih, koji vraća duktilnost i smanjuje radno očvršćavanje.
- Grain Growth: Produženo vrijeme namakanja omogućava rast zrna, balansiranje snage i fleksibilnosti.
- Fazna transformacija: Dolazi do promjena u faznom sastavu, kao što je martenzit koji se pretvara u ferit i perlit u čeliku, optimiziranje čvrstoće i duktilnosti.
Primer:
Hladno obrađeni čelik može doživjeti do a 30% smanjenje tvrdoće nakon žarenja, značajno poboljšavajući njegovu formabilnost.
Mechanical Property Enhancements
Žarenje poboljšava mehanička svojstva metala na nekoliko načina:
Povećana duktilnost & Žilavost
- Metali postaju manje krti, smanjenje rizika od prijeloma.
- Neki materijali pokazuju a 20-30% povećanje izduženja prije loma nakon žarenja.
Smanjenje preostalog naprezanja
- Ublažava unutrašnja naprezanja uzrokovana zavarivanjem, livenje, i hladan rad.
- Smanjuje vjerovatnoću savijanja, pucanje, i preranog otkaza.
Optimizirana tvrdoća
- Omekšava materijale radi lakše obrade, savijanje, i formiranje.
- Tvrdoća čelika može se smanjiti za 30-40%, smanjenje trošenja alata i troškova proizvodnje.
Effects on Machinability & Formalnost
Žarenje poboljšava obradivost omekšavanjem metala, čineći ih lakšim za rezanje, bušilica, i oblik.
Smanjeno trošenje alata: Manja tvrdoća produžava vijek trajanja alata i smanjuje troškove održavanja.
Lakše formiranje: Metali postaju fleksibilniji, omogućava dublje crtanje i složenije oblike.
Bolja završna obrada površine: Glatkije mikrostrukture rezultiraju poboljšanim kvalitetom površine nakon strojne obrade.
Električni & Thermal Property Enhancements
Žarenje oplemenjuje strukturu kristalne rešetke, smanjenje kvarova i poboljšanje provodljivosti.
⚡ Veća električna provodljivost:
- Eliminira prepreke na granici zrna, poboljšanje protoka elektrona.
- Bakar može postići a 10-15% povećanje provodljivosti nakon žarenja.
🔥 Poboljšana toplotna provodljivost:
- Omogućava bolje odvođenje topline u aplikacijama kao što su izmjenjivači topline.
- Neophodan za elektronske i vazduhoplovne komponente visokih performansi.
Industry Use:
Proizvođači poluprovodnika oslanjaju se na žarenje tankog filma kako bi poboljšali provodljivost silikonskih pločica i minimizirali defekte.
6. Advantages and Disadvantages of Annealing
Prednosti
- Vraća duktilnost:
Žarenje preokreće kaljenje, čineći metale lakšim za oblikovanje i obradu. - Ublažava zaostala naprezanja:
Eliminacijom unutrašnjih naprezanja, žarenje smanjuje rizik od savijanja i pucanja. - Poboljšava obradivost:
Omekšao, ujednačena mikrostruktura poboljšava efikasnost rezanja i produžava vijek trajanja alata. - Optimizira električnu vodljivost:
Obnovljene kristalne strukture mogu dovesti do poboljšanih električnih i magnetskih svojstava. - Prilagodljiva struktura zrna:
Prilagodite parametre procesa za postizanje željenih veličina zrna i distribucije faza, direktno utiču na mehanička svojstva.
Nedostaci
- Vremenski intenzivan:
Proces žarenja može trajati nekoliko sati 24 sati, što može usporiti proizvodne cikluse. - Visoka potrošnja energije:
Energija potrebna za kontrolirano grijanje i hlađenje može biti značajna, utiču na operativne troškove. - Osjetljivost procesa:
Za postizanje optimalnih rezultata potrebna je precizna kontrola temperature, vrijeme, i stope hlađenja. - Rizik od prekomjernog žarenja:
Prekomjeran rast zrna može dovesti do smanjenja čvrstoće materijala ako se njime ne upravlja pravilno.
7. Primjena žarenja
Žarenje je svestran proces toplinske obrade s primjenom u različitim industrijama, omogućavajući materijalima postizanje optimalne mehaničke, termalni, i električna svojstva.
Ispod je detaljno istraživanje njegovih ključnih uloga u ključnim sektorima:
Aerospace industrija
- Svrha: Povećajte snagu, smanjiti lomljivost, i eliminišu zaostala naprezanja u lakim legurama.
- Materijali:
-
- Titanijumske legure (E.g., Ti-6Al-4V): Žarenje poboljšava duktilnost i otpornost na zamor lopatica turbina i okvira aviona.
- Superoji sa sjedištem u niklu (E.g., Inconel 718): Koristi se u komponentama mlaznih motora, žarenje osigurava ujednačenu mikrostrukturu za performanse na visokim temperaturama.
Automotive Manufacturing
- Svrha: Optimizirajte formabilnost, tvrdoća, i otpornost na koroziju za komponente masovne proizvodnje.
- Materijali:
-
- Čelici visoke čvrstoće (HSS): Žarenje omekšava HSS za štancanje panela karoserije automobila (E.g., Čelik ultra visoke čvrstoće u Teslinom modelu S).
- Nehrđajući čelik: Žarenje poboljšava zavarljivost u izduvnim sistemima i rezervoarima za gorivo.
Elektronika i poluvodiči
- Svrha: Poboljšajte svojstva poluprovodnika i poboljšajte električnu provodljivost.
- Materijali:
-
- Silicijumske pločice: Žarenje uklanja defekte i poboljšava kristalni kvalitet za proizvodnju mikročipa (E.g., Intelova 3D XPoint memorija).
- Bakarne interkonekcije: Žarenje povećava provodljivost u štampanim pločama (PCBS) i ožičenje.
- Napredne tehnike:
-
- Brzo termičko žarenje (RTA): Koristi se u proizvodnji poluprovodnika kako bi se smanjio toplinski budžet.
Građevinarstvo i infrastruktura
- Svrha: Poboljšajte trajnost, Otpornost na koroziju, i obradivost za velike projekte.
- Materijali:
-
- Bakrene cijevi: Žarenje osigurava fleksibilnost i otpornost na koroziju u vodovodnim sistemima (E.g., annealed copper tubing in green buildings).
- Aluminijske legure: Annealed aluminum is used in building facades and window frames for enhanced formability.
- Primer: The Burj Khalifa uses annealed aluminum cladding for its lightweight, corrosion-resistant exterior.
Energetski sektor
- Svrha: Enhance material performance in extreme environments.
- Aplikacije:
-
- Nuklearni reaktori: Annealed zirconium alloys (E.g., Zircaloy-4) for fuel rods resist radiation-induced embrittlement.
- Solarni paneli: Annealed silicon cells improve photovoltaic efficiency (E.g., First Solar’s thin-film modules).
- Vjetroturbine: Annealed steel and composites for blades withstand cyclic stress and fatigue.
Medicinski uređaji
- Svrha: Achieve biocompatibility, fleksibilnost, and sterilization tolerance.
- Materijali:
-
- Nehrđajući čelik: Annealed for surgical instruments (E.g., scalpels and forceps) to balance hardness and flexibility.
- Titanium Implants: Annealing reduces surface defects and improves biocompatibility in hip replacements.
Consumer Goods and Jewelry
- Svrha: Enhance malleability for intricate designs and surface finish.
- Materijali:
-
- Gold and Silver: Žarenje omekšava plemenite metale za izradu nakita (E.g., Tiffany & Ručno rađeni komadi Co).
- Bakarno posuđe: Žareni bakar poboljšava toplotnu provodljivost i formabilnost za ravnomernu distribuciju toplote.
Primjene u nastajanju
- Aditivna proizvodnja (3D Štampanje):
-
- Žarenje 3D štampanih metala (E.g., Inconel) za uklanjanje unutrašnjih naprezanja i poboljšanje mehaničkih svojstava.
- Vodikove gorive ćelije:
-
- Žarene legure platinske grupe za katalizatore u membranama gorivih ćelija.
- Fleksibilna elektronika:
-
- Žarenje grafena i polimera za nosive senzore i fleksibilne displeje.
Industrijski standardi i usklađenost
- ASTM International:
-
- ASTM A262 za ispitivanje korozije žarenog nehrđajućeg čelika.
- ASTM F138 za leguru titana (Ti-6Al-4V) u medicinskim uređajima.
- ISO standardi:
-
- ISO 679 za žarenje bakra i legura bakra.
8. Zaključak
Žarenje je transformativni proces termičke obrade koji u osnovi poboljšava mehanička i fizička svojstva metala i legura.
Kroz kontrolirano grijanje i hlađenje, žarenje vraća duktilnost, smanjuje unutrašnja naprezanja, i oplemenjuje mikrostrukturu, čime se poboljšava obradivost i performanse.
Ovaj članak je pružio sveobuhvatan, višedimenzionalna analiza žarenja, pokrivaju svoje naučne principe, procesne tehnike, materijalnih efekata, Industrijske aplikacije, i budući trendovi.
U eri u kojoj su precizno inženjerstvo i održivost najvažniji, napredak u tehnologiji žarenja,
kao što je digitalna kontrola procesa, alternativnim metodama grijanja, i ekološki prihvatljive prakse — postavljene su za daljnju optimizaciju performansi materijala i smanjenje utjecaja na okoliš.
Kako industrije nastavljaju s inovacijama i razvojem, ovladavanje procesom žarenja ostaje ključno za osiguranje kvaliteta proizvoda, operativna efikasnost, i dugoročnu konkurentnost na globalnom tržištu.

